Étude de cas technique : du concept à la production en série
Wonderful PCB | Édition 2026 | Collection « Intelligence en ingénierie »
La plupart des défaillances des smartphones 5G robustes ne surviennent pas sur un chantier, mais en salle de réunion, lorsqu'on déclare : « On va simplement ajouter une coque résistante. » Ce qui suit est un historique du développement matériel. Wonderful PCB — couvrant les données réelles de défaillance, les pièges de l'ingénierie RF, les conflits d'approvisionnement et les trois aspects d'un programme 5G robuste qui dysfonctionnent systématiquement : les connecteurs, le désaccord d'antenne et les nouvelles certifications.
Contexte du projet et exigences du client
Pourquoi les téléphones standard continuent-ils de tomber en panne sur le terrain ?
Chantiers de construction, plateformes pétrolières et exploitations minières partagent le même constat concernant les téléphones portables : ils durent de 3 à 6 mois, puis rendent l’âme. Les causes de ces pannes sont toujours les mêmes :
- Les ports de charge se corrodent à cause de la poussière métallique et d'une exposition constante à l'humidité.
- Les écrans se fissurent, non pas à cause d'une seule grosse chute, mais à cause de 30 petites chutes sur un terrain accidenté.
- Les batteries perdent 30 à 40 % de leur capacité par temps froid car les cellules lithium-polymère ne sont pas conçues pour cela.
- Les écrans tactiles cessent de répondre lorsque les mains sont mouillées ou portent des gants, ce qui crée des risques pour la sécurité.
- Le signal GPS s'affaiblit sous les auvents en acier et les obstacles matériels.
- Les indices de protection IP des consommateurs, même les plus authentiques, se dégradent dans les 6 à 12 mois suivant leur utilisation réelle sur le terrain.
Ajoutez maintenant la 5G à tout cela. Les clients industriels exigent la 5G SA/NSA pour la communication machine à faible latence, l'IoT et la vidéo en direct. Le cahier des charges matériel devient donc le suivant : concevoir un appareil capable de gérer toutes ces applications tout en étant étanche, résistant aux chocs et certifié par les opérateurs. Il s'agit d'un défi d'ingénierie bien différent de celui que représente la conception d'un smartphone grand public haut de gamme et ultra-fin.
→ Articles connexes: Étude de cas : Comment Wonderful Group Solutions de communication mobile intelligentes fournies
Exigences techniques de base
Un cahier des charges client type pour un téléphone industriel robuste 5G sur mesure comprend :
• 5G Sub-6 GHz (SA/NSA) avec agrégation de porteuses
• Double certification d'étanchéité IP68 et IP69K
• Conformité à la norme MIL-STD-810H — avec rapport de test, et non pas un simple autocollant
• Résistance à la chute de 1.5 à 2.0 m sur béton
• Batterie de 6 000 à 8 000 mAh avec charge rapide
• Utilisation de l'écran tactile avec des gants et même les mains mouillées
• Écran extérieur de plus de 1 000 nits
• En option : NFC, GPS de précision, lecteur de codes-barres intégré, port d’imagerie thermique
• Compatible avec Android 13 ou 14 et MDM
→ Articles connexes: Services de conception de cartes de circuits imprimés — Wonderful PCB
Conception de l'architecture matérielle
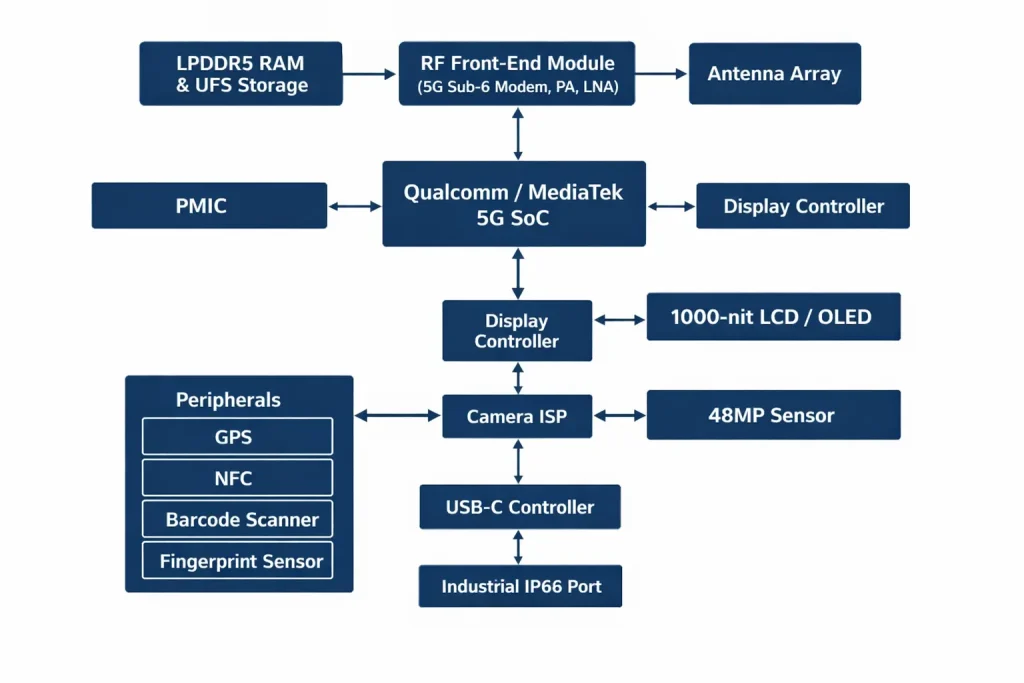
Figure 1 : Schéma fonctionnel de l'architecture système d'un smartphone industriel robuste 5G — SoC, interface RF, gestion de l'alimentation, groupe de capteurs et pile de connectivité.
Choisir la bonne plateforme 5G
Qualcomm contre MediaTek Il ne s'agit pas de savoir lequel est le meilleur, mais de déterminer ce dont le programme a réellement besoin.
| Critère | Qualcomm Snapdragon (modem série X) | MediaTek Dimensity (5G) |
| Couverture de la bande 5G | Prise en charge des bandes de fréquences mondiales plus étendue ; écosystème mmWave plus robuste | Forte bande inférieure à 6 GHz ; bande millimétrique limitée |
| Puissance thermique | TDP de pointe plus élevé — nécessite une gestion thermique active à l'intérieur des boîtiers étanches | TDP moyen plus faible ; plus facile à gérer dans les boîtiers épais |
| Coût de la nomenclature | 15 à 25 % plus cher en grande quantité | Plus compétitif pour les programmes de milieu de gamme |
| Logiciels et pilotes | Support entreprise mature ; moteur d'IA Qualcomm | En amélioration ; solide pour les certifications des transporteurs de la zone Asie-Pacifique |
| Meilleur ajustement | Exportation mondiale industrielle de haute performance, connexe à la défense | Logistique, vente au détail, déploiement axé sur la région Asie-Pacifique |
Pour les programmes expédiés vers l'Europe ou le Moyen-Orient, l'étendue des certifications opérateurs de Qualcomm constitue un véritable atout. En revanche, pour la logistique en Asie-Pacifique à fort volume, le profil de coût de MediaTek est plus avantageux.
Conception RF et d'antenne à l'intérieur d'un boîtier robuste
C'est là que les programmes meurent discrètement avant même que quiconque ne s'en aperçoive.
Les jeunes ingénieurs RF — et certaines équipes ODM pressées par le temps — traitent le boîtier épais et robuste comme une simple coque arrière grand public. Grave erreur. Entre 0.6 et 0.8 mm d'épaisseur, le polycarbonate est quasiment transparent aux ondes radio. Entre 2 et 4 mm, avec ses nervures internes et ses membranes d'étanchéité, il ne l'est plus.
La constante diélectrique du boîtier abaisse la fréquence de résonance de l'antenne de 150 à 400 MHz et induit une perte d'insertion de 2 à 6 dB sur la bande moyenne 5G (n77/n78, autour de 3.5 GHz). Les ingénieurs qui détectent ce problème tardivement tentent de le corriger au niveau du réseau d'adaptation. C'est inefficace. On peut corriger le décalage de fréquence, mais pas la perte d'insertion.
Résultat du champ : Les prototypes dont les effets du boîtier n'étaient pas modélisés dans HFSS ou CST présentaient une puissance totale rayonnée (TRP) et une sensibilité isotrope totale (TIS) supérieures de 8 à 12 dB lors des tests en chambre anéchoïque par rapport aux mesures effectuées sur carte nue. Résultat : un test OTA systématiquement raté.
La correction doit être apportée avant la fabrication de l'outillage. L'emplacement des antennes, la géométrie du boîtier et le choix des matériaux doivent être finalisés dès la phase de conception industrielle. Plusieurs solutions sont envisageables : placer les antennes près des bords du boîtier avec des espaces d'air, utiliser des conceptions à compensation diélectrique ou encore découper des fentes dans le boîtier (ce qui engendre alors un problème d'étanchéité). Aucune de ces solutions ne peut être modifiée à moindre coût une fois le moule réalisé.
Défis de conception des PCB et des PCBA
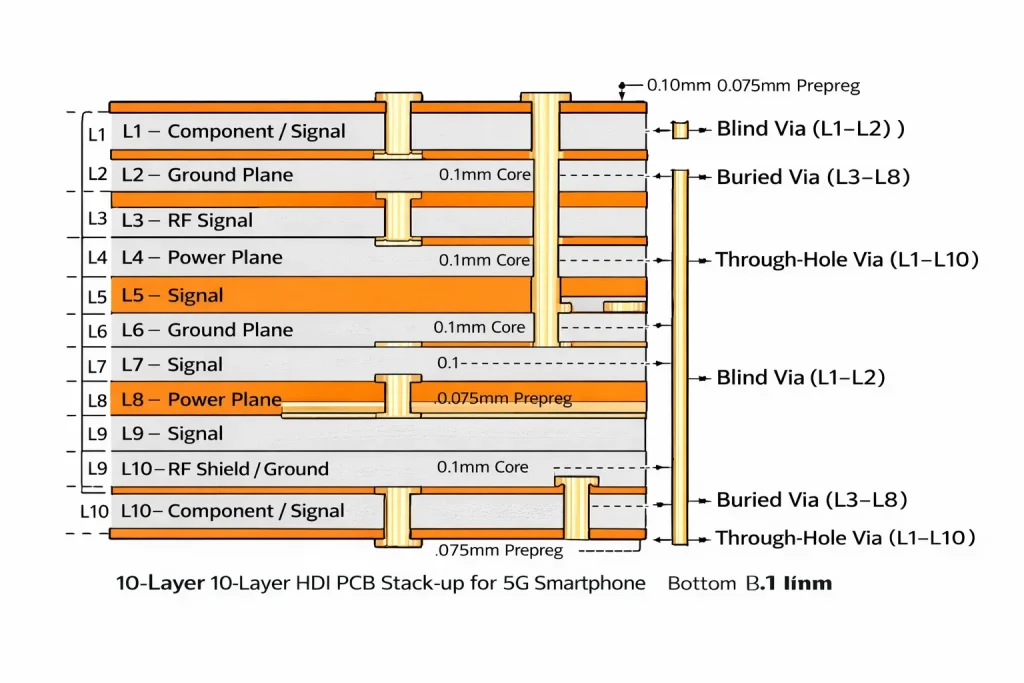
Figure 2 : Empilage PCB HDI 10 couches représentatif pour un smartphone robuste 5G — couches de signal, plans de masse, zones de blindage RF et structure de via.
Une carte PCBA durcie pour smartphone 5G n'est pas une carte grand public agrandie. Les contraintes sont différentes :
• Pile HDI de 8 à 12 couches — nécessaire pour acheminer le modem 5G, le frontal RF et les circuits intégrés de gestion de l'alimentation dans un espace réduit.
• Dans un boîtier étanche, la chaleur ne peut s'évacuer. Les dissipateurs thermiques en cuivre et les plaques de graphite sont la norme. Les programmes hautes performances nécessitent parfois des chambres à vapeur pour un débit 5G soutenu.
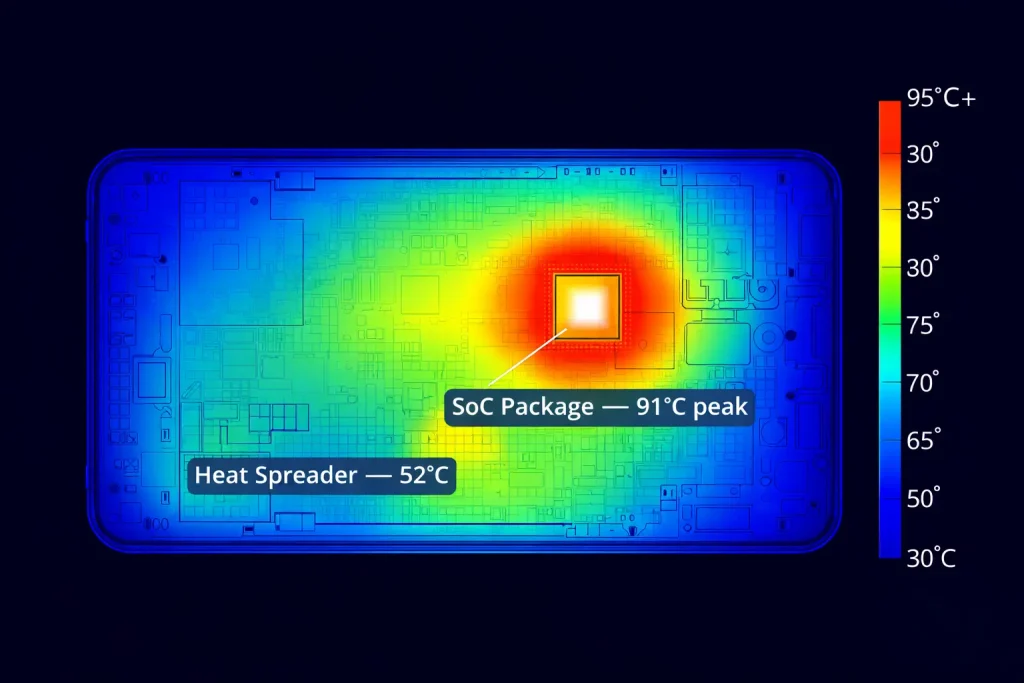
Figure 3 : Simulation thermique (FEA) d'un smartphone robuste 5G sous charge 5G soutenue à +45°C ambiante — point chaud au niveau du boîtier SoC, chemin de distribution du dissipateur thermique visible.
• Les batteries de 6 000 à 8 000 mAh avec charge rapide de 30 à 65 W nécessitent une planification thermique et électromagnétique dédiée — et non une simple réflexion après coup.
• Les connecteurs doivent présenter un indice de protection IP au niveau de la carte, et pas seulement au niveau du boîtier.
• Les applications connexes à la défense ajoutent des exigences de compatibilité électromagnétique (CEM) conformes à la norme MIL-STD-461, qui concurrencent directement le placement des antennes 5G.
Génie mécanique et structurel
Étanche à l'eau, à la poussière et aux chocs : une conception à trois preuves
L'obtention des normes IP68/IP69K et MIL-STD-810H sur un même appareil nécessite des choix structurels qui affectent les coûts, les délais et les taux de défaillance en aval.
• Étanchéité : Joints en silicone double couche à tous les joints du boîtier ; membranes acoustiques pour les ports haut-parleur et microphone ; adhésif polymérisé aux UV sur le pourtour de l’écran
• Cadre : Des sous-cadres internes en alliage de magnésium ou en aluminium renforcent la rigidité sans alourdir excessivement la structure. La manière dont le sous-cadre répartit l'énergie d'impact à travers le boîtier influe directement sur le taux de résistance aux chutes.
• Simulation de chute : une analyse par éléments finis (FEA) sous ANSYS ou un logiciel similaire doit être réalisée avant tout prototype physique. Les modèles doivent prendre en compte les chutes obliques et les propriétés des matériaux influencées par la température, et pas seulement les impacts à plat.
Wonderful PCB Données de terrain : Un programme a associé un écran Gorilla Glass Victus à un cadre extérieur en polycarbonate. Les tests de chute en laboratoire (1.5 m sur acier, selon la méthode 516.8 de la norme MIL-STD-810H) ont été concluants. Sur les chantiers (béton et gravier), le cadre en polycarbonate s'est déformé suffisamment pour transmettre une force de cisaillement aux bords du verre, provoquant l'apparition de microfissures. Après 20 à 50 chutes cumulées, les écrans ont cédé. Taux de défaillance en laboratoire : inférieur à 5 %. Taux de défaillance en conditions réelles d'utilisation : 35 %.
La solution : opter pour un sous-châssis en alliage de magnésium avec jeux de flexion contrôlés. Cela a nécessité la réouverture des moules, la requalification CEM et RF, et a engendré un surcoût de 8 à 10 semaines et une augmentation du coût unitaire de la nomenclature d'environ 12 à 18 %. Le problème est survenu lors de la production pilote, et non au stade de la validation finale. C'est ce décalage temporel qui a engendré le coût élevé.
Normes de certification : ce qu’elles testent réellement
IP68 contre IP69K
• IP68 : Immersion continue au-delà de 1 mètre. La profondeur et la durée spécifiques sont définies par le fabricant ; pour les appareils industriels, généralement 1.5 m pendant 30 minutes, conformément à la norme IEC 60529.
• IP69K : Jets d’eau haute pression et haute température — 80 bar, 80 °C, 14 à 16 L/min, à une distance de 0.1 à 0.15 m. Nécessaire pour le traitement des aliments, l’agriculture et le nettoyage industriel intensif.
• Les deux indices de protection sont testés en laboratoire sur des appareils neufs et intacts. Les performances réelles en matière d'indice de protection (IP) après 12 à 18 mois — suite à l'usure des joints, à la fatigue de l'adhésif et aux obstructions répétées en milieu poussiéreux — sont nettement inférieures.
MIL-STD-810H : Ce qu’elle certifie réellement
La dure vérité : La norme MIL-STD-810H n'est pas une norme binaire (réussite/échec) avec des exigences fixes. Il s'agit d'un ensemble d'une trentaine de méthodes de test. Les fabricants choisissent les tests à effectuer, le nombre de cycles et les niveaux de sévérité. Il n'y a pas de minimum requis. Un téléphone peut être déclaré conforme à la norme MIL-STD-810H après avoir subi trois tests à faible sévérité sur un échantillon de trois unités. Techniquement exact, ce résultat est cependant quasiment dénué de sens.
Lors de l'évaluation des allégations de conformité, les acheteurs doivent demander le rapport d'essai complet et rechercher :
• Quelles méthodes et variantes de procédure exactes ont été utilisées ?
• Paramètres de personnalisation : hauteur de chute, matériau de la surface, nombre de gouttes, séquence d’orientation
• Taille de l'échantillon par test (trois unités ne sont pas statistiquement significatives)
• Taux de défaillance fonctionnelle post-test sur l'ensemble de l'échantillon
• Si des tests de contrainte combinés ont été effectués, par exemple des chutes à -20 °C après un trempage thermique
Essais thermiques et environnementaux
• Plage de températures de fonctionnement : -20 °C à +60 °C ; de stockage : -40 °C à +70 °C
• Cycles thermiques en charge : le modem 5G reste actif pendant tout le cycle de température ; c’est ainsi que l’on détecte les véritables défaillances thermiques, et non les cycles passifs.
• Humidité : 95 % HR à 40 °C pendant des périodes d'exposition prolongées
• Brouillard salin : solution de NaCl à 5 % conforme à la norme IEC 60068-2-11 — indispensable pour les applications industrielles marines et côtières
Optimisation du micrologiciel et du logiciel
Personnalisation Android pour une utilisation industrielle
• Lanceur personnalisé avec zones tactiles plus larges et modes à contraste élevé pour une utilisation avec des gants
• Gestion agressive des processus en arrière-plan, régulation du fonctionnement du GPS et logique de repli 5G/LTE pour prolonger l'autonomie de la batterie sur le terrain
• Système de mise à jour OTA par étapes avec prise en charge de la restauration — nécessaire lorsqu'il est impossible de mettre à jour manuellement 50 000 appareils sur le terrain
• Profils thermiques personnalisés pour maintenir le débit 5G dans des environnements à température ambiante élevée
Fonctionnalités de sécurité et d'entreprise
• Chiffrement matériel via Android Keystore et Trusted Execution Environment (TEE)
• Compatibilité MDM : Microsoft Intune, VMware Workspace ONE, SOTI MobiControl
• Sécuriser la chaîne de démarrage, du chargeur de démarrage jusqu'au système d'exploitation
• Effacement à distance et verrouillage de l'appareil pour la sécurité sur le terrain
Phase de prototypage et de test
EVT, DVT, PVT — Ce que chaque étape teste réellement
• Test de validation technique (EVT) : Mise en service du SoC. Mesure des signaux RF sur la carte nue. Validation du sous-système d’alimentation. Contrôle thermique. Objectif : identifier les erreurs de conception avant d’investir dans l’outillage.
• Test de validation de conception (DVT) : Dispositif complet dans son boîtier final ou quasi final. Ce test comprend les tests de chute, d’immersion IP, de radiofréquence en chambre anéchoïque, de mesure optique de l’écran et de cyclage de la batterie. Objectif : confirmer que la conception répond à toutes les spécifications.
• Test de validation de production (PVT) : Production pilote. Vérifie la capabilité du processus, le rendement et les performances de la ligne de test fonctionnelle. Objectif : confirmer que l’usine peut produire de manière constante.
Protocole de test de fiabilité
• Test de chute : Minimum de 26 chutes par unité selon la méthode 516.8 de la norme MIL-STD-810H, plus plus de 500 essais de chute par impact cumulatif sur un lot de 50 unités

Figure 4 : Test de chute de béton de 2.0 m pendant la phase DVT — orientation du dispositif selon la méthode 516.8 de la norme MIL-STD-810H.
• Étanchéité : IP68 et IP69K selon la norme IEC 60529, testée à nouveau après 500 chutes pour vérifier l'intégrité du joint en conditions extrêmes.

Figure 5 : Test d'immersion IP68 — appareil immergé à 1.5 m de profondeur, trempage de 30 minutes, fonctionnement fonctionnel confirmé après le test.
• Durabilité des boutons : plus de 300 000 activations sur tous les boutons mécaniques
• Port USB-C : plus de 10 000 cycles d’insertion/retrait, puis exposition au brouillard salin, puis nouveau test d’étanchéité
• Cyclage thermique sous charge : plus de 100 cycles sur toute la plage de températures de fonctionnement avec le modem 5G actif
Gestion de la production de masse et de la chaîne d'approvisionnement
Achat de composants
C’est là que les différences comptent vraiment :
• Modules 5G : Composants à long délai de livraison nécessitant un approvisionnement anticipé et la qualification de fournisseurs alternatifs. Les perturbations géopolitiques de l’approvisionnement postérieures à 2020 ont affecté les délais de livraison des modems 5G plus fortement que pour presque toutes les autres catégories de composants.
• Connecteurs USB-C : Les connecteurs USB-C industriels certifiés IP coûtent 2 à 4 fois plus cher que leurs équivalents grand public. Les programmes qui remplacent ces connecteurs par des modèles moins chers afin de réduire le coût de la nomenclature constatent des taux de défaillance sur le terrain de 18 à 28 % après 12 à 18 mois (Wonderful PCB (données de terrain). Les connecteurs industriels ramènent ce chiffre en dessous de 6 %.
• Cellules de batterie : les cellules de 6 000 à 8 000 mAh destinées à un fonctionnement à -20 °C nécessitent une chimie de cellules de qualité industrielle ou automobile. Les batteries lithium-polymère grand public perdent de 30 à 40 % de leur capacité à -10 °C.
• Écrans : Les panneaux de plus de 1 000 nits avec commandes tactiles (même avec des gants ou les mains mouillées) ont des délais de livraison plus longs que les panneaux standard ; il est donc conseillé de les commander au plus tôt.
Montage en surface et assemblage
• Placement BGA à pas fin pour les boîtiers SoC 5G ; AOI après chaque étape de pâte et de refusion
• Revêtement de protection sélectif (acrylique ou silicone) sur le circuit imprimé pour une protection contre l'humidité et la corrosion au-delà du joint d'étanchéité du boîtier
• Assemblage en salle blanche pour l'intégration du module caméra et de l'écran afin d'éviter toute contamination particulaire
• La ligne de production comprend des contrôles ponctuels RF OTA, des tests de circuit de charge, l'uniformité de l'affichage, le fonctionnement des boutons et un échantillonnage par immersion IP
Système de contrôle qualité
• AOI : Inspection après dépôt de pâte et après refusion pour détecter les défauts de soudure
• Radiographie : vérification des joints de soudure BGA sur chaque boîtier SoC 5G
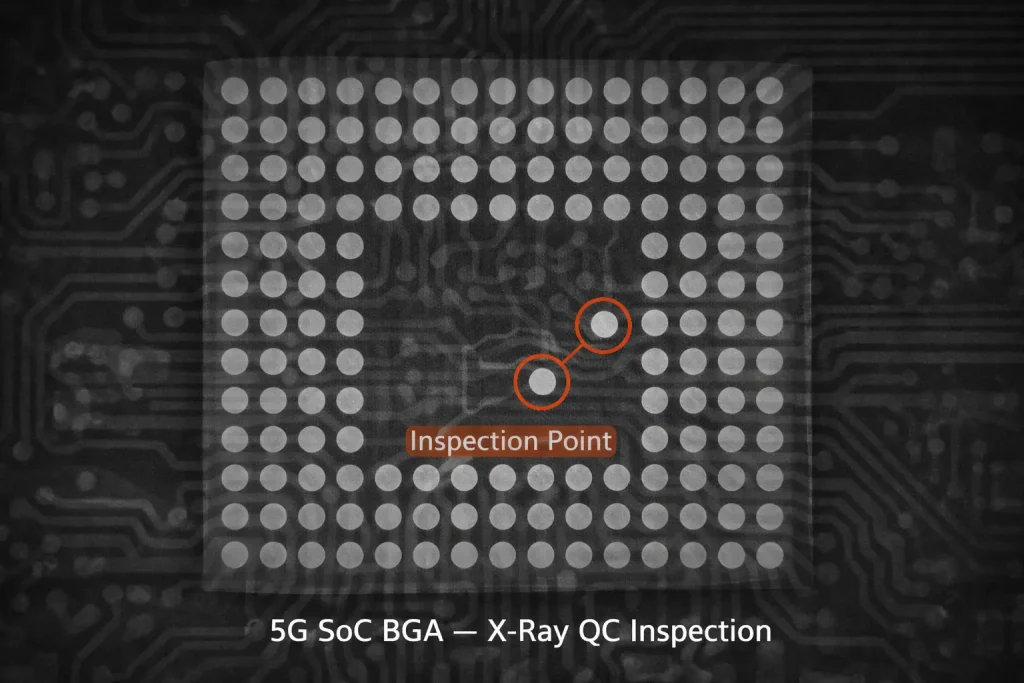
Figure 6 : Inspection aux rayons X des joints de soudure BGA sur un boîtier SoC 5G — détection des vides et des ponts sur le PCBA de production.
• Rodage : 24 à 48 heures de fonctionnement à température élevée pour détecter les défaillances précoces.

Figure 7 : Test de vieillissement accéléré en production — appareils alimentés à température élevée pendant 48 heures pour détecter les défaillances précoces avant l'expédition.
• Audit final : échantillonnage AQL selon la norme IEC 60068 ; test d’immersion IP sur les échantillons de production
→ Articles connexes: Services d'assemblage de circuits imprimés (PCBA) — Wonderful PCB
Principaux défis techniques et solutions
Cinq défis qui ont déterminé les résultats du programme — avec les données réelles à l'appui.
| Challenge | Analyse | Ce qui s'est réellement passé | Solution appliquée | Résultat |
| Désaccord d'antenne 5G dans un boîtier robuste | Haute | Résonance décalée du diélectrique du boîtier entre 150 et 400 MHz ; non modélisée dans la simulation. Perte TRP/TIS de 8 à 12 dB dans la chambre | Conception d'antenne verrouillée au stade de l'ID ; simulation HFSS intégrée au boîtier ; antennes placées près des bords avec des espaces d'air | Rapport TRP/TIS à moins de 3 dB de la cible. Connectivité 5G stable sur toutes les bandes. |
| Dégradation des ports USB-C sur le terrain | Haute | Micro-abrasion du joint d'orifice due à des obstructions répétées en milieu sale. Taux de défaillance sur le terrain de 18 à 28 % après 18 mois. | Connecteurs USB-C industriels certifiés IP ; étanchéité des ports par double joint ; option de charge magnétique pour les environnements les plus exigeants. | Le taux de défaillance sur le terrain est tombé en dessous de 6 % à 18 mois. |
| La flexibilité du cadre transmet la force de cisaillement à la vitre de l'écran. | Moyen-élevé | Le cadre en polycarbonate s'est déformé sous l'impact, cisailleant les bords du verre. Taux de défaillance de 35 % en simulation sur le terrain contre < 5 % en laboratoire. | Passage à un sous-châssis en alliage de magnésium avec jeux de flexion contrôlés ; ajout d’essais de culbutage en simulation sur le terrain au protocole DVT | +8 à 10 semaines, +12 à 18 % de la nomenclature. Taux d'échec des lâchers sur le terrain inférieur à 5 %. |
| Retards de la nouvelle certification | Haut (horaire) | L'échec de la certification au premier tour est considéré comme un événement ponctuel. Chaque nouvelle tentative ajoute 8 à 16 semaines. | Examen de simulation préalable à la certification ; budget dédié à la refonte et délai de contingence de 8 à 16 semaines par cycle intégrés au plan de programme | Les programmes sont lancés sur le marché selon un calendrier révisé ; aucune refonte d'urgence n'est prévue. |
| Des composants de consommation ont été remplacés pour réduire les coûts. | Moyenne | Les ports USB-C standard, les cellules de batterie et les circuits imprimés flexibles ont échoué aux tests de fiabilité en raison de vibrations, de brouillard salin et de cycles thermiques. | Tests de fiabilité accélérés et précoces sur tout produit de substitution grand public proposé ; analyse du compromis coût-défaillance fondée sur les données | Le passage précoce à des pièces de qualité industrielle a permis d'économiser de 3 à 6 mois et de 15 à 30 % du coût total du programme. |
Spécifications du produit final
Un smartphone industriel robuste 5G, prêt pour la production et issu de ce processus de développement, possède les caractéristiques suivantes :
• 5G SA/NSA Sub-6 GHz avec agrégation de porteuses ; ondes millimétriques en option
• Appareil photo IA 48 Mpx avec stabilisation optique de l'image (OIS) ; module d'imagerie thermique en option
• Batterie de 6 000 à 8 000 mAh ; charge rapide de 33 à 65 W ; fonctionnement de -20 °C à +60 °C
• Android 13 ou 14 avec intégration MDM d'entreprise et démarrage sécurisé
• Double certification d'étanchéité IP68 + IP69K
• Certifié MIL-STD-810H — rapport de test complet disponible sur demande
• Résistance à une chute de 2.0 m validée sur béton selon un protocole de simulation sur site
• Écran de plus de 1 000 nits compatible avec l'utilisation de gants et les mains mouillées
• NFC, GPS de précision ; lecteur de codes-barres intégré en option
Résultats et impact sur le marché
Les programmes développés grâce à ce processus ont été déployés commercialement sur les marchés européens de la construction et des services publics, dans le secteur pétrolier et gazier du Moyen-Orient et dans les réseaux logistiques d'Asie du Sud-Est.
• Certifications d'opérateur obtenues sur les marchés cibles : CE, FCC, PTCRB/GCF, le cas échéant
• Taux de défaillance sur le terrain inférieurs aux seuils de référence équivalents pour les consommateurs dans toutes les principales catégories de défaillance
• La montée en puissance de la production s'est déroulée comme prévu, les marges de manœuvre budgétaires pour les éventuelles modifications de certification ayant été intégrées dès le départ.
• Différenciation concurrentielle par rapport au positionnement IP69K et MIL-STD-810H sur des marchés où la plupart des concurrents ne détiennent que l'IP68
Wonderful PCBDéveloppement complet de solutions 5G robustes
Wonderful PCB Nous gérons des programmes de téléphones 5G robustes sur mesure, de la conception matérielle à la production en série certifiée. Les compétences les plus importantes pour ce type de projet sont les suivantes :
• Conception RF 5G avec simulation d'antenne intégrée au boîtier — le problème de désaccord est traité à la source
• Ingénierie structurelle avec analyse de chute guidée par éléments finis et gestion complète des certifications MIL-STD-810H et IP
• Conception de circuits imprimés HDI multicouches et assemblage de cartes électroniques avec revêtement conforme
• Gestion complète du programme EVT/DVT/PVT, y compris la coordination de la certification et la planification de la refonte
• Approvisionnement en composants de qualité industrielle avec qualification de seconde source
• Analyse des défaillances sur le terrain après production et soutien à l'itération des produits
Nous proposons des services OEM et ODM. Notre clientèle s'étend des entreprises de plateformes de mobilité industrielle aux jeunes pousses spécialisées dans le matériel informatique. Le délai minimum d'un programme viable est de 12 mois pour un téléphone mobile industriel durci 5G personnalisé. Les programmes complexes, intégrant des capteurs spécifiques ou répondant à des exigences de niveau défense, durent de 18 à 24 mois.
Questions fréquemment posées
Q1 : Qu'est-ce qui rend un smartphone « robuste » ?
Un smartphone robuste est conçu pour résister aux conditions qui mettent à mal les appareils grand public : chutes, eau, poussière, variations de température et vibrations prolongées. Cela implique un châssis métallique renforcé, une étanchéité IP à chaque jointure, des connecteurs de qualité industrielle et une batterie résistante aux hautes températures. L'appellation « robuste » sans certification IP ni rapport de test MIL-STD publié relève du marketing, et non de la performance technique.
Q2 : Quelle est la différence entre IP68 et IP69K ?
L'indice IP68 garantit une immersion en eau profonde (la norme industrielle standard est de 1.5 m pendant 30 minutes, selon la norme CEI 60529). L'indice IP69K garantit une résistance aux jets d'eau chaude à haute pression (80 bars, 80 °C, à courte distance). Ces indices servent à tester différentes menaces. Une usine agroalimentaire a besoin d'un indice IP69K. Un ouvrier du bâtiment qui laisse tomber son téléphone dans une flaque d'eau a besoin d'un indice IP68. De nombreux appareils industriels possèdent désormais les deux indices.
Q3 : Combien de temps prend réellement le développement d’un téléphone 5G robuste ?
Les brochures des ODM annoncent 6 à 9 mois. En réalité, les programmes durent de 12 à 18 mois, voire 24. La phase qui double presque toujours son estimation : certification et réinterprétation. La plupart des programmes échouent aux tests de première phase (MIL-STD-810H, IP ou 5G RF OTA). Chaque échec entraîne un retard supplémentaire de 8 à 16 semaines. Les clients qui prévoient un budget pour une seule phase de test subissent les retards les plus importants.
Q4 : Un téléphone robuste personnalisé peut-il inclure la lecture de codes-barres ou l’imagerie thermique ?
Oui, mais ces éléments doivent figurer dans le cahier des charges dès le départ. L'optique du lecteur de codes-barres nécessite un aménagement structurel dans le boîtier. Les modules d'imagerie thermique requièrent une gestion thermique et une intégration logicielle. Toute tentative d'ajout après la finalisation de la conception du boîtier est coûteuse et souvent structurellement impossible.
Q5 : De quelles certifications un smartphone industriel a-t-il besoin ?
Normes applicables aux téléphones industriels durcis 5G à l'échelle mondiale : IP68/IP69K (IEC 60529), MIL-STD-810H, FCC (États-Unis), CE/RED (UE), PTCRB ou GCF (interopérabilité avec les opérateurs 5G), UN 38.3 (sécurité du transport des batteries). Pour les applications spécifiques, des normes supplémentaires peuvent être ajoutées : ATEX/IECEx (atmosphères explosives), ANSI/UL (sécurité électrique en Amérique du Nord) ou des normes sectorielles pour la défense, le médical ou le maritime.
© 2026 Wonderful PCBLes spécifications techniques, les échéanciers et les fourchettes de coûts décrits sont basés sur Wonderful PCB Les données du projet peuvent varier en fonction de son envergure et des conditions du marché.



