La fabrication de circuits imprimés (PCB) utilise de nombreuses méthodes pour vérifier la qualité des circuits imprimés. Le processus d'inspection comprend des contrôles visuels, des tests électriques et des mesures laser automatiques. L'inspection des PCB intervient à différents stades de la production. L'inspection des cartes nues permet de détecter les problèmes avant l'assemblage. L'inspection des PCB assemblés examine les soudures et l'emplacement des pièces. Ces étapes permettent d'éviter les défauts et d'optimiser le fonctionnement des PCB. Les méthodes d'inspection sont essentielles à chaque étape de la fabrication, qu'il s'agisse de cartes nues ou de PCB assemblés.
Points clés à retenir
Inspection précoce de PCB nus Utilise des tests électriques et des mesures laser. Cela permet de détecter les problèmes avant l'assemblage et de gagner du temps et de l'argent.
Les inspections visuelles automatisées avec IA détectent rapidement les petits défauts. Elles sont plus efficaces que les contrôles manuels. Cela améliore la qualité et réduit le gaspillage.
Les inspections d'assemblage telles que l'AOI, le SPI et les rayons X fonctionnent ensemble. Elles détectent les problèmes superficiels et cachés. Elles garantissent la solidité des soudures et vérifient également que les pièces sont correctement positionnées.
Les tests électriques, comme les tests en circuit et les tests par sonde mobile, vérifient le bon fonctionnement des circuits imprimés. Ils garantissent la conformité des circuits imprimés aux normes industrielles avant leur expédition.
Les inspections finales et une documentation rigoureuse garantissent la qualité des produits. Elles contribuent à la conformité et aident également les fabricants à concevoir de meilleurs circuits imprimés.
Inspection de fabrication de PCB
Test de planche nue
Test de carte nue Vérifie les circuits imprimés avant l'ajout de composants. Cette étape permet de détecter les problèmes dès le début du processus de fabrication. Des sondes électriques sont utilisées pour détecter les circuits ouverts et les courts-circuits. Ces tests garantissent le bon fonctionnement de chaque piste et via du circuit imprimé. Si un problème est détecté dès maintenant, le fabricant peut le corriger avant l'assemblage. Cela permet de gagner du temps et de l'argent pendant la production.
Les tests sur carte nue permettent également de vérifier la taille et la forme de la carte. Les fabricants utilisent des outils spéciaux pour mesurer la carte et vérifier sa conformité au design. Cette étape permet d'éviter les problèmes ultérieurs lors de l'assemblage. En détectant les défauts à temps, les fabricants évitent des réparations coûteuses et des retards.
Inspection visuelle
L'inspection visuelle est l'une des méthodes les plus anciennes et les plus simples pour vérifier les circuits imprimés. Les opérateurs ou les machines examinent la carte nue pour repérer les problèmes visibles, comme les rayures, les pastilles manquantes ou le cuivre supplémentaire. L'inspection visuelle manuelle est efficace pour les circuits imprimés simples, mais elle peut passer à côté de problèmes mineurs ou cachés. Avec la complexité croissante des circuits imprimés, l'inspection manuelle perd de son efficacité.
À noter: L'inspection visuelle manuelle passe souvent inaperçue et est lente. Elle n'est pas adaptée à la fabrication de nombreux circuits imprimés. L'inspection par vision industrielle permet de vérifier de nombreux circuits imprimés chaque minute et de détecter des défauts aussi petits que 0.01 mm.
Le marché des outils d'inspection visuelle connaît une croissance rapide. En 2024, sa taille s'élevait à 1.2 milliard de dollars. Les experts estiment qu'il atteindra 2.5 milliards de dollars d'ici 2033. Cette croissance est due à la demande croissante d'électronique de meilleure qualité et de circuits imprimés plus complexes. Les nouvelles technologies comme l'IA et l'apprentissage automatique aident les machines à détecter plus facilement les problèmes. Ces nouveaux outils permettent de gagner du temps et de l'argent, et contribuent également à réduire le gaspillage électronique.
Métrique/Aspect | DÉTAILS |
|---|---|
Taille du marché (2024) | 1.2 milliard USD |
Taille projetée du marché (2033) | 2.5 milliard USD |
TCAC (2026-2033) | 9.2 % |
Facteurs clés du marché | Demande d'électronique fiable, complexité des circuits imprimés, automatisation, croissance dans des secteurs clés |
Tendances technologiques | IA, apprentissage automatique, fabrication intelligente, intégration IoT |
Importance | Assure la qualité, réduit les coûts et les déchets, favorise la fiabilité |
Mesure laser automatique
La mesure laser automatique utilise des lasers pour vérifier la taille et la forme des circuits imprimés. Cette méthode donne des résultats très précis. Les bons outils laser peuvent mesurer avec une erreur aussi faible que 0.0005 pouce (0.0127 mm). Certains systèmes laser utilisent des caméras et le Bluetooth pour transmettre rapidement les données. Ces outils peuvent également mesurer la surface et le volume, ce qui permet de vérifier l'épaisseur du cuivre ou la profondeur des trous.
Les fabricants utilisent la mesure laser automatique pour s'assurer que chaque circuit imprimé est conforme à la conception. Cette étape est importante, car même de petites erreurs peuvent entraîner des problèmes sur le produit final. La mesure laser est plus rapide et plus précise qu'une vérification manuelle. Elle permet également une inspection entièrement automatique en cours de production.
Les appareils de mesure laser peuvent être précis jusqu'à 1/16 pouce à 400 pieds.
Certains systèmes utilisent l’apprentissage profond pour mesurer les tailles de revêtement avec une précision de plus de 98 %.
Les interféromètres laser de haute précision peuvent atteindre une précision de 2 à 3 micro-pouces.
La mesure laser automatique permet aux fabricants de détecter les problèmes plus tôt, réduisant ainsi le gaspillage et améliorant la fiabilité des circuits imprimés.
Méthodes d'inspection d'assemblage
Après avoir installé les composants sur le circuit imprimé, les fabricants vérifient l'absence de problèmes. Ils utilisent différents méthodes d'inspection Pour détecter les défauts. Ces contrôles permettent de détecter des soudures défectueuses, des pièces manquantes ou mal placées. Une inspection rigoureuse à cette étape améliore le fonctionnement et la durée de vie des circuits imprimés.
Inspection visuelle manuelle
L'inspection visuelle manuelle implique que des ouvriers qualifiés examinent chaque circuit imprimé. Ils recherchent les problèmes visibles, comme des pièces manquantes ou des soudures défectueuses. Cette méthode est adaptée aux petites séries ou aux circuits imprimés simples. Parfois, les ouvriers détectent des problèmes que les machines ne détectent pas. C'est utile pour les produits personnalisés ou spéciaux.
L'inspection manuelle n'est cependant pas parfaite. Les employés peuvent se fatiguer ou commettre des erreurs. Des études montrent qu'elle détecte la plupart des défauts, mais pas tous. Les inspecteurs peuvent vérifier environ 50 à 100 articles par heure. Les résultats dépendent du niveau de compétence de chaque opérateur, ce qui peut entraîner des résultats différents à chaque fois.
Caractéristique | Inspection manuelle | Inspection automatisée |
|---|---|---|
Speed | 50-100 articles/heure | 2,000-3,000 articles/heure |
Exactitude | 85%-95% | Jusqu’à 99.9 % |
Dépendance au travail | Haute | Un petit peu |
Évolutivité | Difficile | Facilement évolutif |
Souplesse | Élevé pour les travaux personnalisés | Idéal pour les produits standardisés |
L'inspection manuelle est idéale pour les prototypes ou les conceptions spéciales. Pour les gros travaux, l'inspection automatisée est plus rapide et plus précise.
Inspection optique automatisée (AOI)
Inspection optique automatisée Utilise des caméras pour vérifier les circuits imprimés après assemblage. Les systèmes AOI scannent chaque carte et la comparent à une image correcte. Ils détectent les problèmes tels que les pièces manquantes, les pièces incorrectes ou les ponts de soudure. AOI travaille beaucoup plus rapidement que les humains et fournit des résultats stables.
Les systèmes AOI modernes utilisent l'intelligence artificielle et l'apprentissage automatique. Ces systèmes peuvent vérifier 2,000 3,000 à 99.9 98 articles par heure et leur précision atteint près de XNUMX %. Une étude a montré que les modèles d'IA ont détecté plus de XNUMX % des défauts. Cela permet aux fabricants de résoudre les problèmes plus rapidement et de réduire les déchets.
Étude / Méthode | Détails de l'ensemble de données | Mesures rapportées | Résumé des résultats |
|---|---|---|---|
Nahar et Phadke (2019) | 103 échantillons PCBA, 134 défauts | Précision de détection | Précision de détection de 91.1 % sans discrimination de classe de défauts |
Bhattacharya et Cloutier (2022) | 1,386 6 images, XNUMX classes de défauts | Précision moyenne, taux de faux positifs | Précision moyenne de 98.3 %, taux de faux positifs inférieur à 5 % |
Modèle T-YOLOv5 (YOLOv5 amélioré) | Ensemble de données PCB (taille non spécifiée) | Précision, rappel, mAP (IoU = 0.5), signification statistique (valeurs t, valeurs p) | Précision : 98.37 %, rappel : 99.24 %, mAP : 99.15 % ; valeurs t > 1.96, valeurs p < 0.001 |
L'inspection optique automatisée réduit les erreurs et augmente le nombre de cartes à contrôler. Environ 72 % des entreprises qui l'utilisent constatent une augmentation de 50 % de leur production. AOI conserve également un enregistrement de chaque inspection de circuit imprimé.
Inspection de la pâte à souder (SPI)
L'inspection de la pâte à braser permet de vérifier sa composition avant l'ajout des composants. Le SPI utilise des images 3D pour mesurer la quantité de pâte présente sur la carte. Une pâte à braser de qualité est essentielle pour des joints solides et des connexions de qualité.
Le SPI détecte les problèmes tels qu'un manque de pâte, un excès de pâte ou une mauvaise insertion. Ces problèmes peuvent provoquer des circuits ouverts, des courts-circuits ou des joints fragiles. Le SPI automatisé est rapide et fournit des rapports détaillés. Il permet de résoudre les problèmes d'impression avant qu'ils ne se propagent.
Le SPI est une étape importante de l'assemblage des circuits imprimés. Il permet d'éviter de nombreux défauts courants et d'augmenter le nombre de cartes testées. En détectant les problèmes en amont, le SPI réduit les reprises et le gaspillage.
Inspection aux rayons X
L'inspection par rayons X permet d'examiner l'intérieur des circuits imprimés pour détecter les problèmes cachés. Ceci est important pour les cartes à configuration complexe ou les composants comme les BGA. Les rayons X permettent de détecter les vides, les ponts de soudure et les fissures que d'autres contrôles passent inaperçus.
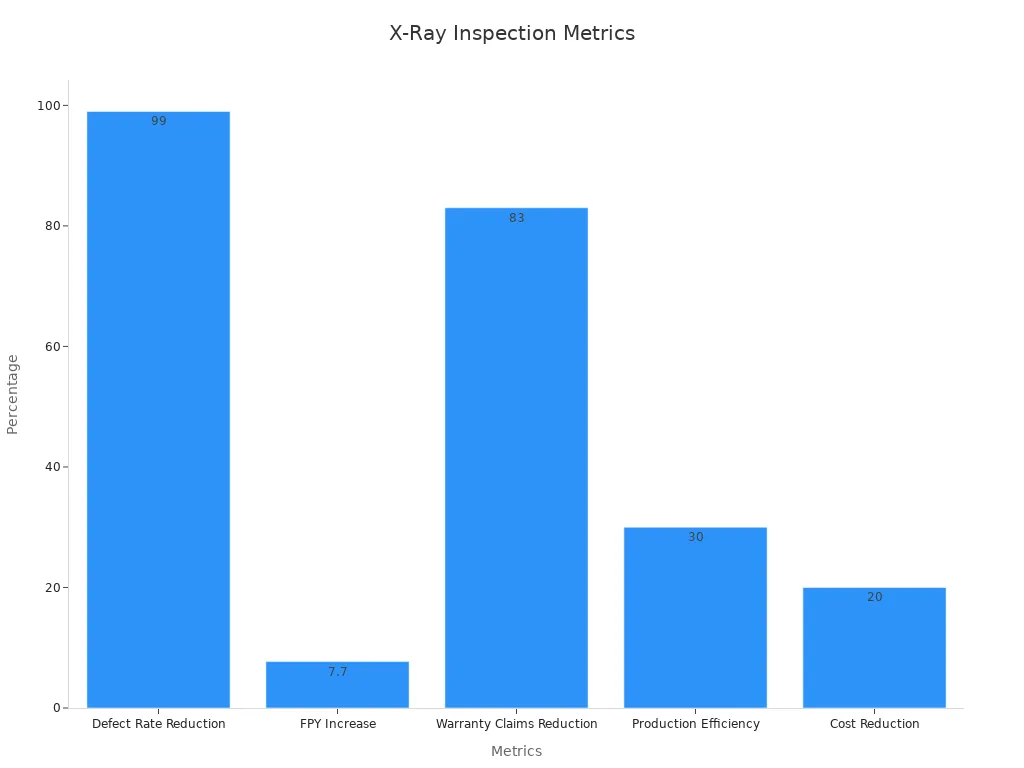
Les rayons X avancés utilisent la micro-CT pour réaliser des images 3D des circuits imprimés. Ces systèmes peuvent détecter de minuscules défauts de moins de 0.015 mm. L'automatisation des rayons X peut réduire le taux de défauts jusqu'à 99 %. Elle peut augmenter le rendement au premier passage de 92 % à 99.7 % dans l'électronique automobile. Les fabricants peuvent également économiser jusqu'à 20 % sur leurs coûts et produire 30 % de cartes en plus.
L'inspection par rayons X est idéale pour détecter les défauts cachés. Elle permet de fabriquer des circuits imprimés de haute qualité et de respecter les réglementations industrielles strictes.
Conseil : L'utilisation combinée de l'AOI, du SPI et des rayons X est plus efficace. Chaque méthode détecte des problèmes différents, ce qui rend l'inspection plus complète.
Défauts typiques détectés lors de l'inspection de l'assemblage
L'inspection de l'assemblage détecte de nombreux types de défauts, tels que :
Ponts de soudure et joints ouverts
Pièces au mauvais endroit ou manquantes
Tombstoneing (pièces dressées)
Pas assez ou trop de pâte à souder
Vides et fissures dans les joints de soudure
Câbles tordus ou cassés
Ces étapes permettent de s'assurer que les circuits imprimés sont en bon état avant de passer à la suite. L'inspection automatisée, notamment grâce à l'IA, s'améliore constamment pour détecter les défauts et fabriquer davantage de cartes.
Test électrique

Les tests électriques jouent un rôle essentiel dans l'inspection des circuits imprimés. Ils permettent de vérifier que chaque carte fonctionne comme prévu avant sa sortie d'usine. Les fabricants utilisent plusieurs méthodes. méthodes d'essai Pour détecter les défauts que l'inspection visuelle ou par rayons X pourrait manquer. Ces méthodes garantissent que chaque circuit imprimé répond aux normes industrielles strictes et fonctionne en conditions réelles.
Essais en circuit (ICT)
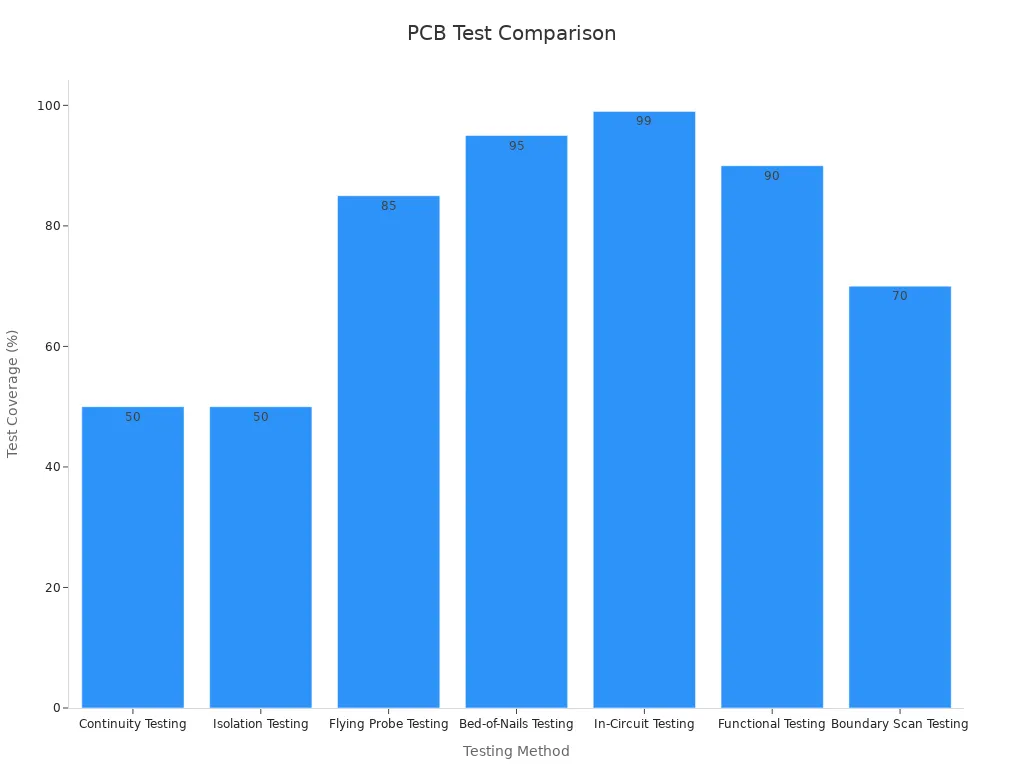
Les tests en circuit utilisent un banc de clous pour vérifier chaque composant du circuit imprimé. Ils détectent les problèmes tels que les circuits ouverts, les courts-circuits et les composants défectueux. ICT peut tester une carte de 300 composants en seulement 3 à 4 secondes. Cette rapidité est idéale pour la production de masse. Cette méthode couvre 95 à 98 % des défauts potentiels, ce qui en fait l'une des étapes d'inspection les plus fiables.
Métrique | Valeur | Description |
|---|---|---|
Couverture de défaut | 95% - 98% | Taux de détection élevé pour les ouvertures, les courts-circuits et les erreurs |
Temps de test | 3 à 4 secondes pour 300 pièces | Rapide pour les gros lots |
Test de sonde volante
Les tests par sondes mobiles utilisent des sondes mobiles pour toucher les points de test du circuit imprimé. Ne nécessitant aucun dispositif personnalisé, ils sont parfaitement adaptés aux prototypes et aux petites séries. Cette méthode couvre 80 à 90 % des défauts. Elle fonctionne comme un multimètre automatisé et fournit des rapports détaillés pour chaque carte. Les tests par sondes mobiles aident les ingénieurs à déboguer les nouvelles conceptions et à détecter les problèmes plus tôt.
Méthode d'essai | Couverture de test typique |
|---|---|
Sonde volante | 80 to 90 % |
Lit de clous | 90 to 95 % |
Test en circuit | 95 to 98 % |
Balayage des limites | 95 to 99 % |
Test de balayage des limites
Le test Boundary Scan vérifie les connexions à l'intérieur des puces à l'aide de circuits de test spéciaux. Il est particulièrement adapté aux assemblages de circuits imprimés denses ou complexes, inaccessibles aux autres outils d'inspection. Cette méthode donne des résultats rapides et réduit les coûts de configuration. Le Boundary Scan permet de détecter les défauts jusqu'au niveau des broches. Il est particulièrement adapté aux cartes équipées de puces compatibles JTAG.
Essais fonctionnels
Les tests fonctionnels mettent le circuit imprimé sous tension et vérifient son fonctionnement en conditions réelles. Ils chargent le firmware et testent la logique, les entrées/sorties et la stabilité du système. Cette étape permet de détecter jusqu'à 70 % des problèmes de performances que d'autres étapes d'inspection pourraient ignorer. Les tests fonctionnels constituent la dernière vérification avant l'expédition, garantissant que chaque carte répond aux besoins du client.
Les normes industrielles telles que IPC-SM 785, IPC 9701, MIL-STD 202 et JEDEC guident toutes ces étapes d'inspection et de test.
Les outils de test comprennent des testeurs de sondes volantes, des montages et des réflectomètres dans le domaine temporel.
Ces méthodes garantissent que chaque circuit imprimé est sûr, fiable et prêt à être utilisé dans des domaines tels que le médical et l’aérospatiale.
Tests de fiabilité et de stress
Test de rodage
Les tests de rodage permettent d'identifier les circuits imprimés fragiles avant leur expédition. Le circuit imprimé est soumis à une température et une tension élevées pendant une durée déterminée. Ainsi, les défaillances se produisent rapidement en usine, et non plus tard. Les ingénieurs utilisent le rodage pour évaluer la durée de vie d'un circuit imprimé sous contrainte. Des études montrent que l'utilisation de données de test et de modèles informatiques permet de prédire la durée de vie des circuits imprimés. Ces méthodes aident les ingénieurs à concevoir de meilleures conceptions et à prolonger la durée de vie des circuits imprimés. Les tests de rodage sont importants pour garantir que seuls les circuits imprimés performants sont commercialisés.
stress environnemental
Tests de stress environnemental Vérifie la résistance des circuits imprimés en conditions réelles d'utilisation. Les ingénieurs utilisent la chaleur, le froid, les secousses et l'air humide pour tester les cartes. Ces tests permettent de détecter des problèmes tels que des fissures ou des variations de résistance. Les chercheurs utilisent le test de contrainte d'interconnexion (IST) pour accélérer le vieillissement et identifier les points faibles. Des modèles statistiques, comme l'équation de Norris-Landzberg, permettent de mesurer l'impact des variations sur la fiabilité. Des tests sous différentes contraintes révèlent ce qui prolonge la durée de vie des circuits imprimés. Ces tests aident les fabricants à prévoir les pannes et à améliorer la qualité.
Les tests de stress environnemental détectent les défaillances cachées, comme les problèmes de microvia.
Les modèles statistiques et les contrôles de taille d’échantillon montrent si la fiabilité s’améliore.
Les tests rapides copient l’utilisation réelle et aident à prédire les échecs à long terme.
Soudabilité et contamination
Les tests de soudabilité et de contamination permettent de vérifier la solidité et la propreté des joints des circuits imprimés. Une mauvaise soudabilité entraîne des connexions fragiles et des défaillances prématurées. Les ingénieurs utilisent différents tests pour vérifier l'adhérence de la soudure aux pastilles et aux fils.
Nom du test | Mesures quantitatives | Description |
|---|---|---|
Bilan mouillant (méniscographe) | Force de mouillage, temps de mouillage | Mesure la force que la soudure fondue utilise sur les pastilles au fil du temps, créant ainsi une courbe de mouillage. |
Résistance d'isolement de surface (SIR) | Valeurs de résistance d'isolement | Vérifie la contamination en mesurant la résistance entre les conducteurs dans des conditions contrôlées. |
Test d'immersion et d'observation | Qualitative | Contrôle visuel de la couverture de soudure ; il ne s'agit pas d'une valeur mesurée. |
Ces tests aident les fabricants à identifier et à corriger les problèmes avant l'assemblage. Grâce à l'équilibre de mouillage et aux tests SIR, ils garantissent que chaque circuit imprimé répond à des normes strictes en matière de qualité et fiabilité.
Inspection finale du PCB
Contrôles visuels finaux
Les contrôles visuels finaux constituent la dernière étape avant l'expédition. Les inspecteurs examinent chaque carte très attentivement. Ils tentent de déceler les problèmes passés inaperçus : rayures, pièces manquantes ou soudures défectueuses. Cette étape permet de s'assurer que chaque carte est en bon état et répond aux attentes des clients.
Les fabricants utilisent différentes méthodes pour vérifier les cartes à ce stade. Ces méthodes incluent l'inspection visuelle, l'inspection optique automatisée, l'inspection par rayons X, les tests électriques et parfois l'analyse transversale. Chaque méthode a sa spécificité. L'inspection visuelle est rapide et économique, mais ne détecte que les problèmes de surface. L'inspection optique automatisée est efficace pour les grands groupes de cartes et est très précise. L'inspection par rayons X permet de voir à l'intérieur de la carte pour détecter les problèmes cachés. Les tests électriques vérifient le bon fonctionnement de la carte. L'analyse transversale est destructive, mais permet de visualiser l'intérieur de la carte.
Les inspecteurs utilisent normes de l'industrie Comme les normes IPC-A-600 et IPC-6012, ces règles définissent ce qui constitue un problème et comment en vérifier la qualité. Les contrôles visuels finaux contribuent à réduire le nombre de cartes défectueuses et à améliorer les produits. Ils fournissent également des données permettant d'améliorer encore davantage les futures cartes.
Conseil : L'inspection finale est la dernière chance de détecter les problèmes avant que les clients ne reçoivent les cartes. Un contrôle minutieux protège désormais la réputation de l'entreprise et évite les retours coûteux.
Documentation
La documentation est un élément important de la dernière étape de l'inspection. Elle permet de conserver une trace de chaque contrôle et de chaque résultat. De bons enregistrements aident les fabricants à identifier et à résoudre les problèmes rapidement. Ils démontrent également que chaque carte respecte toutes les règles et normes requises.
La documentation permet de suivre les règles et de satisfaire les clients.
Il conserve des notes sur les problèmes et la manière dont ils ont été résolus.
Cela permet de planifier la manière de fabriquer des planches à l’avenir.
Il fournit un enregistrement pour les audits et maintient l'honnêteté des fournisseurs.
Cela permet de contrôler la qualité et de réduire les risques.
Le processus comprend l'examen des documents de conception, la vérification des matériaux et la consignation des résultats d'inspection. Une bonne tenue des registres garantit que seules les cartes qui réussissent tous les contrôles passent à la phase suivante. La documentation est essentielle dans des secteurs comme l'aérospatiale, l'automobile, l'électronique et les dispositifs médicaux. Elle permet aux entreprises de respecter des règles strictes et d'expédier des produits de qualité.
Un processus d'inspection et de test efficace contribue à la fabrication de circuits imprimés de haute qualité. Chaque méthode de contrôle, comme l'observation visuelle ou les rayons X, permet de détecter les problèmes en amont, ce qui garantit le bon fonctionnement des circuits imprimés. Des étapes de test, telles que les tests en circuit et fonctionnels, permettent de vérifier le bon fonctionnement des circuits imprimés en conditions réelles. Des outils de contrôle qualité comme la Maîtrise Statistique des Processus et Six Sigma permettent d'éviter les erreurs et d'améliorer les performances.
L'inspection visuelle, AOI et aux rayons X détecte les problèmes avant qu'ils ne s'aggravent.
Les tests en circuit et sous contrainte montrent que les circuits imprimés peuvent gérer des conditions difficiles.
L’utilisation des données pour le contrôle qualité réduit les erreurs et permet d’économiser de l’argent.
Ces étapes aident les circuits imprimés à respecter des règles strictes pour les voitures, les avions et d’autres utilisations.
QFP
Quelle est la différence entre l’inspection AOI et l’inspection par rayons X ?
L'AOI utilise des caméras et un éclairage pour inspecter la surface du circuit imprimé. Elle détecte les problèmes visibles, comme des pièces manquantes ou des soudures défectueuses. L'inspection par rayons X examine l'intérieur du circuit imprimé et détecte les problèmes cachés, comme des fissures ou des espaces vides sous les pièces. Ces deux méthodes contribuent à améliorer les circuits imprimés, mais elles détectent des problèmes différents.
Pourquoi les fabricants utilisent-ils à la fois des inspections manuelles et automatisées ?
L'inspection manuelle est idéale pour les petites cartes ou les cartes spéciales. L'inspection automatisée permet de vérifier de nombreuses cartes rapidement et avec une grande précision. L'utilisation de ces deux méthodes permet de détecter davantage de problèmes et de garantir la qualité des cartes.
Comment l'inspection de la pâte à souder (SPI) aide-t-elle à l'assemblage des PCB ?
Le SPI vérifie la quantité et l'emplacement de pâte à braser sur la carte. Cette étape prévient les points faibles, les circuits ouverts et les courts-circuits. Une bonne couverture de pâte à braser renforce et fiabilise les connexions.
Quelles normes guident l’inspection et les tests des PCB ?
Les normes industrielles telles que IPC-A-600, IPC-6012 et JEDEC définissent les règles de qualité des circuits imprimés. Ces règles indiquent aux fabricants les points à vérifier et comment mesurer les problèmes. Leur respect garantit la sécurité et la fiabilité des circuits imprimés.



