Le soudage par refusion permet de connecter des composants à un circuit imprimé. Cette méthode consiste à chauffer la pâte à braser jusqu'à ce qu'elle fonde. La pâte fondue maintient les composants en place. De nombreuses entreprises optent pour le soudage par refusion pour les circuits imprimés. Ce procédé est efficace avec les petites pièces et offre des résultats précis. Il est également idéal pour l'automatisation. Le soudage par refusion comporte plusieurs étapes. On applique d'abord la pâte à braser. Ensuite, on place les composants. Enfin, on préchauffe la carte. Enfin, on la trempe. On refusionne la soudure. Enfin, on refroidit la carte. Il est important de surveiller les défauts et les nouvelles technologies. Des problèmes tels que le « tombstoning » ou le soulèvement des pastilles peuvent survenir.
Voici quelques défauts courants que vous pouvez constater lors du processus de soudure par refusion :
Type de défaut | Description |
|---|---|
Décalage des composants | Les fils et les pastilles ne s'alignent pas car les pièces bougent pendant le chauffage. |
Pierre tombale | Une extrémité d'une puce se soulève tandis que l'autre reste soudée. Cela est dû à un chauffage inégal. |
Soudure sautée | Aucune soudure sur une pastille ou un fil. Cela peut provoquer des circuits ouverts. |
Tampon soulevé | Les pastilles de cuivre se détachent du PCB en raison d'une chaleur ou d'une contrainte excessive. |
Soufflerie/trou d'épingle | Petits trous dans les soudures dus à la présence de gaz. Ces trous fragilisent la soudure. |
Contamination/Résidus chimiques | Les produits chimiques résiduels peuvent endommager le métal et provoquer des problèmes de circuit. |
Joint de soudure fracturé | Les joints de soudure se fissurent à cause des changements de chaleur ou des secousses. |
Rupture de fil | Les fils se cassent au niveau des joints de soudure à cause d'une flexion ou d'un choc. |
Perte de chaleur | Les soudures ne chauffent pas suffisamment car la chaleur s'échappe trop vite, ce qui empêche une soudure correcte. |
Procédé de soudage par refusion dans l'assemblage de circuits imprimés
Qu'est-ce que le procédé de soudage par refusion ?
Le procédé de soudure par refusion permet de fixer des composants sur un circuit imprimé. On applique d'abord de la pâte à souder sur les pastilles. La pâte maintient les composants en place avant la chauffe. Ensuite, on place les composants sur la carte et on s'assure qu'ils correspondent aux pastilles. Enfin, on chauffe le circuit imprimé dans un four de refusion. La pâte à souder fond et relie les pastilles aux composants. Après refroidissement, on vérifie si la carte présente des problèmes. Ce procédé permet d'obtenir des soudures solides et de qualité.
Principales étapes du processus de soudage par refusion :
Appliquez de la pâte à souder sur les pastilles du PCB à l'aide d'un pochoir.
Placez les pièces sur le plateau et alignez-les.
Chauffez le PCB dans un four de refusion pour faire fondre la pâte à souder et joindre les pièces.
Vérifiez que la carte ne présente aucun problème et assurez-vous qu'elle est en bon état.
Pourquoi utiliser la soudure par refusion pour les PCB ?
Vous choisissez le procédé de soudage par refusion pour les circuits imprimés, car il est efficace avec les pièces petites et délicates. Cette méthode permet de mieux contrôler la chaleur et de protéger les pièces. Le soudage par refusion est idéal pour technologie de montage en surface (SMT), qui est fréquemment utilisé dans l'assemblage de nouveaux circuits imprimés. Comparer le brasage par refusion au brasage à la vague révèle de grandes différences :
Aspect | soudage par refusion | Vague de soudure |
|---|---|---|
Principe de fonctionnement | Les pièces sont placées sur un circuit imprimé et la pâte à souder est chauffée dans un four de refusion. | les circuits imprimés contenant des pièces sont déplacés vers une machine de soudage à la vague où des vagues de soudure sont utilisées. |
Scénarios d'utilisation | Utilisé principalement pour l'assemblage SMT. | Utilisé principalement pour l'assemblage traversant (THT). |
Besoins de soudure | Donne une meilleure soudure avec une chaleur contrôlée. | Produit beaucoup de chaleur, ce qui peut endommager les pièces sensibles. |
Complexité de la soudure | Nécessite des machines et des commandes plus complexes. | Configuration plus simple, il suffit de modifier les paramètres de soudage. |
Avantages | Idéal pour le SMT, moins de choc thermique et moins de travailleurs nécessaires. | Permet de gagner du temps, de réduire les coûts et de réaliser des soudures solides. |
Principaux avantages
Lorsque vous utilisez le procédé de soudure par refusion, vous obtenez de nombreux avantages :
Vous obtenez des joints de soudure nets et uniformes car la chaleur et le refroidissement sont contrôlés.
Vous pouvez fabriquer de nombreux circuits imprimés à la fois, ce qui vous permet de travailler plus rapidement et mieux.
Les machines font le travail, donc les gens font moins d’erreurs et vous corrigez moins.
Une bonne soudure par refusion permet d'obtenir des joints lisses qui sont solides pour l'électricité et le maintien des pièces.
En changeant la chaleur et en utilisant de l'azote, vous obtenez moins de problèmes et de meilleures planches.
Ces bonnes choses font du processus de soudure par refusion le meilleur choix pour l’assemblage de nouveaux circuits imprimés.
Étapes du processus de soudure par refusion
Le processus de soudure par refusion comporte de nombreuses étapes. Chaque étape contribue à la solidité des connexions sur votre circuit imprimé. En suivant chaque étape, vous éviterez les problèmes et améliorerez votre assemblage.
Application de pâte à souder
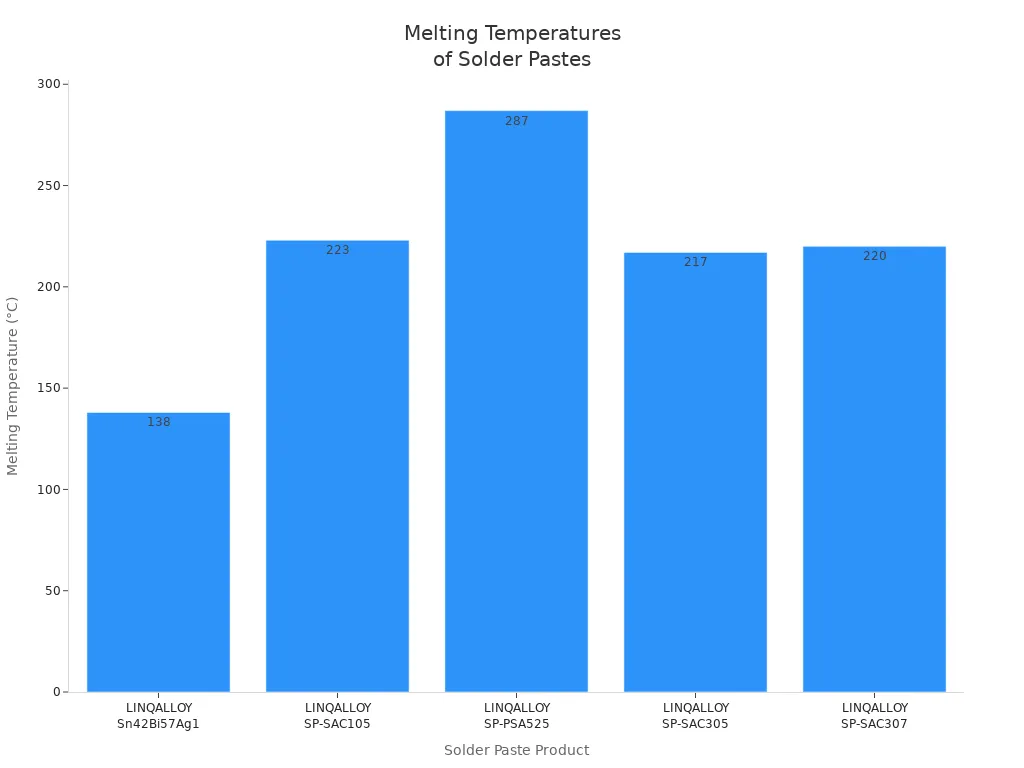
Tout d'abord, appliquez de la pâte à souder sur le circuit imprimé. Cette pâte contient de minuscules particules métalliques et du flux. Elle maintient les composants montés en surface et autres composants avant chauffage. Utilisez un pochoir pour appliquer la pâte uniquement sur les pastilles souhaitées. Le type de pâte à souder choisi influence le résultat final. Voici un tableau présentant quelques pâtes à souder et leurs fonctions :
Produit | Description | Aluminium | Distribution Taille des particules | Viscosité (mPA.s) | Température de fusion | Field Intelligence |
|---|---|---|---|---|---|---|
Alliage Linq Sn42Bi57Ag1 | Pâte à souder à faible eutectique pour l'assemblage de LED | Sn42Bi57Ag1 | Type 3, 4 | - | 138 ° C | 6 mois à 5°C |
LINQALLOY SP-SAC105 | Pâte à souder sans plomb conçue pour la technologie de montage en surface (SMT) | SAC105 | Types 3, 4, 5 | 200 | 223 ° C | 6 mois à 5°C |
LINQALLOY SP-PSA525 | Pâte à souder à haute teneur en plomb conçue pour les processus de fixation de matrices de distribution sans obstruction | Pb92.5Sn5Ag2.5 | Types 3, 4, 5 | 130 – 170 | 287 ° C | 6 mois à 5°C |
LINQALLOY SP-SAC305 | Pâte à souder sans plomb conçue pour la technologie de montage en surface (SMT) | SAC305 | Type 3, 4 | 160 – 230 | 217 ° C | 6 mois à 5°C |
LINQALLOY SP-SAC307 | Pâte à souder sans plomb conçue pour la technologie de montage en surface (SMT) | SAC307 | Types 3, 4, 5 | 190 – 230 | 220 ° C | 6 mois à 5°C |
Vous pouvez également choisir différents types de flux pour votre pâte à souder :
Les flux à base de colophane utilisent de la colophane naturelle et nécessitent des nettoyants spéciaux.
Les flux solubles dans l'eau utilisent des substances organiques et se lavent à l'eau ou avec d'autres nettoyants.
Le flux sans nettoyage ne laisse presque rien et est idéal pour les endroits propres.
Choisir la bonne pâte à souder et le bon flux vous aide à obtenir de bonnes joints et une soudure solide.
Placement des composants sur le PCB
Après avoir appliqué la pâte à braser, vous fixez les composants sur le circuit imprimé. Soyez très prudent. Un mauvais positionnement peut fragiliser les joints ou entraîner des problèmes. La plupart des usines utilisent des machines pour placer des pièces montées en surface et autres pièces. Ces machines sont très précises. Par exemple, le système de positionnement doit être précis à ± 0.001″. La tolérance XY est généralement de ± 0.2 mm. Il faut également s'assurer que les broches de chaque pièce recouvrent les pastilles. Les normes IPC-A-610 et J-STD-001 exigent un chevauchement d'au moins la moitié, et parfois jusqu'aux trois quarts pour les cartes devant durer longtemps.
Même une petite erreur, comme déplacer une pièce de 0.1 mm, peut entraîner une mauvaise soudure ou un court-circuit. Il est essentiel de vérifier le sens et la position de chaque pièce pour garantir le bon fonctionnement de votre circuit imprimé.
Préchauffage et trempage
Ensuite, placez le circuit imprimé dans le four de refusion pour le préchauffage et le trempage. Vous chauffez lentement la carte et les composants pour les préparer au soudage. Cette étape évite les chocs thermiques et permet au flux d'agir. La chaleur utilisée dépend de votre pâte à braser. Voici un tableau avec les plages de température normales :
Type de soudure | Plage de température de préchauffage | Plage de température de trempage |
|---|---|---|
Plomb | 25 ° C à 150 ° C | 150 ° C à 200 ° C |
Sans plomb | Jusqu'à 180 ° C | 180 ° C à 220 ° C |
Le préchauffage se règle généralement entre 120 °C et 160 °C. La phase de trempage s'étend de 160 °C à 180 °C. Pour la soudure sans plomb, un préchauffage de 150 °C à 190 °C et un trempage autour de 217 °C peuvent être utilisés. Un bon contrôle de la température permet une fusion homogène de la pâte à braser et évite les problèmes.
Étape de refusion
L'étape de refusion est la partie la plus importante. Vous chauffez le circuit imprimé jusqu'à ce que la pâte à souder fond et assure des joints solides entre les pastilles et les pièces. Le profil de température est ici crucial. Il est essentiel d'atteindre la température maximale souhaitée et de la maintenir pendant une durée appropriée. Une chaleur excessive peut endommager les pièces ou provoquer des fissures. Une chaleur insuffisante empêche la soudure de fondre complètement et fragilise les joints.
La température maximale et la durée pendant laquelle vous la maintenez modifient la qualité de vos joints de soudure.
Une tenue trop longue peut endommager les matériaux et augmenter le risque de panne.
Vous devez surveiller attentivement la chaleur pour obtenir des articulations solides et sûres.
Refroidissement
Après la refusion, il est nécessaire de refroidir le circuit imprimé. Ce refroidissement rend les soudures dures et résistantes. Il est essentiel de contrôler la vitesse de refroidissement pour éviter les chocs thermiques et préserver la sécurité des pièces. La vitesse de refroidissement optimale est de 3 à 6 °C par seconde. Un refroidissement trop lent peut entraîner la formation de gros grains dans la soudure, ce qui fragilise les soudures. Un refroidissement trop rapide peut entraîner la flexion des pièces ou la fissuration des soudures.
Conseil : Maintenir une vitesse de refroidissement constante permet d'obtenir des soudures solides et des circuits imprimés de qualité. Surveillez toujours l'étape de refroidissement pour éviter tout problème.
Chaque étape du processus de soudure par refusion est importante pour le bon fonctionnement de votre assemblage de circuits imprimés. En prêtant attention à la pâte à braser, au placement des composants, au contrôle de la chaleur et au refroidissement, vous pouvez réaliser des joints solides et éviter les problèmes courants.
Avantages pour les PCB
Précision et automatisation
La soudure par refusion vous aide placer les pièces très précisémentLes machines déposent la pâte à braser uniquement là où elle est nécessaire. C'est idéal pour les cartes comportant de nombreux petits composants. Le four maintient une température constante, évitant ainsi que les composants ne chauffent ou ne refroidissent trop. Cela permet d'éviter les erreurs et d'obtenir des connexions solides. Vous pouvez ajouter de petites pièces avec des broches fines sans créer de ponts de soudure. L'automatisation utilise des machines de placement pour placer les composants sur la carte. Ces machines sont rapides et peu sujettes aux erreurs. Des machines d'inspection spéciales détectent les problèmes, vous permettant ainsi de vérifier la qualité de votre carte.
La pâte à souder va exactement là où elle doit être pour les petites pièces
Une chaleur constante arrête le stress et réduit les erreurs
Les machines Pick-and-Place placent les pièces au bon endroit
Les machines d'inspection détectent les problèmes à un stade précoce
Évolutivité
La soudure par refusion permet de fabriquer rapidement de nombreuses cartes. Si vous avez besoin de milliers de cartes, les machines vous permettent de travailler rapidement. Vous pouvez utiliser ce procédé pour de grandes séries ou seulement quelques cartes. Plus vous fabriquez de cartes, plus le coût est réduit. Voici un tableau illustrant comment la soudure par refusion vous permet de fabriquer davantage de cartes :
Évolutivité | Convient à plus de 10 000 planches | Fonctionne pour les petits lots ou moins de 1 000 planches |
|---|---|---|
Vitesse de production | Plus rapide avec les machines | Plus lent, souvent fait à la main |
Coût par unité | Plus bas quand vous gagnez beaucoup | Plus élevé lorsque vous n'en faites que quelques-uns |
Souplesse
La soudure par refusion est adaptée à de nombreux types de cartes. Elle est idéale pour la technologie de montage en surface (CMS). Elle permet d'insérer les composants directement sur la carte. Différents types de boîtiers peuvent être utilisés en une seule opération. La soudure par refusion est donc idéale pour les nouveaux composants électroniques nécessitant un travail minutieux. Vous pouvez construire des cartes avec des composants sur les deux faces et combiner plusieurs types de composants en un seul processus.
Astuce : la soudure par refusion vous permet de concevoir des cartes comportant de nombreuses pièces et des espaces restreints.
Fiabilité
La soudure par refusion rend articulations solides et sûresLe four maintient la température idéale pour assurer de bonnes connexions. Vous pouvez tester votre carte grâce à des tests de choc thermique. Cela permet de vérifier la résistance des joints face aux variations de température. Une fine couche au niveau du joint le renforce. Une couche trop épaisse peut provoquer une rupture. La soudure par refusion permet de conserver une fine couche, prolongeant ainsi la durée de vie de votre carte.
Les tests de choc thermique vérifient la solidité des joints
Des couches minces au niveau des articulations les rendent meilleures
Un chauffage et un refroidissement constants créent des connexions solides
Prévention des défauts lors du soudage par refusion
Vous souhaitez que votre circuit imprimé dure longtemps. Il est essentiel d'éviter les défauts lors du soudage par refusion. Cette partie explique comment contrôler la chaleur, choisir la pâte à braser, vérifier vos cartes, utiliser l'azote et corriger les problèmes. Chaque étape vous aidera à obtenir des connexions solides et des cartes de meilleure qualité.
Profilage de température
Il est essentiel de surveiller la température à chaque étape. Un bon contrôle de la température prévient les défauts et assure la sécurité de votre circuit imprimé. Des outils spéciaux permettent de contrôler la chaleur sur la carte. Voici quelques conseils :
Augmentez progressivement la température pendant le préchauffage. Maintenez une vitesse de montée en température comprise entre 0.5 °C et 2.0 °C par seconde. Cela évite le choc thermique et active le flux.
Maintenez la phase de trempage entre 150 °C et 180 °C pendant 60 à 120 secondes. Cela permet de maintenir une chaleur uniforme sur le circuit imprimé.
Régler le pic de refusion à 20-30 °C au-dessus du point de fusion de la soudure. Maintenir le temps au-dessus du liquidus (TAL) entre 30 et 90 secondes.
Refroidissez la carte à 2-4 °C par seconde. Cela contribue à la solidité des assemblages.
Utilisez de bons outils thermiques pour obtenir les bonnes données thermiques.
Vérifiez plus d’une carte pour voir si les fours sont différents.
Surveillez et modifiez souvent les profils pour maintenir des résultats stables.
Lisez toujours la fiche technique de la pâte à souder pour connaître les besoins de chaleur particuliers.
Astuce : un contrôle minutieux de la température vous aide à éviter les défauts et à maintenir le bon fonctionnement de votre circuit imprimé.
Pâte à souder et flux
Vous devez choisir la pâte à braser et le flux les plus adaptés à votre circuit imprimé. Le type de pâte à braser influence la qualité de la soudure et le nombre de défauts. Examinez l'alliage, le type de poudre et la microstructure. Une poudre sphérique à faible teneur en oxyde permet d'obtenir de meilleures soudures. Adaptez la pâte à braser à votre circuit imprimé et à la taille de vos pastilles. Les poudres de type 3 à 6 conviennent à différentes tailles de pastilles et aident à prévenir les pontages.
De nombreux facteurs peuvent influencer les taux de défauts lors de l'impression de pâte à braser. Voici un tableau qui présente les facteurs les plus importants :
Niveau | Description du facteur |
|---|---|
1 | Forme d'ouverture du pochoir selon la façon dont il est fabriqué |
2 | Correspondance de pâte à souder |
3 | Effets du temps d'attente |
4 | Choix du matériau de la raclette |
5 | Paramètres de la machine d'impression |
6 | Paramètres de soudure par refusion |
Il est également essentiel de choisir le bon flux. Les flux à base de colophane nécessitent un nettoyage spécifique. Les flux hydrosolubles se nettoient à l'eau. Les flux sans nettoyage ne laissent quasiment aucun résidu. Une pâte à braser et un flux adaptés vous permettent d'obtenir des joints solides et de réduire les défauts.
Méthodes d'inspection
Vous devez vérifier votre circuit imprimé après soudure afin de détecter les problèmes le plus tôt possible. Différentes méthodes permettent de détecter les défauts. Voici un tableau présentant les méthodes les plus courantes :
méthode d'inspection | Description |
|---|---|
Inspection visuelle | Les gens recherchent les défauts à l’œil nu. |
Inspection optique automatisée (AOI) | Les caméras et les logiciels détectent les soudures manquantes et les pièces défectueuses. |
Inspection aux rayons X | Détecte les problèmes cachés tels que les vides et les ponts de soudure à l'intérieur du PCB. |
Essais fonctionnels | Vérifie si le PCB fonctionne juste après l'assemblage. |
L'AOI utilise des caméras pour détecter les pièces manquantes et les joints défectueux. Les rayons X examinent l'intérieur du circuit imprimé pour détecter les fissures et les trous. Les tests fonctionnels vérifient le bon fonctionnement du circuit imprimé. Ces méthodes permettent d'identifier les problèmes avant qu'ils ne s'aggravent.
Atmosphère contrôlée
Vous pouvez utiliser de l'azote pour le brasage par refusion. L'azote contribue à la qualité des joints et à la solidité des cartes. Voici un tableau présentant ses avantages :
Bénéfice | Description |
|---|---|
Formation d'oxyde | L'azote réduit les oxydes lors du soudage. |
Amélioration de la mouillabilité | La soudure coule mieux et crée des joints plus solides. |
Défauts réduits | Vous rencontrez moins de problèmes tels que des soudures défectueuses et des ponts. |
Flexibilité dans la sélection du flux | Vous pouvez utiliser plus de types de flux car l'air est contrôlé. |
Exigences post-nettoyage | Vous passez moins de temps à nettoyer après la soudure. |
Fiabilité améliorée | La soudure à l'azote prolonge la durée de vie de votre PCB. |
Remarque : l’utilisation d’azote dans le soudage par refusion vous aide à réaliser des joints solides et à réduire les taux de défauts.
Défauts courants et solutions
Vous pourriez rencontrer des problèmes tels que des effets de désintégration, des ponts et des vides sur votre circuit imprimé. Vous pouvez les résoudre en suivant les étapes indiquées. Voici une liste de solutions :
Réalisez des ouvertures de pochoir de 80 à 90 % de la taille du tampon et faites correspondre la disposition du circuit imprimé.
Contrôlez la quantité de pâte à braser. Utilisez un pochoir d'une épaisseur de 0.1 à 0.15 mm pour les petites pièces afin d'éviter un excès de pâte.
Modifiez le profil de refusion. Utilisez une vitesse de préchauffage lente (1 à 3 °C par seconde) pour éviter la fusion rapide de la soudure.
Vérifiez le positionnement des pièces. Utilisez des machines de placement performantes pour un positionnement précis.
Équilibrer le profil de refusion. Préchauffer à 150-180 °C pendant 60 à 90 secondes pour maintenir une température homogène.
Assurez-vous que les coussinets sous les pièces sont de même taille et de même forme.
Vérifiez la pâte à souder sur les pastilles. Utilisez des outils SPI pour vous assurer que la pâte est répartie uniformément sur les deux pastilles.
Améliorez le placement. Calibrez les machines de placement pour positionner les pièces avec une précision de ± 0.05 mm.
Vous suivez ces étapes pour arrêter les défauts courants et assurez le bon fonctionnement de votre circuit imprimé. Une bonne maîtrise de la pâte à braser, de la chaleur, du contrôle et de l'azote contribue à la solidité des joints et à la qualité des cartes.
Innovations dans le procédé de soudage par refusion
Les nouvelles technologies transforment constamment la fabrication des circuits imprimés. La soudure par refusion connaît aujourd'hui d'importantes améliorations. Parmi les nouveautés, on trouve la refusion sous vide, les fours intelligents et la réduction de la taille des pièces. Ces changements permettent d'améliorer les connexions et de prolonger la durée de vie des cartes. Les composants montés en surface (CMS) de plus petite taille sont de plus en plus utilisés.
Refusion sous vide
La refusion sous vide utilise une chambre de four spéciale. Cette chambre élimine l'air et les gaz pendant le soudage. Elle permet de réduire les vides dans les joints de soudure à seulement 1 à 2 %. Grâce à la refusion sous vide, les joints sont plus solides. La chaleur circule mieux à travers la carte, ce qui est important pour les voitures et les avions. Votre circuit imprimé peut durer plus longtemps et supporter davantage de contraintes. Moins de points faibles signifie de meilleures performances.
Conseil : La refusion sous vide permet d'obtenir des connexions solides et fiables. Elle est idéale pour les composants montés en surface.
Fours intelligents
Les fours intelligents vous offrent un meilleur contrôle sur la soudure. Ils utilisent des capteurs pour surveiller la température en permanence. Grâce à ces fours, les problèmes sont détectés rapidement. Le tableau ci-dessous montre comment les fours intelligents éliminent les défauts.
Type de défaut | Impact sur la qualité | Conseils de prévention |
|---|---|---|
Panne de chauffage | Mauvaise soudure, composants endommagés | Vérifiez les radiateurs, utilisez des alertes en temps réel |
Dérive d'étalonnage du convoyeur | Plus de défauts, comme le pontage | Calibrer souvent, suivre la vitesse du convoyeur |
Problème de déversement thermique | Soudure incohérente, dommages au PCB | Surveillez les zones de température, évitez les grands écarts de température |
Incohérences du flux d'air | Soudures peu fiables, plus de pannes | Nettoyer les filtres, mesurer le transfert de chaleur |
Panne du système de refroidissement | Plus de dégâts, des retouches coûteuses | Maintenir le refroidissement propre, surveiller les zones de refroidissement |
Fours intelligents Maintenez la température à ±2 °C. Cela vous donne de bons résultats et réduit les problèmes. Vous gagnez du temps et de l'argent en résolvant les problèmes rapidement.
Miniaturisation pour l'assemblage de circuits imprimés
La réduction de la taille des composants a transformé l'assemblage des circuits imprimés. On utilise désormais de minuscules pastilles et de petites pièces montées en surface. Les dépôts de soudure sont également plus petits. Il arrive qu'un seul grain de soudure se forme, ce qui peut fragiliser les joints. Pour y remédier, il faut refroidir plus rapidement, à plus de 2 °C par seconde. De nouvelles formules de pâte à braser sont également utiles.
Plusieurs dispositifs de montage en surface s'adaptent à chaque circuit imprimé.
Les points de pâte à souder sont plus petits, le contrôle doit donc être précis.
Les machines Pick and Place utilisent deux voies pour aller plus vite.
Les températures de fonctionnement sont plus élevées, en particulier avec la soudure sans plomb.
La chimie de la pâte à souder a changé pour les températures élevées.
Vous pouvez construire des cartes plus complexes et travailler plus rapidement. Ces changements vous aident à répondre aux besoins des nouvelles technologies électroniques. Chaque millimètre compte désormais.
Remarque : Le marché mondial des fours de refusion connaît une croissance rapide. Cela illustre l'importance de ces nouvelles idées pour la fabrication de circuits imprimés.
La soudure par refusion permet de fabriquer des circuits imprimés robustes pour les nouveaux appareils électroniques. Ce procédé permet un excellent contrôle de la chaleur, ce qui permet d'obtenir des soudures solides et de réduire les problèmes.
Prudent contrôle de la température protège les pièces contre les dommages.
Une bonne pâte à souder et un bon flux aident les pièces à mieux adhérer.
Le contrôle des planches et l'utilisation d'azote les font travailler plus longtemps.
Les fours et les machines intelligents aident à éviter les erreurs.
Les appareils électroniques sont de plus en plus petits et difficiles à fabriquer. Optez pour la soudure par refusion pour résoudre ces problèmes et garantir la durabilité de vos produits.
QFP
Quel est le but principal de la soudure par refusion ?
La soudure par refusion permet de fixer des composants électroniques sur une carte. Ce procédé fait fondre la pâte à braser pour la rendre des liens solidesIl vous aide à construire des cartes fiables et de haute qualité pour de nombreux appareils.
Pouvez-vous utiliser la soudure par refusion pour les deux côtés d’un PCB ?
Oui, vous pouvez utiliser la soudure par refusion des deux côtés. Soudez d'abord un côté, puis retournez la carte et répétez l'opération. Cette méthode est particulièrement efficace pour les circuits imprimés complexes.
Comment éviter les défauts lors du soudage par refusion ?
Vous contrôlez le profil de température et utilisez la pâte à braser adaptée. Vous vérifiez également la carte avec des outils d'inspection. Ces étapes vous aident à éviter problèmes courants comme le tombstoning ou de pontage.
Pourquoi l’azote est-il utilisé dans le soudage par refusion ?
L'azote est utilisé pour réduire l'oxydation lors du brasage. Ce gaz permet d'obtenir des joints plus propres et de réduire les défauts. Il améliore également la résistance des soudures.
Quelle est la différence entre la soudure par refusion et la soudure à la vague ?
La soudure par refusion est utilisée pour les pièces montées en surface. La soudure à la vague est particulièrement adaptée aux pièces traversantes. La soudure par refusion utilise un four chauffé, tandis que la soudure à la vague utilise une vague de soudure fondue.