
PCB組裝中的焊接溫度控制意味著您需要在每個步驟中監控溫度。這有助於形成牢固的焊點,也能保護精密電子元件的安全。如果溫度過高,可能會損壞元件。如果溫度過低,連接可能會變得脆弱。焊接的每個步驟都需要仔細控制溫度:
熱剖面台 | 溫度範圍/速率 | 持續時間/備註 |
|---|---|---|
預熱區 | 每秒1-3°C | 緩慢加熱以防止熱衝擊 |
浸泡區 | 溫度保持不變 | 助焊劑起效時間為 60-120 秒 |
回流區 | 峰值 235-250°C | 焊膏熔化形成牢固的接頭 |
冷卻區 | 每秒3-10°C | 慢慢冷卻以阻止問題發生 |
如果您遵循這些步驟,PCB 組裝中的焊接溫度控制可確保您的電路板安全且運作良好。
關鍵要點
小心控制焊接溫度,以確保連接牢固。這也有助於保護PCB上的小工具。
每個焊接步驟都要使用適當的溫度。根據焊料類型選擇合適的溫度範圍。這有助於防止焊點脆弱或損壞。
使用專用工具觀察焊接過程。例如使用溫度曲線儀和控溫烙鐵。這些工具有助於保持溫度穩定。
不要使用過高或過低的熱量。這有助於防止零件損壞等問題。它還能防止焊料流動不良和零件移位。
根據焊料類型和PCB厚度調整焊接設定。另外,還要考慮房間條件。這有助於提高電路板的使用壽命和穩定性。
PCB組裝中的焊接溫度控制
定義
PCB 組裝中的焊接溫度控制意味著您需要在每個步驟中密切注意焊接溫度。您需要使用專用工具將溫度保持在適當的範圍內。這有助於焊料熔化到足以實現牢固連接的高度。您需要考慮焊料合金的熔點。您還需要了解 PCB 的厚度。有些部件對熱敏感,需要格外小心。
下表顯示了 PCB 組裝中焊接溫度控制的主要內容:
焊接方面 | 產品說明 |
|---|---|
定義 | 您可以控制熱量來熔化焊料並在 PCB 上建立良好的連接。 |
關鍵因素 | 焊料合金熔點、PCB厚度、零件敏感度、焊接方法。 |
重要性 | 防止關節無力等問題, 橋接或損壞的部件。確保每次都以相同的方式製作電路板。 |
常用方法和溫度範圍 | – 回流:預熱150-180°C,保溫180-200°C,回流峰值230-250°C,控製冷卻。 |
溫度控制工具 | 使用控溫烙鐵、回流爐、波峰焊接機和熱分析。 |
控制不當的影響 | 熱量太少會導致接頭脆弱。熱量太多則會導致零件損壞或引發橋接和立碑效應等問題。 |
流程優化 | 追蹤焊料熔點。使用溫度曲線。思考一下 PCB設計 幫助散熱。 |
您需要使用專用烙鐵、烤箱和機器來保持溫度穩定。您也可以使用溫度曲線工具檢查溫度。精確控制焊接溫度有助於防止冷焊點或零件損壞。
重要性
在PCB組裝過程中,需要控制焊接溫度,以確保電路板正常運作並延長使用壽命。如果不控制溫度,可能會導致焊點脆弱或零件斷裂。合適的溫度可以讓焊料流動並覆蓋焊盤和引腳,從而實現牢固且良好的連接。
研究表明,控制溫度對於焊點強度和零件使用壽命至關重要。即使溫度僅變化10°C,倒裝晶片焊點的剪切應變也高達4%。如此大的應變可能會導致焊點在幾百次循環後斷裂。高溫也會加速焊料中的化學變化。這些變化,例如金屬間化合物的生長和再結晶,會削弱焊點強度。如果加熱溫度過低,焊料流動性差,導致潤濕性差和焊點強度低。
您可以使用潤濕平衡測試來檢查焊料覆蓋表面的程度。此測試檢查在設定溫度(通常在 245°C 至 255°C 之間)下焊料覆蓋樣品所需的力和時間。良好的潤濕性意味著溫度合適且焊點牢固。
IPC J-STD-002 和 MIL-STD-883 等行業規範要求引腳和焊盤的焊料覆蓋率至少達到 95%。只有將焊接溫度保持在適當的範圍內,才能達到這些要求。如果溫度過高,會導致氧化並造成材料損耗。如果溫度過低,會導致焊接品質差,接頭脆弱。
錫鋅焊料合金的研究表明,較高的焊接溫度可以減少浮料和填充不良等缺陷,從而獲得更佳的焊點。但如果超過 250°C,就會出現更多的氧化和材料損耗。這意味著必須平衡溫度才能獲得最佳效果。
您還需要考慮熱量如何在PCB上傳導。研究表明,在氣相焊接過程中稍微傾斜電路板有助於更好地散熱。這可以減少諸如立碑效應和部件移動等問題。良好的溫度控制和合適的電路板角度有助於獲得更好的焊點。
提示:務必根據焊料和 PCB 類型選擇合適的溫度範圍。使用溫度曲線測試,確保製程安全。
如果能有效控制焊接溫度,就能避免缺陷,保護零件,並確保焊接符合業界規範。這能確保客戶購買的產品安全可靠。
焊接溫度範圍
一般範圍
了解每個步驟的正確焊接溫度至關重要。大多數焊接工藝使用 180°C 至 260°C 的溫度。這個溫度範圍可以熔化焊料,形成牢固的焊點。它還能保護電路板和零件的安全。專家會透過在 -40°C 至 +125°C 的溫度下加熱和冷卻來測試焊點。這可以檢驗焊接在實際應用上的持久性。
回流焊爐設有多個溫度穩定的區域。每個區域的溫度都保持均勻。這有助於焊料以正確的方式熔化和冷卻。回流焊爐透過對流和傳導來傳遞熱量。每個區域都保持穩定的溫度。這可以避免諸如冷焊點或過熱等問題。
焊接工藝 | 典型溫度範圍 |
|---|---|
回流焊 | 230°C – 250°C(峰值) |
240°C-260°C | |
手工焊接(鉛基) | 330°C – 370°C(烙鐵頭) |
手工焊接(無鉛) | 350°C – 400°C(烙鐵頭) |
提示:請務必根據您的製程使用正確的溫度曲線。這有助於您獲得最佳結果。
手工和機器焊接
您可以手工或使用機器進行焊接。手工焊接需要使用烙鐵。烙鐵的設定應與您的焊料類型相符。對於鉛基焊料,請將溫度設定在 330°C 至 370°C 之間。對於 無鉛焊料,使用 350°C 至 400°C。機器焊接使用烤箱或波峰焊接。這些機器控制每個區域的熱量。這能確保溫度穩定,焊接效果更佳。
材料調整
您必須根據焊料和電路板調整焊接溫度。不同的焊料在不同的溫度下熔化。無鉛焊料比鉛基焊料需要更高的溫度。有些電路板更厚或層數更多,因此需要更高的溫度才能達到適當的溫度。研究表明,您應該根據每塊電路板和焊料調整焊接溫度。如果不調整,可能會出現接頭脆弱或缺陷。使用適合您材料的溫度可以實現牢固可靠的連接。
焊接溫度控制不良的後果
高溫問題
如果加熱溫度過高,PCB 和元件可能會受損。過高的焊接溫度會使元件超出其承受能力,導致晶片和導線燒損、熔化或斷裂。無鉛焊接需要更高的加熱溫度,因此會產生更大的應力。如果超過玻璃化轉變溫度或熔點,可能會損壞電路板並使其變得脆弱。高溫也會加速化學變化,導致焊點內部形成脆性層。這些變化會使焊點性能惡化,並可能導致焊點過早失效。
注意:過高的熱量會導致導電陽極絲、引線鍵合應力以及封裝擊穿。這些問題會使焊接效果惡化,並可能導致電路板更快失效。
低溫問題
如果加熱溫度過低,焊錫可能無法完全熔化。這意味著焊料無法流動或黏附。您可能會看到乾焊現象,即焊料無法完全覆蓋焊盤。加熱溫度不足也會導致焊點焊縫變薄,使焊料強度降低。加熱不均勻或溫度過低會導致諸如立碑效應(零件翹起)或錯位(零件在焊接過程中移動)等缺陷。這些問題會導致焊點損壞,並可能導致電路板無法正常運作。
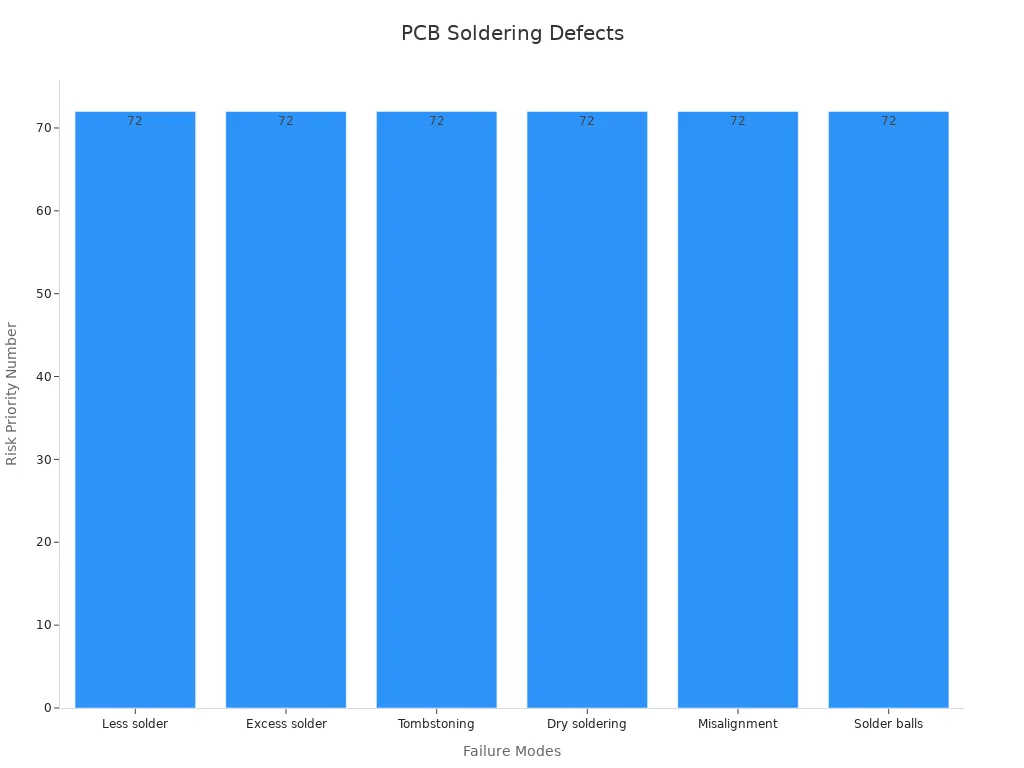
下表顯示了焊接溫度控制不良所造成的常見問題:
故障模式 | 產品說明 | 風險優先順序數 (RPN) | 影響 |
|---|---|---|---|
焊料較少 | 接頭處焊料不足 | 72 | 功能故障 |
焊料過量 | 焊料過多會導致橋接和短路 | 72 | 功能故障 |
墓碑 | 熱量不均勻導致零件從電路板上脫落 | 72 | 功能故障 |
乾焊 | 溫度不當導致潤濕不良 | 72 | 功能故障 |
錯位 | 焊接過程中零件移動 | 72 | 功能故障 |
焊接球 | 小型焊球導致短路 | 72 | 功能故障 |
您可以看到每個問題都可能導致您的電路板無法正常工作。
可靠性影響
焊接溫度控制不當不僅會造成快速問題,還會縮短PCB的使用壽命。如果不控制溫度,就會出現細小的裂痕、斷路和層間斷裂。這些因素會使焊點脆弱,降低電路板的可靠性。研究表明,大約70%的電子設備故障源於封裝問題,而焊點失效是主要原因。劇烈的溫度變化以及快速的加熱或冷卻會導致焊點中形成脆性層,最終導致裂縫。
熱循環和壽命測試等測試表明,溫度控制不當會導致焊點疲勞、分層和零件早期失效。例如,從-40°C到+125°C的溫度變化會導致電路板出現細微裂紋,縮短其使用壽命。潮濕和快速的溫度變化也會導致金屬移動並導致剝落,從而使電路板更加脆弱。
焊橋 當無法控制熱時,就會經常發生墓碑現象。
焊料不足和翹曲可能會影響多達 12% 的電路板。
所有這些問題都會使焊點變得更糟,從而降低產品的可靠性。
提示:良好的焊接溫度控制有助於您 停止這些問題 並使您的電路板使用壽命更長。
焊接溫度控制方法
工具和設備
您需要合適的工具來確保焊接安全。使用控溫烙鐵進行手工焊接。這些烙鐵可以讓您根據工作需求選擇合適的溫度。例如 回流爐和波峰焊接系統 使用感測器。這些感測器有助於保持熱量穩定。務必定期校準您的工具。校準可確保烙鐵頭的溫度達到您設定的溫度。如果您更換了烙鐵頭或加熱器,請再次測試工具。有些烙鐵配有微處理器。即使更換了烙鐵頭,這些微處理器也能保持熱量穩定。
組裝類型 | 最佳溫度範圍 (°C) | 溫度控制和設備使用注意事項 |
|---|---|---|
通孔裝配 | 310 – 380 | 使用控溫烙鐵來保持穩定的熱量。 |
250 – 270 | 較低的溫度可以保護敏感零件;精確控制是關鍵。 | |
導線焊接 | 350 – 400 | 需要更高的熱量;溫度控制可防止損壞。 |
提示:務必使用合適的工具進行焊接。這有助於防止損壞並形成牢固的接頭。
過程監控
您必須密切注意焊接過程,以確保溫度適宜。使用熱電偶測量不同位置的熱量,這有助於您了解溫度是否均勻。設定控製圖來追蹤溫度。這些圖表可以顯示熱量是否保持安全。如果發現問題,您可以快速修復。使用即時儀表板來監控焊接過程。自動感測器可以幫助您收集數據並查看變化。您也可以使用潤濕平衡分析等測試。此測試可以檢查焊錫在設定的溫度下是否流動良好。
選擇一個關鍵的事物來觀察,例如焊接熱量。
焊接時使用感測器收集數據。
根據舊結果設定安全限值。
注意變化或問題。
解決任何問題以確保安全。
環境因素
焊接房間的環境會影響焊接效果。房間的溫度、濕度和氣流都很重要。如果房間溫度低,電路板冷卻速度會過快。如果房間溫度高,則可能需要降低設定溫度。良好的氣流有助於保持溫度均勻。開始焊接前,務必檢查房間環境。如果房間溫度變化很大,請調整設定。這有助於保持焊接穩定和焊點牢固。
注意:留意房間內的變化。即使是微小的變化也會影響焊料的熔化和流動。
您有責任確保您的 PCB 組件保持堅固耐用。研究表明,隨著電子產品體積越來越小、功能越來越強大,焊點承受的壓力和熱量也越來越大。密切監測溫度有助於防止裂縫、空洞和其他問題。如果您遵循 IPC-7530A 等規格並使用合適的測溫工具,就能保護您的零件並獲得更佳的效果。請務必使用適當的溫度範圍,以確保您的電路板安全可靠,並長期保持良好的工作狀態。
常見問題
如果使用錯誤的焊接溫度會發生什麼?
如果使用不合適的溫度,可能會導致接頭脆弱或零件損壞。溫度過高會燒壞零件。溫度過低會導致連接不良。開始前務必檢查設定。
您如何知道適合您的專案的焊接溫度?
您應該檢查焊料類型和 板材查看製造商指南。使用溫度曲線圖。這有助於您選擇最佳溫度,以實現牢固安全的接頭。
所有焊接工作都可以使用相同的溫度嗎?
不可以。不同的焊料和電路板需要不同的溫度。無鉛焊料比鉛基焊料需要更高的溫度。厚板可能需要更高的溫度。請務必根據每項工作調整設定。
為什麼焊接時室溫很重要?
室溫會影響電路板的加熱和冷卻速度。如果房間太冷或太熱,您可能需要更改焊接設定。良好的通風也有助於保持溫度均勻。


