Votre prochain projet nécessite un circuit imprimé à 10 couches, mais vous vous demandez comment les fabricants produisent réellement des cartes complexes. Wonderful PCB Ce document vous fournit des informations sur la conception de l'empilement, la sélection des matériaux, les étapes de fabrication et comment choisir l'usine d'empilement de circuits imprimés 10 couches adaptée à vos besoins.
Principes fondamentaux de la technologie des circuits imprimés à 10 couches
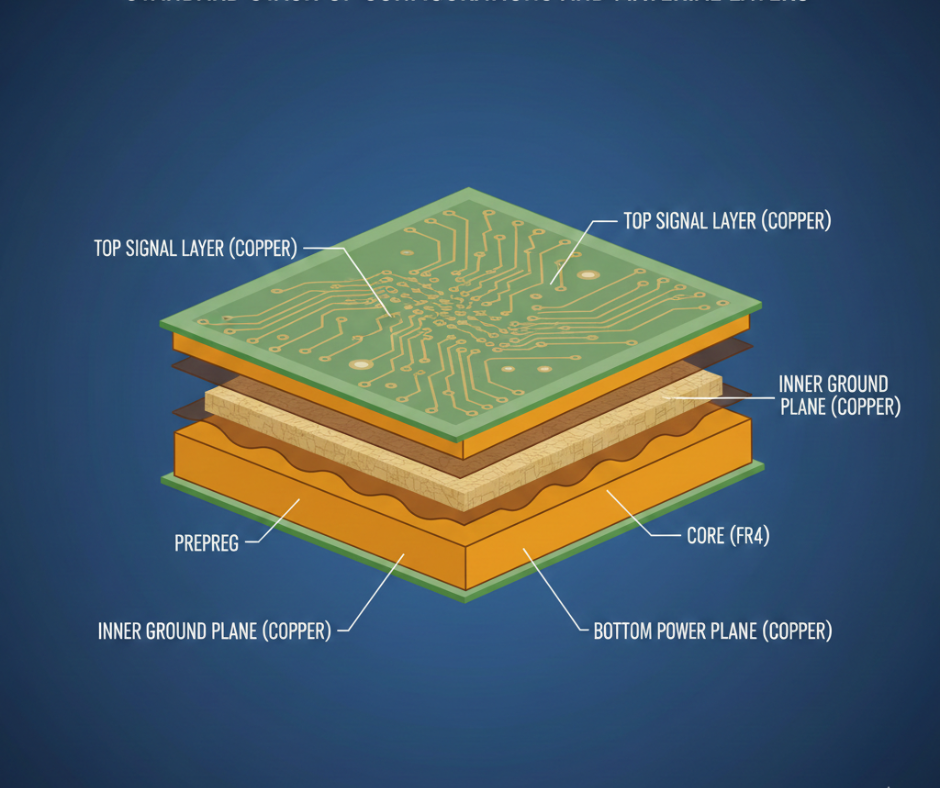
Aperçu des circuits imprimés multicouches
Les cartes multicouches superposent le cuivre et le matériau isolant. Deux couches ? Facile. Quatre couches ? Toujours gérable.
Mais dix couches ?
Vous entrez maintenant dans un domaine où la précision est primordiale à chaque étape. Chaque couche ajoutée offre davantage d'espace de routage, un meilleur blindage et une distribution d'énergie optimisée. Cependant, la complexité croît rapidement. L'alignement entre les couches doit être précis au micron près ; sinon, votre carte est défectueuse.
Circuit imprimé à 10 couches comparé aux autres cartes multicouches
Pourquoi choisir dix couches plutôt que huit ou douze ?
Les cartes à six couches conviennent aux conceptions de densité moyenne, mais leur capacité diminue lorsque le nombre de signaux augmente. Huit couches offrent une solution, même si l'intégrité de l'alimentation peut parfois s'en trouver affectée. Douze couches ? C'est excessif pour la plupart des applications, et le coût s'en trouve considérablement augmenté.
Dix couches représentent un compromis idéal. Vous bénéficiez de quatre couches de signal, deux plans de masse, deux plans d'alimentation et deux couches de routage externes. Cet équilibre convient aux circuits numériques haute vitesse, aux modules RF et aux implantations denses de composants, sans pour autant dépasser votre budget.
Comparez cela à une carte à quatre couches où vous luttez constamment contre la congestion du routage. L'empilement de 10 couches d'un circuit imprimé offre une marge de manœuvre exactement là où vous en avez besoin.
Configurations d'empilement standard et couches de matériaux
Couches de signal
Les couches de signal transportent les pistes, les lignes de données, les horloges et les bus d'adresses. Dans une configuration à dix couches, le routage des signaux s'effectue sur les couches 1, 3, 4, 6, 7 et 10.
Les couches externes gèrent les signaux à basse vitesse. Les couches internes sont plus adaptées aux paires différentielles à haute vitesse car elles se situent entre les plans de référence.
Certains concepteurs placent les signaux lents à l'extérieur et les signaux rapides à l'intérieur. D'autres les mélangent en fonction des exigences de longueur de piste. Il n'existe pas de solution unique. La priorité est déterminée par votre application.
Plans de puissance et de masse
Les couches 2 et 9 sont souvent utilisées comme plans de masse. Les couches 5 et 8 servent de plans d'alimentation, bien qu'il soit possible de diviser la couche 5 en plusieurs domaines de tension.
Les plans de masse doivent rester solides autant que possible.
La division du plan de masse engendre des problèmes de retour qui dégradent l'intégrité du signal. Les plans d'alimentation peuvent être divisés, mais avec précaution. Les pistes traversant les limites de division présentent des discontinuités d'impédance.
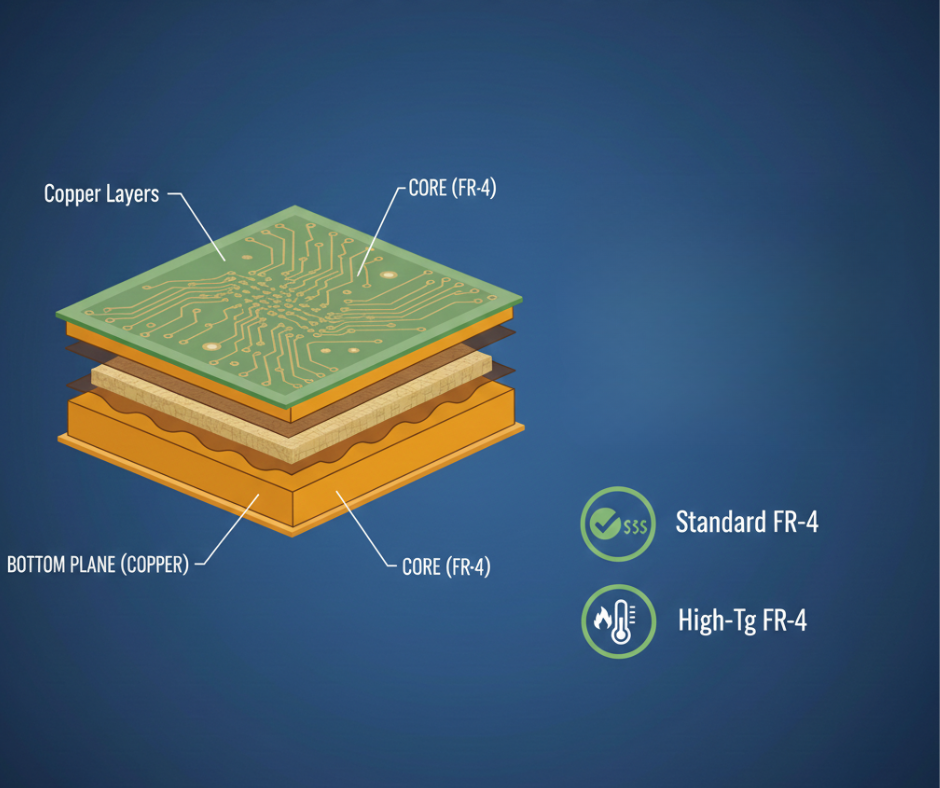
Matériaux diélectriques et de noyau
Le FR-4 reste le matériau de prédilection pour la plupart des 10 couches Fabrication de PCB Pour certains projets, le FR-4 standard est moins cher et offre de bonnes performances jusqu'à quelques gigahertz. Le FR-4 à haute température de transition vitreuse (Tg) supporte les températures de soudage sans plomb sans se délaminer.
Besoin de meilleures performances en haute fréquence ?
Les stratifiés Rogers présentent une tangente de perte plus faible et une constante diélectrique stable malgré les variations de température. Le polyimide résiste aux cycles thermiques extrêmes. Les matériaux à base de PTFE conviennent aux fréquences micro-ondes, mais leur coût est nettement plus élevé.
Les feuilles de préimprégné assurent la liaison des couches centrales lors de la lamination. Leur épaisseur varie : par exemple, le préimprégné 2116 mesure environ 4 mils, tandis que le 7628 mesure environ 7 mils. Combinez différents types de préimprégnés pour obtenir l’épaisseur souhaitée pour votre circuit imprimé à 10 couches.
Considérations de conception propres aux structures à 10 couches
Contrôle d'impédance
Dès que les signaux dépassent quelques centaines de mégahertz, des problèmes d'impédance apparaissent. C'est inévitable. Votre première carte haute vitesse peut s'avérer catastrophique si vous négligez la constante diélectrique. Pourquoi ? La largeur des pistes et l'épaisseur du cuivre ne sont pas de simples valeurs numériques ; elles sont impératives.
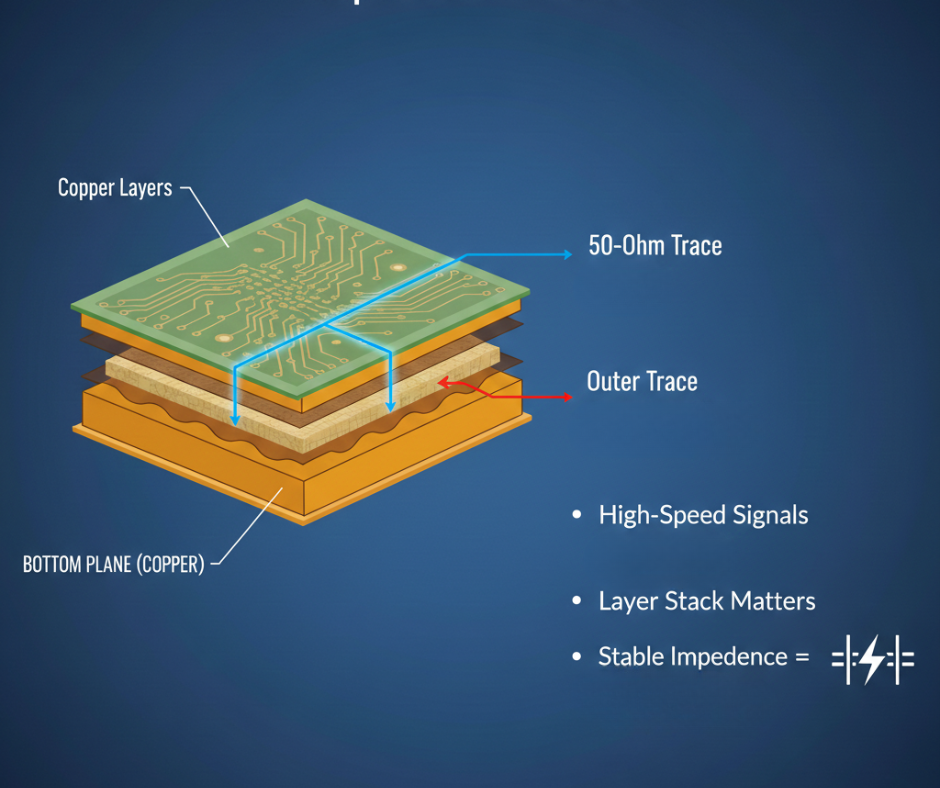
Une structure multicouche à dix couches permet d'insérer des signaux entre deux plans. Et alors ? Elle permet aux pistes de 50 ohms de fonctionner correctement. Les couches internes restent proches de leur référence, tandis que les couches externes sont éloignées, isolées et imprévisibles.
Cela signifie que vous avez besoin de pistes plus larges sur les couches 1 et 10 pour correspondre à la même impédance que les pistes plus étroites sur les couches 3 ou 6.
Les calculateurs d'empilement sont utiles, mais demandez toujours un test d'impédance à votre fabricant de circuits imprimés à 10 couches.
L'intégrité du signal
Les signaux à haut débit détestent les discontinuités.
Les vias ajoutent de la capacité. Les transitions de couches créent des réflexions. La diaphonie entre les pistes adjacentes déforme les signaux. Dix couches offrent des solutions pour atténuer ces problèmes.
Le courant de retour circule dans le plan situé directement sous la piste de signal. Lorsqu'une piste change de couche, le courant de retour doit trouver un chemin, via des vias ou des condensateurs, jusqu'au nouveau plan de référence.
Les mauvais chemins de retour provoquent des interférences électromagnétiques et des rebonds de masse.
Placez les vias de couture près des transitions de couches pour maintenir les boucles de courant de retour serrées.
Distribution d'énergie et gestion thermique
Plus de couches signifie une meilleure distribution de l'énergie. Les plans de masse dédiés réduisent la résistance en courant continu et répartissent le courant uniformément.
Mais la chaleur devient un problème car le cuivre est un bon conducteur de chaleur, tandis que le FR-4 est isolant. Dix couches de matériau emprisonnent la chaleur à l'intérieur de la carte.
Les vias thermiques situés sous les composants chauds conduisent la chaleur vers les couches externes, où elle est dissipée par l'air ou les dissipateurs thermiques. Dimensionnez vos plans de masse pour qu'ils supportent le courant sans élévation excessive de température.
Processus de fabrication de PCB à 10 couches
- Conception et Prototypage
Commencez par le schéma. Pourquoi attendre ? Convertissez-le en layout Altium ou KiCad. Définissez l’empilement dès le début, sinon c’est la catastrophe. Exportez les fichiers Gerber, les plans de perçage et les plans de fabrication ; spécifiez l’épaisseur et les tolérances du cuivre.
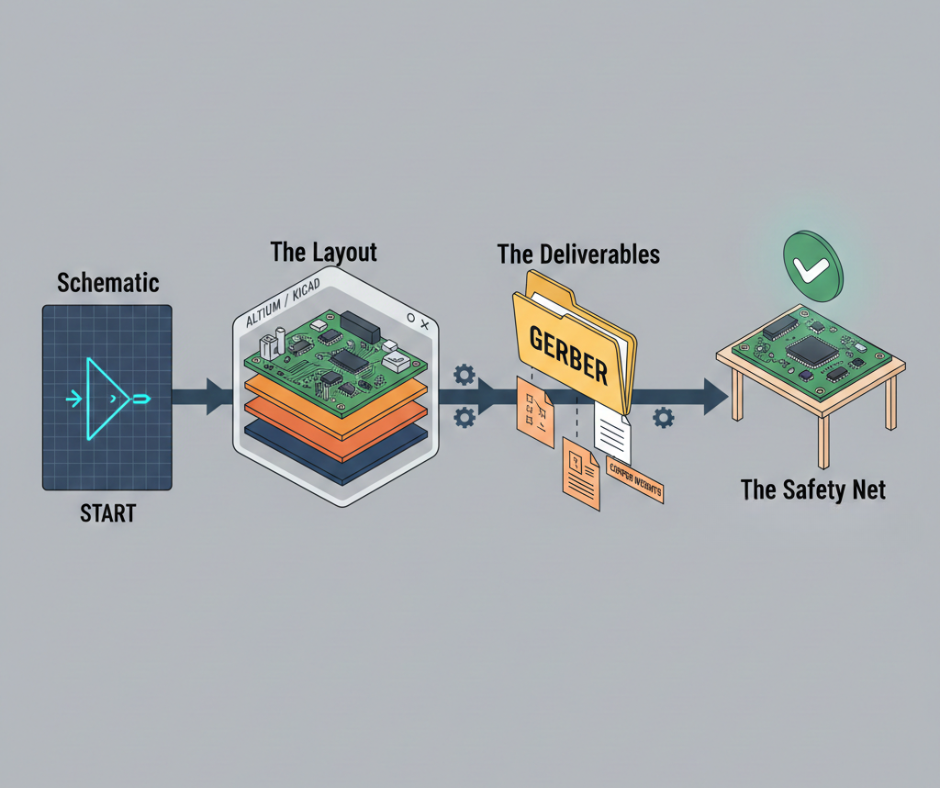
Commencez par créer un prototype. Repérez les problèmes dès maintenant. Si vous attendez la production en série, le coût d'une petite erreur vous coûtera cher.
- Préparation et sélection du matériel
Les fabricants ont en stock des âmes stratifiées et des rouleaux de préimprégné. Ils découpent les feuilles aux dimensions des panneaux. Pour un panneau à dix plis, il faut plusieurs âmes stratifiées ainsi que des feuilles de préimprégné pour les lier.
Le choix des matériaux influe sur les performances et le prix.
Le FR-4 standard convient à la plupart des circuits numériques. Les circuits haute fréquence nécessitent des substrats à faibles pertes. Les applications à courant élevé requièrent une épaisseur de cuivre plus importante.
- Fabrication de la couche intérieure
Les couches internes sont structurées avant la lamination. Le procédé débute avec un noyau en cuivre. Une couche de résine photosensible recouvre le cuivre.
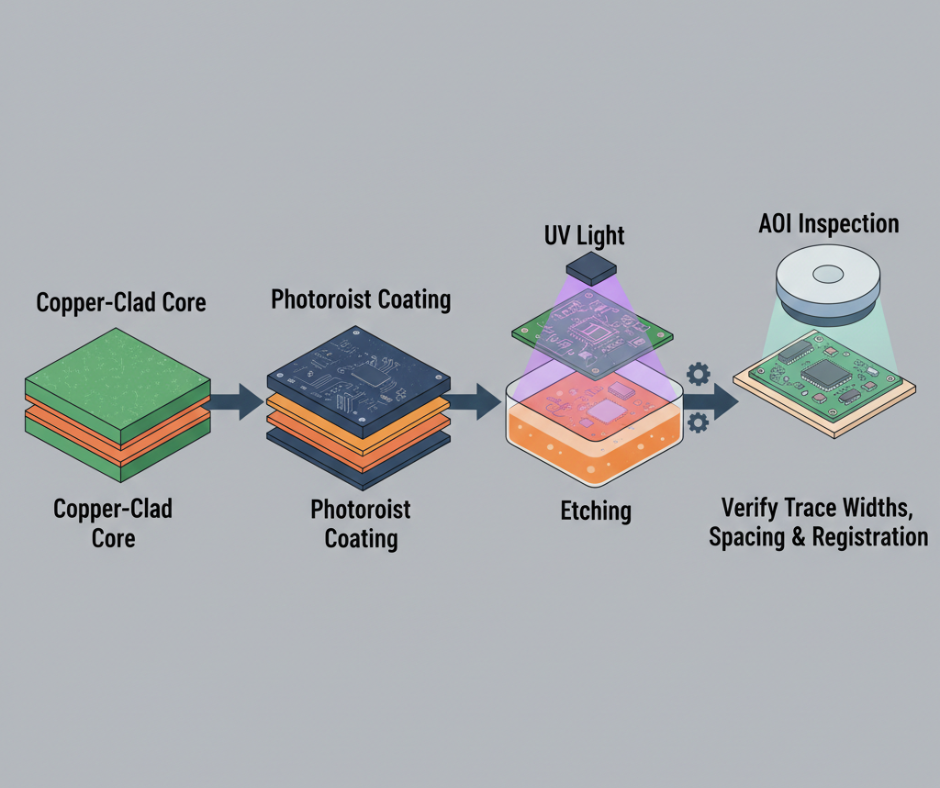
La lumière UV expose la résine photosensible à travers un film ou par imagerie laser directe. Le développement élimine la résine non exposée, laissant apparaître le cuivre nu dans les zones indésirables. La gravure dissout ce cuivre.
Chaque couche est inspectée par AOI afin de vérifier la largeur des pistes, l'espacement et les marques d'alignement.
- Alignement et enregistrement des calques
Les repères d'alignement, de petites cibles gravées dans chaque couche, facilitent l'alignement des noyaux et du préimprégné lors de l'empilement. Un défaut d'alignement de plus de quelques mils peut entraîner un décalage des vias par rapport aux pastilles ou un court-circuit des pistes avec les plans de masse.
Certaines usines d'empilement de circuits imprimés à 10 couches utilisent la lamination par broches, où des broches d'outillage percent toutes les couches pour assurer l'alignement. D'autres s'appuient uniquement sur des systèmes de vision.
Les exigences de tolérance se resserrent à mesure que la taille des vias diminue ; les microvias exigent un alignement à ±2 mils près ou mieux.
- Processus de laminage
L'empilage se fait en salle blanche. Les couches sont introduites successivement dans une presse. Le vide élimine les bulles d'air.
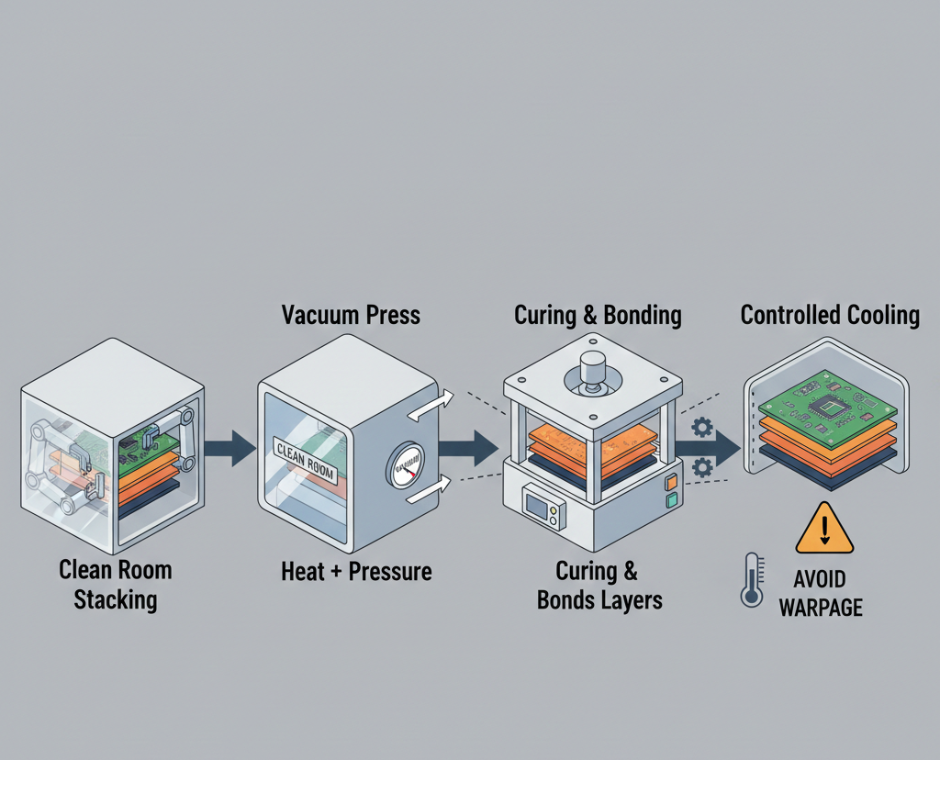
La chaleur et la pression permettent de polymériser la résine préimprégnée, liant ainsi tous les éléments pour former un panneau solide.
Le refroidissement doit être lent pour éviter toute déformation. Un refroidissement irrégulier crée des contraintes internes qui courbent la carte.
- Opérations de forage
Après la stratification, vous obtenez un panneau multicouche vierge. Percez maintenant les trous pour les vias et les broches des composants.
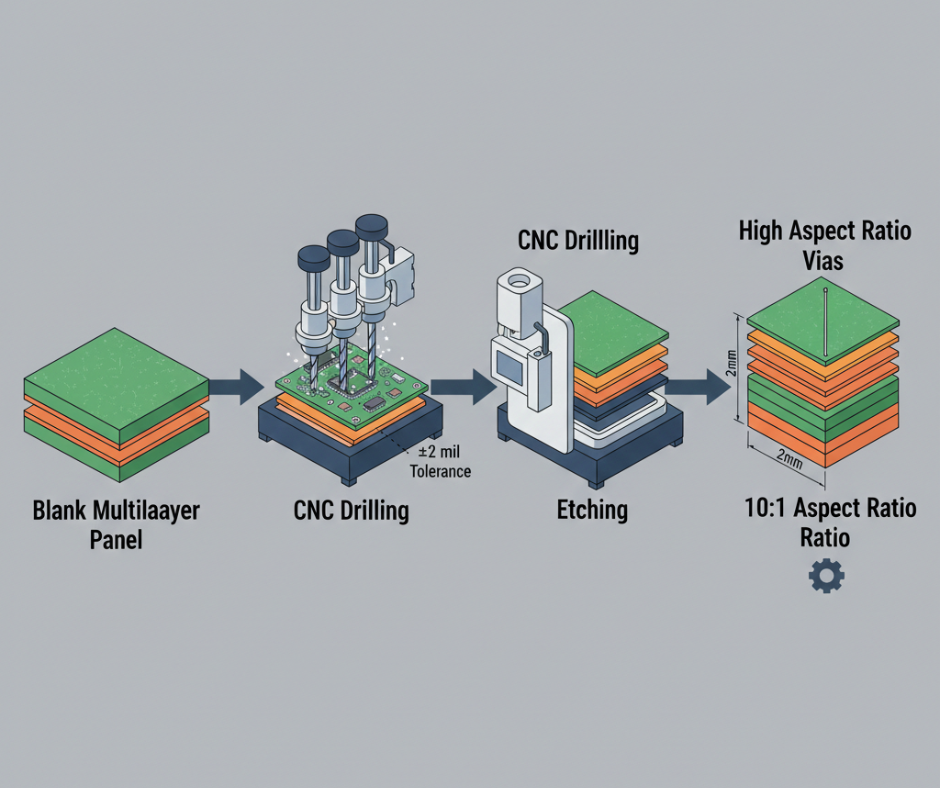
Les machines de perçage CNC utilisent des forets revêtus de carbure ou de diamant. Les tolérances de diamètre des trous sont de ±2 mils pour les trous traversants, et plus strictes pour les microvias.
Les trous à rapport d'aspect élevé représentent un défi pour les procédés de métallisation. Une carte à dix couches de 2 mm d'épaisseur avec des vias de 0.2 mm présente un rapport d'aspect de 10:1, à la limite des capacités standard.
- Placage et dépôt de cuivre
Les parois en époxy nues sont inutilisables tant qu'une couche conductrice de cuivre n'est pas déposée par voie chimique. L'électroplacage permet ensuite d'atteindre une épaisseur de 25 microns. Pourquoi ? Parce que cette couche assure la liaison électrique entre les différentes couches. Si la couche centrale est trop fine, les contraintes thermiques peuvent provoquer la fissuration du via. L'uniformité est essentielle.
- Imagerie et gravure de motifs de circuits
Les couches externes sont structurées après le dépôt de métallisation. On utilise un film sec de résine photosensible, des masques et une gravure, comme pour les couches internes. Pourquoi ? Pour des raisons de précision. Les pistes à pas fin exigent un contrôle rigoureux, sinon le signal se perd dans le bruit du cuivre.
- Application de masque de soudure
Le vernis épargne est généralement vert, bien que d'autres couleurs soient disponibles pour recouvrir les couches extérieures, laissant les pastilles et les vias exposés.
Le vernis épargne liquide photosensible est appliqué en fines couches, exposé à la lumière UV, puis développé. Il protège le cuivre de l'oxydation et empêche la formation de ponts de soudure lors de l'assemblage.
- Finition de surface
Le cuivre nu s'oxyde rapidement. Les finitions de surface protègent les pastilles jusqu'à l'assemblage.
Le procédé HASL consiste à plonger la carte dans de la soudure en fusion ; il est économique mais irrégulier. Le procédé ENIG consiste à déposer du nickel, puis de l’or sur les pastilles ; la surface est plane et convient aux composants à pas fin, mais le procédé est plus coûteux.
Votre choix dépend du processus d'assemblage et de la durée de stockage. L'ENIG convient à la plupart des projets de fabrication de circuits imprimés à 10 couches, notamment lorsque le câblage ou une longue durée de conservation est requis.
- Test électrique
Chaque carte doit réussir les tests électriques.
Les testeurs à sondes mobiles utilisent des aiguilles en mouvement : parfaits pour les prototypes. Mais pour les grandes séries ? Les testeurs à broches fixes sont plus rapides, même si ce montage sur mesure a un coût. Pourquoi prendre le risque de deviner ? Un réflectomètre temporel envoie des signaux le long de la ligne pour vérifier que vos pistes de 50 ohms sont bien conformes aux spécifications. La précision est essentielle.
- Inspection finale et contrôle qualité
Les contrôles visuels permettent de déceler les défauts mineurs (rayures, vides dans le vernis épargne, etc.), mais pourquoi s'arrêter là ? Les contrôles dimensionnels vérifient que la carte s'insère correctement dans le boîtier. Les radiographies examinent les vias à la recherche de défauts d'alignement ou de vides cachés. La norme ISO 9001 garantit le respect des règles, mais ce sont les classes IPC qui font foi. La classe 2 tolère quelques défauts mineurs, tandis que la classe 3 exige la perfection.
Considérations importantes en matière de fabrication
Tolérance d'alignement couche à couche
Les erreurs s'accumulent vite. Un décalage de 2 mils de la couche interne, plus 3 mils dus à la stratification et 2 mils de dérive de perçage ? Cela représente 7 mils de dégâts. Soudain, le foret rate complètement la pastille. Circuit ouvert. C'est la fin. Des tolérances serrées ont un coût : elles nécessitent des machines plus lentes et plus sophistiquées.
Gestion du rapport hauteur/largeur
Il s'agit simplement de la profondeur du trou divisée par son diamètre. Une carte de 1.6 mm avec des vias de 0.2 mm présente un rapport de 8:1. Plus ce rapport augmente, plus la qualité du métallisation se dégrade. Au-delà de 12:1 ? Vous risquez d'obtenir une couche de cuivre trop fine ou des vides au centre. Utilisez la métallisation pulsée ou des vias borgnes pour compenser la faible profondeur.
Qualité et fiabilité des trous de traversée
Les vias deviennent défectueux lorsque le placage se fissure sous l'effet des contraintes thermiques. Le cuivre et l'époxy se dilatent à des vitesses différentes ; ils sont incompatibles. La norme IPC-6012 définit les exigences relatives à l'épaisseur du placage. Si la fiabilité est primordiale pour vous, exigez des rapports de microsection de votre fabricant.
Matériaux utilisés dans la fabrication des circuits imprimés à 10 couches
FR-4 Grade standard
C'est un classique bon marché en époxy-verre. Pourquoi utiliser autre chose pour des applications basiques ? Résistant à une température proche de 130 °C, il se ramollit en cas de surchauffe. Sa constante diélectrique se situe autour de 4.4, mais varie avec la fréquence.
Matériaux FR-4 à haute Tg
L'atteinte d'une température de transition vitreuse (Tg) de 180 °C révolutionne le soudage par refusion sans plomb. Ce matériau résiste aux cycles thermiques, un problème courant sur les cartes électroniques bon marché. Les secteurs automobile et industriel l'apprécient particulièrement pour sa robustesse face à la chaleur.
Stratifiés haute fréquence Rogers
Pour les liaisons radiofréquences ou les débits supérieurs à 10 Gbit/s, le câble FR-4 standard présente des fuites trop importantes. Le câble Rogers offre une conductivité élevée et de faibles pertes. Conseil : utilisez une architecture hybride — Rogers pour les pistes haute vitesse, FR-4 pour le reste. Pourquoi opter pour une carte entièrement en Rogers ?
Polyimide pour hautes températures
Ce matériau est destiné à l'aérospatiale et résiste à 260 °C. Flexible, il supporte parfaitement la dilatation thermique. Son principal inconvénient ? Il coûte cinq fois plus cher que le FR-4. Les délais de livraison s'allongent car toutes les usines ne disposent pas de ce précieux matériau en stock.
Options d'épaisseur de feuille de cuivre
Le poids se mesure en onces. Une once équivaut à 35 microns. Une demi-once est la norme pour les signaux, mais les plans de masse nécessitent une épaisseur de 1 ou 2 onces. Un cuivre plus épais supporte mieux le courant, mais rend la gravure de lignes fines extrêmement difficile. C'est un compromis.
Cuivre épais pour les couches à courant élevé
Vous avez 10 ampères ? Optez pour une gravure épaisse. Cela réduit la chaleur et les pertes par effet Joule, mais attention aux zones de sous-gravure lors de la gravure, là où les parois latérales sont inclinées. Cela augmente également l'épaisseur de votre circuit imprimé à 10 couches. Prévoyez bien, sinon votre circuit imprimé ne sera pas compatible avec le connecteur.
Considérations et lignes directrices de conception
Meilleures pratiques de conception Stackup
Agencement symétrique des couches
Une structure équilibrée présente des paires de couches symétriques autour du centre. Cette symétrie assure la planéité du circuit imprimé lors de la stratification et réduit les déformations lors du soudage.
Les empilements asymétriques courbent la carte car le cuivre se dilate différemment du FR-4.
Positionnement au sol et du plan de puissance
Placez les plans de masse au plus près des couches externes. Cela réduit les interférences électromagnétiques et offre un chemin de retour à faible impédance pour les signaux des couches 1 et 10.
Les plans d'alimentation doivent être placés entre les couches de signal pour découpler le bruit haute fréquence.
Il est généralement déconseillé de séparer les plans de masse. Les signaux traversant une séparation subissent des trajets de retour discontinus, ce qui provoque des émissions rayonnées et de la diaphonie.
Exigences d'impédance contrôlée
Les signaux à haute vitesse nécessitent un comportement de ligne de transmission. Cela signifie que l'impédance contrôlée est généralement de 50 ohms en mode asymétrique ou de 100 ohms en mode différentiel.
L'impédance dépend de la largeur de la piste, de son épaisseur, de sa distance au plan de référence et de Dk.
Utilisez un calculateur d'impédance lors de la conception de l'empilement. Vérifiez ensuite l'impédance par des tests après fabrication. La plupart des fabricants de circuits imprimés multicouches (10 couches) facturent un supplément pour le contrôle d'impédance, mais cela se justifie pour les applications Gigabit.
Via la technologie
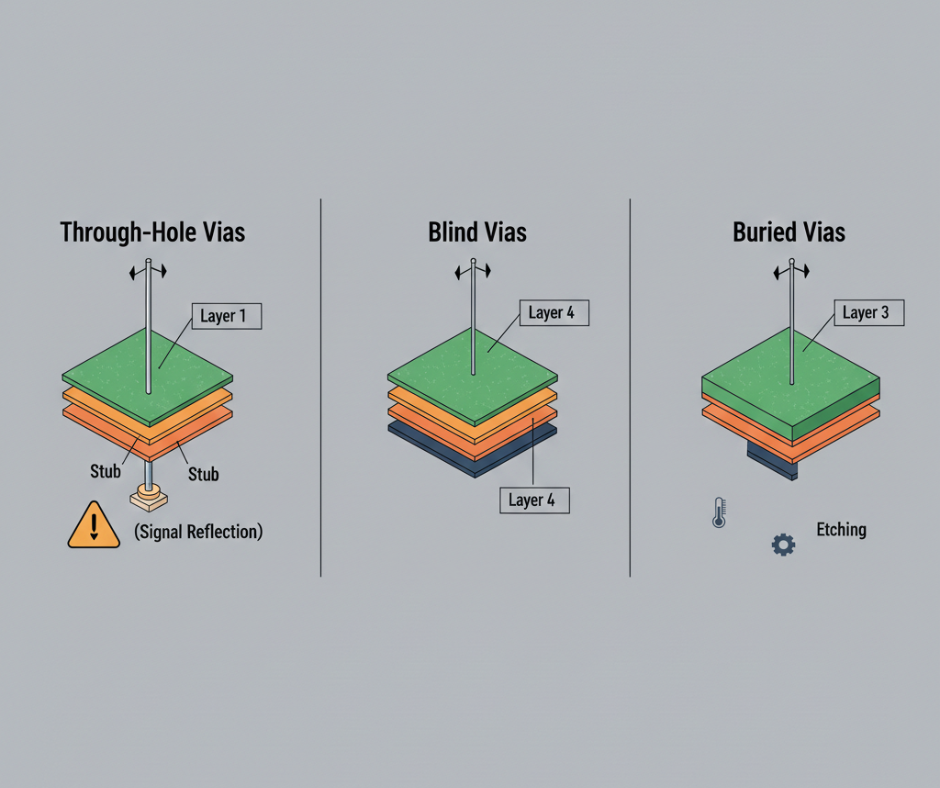
Vias traversants
Les vias traversants sont percés de la couche 1 à la couche 10, reliant ainsi toutes les couches. Ils sont économiques, fiables et faciles à inspecter.
Inconvénient : elles prennent de la place et créent des câbles apparents sous le point de connexion le plus bas. Ces câbles apparents agissent comme des antennes, réfléchissant les signaux haute fréquence.
Aveugle Vias
Les vias borgnes relient une couche externe à une couche interne sans la traverser complètement. Exemple : de la couche 1 à la couche 4.
Ils permettent de gagner de la place et d'éviter les coudes disgracieux.
Mais elles coûtent plus cher car elles nécessitent plusieurs étapes de perçage et de placage.
Vias enterré
Les vias enterrés relient deux couches internes sans atteindre les couches externes. Ils sont formés avant la stratification finale, ce qui complexifie le processus.
Les vias enterrés sont courants dans les cartes HDI, mais rares dans les conceptions standard à dix couches, sauf si le routage est extrêmement serré.
Gestion thermique
Placement via thermique
Les composants d'alimentation, les régulateurs de tension, les FPGA et les amplificateurs RF génèrent de la chaleur. Les vias thermiques situés sous ces composants conduisent la chaleur de la couche supérieure à travers la carte jusqu'à un plan de masse ou un dissipateur thermique de la couche inférieure.
Prévoir 20 à 50 petits vias sous la pastille thermique du composant. Plus il y a de vias, plus la résistance thermique est faible.
Stratégies de dissipation thermique
Les pistes en cuivre épaisses dissipent mieux la chaleur que les pistes fines. Utilisez du cuivre de 2 oz pour les plans de masse si la charge thermique est élevée.
Ajoutez des dégagements thermiques sur les plans d'alimentation pour faciliter la soudure, même si ces dégagements augmentent la résistance thermique.
Une bonne ventilation est importante. Si votre boîtier est équipé de ventilateurs, orientez la carte de manière à optimiser la circulation de l'air sur les composants chauds.
Considérations sur l'intégrité du signal
Routage des signaux à grande vitesse
Les signaux supérieurs à 1 Gbit/s nécessitent un routage soigné.
Réduisez la longueur des pistes. Évitez les stubs. Adaptez les longueurs pour les paires différentielles et les bus multibits. Acheminez les signaux haute vitesse sur les couches internes lorsque cela est possible ; la ligne stripline offre un meilleur blindage que la microbande.
Routage de paires différentielles
Les interfaces USB, HDMI, PCIe et Ethernet utilisent toutes des paires différentielles. Deux pistes transportent des signaux opposés.
Pour que cela fonctionne, les pistes doivent être étroitement couplées et de longueur identique.
La plupart des paires visent une résistance différentielle de 100 ohms. Il est recommandé de les acheminer ensemble, sans les séparer. Évitez les vias au milieu d'une paire.
Choisir Wonderful PCB Fabricants
Vous avez finalisé la conception de votre circuit imprimé multicouche à 10 couches. Il vous faut maintenant une usine pour le fabriquer.
Comment choisissez-vous ?
Le prix est important, mais la qualité, les délais de livraison et le support le sont tout autant.
Capacités et capacités de fabrication
L'usine peut-elle traiter dix couches ? Renseignez-vous sur le nombre maximal de couches, la largeur minimale des pistes, la taille minimale des trous et les limites du rapport d'aspect.
Si votre conception repousse les limites (pistes de 3 mils, vias de 6 mils, rapport d'aspect de 12:1), vous avez besoin d'un fabricant doté d'équipements de pointe.
La capacité de production influe sur les délais de livraison. Une usine fonctionnant à pleine capacité peut annoncer un délai de six semaines, tandis qu'une usine disposant de capacités excédentaires peut proposer un délai de trois semaines.
Expérience avec les cartes multicouches complexes
Des années d'expérience dans le secteur ne garantissent pas une expertise multicouche.
Demandez des exemples d'empilement de circuits imprimés à 10 couches, des photos de cartes finies, des témoignages clients ou des études de cas. Si possible, demandez une visite de l'usine.
La certification IPC atteste que l'usine respecte les normes industrielles. La norme ISO 9001 garantit des processus qualité documentés. Choisissez les certifications adaptées à votre secteur d'activité.
Certifications et normes de qualité
La classe IPC 2 s'applique aux produits électroniques commerciaux courants, pour lesquels de légers défauts esthétiques sont acceptables. La classe IPC 3 concerne les applications aérospatiales, médicales et militaires de haute fiabilité où les défauts sont inacceptables.
Demandez si l'usine effectue des tests électriques à 100 % ou seulement des tests par échantillonnage. Pour les applications critiques, les tests à 100 % justifient le surcoût.
Délais d'exécution et performances de livraison
Le délai de livraison standard pour une carte à dix couches est de 2 à 4 semaines. Les services express permettent de réduire ce délai à 5-10 jours, mais coûtent de 50 à 100 % plus cher.
Le respect des délais de livraison est tout aussi important que le délai de livraison annoncé.
Une usine qui promet deux semaines mais livre en trois perturbe votre planning. Consultez les avis ou demandez des données sur les délais de livraison.
Disponibilité des services de prototypage
Le prototypage et la production sont deux choses différentes. Les prototypes sont fabriqués en petites quantités (1 à 10 cartes) pour valider les conceptions. La production, quant à elle, porte sur des centaines, voire des milliers d'unités.
Les ateliers spécialisés dans le prototypage sont rapides, acceptent les petites commandes et tolèrent les modifications de conception. Cependant, le coût par carte est élevé.
L'idéal serait de trouver une usine de fabrication de circuits imprimés multicouches (PCB) à 10 couches capable à la fois de réaliser des prototypes et de passer à la production en série sans changer de fournisseur.
Assistance technique et DFM
La conception en vue de la fabrication permet de déceler les erreurs avant la fabrication.
Un bon fabricant examine vos fichiers Gerber et signale les problèmes, tels que les pistes trop étroites, les dégagements trop faibles et les vias trop petits.
L'assistance technique répond aux questions lors de la conception. Quelle structure dois-je utiliser ? Est-il possible de réaliser des pistes de 4 mils sur du cuivre de 2 oz ?
Un support réactif accélère votre projet.
Une tarification compétitive
Les prix varient énormément. Un prototype à dix couches coûte entre 200 et 500 dollars par carte chez un fabricant local proposant un service rapide, contre 50 à 150 dollars chez un fabricant étranger.
Les prix baissent pour les commandes en gros : 100 cartes peuvent coûter entre 20 et 40 $ l’unité. Demandez des devis pour l’empilement de circuits imprimés 10 couches à plusieurs fournisseurs afin de comparer les prix.
Méfiez-vous des devis anormalement bas. Si un fabricant propose un prix deux fois moins élevé que les autres, demandez-lui pourquoi.
Quantités minimales d'ordre
La quantité minimale de commande (QMC) définit le nombre minimum de cartes que vous pouvez commander. Les ateliers de prototypage ont souvent une QMC de 1 à 5 cartes. Les usines de production exigent 50, 100 cartes, voire plus.
Si votre application ne nécessite que quelques cartes, choisissez un fabricant de circuits imprimés multicouches à faible quantité minimale de commande (MOQ). Pour les produits grand public destinés à la production de masse, une MOQ plus élevée ne pose pas de problème.
La fabrication d'une carte à dix couches exige une grande précision à chaque étape, de la conception de l'empilement aux tests finaux. Elle nécessite des matériaux adaptés, une maîtrise rigoureuse du processus et un fabricant possédant une solide expérience des circuits imprimés multicouches. Comprendre l'épaisseur et l'impédance des PCB à dix couches est essentiel pour concevoir des cartes fonctionnelles dès le premier essai.