Your IP68 rugged tablet passed the lab test. That’s not the same as surviving a logistics warehouse. Between a static IEC 60529 immersion test and a cold-chain distribution center running 24/7, there’s a gap wide enough to kill a program — and most OEM engineers only find it after PVT.
Here’s exactly how Wonderful PCB engineered a 10.1-inch 5G three-proof tablet for high-volume warehouse deployment, and what actually went wrong along the way.
1. Project Overview
The client operated a Tier-1 logistics network — high-volume distribution centers plus cold-chain facilities handling food and pharmaceutical freight. Their existing consumer-grade rugged tablets were failing within 90 days on the warehouse floor. Screens cracking. Seals leaking after refrigerated truck runs. Wi-Fi dropping near metal racking.
The brief was specific: build a 10-inch 5G rugged Android tablet that could handle forklift-mount vibration, concrete drops, daily thermal swings from −25°C freezer bays to 55°C trailer interiors, and dense Wi-Fi 6 / private LTE environments inside 500,000 sq ft steel-rack buildings. IP68 waterproof rating, MIL-STD-810H drop resistance, a barcode scanner module, NFC, GPS, and a minimum 8,000mAh battery. Component availability guaranteed for 5–7 years.
What followed was 14 months from concept to mass production — and three moments that nearly ended the program.
2. Client Requirements and Technical Specifications
Functional targets:
- 10.1-inch FHD display with glove-touch and sunlight-readable brightness
- Integrated 2D barcode scanner module, NFC, GPS
- LTE with optional 5G sub-6GHz
- Android with kiosk mode and enterprise OTA update support
- Warehouse management system and ERP compatibility
Environmental targets:
- IP68: 1.5m immersion, 30 minutes, per IEC 60529
- MIL-STD-810H drop resistance: 1.5m onto concrete, multiple orientations
- Operating temperature: −20°C to 60°C
- High-humidity cycling, vibration per forklift-mount profile
Supply chain targets:
- 5–7 year component lifecycle
- Industrial-grade SoC with proven Android BSP
- Second-source qualification on memory and power management IC
Cold-chain compliance added a layer most programs skip: FSMA and HACCP requirements around food and pharma pallets mean zero tolerance for water ingress. One leaking unit in a fleet triggers a full swap-out. That cost driver shaped every sealing decision downstream.
3. System Architecture and Platform Selection
SoC evaluation came down to two paths: a Qualcomm industrial Snapdragon platform and a MediaTek rugged tablet chipset solution.
The MediaTek option had shorter lead times and lower BOM cost. Qualcomm won on three factors that mattered more for this deployment: RF stability in dense multi-path environments, longer-term Android BSP support commitments, and an established second-source supply chain for a 5–7 year lifecycle requirement.
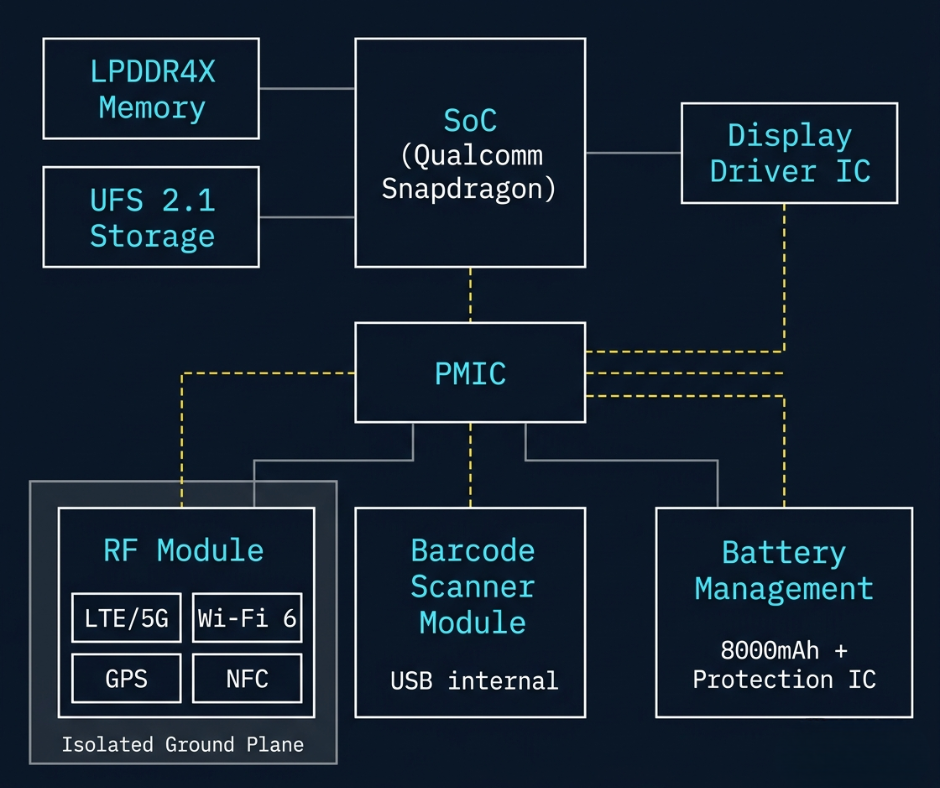
Hardware block architecture was organized around five subsystems:
The SoC drove the display driver, memory stack, and the PMIC. The RF module sat on a separate PCB zone with its own ground plane. The barcode scanner module connected via USB internally with a dedicated firmware partition. The 8,000mAh battery stack used an industrial-grade protection IC with cold-start voltage stabilization down to −20°C — a non-negotiable for freezer bay operation.
The 8-layer HDI PCB ran controlled impedance routing on differential pairs, DDR length matching within ±0.1mm, and full power plane isolation between the RF and logic domains. None of that is unusual.
What became unusual was what happened when you dropped the whole assembly from height.
4. HDI PCB and RF Engineering
4.1 The PCB Failure Nobody Puts in a Datasheet
Between DVT and PVT, this program nearly died from something that doesn’t appear in any component datasheet: BGA solder joint cracking caused by chassis flex during drop testing.
When a magnesium-reinforced housing hits a concrete floor at 1.5–2m, it doesn’t break. It flexes — just enough. The die-cast magnesium alloy frame has a modulus around 45 GPa. Under a corner impact, it deforms fractionally, transferring shear stress directly into the PCB along high-strain lines: power rails, high-speed differential pairs, battery connector pads. At −20°C, FR-4 laminate becomes brittle. The combination is a BGA crack waiting to happen.
The team instrumented live DVT units with micro strain gauges bonded directly onto the PCB at suspected zones. Drop onto concrete anvil, log real-time microstrain. Peak readings hit 800–1,200 µε locally — well above the 500 µε threshold where BGA underfill starts losing adhesion over repeated impacts.

The fix didn’t come from a datasheet. It came from adding 0.2mm stainless stiffeners and corner-bond epoxy only on the highest-strain packages, then repositioning internal screw bosses to create a stress cage that limited chassis twist to under 0.3°. That data lives in an internal process traveler. You won’t find it in any MIL-STD-810H test report.
PVT tools lock housing geometry. A mid-stage housing revision means new hard tooling — 6 to 12 weeks and $50,000–$150,000 in cost. Catching this at DVT instead of PVT was the difference between a delay and a program restart.
4.2 RF Stability in a Metal-Reinforced Housing
Theory treats RF in metal-reinforced housings as an antenna placement and ground plane problem. In a logistics warehouse, that theory falls apart.
Metal chassis plus magnesium frame creates a resonant cavity. Its modes shift with temperature as the housing expands, with operator grip as hand capacitance detunes the ground plane, and with environment as a moving forklift or steel rack changes the multipath profile. Simulation predicts free-space performance. It does not predict what happens when an operator holds the rugged tablet in portrait orientation while standing between 8-meter steel racks with a forklift passing at 3 meters.
In that scenario, Wi-Fi 6 and 4G bands see 8–15 dB null shifts. LTE/5G MIMO throughput collapses because both antennas hit uncorrelated fading no single-port matching network can fix. Field data from deployed units consistently showed 25–40% lower effective range than anechoic chamber numbers.
Solutions required internal FPC antenna tuning across multiple orientation and loading conditions, RF shielding can design around the PMIC to reduce EMI contribution, and ground plane optimization validated in real warehouse conditions — not just an RF chamber. FCC and CE compliance testing was run after field-condition tuning, not before.
5. Three-Proof Structural Engineering
5.1 IP68 Waterproofing: The Real Failure Mode
Here’s the thing most OEM engineers get wrong about IP68: the gasket is not where it fails in the field.
IEC 60529 immersion testing is static — room temperature, no pressure change, 30 minutes. A warehouse cold-chain unit experiences something completely different. The rugged tablet heats to 55–70°C inside a trailer during daytime loading. Internal air expands, vents through micro-paths. Then it goes into a −25°C freezer bay. The housing contracts. Internal air cools and creates a vacuum of −5 to −15 kPa. That vacuum pulls water inward past a gasket that looks perfectly intact in a teardown — because the failure isn’t the gasket, it’s the 0.1–0.2mm housing wall deflection under negative pressure.
Post-mortem teardowns show pristine gaskets with water tracks appearing at the lowest housing point or around port door seams. The gasket passed. The housing flexed.
The countermeasure: a calibrated Gore micro-breather membrane rated IP68 while passing 0.5–1 mL/min airflow, plus FEA pressure mapping to keep wall deflection under 0.05mm. Without the breather, even premium fluorosilicone gaskets fail in 6–18 months of cold-chain deployment.

Additional sealing architecture:
- Double silicone gaskets on all enclosure joints
- Waterproof acoustic membrane on speaker and microphone ports
- Sealed USB Type-C port with protective door
- Pressure equalization through the calibrated breather vent only
5.2 Drop Resistance: The 37–42° Problem
MIL-STD-810H Method 516.7 specifies flat-face and random-orientation drops. The team’s original engineering assumption: reinforced magnesium corners plus internal shock ribs would distribute impact load and hit 95%+ survival at 1.5m.
DVT high-speed camera data told a different story. At exactly 37–42° impact angle, survival rate dropped to 42%.
At that angle, the impact vector aligned with the longest unsupported PCB span and the battery cell stack seam simultaneously. First failure occurred at drop 18 — against a predicted 200+.
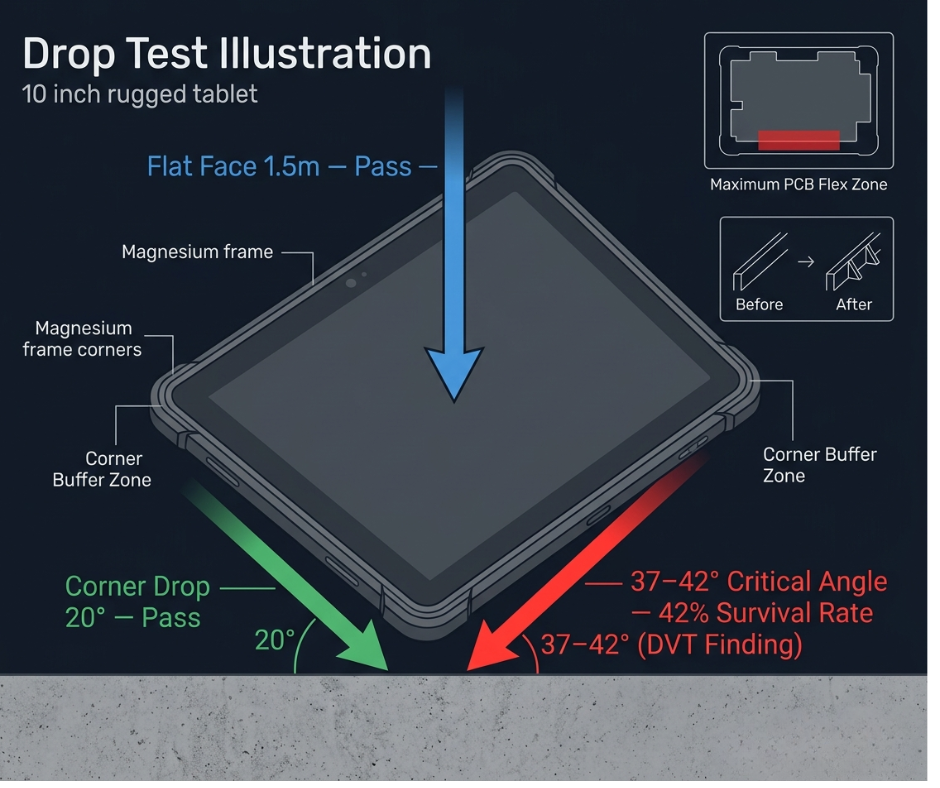
Nobody’s simulation predicted that specific angular window because MIL-STD-810H flat-face testing doesn’t stress-test it and generic FEA uses rigid-body assumptions that miss the dynamic PCB coupling.
The fix required adding internal ribbing and changing the magnesium alloy temper. That was a housing revision two weeks before PVT freeze. Expensive, but survivable. What made it survivable was that high-speed camera instrumentation during DVT, not a post-PVT field failure report.
Floating motherboard mounting and corner buffer reinforcement were added to the final design. Vibration simulation was re-run at the forklift-mount profile before PVT sign-off.
6. Thermal and Power Engineering
A sealed rugged tablet running continuous 5G transmission in direct sun is a heat management problem with no obvious exit path. There’s no fan. There’s no vent. Heat has to travel somewhere.
The thermal path: graphite sheet across the SoC and RF module → copper spreader → conduction through the magnesium sub-frame → dissipation across the outer housing surface. Thermal simulation ran before any tooling was cut, mapping junction temperatures under worst-case combined load: 60°C ambient, sustained LTE data, screen at full brightness.
The 8,000mAh battery required an industrial-grade protection IC with cold-start stabilization. At −20°C, lithium cell internal resistance spikes sharply. Without cold-start voltage management, the device either fails to boot or draws an unsafe pulse current on startup in a freezer bay. This isn’t a feature. It’s a basic operational requirement for cold-chain deployment that generic consumer battery management ICs don’t address.
7. Software Customization and Industrial Integration
Android customization targeted three enterprise requirements: kiosk mode lockdown for dedicated WMS operation, enterprise mobile device management compatibility for fleet-wide policy push, and OTA remote update capability — critical for a 10,000–50,000 unit deployment where physical firmware updates are operationally impossible.
WMS and ERP integration required the barcode scanner module to expose a standard HID keyboard wedge profile as well as a direct SDK API, covering both legacy WMS platforms and modern REST-based warehouse systems. Private LTE and Wi-Fi 6E network support was validated against the specific frequency plans used in the client’s distribution centers — not just against a lab access point.
8. Prototyping and Validation
EVT focused on SoC bring-up, bare-board RF measurement, power subsystem validation, and thermal profiling. No housing yet. Goal: find design errors before spending on tooling.
DVT put the full device into final or near-final housing. This is where the 37–42° drop failure appeared. Where strain gauge mapping happened. Where the vacuum ingress mode was identified through combined temperature and pressure cycling — not the IEC static test. RF OTA measurement in an anechoic chamber, then in a real warehouse environment. Battery cycling across the full −20°C to 60°C range.
PVT validated production process capability, not the design. SMT fine-pitch BGA placement, X-ray inspection for voiding on critical packages, reflow profile optimization. Waterproof assembly process validation including the two-stage torque sequence and controlled-environment dwell.
Reliability testing included:
- IP68 immersion re-tested after 500 cumulative drops to check seal integrity under abuse conditions
- Temperature cycling: −20°C to 70°C, 200 cycles, per EN 60068-2-14
- Humidity chamber at 85°C/85% RH
- Charging port lifecycle: 10,000 insertion cycles on the sealed Type-C connector
- Barcode scanner accuracy validation across operating temperature range
9. Mass Production and Quality Control
SMT assembly ran fine-pitch BGA placement with X-ray inspection on every panel. Reflow profile was tuned specifically for the mixed assembly — standard packages alongside the BGA underfill zones identified during DVT strain mapping.
The waterproof assembly process is where most volume failures originate, and it comes down to one step that never appears on a drawing:
Two-stage torque plus a 24-hour relaxation window at 23°C / 45% RH.
Technicians torque all perimeter screws to 30% of final spec in a star pattern first. Then wait 24 hours for the gasket elastomer and housing material to creep and relax. Then apply final torque — typically 0.8–1.2 Nm for M3 screws in magnesium. Skipping the relaxation window, or running the process at 35°C/70% RH, produces 15–25% variation in gasket compression. Units built that way pass helium leak testing and fail after two weeks of thermal cycling.
That process lives in the internal traveler document after the first 200-unit DVT lot leaked.
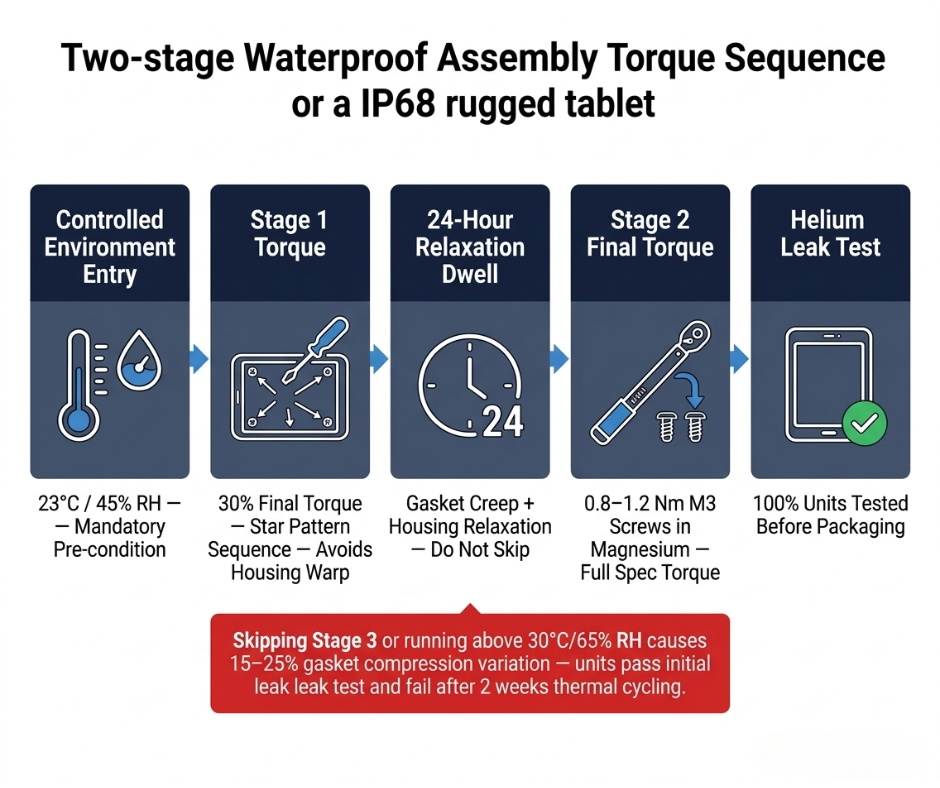
It doesn’t appear on any engineering drawing. Line technicians learn it the hard way, or they don’t learn it until the customer warranty data arrives.
Leak test before packaging. Controlled torque fastening with calibrated tooling. Adhesive cure monitoring on display perimeter UV bond. Every unit.
10. Engineering Challenges and Solutions
| Challenge | Technical Risk | Solution | Result |
| BGA cracking under chassis flex | Solder joint failure at −20°C | Strain-gauge flex mapping + stress cage rib repositioning + corner-bond epoxy | Passed MIL-STD-810H drop at DVT |
| Vacuum ingress after thermal cycling | IP68 seal failure in field | Calibrated Gore breather membrane + FEA wall deflection mapping | Zero ingress failures in 500-cycle combined env test |
| 37–42° drop angle catastrophic failure | 42% survival vs. 95% predicted | Housing ribbing revision + magnesium temper change + floating PCB mount | Passed 200+ drops across all orientations |
| RF null shifts in metal warehouse | 25–40% range loss vs. chamber | FPC antenna tuning + field-condition validation + shielding can design | Stable LTE/Wi-Fi 6 in full forklift/rack environment |
| Gasket compression variation in assembly | Seal failure after thermal cycling | Two-stage torque + 24h relaxation at controlled 23°C/45% RH | Consistent compression, zero leakage at PVT |
| Cold-start failure at −20°C | Device non-boot in freezer bay | Industrial-grade battery protection IC with cold-start voltage stabilization | Reliable boot across full −20°C to 60°C range |
11. Project Results and Market Impact
The program hit every target:
- IP68 certification per IEC 60529, re-validated after 500 cumulative drops
- MIL-STD-810H Method 516.7 passed across all drop orientations including the 37–42° window
- Stable operation confirmed across −20°C to 60°C, including cold-chain freezer bay deployment
- Wi-Fi 6 and private LTE connectivity validated in live warehouse environments with full steel-rack and forklift loading
- Mass production volume achieved at target yield with zero waterproof assembly failures post-process-traveler update
Deployed across a Tier-1 3PL network. 60–70% of units vehicle-mounted on forklift cradles, 20–30% handheld in freezer bays. Fleet uptime data at 9 months showed no IP68-related field failures — the metric that matters most when cold-chain compliance demands zero water ingress around food and pharmaceutical pallets.
12. Conclusion
IP68 on a spec sheet and IP68 after 500 drops in a −25°C freezer bay are two different claims. The gap between them is strain-mapped PCB design, calibrated breather membranes, 24-hour assembly relaxation windows, and RF tuning done in a real warehouse — not just a chamber. That’s what Wonderful PCB brings to industrial rugged tablet OEM and ODM programs: the engineering depth that keeps your device alive past the warranty period.
Wonderful PCB runs full-cycle rugged tablet OEM and ODM programs — from hardware architecture and HDI PCB design through certified mass production and field failure analysis. Contact the engineering team to discuss your industrial tablet development requirements.



