Tu tableta robusta con certificación IP68 superó la prueba de laboratorio. Pero eso no es lo mismo que sobrevivir en un almacén logístico. Entre una prueba de inmersión estática IEC 60529 y un centro de distribución de cadena de frío que funciona las 24 horas del día, los 7 días de la semana, existe una brecha lo suficientemente grande como para arruinar un programa, y la mayoría de los ingenieros de los fabricantes de equipos originales solo la descubren después de las pruebas PVT (Procesamiento, Verificación y Prueba).
Aquí te explicamos exactamente cómo. Wonderful PCB Diseñamos una tableta 5G de 10.1 pulgadas, resistente a tres golpes, para su implementación en almacenes de gran volumen, y analizamos qué salió mal durante el proceso.
1. Descripción general del proyecto
El cliente operaba una red logística de nivel 1: centros de distribución de alto volumen e instalaciones de cadena de frío para el manejo de alimentos y productos farmacéuticos. Sus tabletas robustas de uso doméstico presentaban fallas en menos de 90 días en el almacén. Las pantallas se agrietaban, los sellos goteaban tras el paso de camiones refrigerados y la conexión Wi-Fi se interrumpía cerca de las estanterías metálicas.
El encargo era específico: construir una tableta Android 5G robusta de 10 pulgadas capaz de soportar vibraciones en montacargas, caídas de hormigón, fluctuaciones térmicas diarias desde -25 °C en congeladores hasta 55 °C en interiores de remolques, y entornos Wi-Fi 6/LTE privados de alta densidad dentro de edificios de 500 000 pies cuadrados con estanterías de acero. Requería certificación de impermeabilidad IP68, resistencia a caídas MIL-STD-810H, módulo de escaneo de código de barras, NFC, GPS y una batería mínima de 8,000 mAh. Disponibilidad de componentes garantizada durante 5 a 7 años.
Lo que siguió fueron 14 meses desde la concepción del proyecto hasta la producción en masa, y tres momentos que casi acabaron con el programa.
2. Requisitos del cliente y especificaciones técnicas
Objetivos funcionales:
- Pantalla FHD de 10.1 pulgadas con brillo legible incluso con guantes y luz solar
- Módulo escáner de código de barras 2D integrado, NFC, GPS
- LTE con opción de 5G sub-6GHz.
- Android con modo quiosco y compatibilidad con actualizaciones OTA empresariales.
- Compatibilidad con sistemas de gestión de almacenes y ERP.
Objetivos medioambientales:
- IP68: Inmersión a 1.5 m durante 30 minutos, según IEC 60529.
- Resistencia a caídas según la norma MIL-STD-810H: 1.5 m sobre hormigón, en múltiples orientaciones.
- Temperatura de funcionamiento: de −20 °C a 60 °C
- Ciclos de alta humedad, vibración según el perfil de montaje de la carretilla elevadora
Objetivos de la cadena de suministro:
- Ciclo de vida del componente de 5 a 7 años
- SoC de grado industrial con BSP de Android probado
- Calificación de segundo proveedor para circuitos integrados de memoria y administración de energía.
El cumplimiento de la cadena de frío añadió un nivel que la mayoría de los programas omiten: los requisitos de la FSMA y el HACCP para palés de alimentos y productos farmacéuticos implican tolerancia cero a la entrada de agua. Una sola unidad con fugas en una flota conlleva el reemplazo completo. Este factor de costo influyó en cada decisión de sellado posterior.
3. Arquitectura del sistema y selección de la plataforma
La evaluación del SoC se redujo a dos caminos: una plataforma industrial Snapdragon de Qualcomm y una solución de chipset para tabletas robustas de MediaTek.
La opción de MediaTek ofrecía plazos de entrega más cortos y un menor coste de la lista de materiales. Qualcomm se impuso en tres factores clave para esta implementación: estabilidad de RF en entornos con múltiples rutas densas, compromisos de soporte a largo plazo para el BSP de Android y una cadena de suministro de segunda fuente consolidada para un ciclo de vida de entre 5 y 7 años.
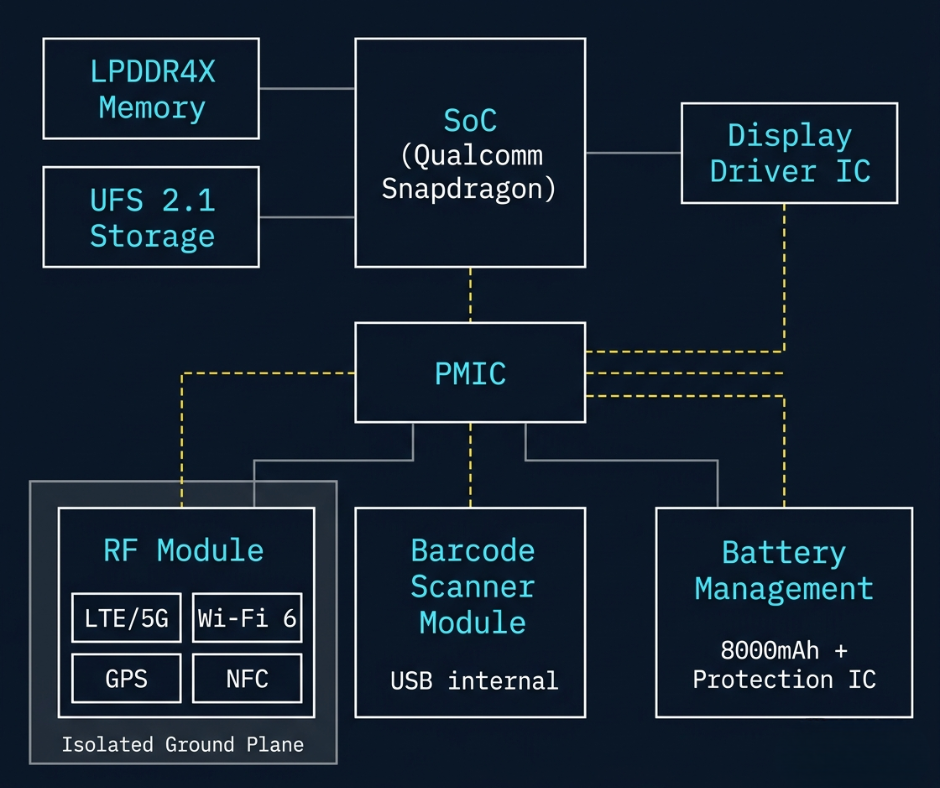
Arquitectura de bloques de hardware Se organizó en torno a cinco subsistemas:
El SoC controlaba el controlador de pantalla, la pila de memoria y el PMIC. El módulo de RF se ubicaba en una zona separada de la placa de circuito impreso con su propio plano de tierra. El módulo escáner de código de barras se conectaba internamente mediante USB con una partición de firmware dedicada. La batería de 8,000 mAh utilizaba un circuito integrado de protección de grado industrial con estabilización de voltaje de arranque en frío hasta -20 °C, un requisito indispensable para el funcionamiento en la cámara frigorífica.
La placa de circuito impreso HDI de 8 capas implementó un enrutamiento de impedancia controlada en pares diferenciales, una coincidencia de longitud DDR con una precisión de ±0.1 mm y un aislamiento completo del plano de alimentación entre los dominios de RF y lógicos. Nada de esto es inusual.
Lo que se volvió inusual fue lo que sucedió cuando se dejó caer todo el conjunto desde cierta altura.
4. Ingeniería de PCB y RF de HDI
4.1 El fallo de la placa de circuito impreso que nadie incluye en la hoja de datos
Entre DVT y PVT, este programa casi muere por algo que no aparece en ninguna hoja de datos de componentes: Agrietamiento de la unión de soldadura BGA causado por la flexión del chasis durante las pruebas de caída.
Cuando una carcasa reforzada con magnesio impacta contra un suelo de hormigón desde 1.5 a 2 metros de altura, no se rompe. Se flexiona lo justo. El marco de aleación de magnesio fundido a presión tiene un módulo de elasticidad de aproximadamente 45 GPa. Ante un impacto en una esquina, se deforma ligeramente, transfiriendo la tensión de cizallamiento directamente a la placa de circuito impreso (PCB) a lo largo de las líneas de alta tensión: raíles de alimentación, pares diferenciales de alta velocidad y almohadillas de conexión de la batería. A -20 °C, el laminado FR-4 se vuelve quebradizo. Esta combinación crea un riesgo inminente de rotura en el BGA.
El equipo instrumentó unidades DVT en vivo con microgafas de tensión adheridas directamente a la PCB en las zonas sospechosas. Se dejaron caer sobre un yunque de hormigón y se registró la microdeformación en tiempo real. Las lecturas máximas alcanzaron entre 800 y 1,200 µε en algunas zonas, muy por encima del umbral de 500 µε a partir del cual el encapsulado BGA comienza a perder adherencia tras repetidos impactos.

La solución no provino de una hoja de datos. Se logró añadiendo refuerzos de acero inoxidable de 0.2 mm y resina epoxi en las esquinas únicamente en los paquetes sometidos a mayor tensión, y luego reposicionando los soportes internos de los tornillos para crear una jaula de tensión que limitara la torsión del chasis a menos de 0.3°. Estos datos se encuentran en un registro interno del proceso. No los encontrará en ningún informe de prueba MIL-STD-810H.
Las herramientas PVT bloquean la geometría de la carcasa. Una revisión de la carcasa a mitad de la fase implica la necesidad de nuevas herramientas de fabricación, lo que supone entre 6 y 12 semanas y un coste de entre 50 000 y 150 000 dólares. Detectar este problema durante la DVT en lugar de la PVT marcó la diferencia entre un retraso y el reinicio del programa.
4.2 Estabilidad de RF en una carcasa reforzada con metal
La teoría considera la interferencia de radiofrecuencia en carcasas reforzadas con metal como un problema de ubicación de antenas y plano de tierra. En un almacén logístico, esa teoría se desmorona.
El chasis metálico y el marco de magnesio crean una cavidad resonante. Sus modos de resonancia varían con la temperatura a medida que la carcasa se dilata, con el agarre del operador debido a que la capacitancia de la mano desintoniza el plano de tierra, y con el entorno a medida que una carretilla elevadora o una estantería metálica en movimiento modifican el perfil de trayectorias múltiples. La simulación predice el rendimiento en espacio libre. No predice qué sucede cuando un operador sostiene la tableta robusta en posición vertical mientras se encuentra entre estanterías metálicas de 8 metros y una carretilla elevadora pasa a 3 metros.
En ese escenario, las bandas Wi-Fi 6 y 4G experimentan cambios nulos de 8 a 15 dB. El rendimiento MIMO de LTE/5G se desploma porque ambas antenas sufren desvanecimiento no correlacionado que ninguna red de adaptación de un solo puerto puede solucionar. Los datos de campo de las unidades desplegadas mostraron consistentemente Un rango efectivo entre un 25 % y un 40 % menor que el de las mediciones en cámara anecoica.
Las soluciones requerían la sintonización interna de la antena FPC en múltiples orientaciones y condiciones de carga, el blindaje de RF se podía diseñar alrededor del PMIC para reducir la contribución de EMI, y la optimización del plano de tierra se validó en condiciones reales de almacén, no solo en una cámara de RF. Las pruebas de cumplimiento de FCC y CE se realizaron después de la sintonización en condiciones de campo, no antes.
5. Ingeniería estructural de tres pruebas
5.1 Impermeabilidad IP68: El verdadero modo de fallo
He aquí el error que cometen la mayoría de los ingenieros de fabricantes de equipos originales (OEM) respecto a la clasificación IP68: La junta no es donde falla en el campo.
La prueba de inmersión IEC 60529 es estática: temperatura ambiente, sin cambios de presión, 30 minutos. Una unidad de cadena de frío en un almacén experimenta algo completamente diferente. La robusta tableta se calienta a 55–70 °C dentro de un remolque durante la carga diurna. El aire interno se expande y se ventila a través de microconductos. Luego pasa a una cámara frigorífica a -25 °C. La carcasa se contrae. El aire interno se enfría y crea un vacío de -5 a -15 kPa. Ese vacío atrae el agua hacia adentro, pasando por una junta que parece perfectamente intacta al desmontarla; porque la falla no es la junta, sino la deflexión de la pared de la carcasa de 0.1–0.2 mm bajo presión negativa.
Los análisis posteriores al desmontaje muestran juntas impecables con rastros de agua en el punto más bajo de la carcasa o alrededor de las juntas de las puertas de los puertos. La junta pasó la prueba. La carcasa se flexionó.
La contramedida: Una membrana microtranspirable Gore calibrada con clasificación IP68 que permite el paso de un flujo de aire de 0.5 a 1 ml/min, además de un mapeo de presión mediante análisis de elementos finitos (FEA) para mantener la deflexión de la pared por debajo de 0.05 mm. Sin la membrana transpirable, incluso las juntas de fluorosilicona de alta calidad fallan en 6 a 18 meses de uso en cadena de frío.

Arquitectura de sellado adicional:
- Juntas de silicona dobles en todas las uniones de la carcasa.
- Membrana acústica impermeable en los puertos de altavoz y micrófono.
- Puerto USB Tipo-C sellado con tapa protectora.
- Igualación de presión únicamente a través del respiradero calibrado.
5.2 Resistencia a las caídas: El problema de los 37–42°
El método 516.7 de la norma MIL-STD-810H especifica caídas con cara plana y orientación aleatoria. La hipótesis de ingeniería original del equipo era que las esquinas reforzadas de magnesio, junto con las nervaduras internas de absorción de impactos, distribuirían la carga del impacto y lograrían una tasa de supervivencia superior al 95 % a 1.5 m.
Los datos de la cámara de alta velocidad de DVT contaban una historia diferente. Con un ángulo de impacto de entre 37° y 42°, la tasa de supervivencia se redujo al 42%.
En ese ángulo, el vector de impacto se alineó simultáneamente con el tramo más largo de PCB sin soporte y la unión del conjunto de celdas de la batería. El primer fallo se produjo en la caída número 18, frente a una previsión de más de 200.
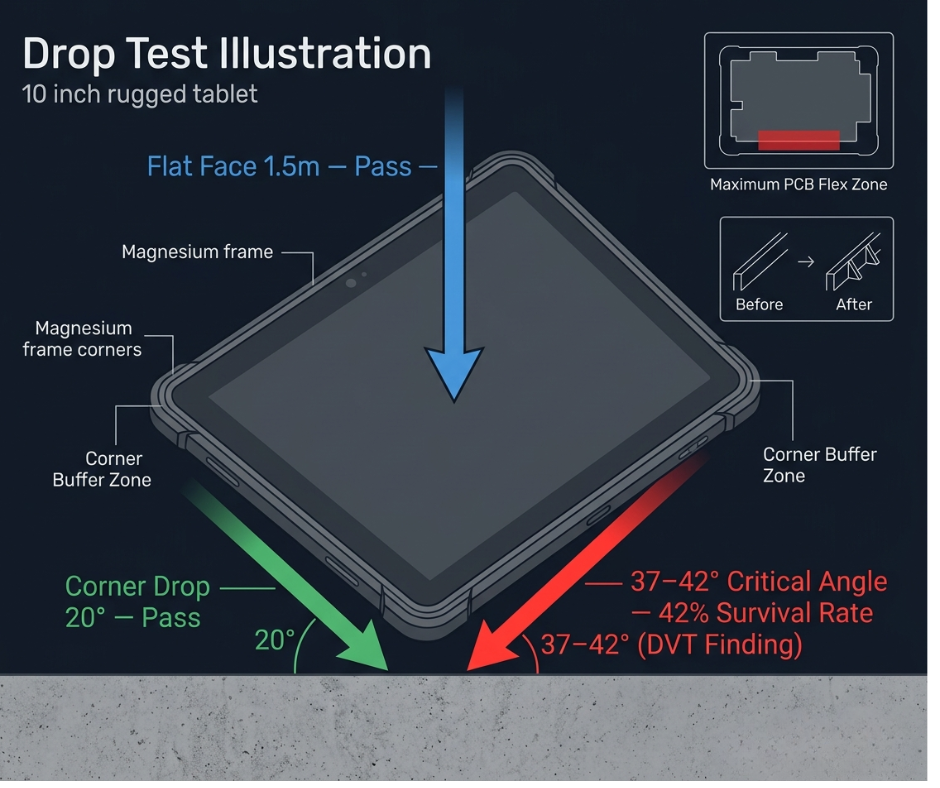
Ninguna simulación predijo esa ventana angular específica porque las pruebas de superficie plana MIL-STD-810H no la someten a pruebas de tensión y el análisis de elementos finitos genérico utiliza suposiciones de cuerpo rígido que no tienen en cuenta el acoplamiento dinámico de la placa de circuito impreso.
La solución requirió añadir nervaduras internas y modificar el temple de la aleación de magnesio. Esta revisión de la carcasa se realizó dos semanas antes de la congelación de la prueba PVT. Costosa, pero viable. Lo que la hizo viable fue la instrumentación con cámara de alta velocidad durante la prueba DVT, no un informe de fallos de campo posterior a la prueba PVT.
Se añadieron al diseño final un sistema de montaje flotante para la placa base y refuerzos en las esquinas. Antes de la aprobación PVT, se volvió a ejecutar la simulación de vibraciones con el perfil de montaje para montacargas.
6. Ingeniería térmica y energética
Una tableta robusta y sellada que transmite continuamente en 5G bajo la luz directa del sol representa un problema de gestión del calor, sin una vía de escape evidente. No tiene ventilador ni ventilación. El calor tiene que salir por algún lado.
La ruta térmica: lámina de grafito a través del SoC y el módulo de RF → disipador de cobre → conducción a través del subchasis de magnesio → disipación a través de la superficie de la carcasa exterior. Se realizó una simulación térmica antes de cortar cualquier herramienta, mapeando las temperaturas de la unión bajo la carga combinada más desfavorable: 60 °C de temperatura ambiente, datos LTE continuos, pantalla con brillo máximo.
La batería de 8,000 mAh requería un circuito integrado de protección de grado industrial con estabilización de arranque en frío. A -20 °C, la resistencia interna de la celda de litio aumenta bruscamente. Sin una gestión de voltaje de arranque en frío, el dispositivo no arranca o consume una corriente de pulso peligrosa al encenderse en una cámara frigorífica. Esto no es una función adicional, sino un requisito operativo básico para la cadena de frío que los circuitos integrados genéricos de gestión de baterías para el consumidor no contemplan.
7. Personalización de software e integración industrial
La personalización de Android se centró en tres requisitos empresariales: bloqueo del modo quiosco para el funcionamiento exclusivo del WMS, compatibilidad con la gestión de dispositivos móviles empresariales para la aplicación de políticas en toda la flota y capacidad de actualización remota OTA, fundamental para un despliegue de entre 10,000 y 50,000 unidades donde las actualizaciones físicas del firmware son operativamente imposibles.
La integración de WMS y ERP requirió que el módulo de escáner de código de barras expusiera un perfil de teclado HID estándar, así como una API SDK directa, compatible tanto con plataformas WMS heredadas como con sistemas de almacén modernos basados en REST. La compatibilidad con redes privadas LTE y Wi-Fi 6E se validó con los planes de frecuencia específicos utilizados en los centros de distribución del cliente, y no solo con un punto de acceso de laboratorio.
8. Creación de prototipos y validación
EVT Centrado en la puesta en marcha del SoC, la medición de RF en placa desnuda, la validación del subsistema de alimentación y el análisis térmico. Aún no hay carcasa. Objetivo: detectar errores de diseño antes de invertir en herramientas.
TVP Colocar el dispositivo completo en la carcasa final o casi final. Aquí es donde apareció la falla por caída de 37–42°. Donde se realizó el mapeo de galgas extensométricas. Donde se identificó el modo de entrada de vacío mediante ciclos combinados de temperatura y presión, no la prueba estática IEC. Medición RF OTA en una cámara anecoica, luego en un entorno de almacén real. Ciclos de batería en todo el rango de −20 °C a 60 °C.
PVT Validación de la capacidad del proceso de producción, no del diseño. Colocación de BGA de paso fino SMT, inspección por rayos X para detectar huecos en encapsulados críticos, optimización del perfil de reflujo. Validación del proceso de ensamblaje impermeable, incluyendo la secuencia de par de apriete en dos etapas y el tiempo de permanencia en un entorno controlado.
Las pruebas de fiabilidad incluyeron:
- Se volvió a probar la resistencia a la inmersión IP68 después de 500 caídas acumuladas para comprobar la integridad del sellado en condiciones extremas.
- Ciclos de temperatura: de -20 °C a 70 °C, 200 ciclos, según EN 60068-2-14
- Cámara de humedad a 85 °C/85 % HR
- Vida útil del puerto de carga: 10,000 ciclos de inserción en el conector USB-C sellado.
- Validación de la precisión del escáner de código de barras en todo el rango de temperatura de funcionamiento.
9. Producción en masa y control de calidad
El ensamblaje SMT se realizó con colocación de BGA de paso fino e inspección por rayos X en cada panel. El perfil de reflujo se ajustó específicamente para el ensamblaje mixto: paquetes estándar junto con las zonas de encapsulado BGA identificadas durante el mapeo de tensión DVT.
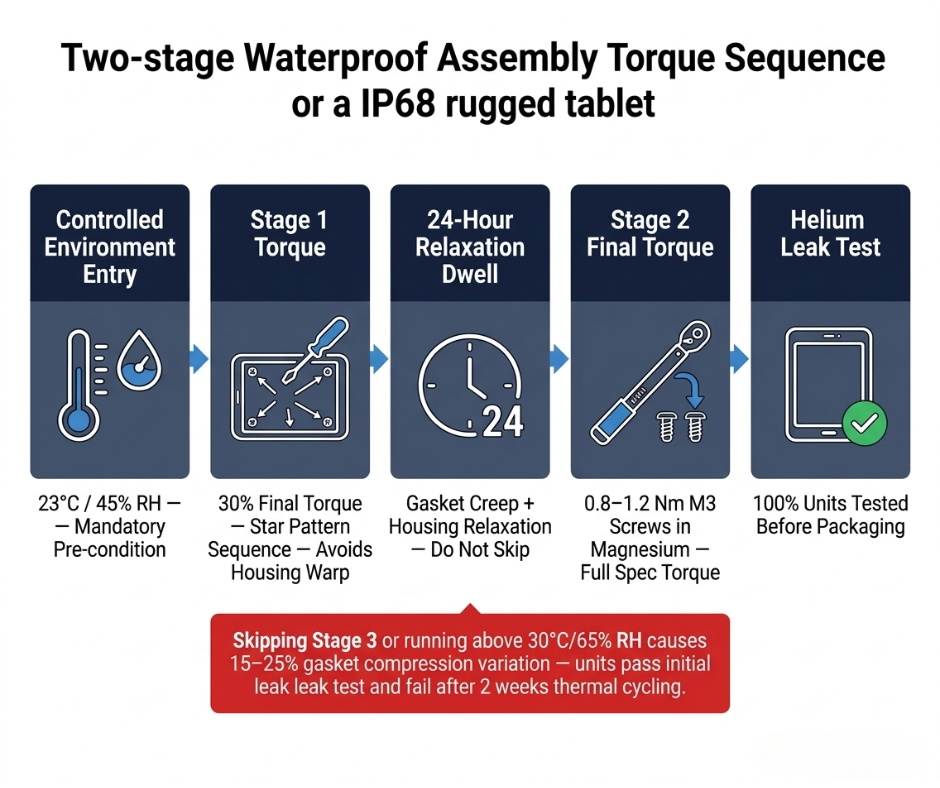
El proceso de ensamblaje impermeable es donde se originan la mayoría de los fallos de volumen.y todo se reduce a un paso que nunca aparece en un dibujo:
Par de apriete en dos etapas más un periodo de relajación de 24 horas a 23 °C / 45 % de humedad relativa.
Primero, los técnicos aprietan todos los tornillos perimetrales al 30 % de la especificación final siguiendo un patrón en estrella. Luego, esperan 24 horas para que el elastómero de la junta y el material de la carcasa se expandan y se relajen. Finalmente, aplican el par de apriete final, que suele ser de 0.8 a 1.2 Nm para tornillos M3 de magnesio. Si se omite el período de relajación o se realiza el proceso a 35 °C y 70 % de humedad relativa, se produce una variación del 15 % al 25 % en la compresión de la junta. Las unidades fabricadas de esta manera superan la prueba de fugas de helio y fallan después de dos semanas de ciclos térmicos.
Ese proceso se encuentra documentado internamente para viajeros tras la fuga del primer lote de 200 unidades del DVT.
No aparece en ningún plano técnico. Los técnicos de línea lo aprenden por las malas, o no se enteran hasta que llega la información de la garantía del cliente.
Prueba de fugas antes del embalaje. Fijación con par controlado mediante herramientas calibradas. Control del curado del adhesivo en el perímetro de la pantalla. Unión UV. Cada unidad.
10. Desafíos y soluciones de ingeniería
| Desafío | Riesgo técnico | Solución: | Resultado |
| Agrietamiento de BGA bajo flexión del chasis | Fallo de la junta de soldadura a −20 °C | Mapeo de flexión con galgas extensométricas + reposicionamiento de las nervaduras de la jaula de tensión + unión de esquinas con epoxi | Superó la prueba MIL-STD-810H de caída en DVT |
| Entrada de vacío después del ciclo térmico | Fallo del sello IP68 en el campo | Membrana transpirable Gore calibrada + mapeo de deflexión de pared mediante análisis de elementos finitos (FEA) | Cero fallos de entrada en una prueba de entorno combinado de 500 ciclos. |
| Fallo catastrófico con ángulo de caída de 37–42° | 42% de supervivencia frente al 95% previsto. | Revisión de las nervaduras de la carcasa + cambio de temple del magnesio + montaje flotante de la placa de circuito impreso | Superó los 200 lanzamientos en todas las orientaciones. |
| Desplazamientos nulos de RF en almacén de metal | Pérdida de alcance del 25 al 40 % en comparación con la cámara | Diseño de antenas FPC con ajuste, validación en condiciones de campo y blindaje. | LTE/Wi-Fi 6 estable en un entorno con montacargas y estanterías. |
| Variación de compresión de la junta en el montaje | Fallo del sello después del ciclo térmico | Par de torsión en dos etapas + relajación de 24 h a temperatura controlada de 23 °C/45 % HR | Compresión constante, cero fugas en PVT |
| Fallo en el arranque en frío a −20 °C | Dispositivo que no arranca en la bahía del congelador | Circuito integrado de protección de batería de grado industrial con estabilización de voltaje de arranque en frío. | Arranque fiable en todo el rango de temperaturas de -20 °C a 60 °C. |
11. Resultados del proyecto e impacto en el mercado
El programa dio en el clavo en todos los aspectos:
- Certificación IP68 según IEC 60529, revalidada después de 500 caídas acumuladas.
- El método 516.7 de la norma MIL-STD-810H se aplicó a todas las orientaciones de caída, incluida la ventana de 37–42°.
- Se confirma un funcionamiento estable en un rango de temperatura de -20 °C a 60 °C, incluyendo la implementación de la bahía de congelación de la cadena de frío.
- Conectividad Wi-Fi 6 y LTE privada validada en entornos de almacén reales con carga completa de estanterías de acero y montacargas.
- Se logró un volumen de producción en masa con el rendimiento previsto y cero fallos de ensamblaje impermeables (actualización posterior al proceso).
Implementado en una red de logística de nivel 1 (3PL). Entre el 60 % y el 70 % de las unidades se instalaron en soportes para montacargas, y entre el 20 % y el 30 % se utilizaron de forma portátil en las cámaras frigoríficas. Los datos de disponibilidad de la flota a los 9 meses no mostraron fallas de campo relacionadas con la certificación IP68, el indicador más importante cuando el cumplimiento de la cadena de frío exige cero entrada de agua alrededor de las paletas de alimentos y productos farmacéuticos.
12. Conclusión
La clasificación IP68 en una hoja de especificaciones y la clasificación IP68 después de 500 caídas en una cámara frigorífica a -25 °C son dos afirmaciones diferentes. La diferencia entre ellos radica en el diseño de PCB con mapeo de tensión, membranas de ventilación calibradas, ventanas de relajación de ensamblaje de 24 horas y ajuste de RF realizado en un almacén real, no solo en una cámara. Eso es lo que Wonderful PCB Aporta a los programas OEM y ODM de tabletas robustas industriales: la profundidad de ingeniería que mantiene su dispositivo en funcionamiento más allá del período de garantía.
Wonderful PCB gestiona programas OEM y ODM de tabletas robustas de ciclo completo, desde la arquitectura de hardware y HDI PCB Diseño mediante producción en masa certificada y análisis de fallos en campo. Póngase en contacto con nuestro equipo de ingeniería para hablar sobre sus necesidades de desarrollo de tabletas industriales.