Twój wytrzymały tablet IP68 przeszedł test laboratoryjny. To nie to samo, co przetrwanie w magazynie logistycznym. Między statycznym testem zanurzeniowym IEC 60529 a centrum dystrybucji z łańcuchem chłodniczym działającym 24 godziny na dobę, 7 dni w tygodniu, istnieje luka na tyle duża, że może zablokować program — a większość inżynierów OEM znajduje ją dopiero po PVT.
Oto dokładnie jak Wonderful PCB zaprojektował 10.1-calowy tablet 5G o trzech zabezpieczeniach przeznaczony do obsługi dużych magazynów i co tak naprawdę poszło nie tak po drodze.
1. Przegląd projektu
Klient zarządzał siecią logistyczną Tier 1 – centrami dystrybucji o dużej przepustowości oraz chłodniami obsługującymi transport żywności i produktów farmaceutycznych. Ich istniejące, wytrzymałe tablety klasy konsumenckiej ulegały awarii w ciągu 90 dni na hali magazynowej. Pękały ekrany. Uszczelki przeciekały po przejechaniu ciężarówki chłodniczej. Zanik Wi-Fi w pobliżu metalowych regałów.
Zlecenie było konkretne: zbudować 10-calowy, wytrzymały tablet z Androidem 5G, który wytrzyma wibracje podczas montażu na wózku widłowym, upadki z betonu, codzienne wahania temperatury od -25°C w zamrażarkach do 55°C we wnętrzach przyczep, a także gęste sieci Wi-Fi 6 / prywatne LTE w stalowych budynkach o powierzchni 46 000 metrów kwadratowych. Posiada klasę wodoodporności IP68, odporność na upadki z MIL-STD-810H, moduł skanera kodów kreskowych, NFC, GPS i baterię o pojemności co najmniej 8,000 mAh. Dostępność komponentów gwarantowana przez 5–7 lat.
Od koncepcji do masowej produkcji minęło 14 miesięcy — i były to trzy momenty, które niemal zakończyły program.
2. Wymagania klienta i specyfikacje techniczne
Cele funkcjonalne:
- 10.1-calowy wyświetlacz FHD z obsługą w rękawiczkach i jasnością umożliwiającą czytanie w świetle słonecznym
- Zintegrowany moduł skanera kodów kreskowych 2D, NFC, GPS
- LTE z opcjonalnym 5G sub-6GHz
- Android z trybem kiosku i obsługą aktualizacji OTA dla przedsiębiorstw
- System zarządzania magazynem i kompatybilność z ERP
Cele środowiskowe:
- IP68: zanurzenie na głębokość 1.5 m przez 30 minut, zgodnie z normą IEC 60529
- Odporność na upadek z MIL-STD-810H: 1.5 m na beton, w różnych orientacjach
- Temperatura pracy: od −20°C do 60°C
- Cykle o wysokiej wilgotności, wibracje na każdy profil mocowania wózka widłowego
Cele łańcucha dostaw:
- Cykl życia podzespołów 5–7 lat
- SoC klasy przemysłowej ze sprawdzonym systemem Android BSP
- Kwalifikacja z drugiego źródła dotycząca układów scalonych pamięci i zarządzania energią
Zgodność z łańcuchem chłodniczym dodała element pomijany przez większość programów: wymogi FSMA i HACCP dotyczące palet spożywczych i farmaceutycznych oznaczają zerową tolerancję na przenikanie wody. Jedna nieszczelna jednostka we flocie powoduje konieczność całkowitej wymiany. Ten czynnik kosztowy ukształtował każdą decyzję dotyczącą uszczelnienia w dalszej części łańcucha.
3. Architektura systemu i wybór platformy
Ocena SoC sprowadzała się do dwóch ścieżek: przemysłowa platforma Snapdragon firmy Qualcomm i rozwiązanie oparte na chipsecie MediaTek do wytrzymałego tabletu.
Rozwiązanie MediaTek charakteryzowało się krótszym czasem realizacji i niższym kosztem BOM. Qualcomm wygrał w trzech czynnikach, które miały większe znaczenie dla tego wdrożenia: stabilności RF w gęstych środowiskach wielościeżkowych, długoterminowych zobowiązaniach do obsługi Android BSP oraz ugruntowanym łańcuchu dostaw z drugiego źródła, zapewniającym wymagany cykl życia wynoszący 5–7 lat.
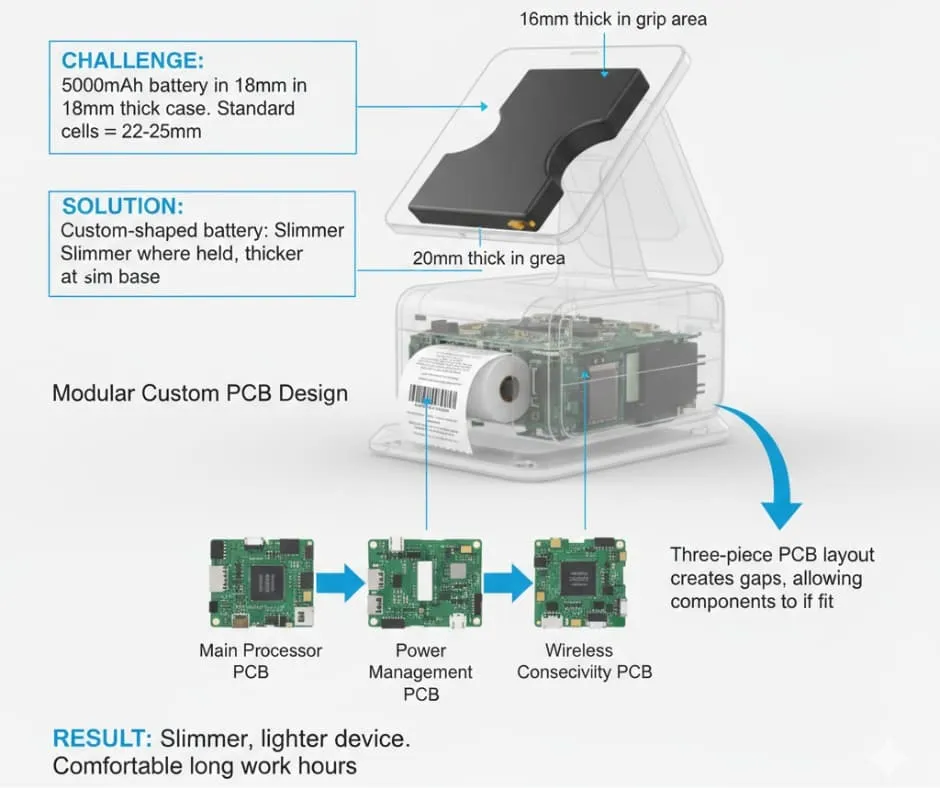
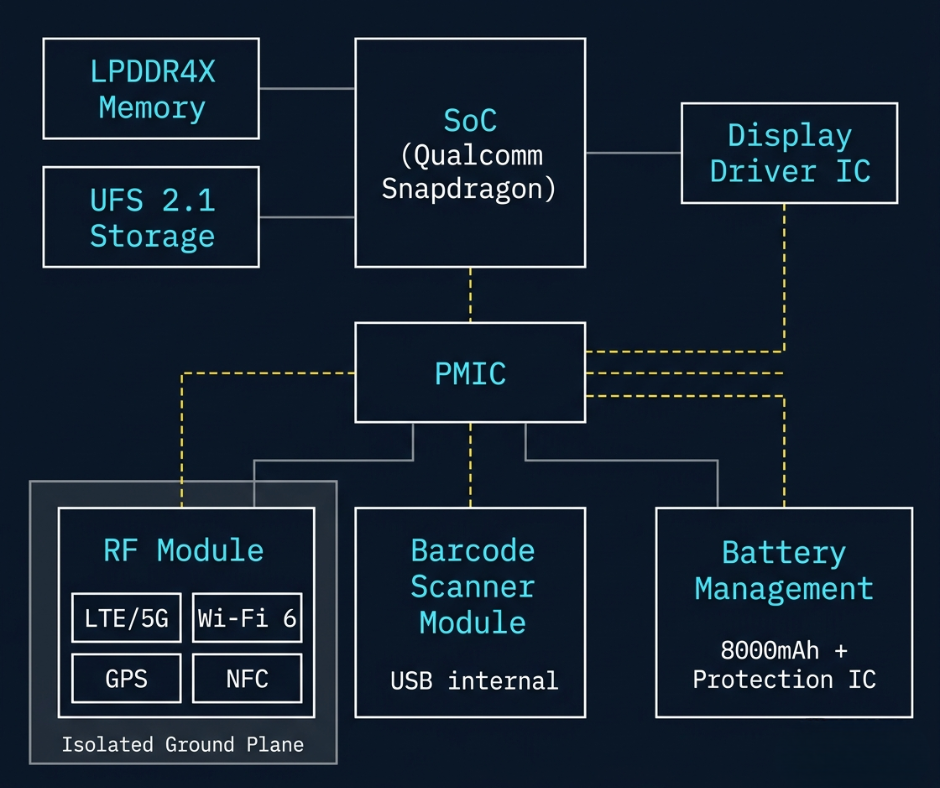
Architektura bloku sprzętowego została zorganizowana wokół pięciu podsystemów:
Układ SoC sterował sterownikiem wyświetlacza, stosem pamięci i układem PMIC. Moduł RF znajdował się w osobnej strefie płytki PCB z własną płaszczyzną uziemienia. Moduł skanera kodów kreskowych był podłączony wewnętrznie przez USB z dedykowaną partycją oprogramowania układowego. W stosie baterii o pojemności 8,000 mAh zastosowano przemysłowy układ zabezpieczający ze stabilizacją napięcia zimnego startu do −20°C – co jest niezbędne w przypadku pracy w komorze zamrażarki.
8-warstwowa płytka drukowana HDI PCB charakteryzowała się kontrolowanym trasowaniem impedancji na parach różnicowych, dopasowaniem długości DDR z dokładnością ±0.1 mm oraz pełną izolacją płaszczyzny mocy między domeną RF a domeną logiczną. Nic w tym niezwykłego.
Niezwykłe było to, co się działo, gdy cały zespół zrzucono z wysokości.
4. Inżynieria PCB i RF HDI
4.1 Wada PCB, której nikt nie umieszcza w karcie katalogowej
Pomiędzy DVT i PVT program ten niemal przestał działać z powodu czegoś, co nie pojawia się w żadnej karcie katalogowej komponentu: Pękanie połączeń lutowanych BGA spowodowane ugięciem obudowy podczas testu upuszczania.
Kiedy obudowa wzmocniona magnezem uderza w betonową podłogę z wysokości 1.5–2 m, nie pęka. Ugina się – tylko w minimalnym stopniu. Rama z odlewanego ciśnieniowo stopu magnezu ma moduł sprężystości około 45 GPa. Pod wpływem uderzenia w narożnik odkształca się nieznacznie, przenosząc naprężenia ścinające bezpośrednio na płytkę PCB wzdłuż linii wysokiego napięcia: szyn zasilających, szybkich par różnicowych, pól stykowych baterii. W temperaturze −20°C laminat FR-4 staje się kruchy. To połączenie jest pęknięciem BGA, które tylko czeka na swój czas.
Zespół zinwentaryzował działające jednostki DVT za pomocą mikroczujników tensometrycznych przymocowanych bezpośrednio do płytki PCB w podejrzanych strefach. Umieścili je na betonowym kowadle i rejestrowali mikronaprężenia w czasie rzeczywistym. Szczytowe odczyty osiągnęły lokalnie 800–1,200 µε – znacznie powyżej progu 500 µε, przy którym niedopełnienie BGA zaczyna tracić przyczepność pod wpływem wielokrotnych uderzeń.

Rozwiązanie problemu nie pochodzi z arkusza danych. Powstało to dzięki dodaniu usztywnień ze stali nierdzewnej o grubości 0.2 mm i żywicy epoksydowej w narożnikach tylko w obudowach o najwyższym naprężeniu, a następnie przesunięciu wewnętrznych występów śrubowych w celu stworzenia klatki naprężeniowej, która ograniczyła skręcenie podwozia do poniżej 0.3°. Dane te znajdują się w wewnętrznym rejestrze procesów. Nie znajdziesz ich w żadnym raporcie z testów MIL-STD-810H.
Narzędzia PVT blokują geometrię obudowy. Rewizja obudowy w połowie etapu oznacza konieczność zastosowania nowych, twardych narzędzi – trwających od 6 do 12 tygodni i kosztujących od 50 000 do 150 000 dolarów. Wykrycie tego w DVT zamiast w PVT stanowiło różnicę między opóźnieniem a ponownym rozpoczęciem programu.
4.2 Stabilność RF w obudowie wzmocnionej metalem
Teoria traktuje częstotliwości radiowe w obudowach wzmocnionych metalem jako problem rozmieszczenia anten i płaszczyzny uziemienia. W magazynie logistycznym ta teoria rozpada się.
Metalowa obudowa i magnezowa rama tworzą wnękę rezonansową. Jej tryby zmieniają się wraz z temperaturą, rozszerzając się wraz z chwytem operatora, ponieważ pojemność dłoni rozstraja płaszczyznę uziemienia, oraz wraz z otoczeniem, gdy poruszający się wózek widłowy lub stalowy regał zmieniają profil wielościeżkowy. Symulacja przewiduje wydajność w wolnej przestrzeni. Nie przewiduje ona jednak, co się stanie, gdy operator trzyma wytrzymały tablet w orientacji pionowej, stojąc między 8-metrowymi stalowymi regałami, a wózek widłowy przejeżdża w odległości 3 metrów.
W tym scenariuszu pasma Wi-Fi 6 i 4G wykazują przesunięcia zerowe rzędu 8–15 dB. Przepustowość LTE/5G MIMO spada, ponieważ obie anteny napotykają nieskorelowane zaniki sygnału, których nie jest w stanie naprawić żadna sieć dopasowująca pojedynczy port. Dane terenowe z wdrożonych jednostek konsekwentnie wskazywały Zakres efektywny jest o 25–40% niższy niż w przypadku komór bezechowych.
Rozwiązania wymagały wewnętrznego dostrojenia anteny FPC w różnych orientacjach i warunkach obciążenia, ekranowania RF można zaprojektować w oparciu o PMIC, aby zredukować wpływ EMI, oraz optymalizacji płaszczyzny uziemienia zweryfikowanej w rzeczywistych warunkach magazynowych — a nie tylko w komorze RF. Testy zgodności z FCC i CE przeprowadzono po dostrojeniu w warunkach terenowych, a nie przed.
5. Trójdowodowa inżynieria konstrukcyjna
5.1 Wodoodporność IP68: Prawdziwy powód awarii
Oto, co większość inżynierów OEM myli w kwestii IP68: uszczelka nie jest tym elementem, który zawodzi w terenie.
Test zanurzeniowy zgodnie z normą IEC 60529 jest statyczny — temperatura pokojowa, bez zmian ciśnienia, 30 minut. Jednostka chłodnicza w magazynie doświadcza czegoś zupełnie innego. Wytrzymały tablet nagrzewa się do 55–70°C wewnątrz naczepy podczas załadunku w ciągu dnia. Powietrze wewnątrz rozszerza się, uchodzi przez mikrokanały. Następnie trafia do komory zamrażarki o temperaturze −25°C. Obudowa kurczy się. Powietrze wewnątrz schładza się i wytwarza próżnię o ciśnieniu od −5 do −15 kPa. Ta próżnia wciąga wodę do środka, przechodząc przez uszczelkę, która wygląda na idealnie nienaruszoną po demontażu — ponieważ przyczyną nie jest uszczelka, a ugięcie ścianek obudowy o 0.1–0.2 mm pod wpływem podciśnienia.
Sekcje zwłok wykazały nienaruszone uszczelki z widocznymi śladami wody w najniższym punkcie obudowy lub wokół szwów w drzwiach portu. Uszczelka przeszła. Obudowa się wygięła.
Środek zaradczy: Skalibrowana membrana Gore Micro-Dipper o stopniu ochrony IP68, przepuszczająca powietrze o przepływie 0.5–1 ml/min, oraz mapowanie ciśnienia metodą elementów skończonych (FEA) w celu utrzymania ugięcia ścianek poniżej 0.05 mm. Bez membrany Dipper nawet wysokiej jakości uszczelki fluorosilikonowe ulegają uszkodzeniu po 6–18 miesiącach użytkowania w warunkach chłodniczych.

Dodatkowa architektura uszczelniająca:
- Podwójne uszczelki silikonowe na wszystkich łączeniach obudowy
- Wodoodporna membrana akustyczna na portach głośnika i mikrofonu
- Uszczelniony port USB typu C z drzwiczkami ochronnymi
- Wyrównanie ciśnienia tylko poprzez skalibrowany odpowietrznik
5.2 Odporność na upadek: problem 37–42°
Norma MIL-STD-810H, metoda 516.7, określa upadki z płaskiej powierzchni i w przypadkowej orientacji. Pierwotne założenie inżynieryjne zespołu: wzmocnione narożniki magnezowe i wewnętrzne żebra amortyzujące miałyby rozprowadzać obciążenie uderzeniowe i zapewniać ponad 95% przeżywalności z wysokości 1.5 m.
Dane z szybkiej kamery DVT przedstawiły zupełnie inny obraz. Przy kącie uderzenia wynoszącym dokładnie 37–42° wskaźnik przeżywalności spadł do 42%.
Pod tym kątem wektor uderzenia zbiegł się jednocześnie z najdłuższym niepodpartym odcinkiem płytki PCB i szwem ogniw baterii. Pierwsza awaria nastąpiła przy upadku z wysokości 18 stopni – w porównaniu z przewidywanymi ponad 200 stopniami.
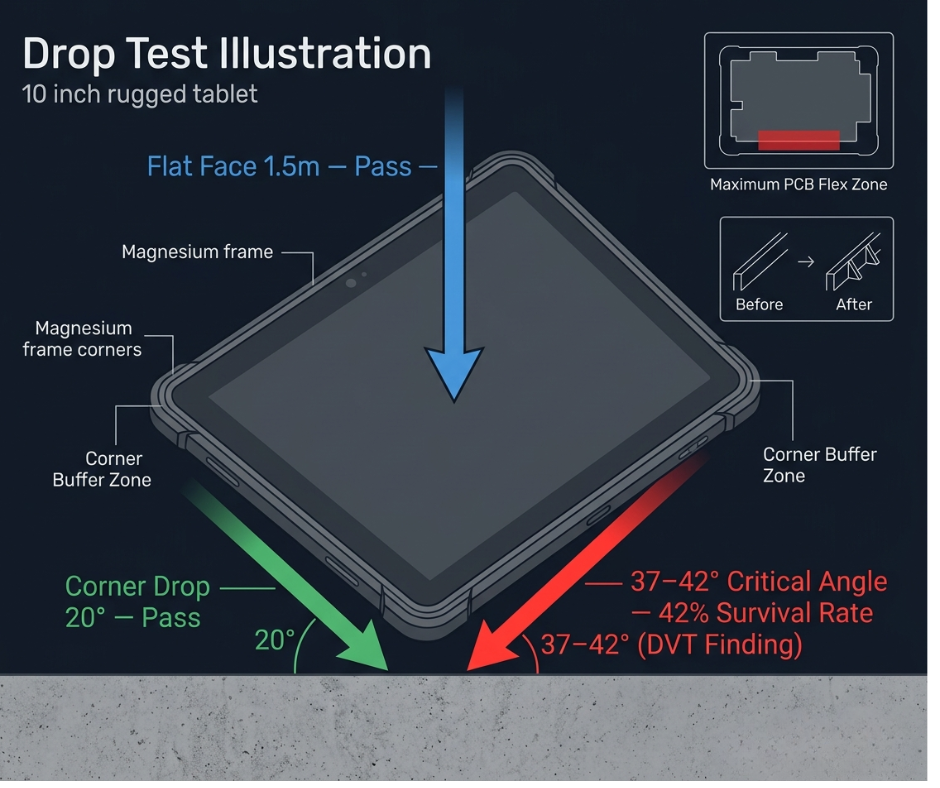
Nikt nie przewidział tego konkretnego okna kątowego, ponieważ testy powierzchni płaskich zgodne z normą MIL-STD-810H nie obejmują testów wytrzymałościowych, a ogólna analiza elementów skończonych (FEA) opiera się na założeniach dotyczących bryły sztywnej, które pomijają dynamiczne sprzężenie PCB.
Naprawa wymagała dodania wewnętrznego użebrowania i zmiany hartowania stopu magnezu. To była rewizja obudowy na dwa tygodnie przed zamarznięciem PVT. Kosztowna, ale do przeżycia. To, co pozwoliło jej przetrwać, to instrumentacja kamery szybkoobrotowej podczas DVT, a nie raport z awarii po PVT.
Do ostatecznego projektu dodano pływające mocowanie płyty głównej i wzmocnienie zderzaka narożnego. Przed zatwierdzeniem przez PVT przeprowadzono ponownie symulację drgań profilu montażowego wózka widłowego.
6. Inżynieria cieplna i energetyczna
Uszczelniony, wytrzymały tablet, działający w trybie ciągłym w technologii 5G w bezpośrednim świetle słonecznym, ma problem z odprowadzaniem ciepła, ponieważ nie ma wyraźnej drogi odpływu. Nie ma wentylatora. Nie ma otworu wentylacyjnego. Ciepło musi gdzieś uchodzić.
Ścieżka termiczna: warstwa grafitu na SoC i module RF → miedziany rozpraszacz → przewodzenie przez magnezową ramę pomocniczą → rozpraszanie na zewnętrznej powierzchni obudowy. Symulacja termiczna została przeprowadzona przed wykonaniem jakichkolwiek narzędzi, odwzorowując temperatury złączy przy najgorszym możliwym obciążeniu: temperatura otoczenia 60°C, ciągłe dane LTE, ekran o pełnej jasności.
Akumulator o pojemności 8,000 mAh wymagał przemysłowego układu zabezpieczającego z funkcją stabilizacji napięcia podczas zimnego startu. W temperaturze −20°C rezystancja wewnętrzna ogniwa litowego gwałtownie wzrasta. Bez funkcji zarządzania napięciem podczas zimnego startu urządzenie albo nie uruchamia się, albo pobiera niebezpieczny prąd impulsowy podczas rozruchu w komorze zamrażarki. To nie jest funkcja. To podstawowe wymaganie operacyjne dla wdrożeń w łańcuchu chłodniczym, którego nie spełniają standardowe układy scalone do zarządzania baterią przeznaczone dla konsumentów.
7. Dostosowywanie oprogramowania i integracja przemysłowa
Dostosowanie systemu Android uwzględniało trzy wymagania przedsiębiorstwa: blokadę trybu kiosku w celu zapewnienia dedykowanej obsługi WMS, zgodność zarządzania urządzeniami mobilnymi w przedsiębiorstwie w celu wdrożenia polityki w całej flocie oraz możliwość zdalnej aktualizacji OTA — co jest kluczowe w przypadku wdrożenia obejmującego 10 000–50 000 jednostek, w którym fizyczne aktualizacje oprogramowania sprzętowego są niemożliwe ze względów operacyjnych.
Integracja WMS i ERP wymagała, aby moduł skanera kodów kreskowych udostępniał standardowy profil klina klawiatury HID, a także bezpośrednie API SDK, obejmujące zarówno starsze platformy WMS, jak i nowoczesne systemy magazynowe oparte na REST. Obsługa prywatnych sieci LTE i Wi-Fi 6E została zweryfikowana w oparciu o konkretne plany częstotliwości stosowane w centrach dystrybucyjnych klienta — a nie tylko w oparciu o punkt dostępowy w laboratorium.
8. Prototypowanie i walidacja
EVT Skupiono się na uruchomieniu SoC, pomiarach RF na płytce drukowanej, walidacji podsystemu zasilania i profilowaniu termicznym. Brak jeszcze obudowy. Cel: znalezienie błędów projektowych przed zainwestowaniem w oprzyrządowanie.
DVT Umieścić całe urządzenie w obudowie finalnej lub prawie finalnej. To właśnie tam nastąpił upadek z wysokości 37–42°. To tutaj nastąpiło mapowanie tensometrów. To tutaj tryb ingresji próżni został zidentyfikowany poprzez połączone cykle temperaturowe i ciśnieniowe – a nie poprzez test statyczny IEC. Pomiar RF OTA w komorze bezechowej, a następnie w rzeczywistych warunkach magazynowych. Cykle ładowania akumulatora w pełnym zakresie temperatur od −20°C do 60°C.
PVT Zweryfikowana zdolność procesu produkcyjnego, a nie projekt. Montaż SMT z drobnym skokiem elementów BGA, kontrola rentgenowska pustych przestrzeni w newralgicznych pakietach, optymalizacja profilu lutowania rozpływowego. Walidacja procesu montażu wodoodpornego, obejmująca dwuetapową sekwencję momentu obrotowego i kontrolowany czas postoju.
Testy niezawodności obejmowały:
- Ponownie przetestowano zanurzenie IP68 po 500 upadkach, aby sprawdzić integralność uszczelnienia w warunkach niewłaściwego użytkowania
- Cykle temperaturowe: od −20°C do 70°C, 200 cykli, zgodnie z normą EN 60068-2-14
- Komora wilgotnościowa 85°C/85% RH
- Żywotność portu ładowania: 10 000 cykli wkładania w uszczelnionym złączu typu C
- Weryfikacja dokładności skanera kodów kreskowych w całym zakresie temperatur roboczych
9. Produkcja masowa i kontrola jakości
Montaż SMT obejmował precyzyjne osadzanie układów BGA z kontrolą rentgenowską każdego panelu. Profil reflow został specjalnie dostosowany do montażu mieszanego – standardowych obudów oraz stref niedopełnienia BGA zidentyfikowanych podczas mapowania naprężeń DVT.
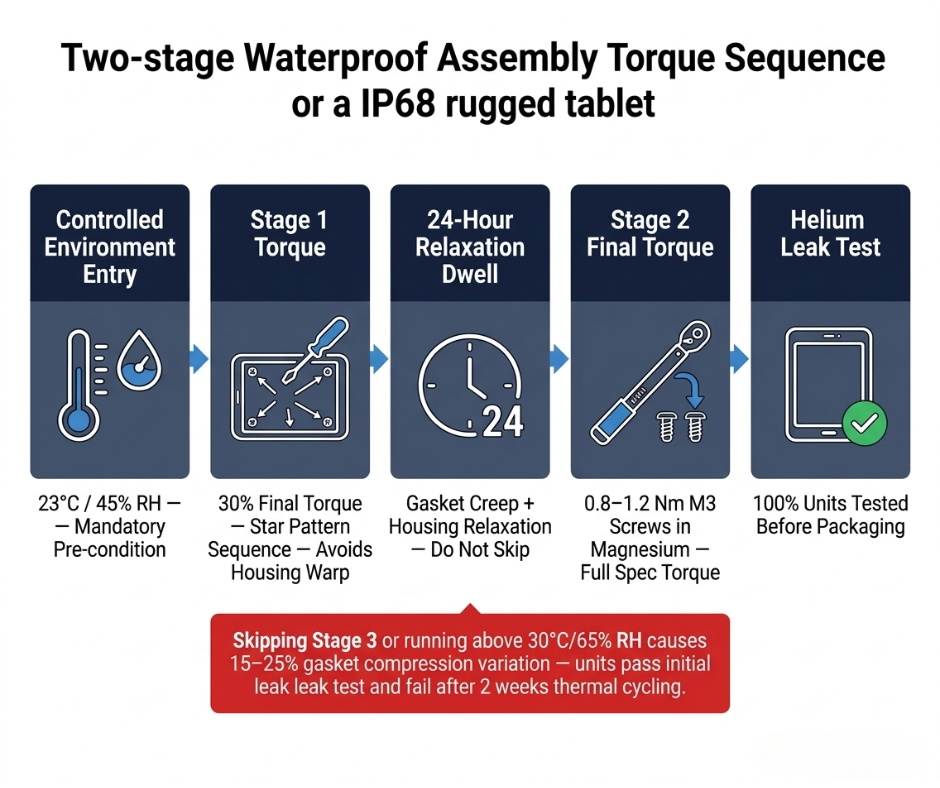
Proces montażu wodoodpornego jest przyczyną większości usterek głośnościi sprowadza się do jednego kroku, który nigdy nie pojawia się na rysunku:
Dwuetapowy moment obrotowy plus 24-godzinne okno relaksacyjne przy 23°C / 45% wilgotności względnej.
Technicy najpierw dokręcają wszystkie śruby obwodowe momentem 30% ostatecznej specyfikacji, wykonując ruch gwiaździsty. Następnie odczekują 24 godziny, aż elastomer uszczelki i materiał obudowy ulegną pełzaniu i rozluźnieniu. Następnie nakładają ostateczny moment obrotowy – zazwyczaj 0.8–1.2 Nm dla śrub M3 z magnezu. Pominięcie okna relaksacji lub przeprowadzenie procesu w temperaturze 35°C i wilgotności względnej 70% powoduje wahania kompresji uszczelki rzędu 15–25%. Urządzenia zbudowane w ten sposób przechodzą test szczelności z użyciem helu i ulegają awarii po dwóch tygodniach cykli termicznych.
Informacje o tym procesie zapisano w wewnętrznym dokumencie podróżnego po wycieku pierwszej partii 200-jednostkowej DVT.
Nie pojawia się na żadnym rysunku technicznym. Technicy liniowi uczą się tego na własnej skórze albo dopiero po otrzymaniu danych gwarancyjnych od klienta.
Test szczelności przed pakowaniem. Kontrolowany moment dokręcania za pomocą skalibrowanych narzędzi. Monitorowanie utwardzania kleju na obwodzie wyświetlacza, wiązanie UV. Każda jednostka.
10. Wyzwania i rozwiązania inżynieryjne
| Opis projektu | Ryzyko techniczne | Rozwiązanie | Wynik |
| Pękanie BGA pod giętką obudową | Zniszczenie połączenia lutowanego w temperaturze −20°C | Mapowanie ugięcia tensometru + repozycjonowanie żeber klatki naprężeniowej + łączenie narożne żywicą epoksydową | Spadek zakrzepicy żył głębokich zgodny z normą MIL-STD-810H |
| Wnikanie próżni po cyklu termicznym | Uszkodzenie uszczelki IP68 w terenie | Skalibrowana membrana odpowietrzająca Gore'a + mapowanie ugięcia ścianki metodą elementów skończonych | Zero błędów wejściowych w 500-cyklowym teście środowiskowym |
| Katastrofalna awaria przy kącie spadku 37–42° | 42% przeżycia w porównaniu z przewidywanymi 95% | Rewizja żebrowania obudowy + zmiana hartowania magnezu + montaż płytki PCB | Ponad 200 spadków we wszystkich orientacjach |
| Zmiany RF w magazynie metalowym | 25–40% strata zasięgu w porównaniu z komorą | Strojenie anteny FPC + walidacja w warunkach terenowych + możliwość zaprojektowania ekranowania | Stabilne LTE/Wi-Fi 6 w pełnym środowisku wózka widłowego/regału |
| Zmiana stopnia kompresji uszczelki podczas montażu | Uszkodzenie uszczelnienia po cyklu termicznym | Dwuetapowy moment obrotowy + 24-godzinna relaksacja przy kontrolowanej temperaturze 23°C/45% wilgotności względnej | Stała kompresja, brak przecieku przy PVT |
| Awaria zimnego startu w temperaturze −20°C | Urządzenie nie uruchamia się w zamrażarce | Układ scalony zabezpieczający akumulator klasy przemysłowej ze stabilizacją napięcia przy zimnym starcie | Niezawodny but w pełnym zakresie temperatur od −20°C do 60°C |
11. Wyniki projektu i wpływ na rynek
Program osiągnął każdy cel:
- Certyfikat IP68 zgodnie z normą IEC 60529, ponownie potwierdzony po 500 łącznych upadkach
- Metoda MIL-STD-810H 516.7 przeszła wszystkie orientacje zrzutu, w tym okno 37–42°
- Potwierdzono stabilną pracę w zakresie temperatur od −20°C do 60°C, w tym wdrożenie w komorze mroźni z łańcuchem chłodniczym
- Łączność Wi-Fi 6 i prywatna łączność LTE sprawdzona w rzeczywistych środowiskach magazynowych z pełnym załadunkiem na regałach stalowych i załadunkiem za pomocą wózka widłowego
- Osiągnięto masową wielkość produkcji przy docelowej wydajności i zerowej liczbie awarii montażu wodoodpornego po aktualizacji programu Post-Process-Traveler
Wdrożono w sieci 3PL Tier-1. 60–70% jednostek montowanych na pojazdach na wózkach widłowych, 20–30% przenośnych w chłodniach. Dane dotyczące sprawności floty po 9 miesiącach nie wykazały żadnych usterek w terenie związanych z IP68 – parametru, który ma największe znaczenie, gdy zgodność z łańcuchem chłodniczym wymaga zerowego wnikania wody wokół palet z żywnością i produktami farmaceutycznymi.
12. Wniosek
IP68 w karcie specyfikacji i IP68 po 500 upadkach w zamrażarce o temperaturze −25°C to dwa różne stwierdzenia. Różnica między nimi to projekt PCB z mapą naprężeń, skalibrowane membrany odpowietrzające, 24-godzinne okna relaksacji montażu i strojenie RF wykonywane w prawdziwym magazynie – a nie tylko w komorze. Wonderful PCB wnosi do programów OEM i ODM przemysłowych tabletów wzmocnionych: dogłębną wiedzę inżynieryjną, która pozwala utrzymać urządzenie w dobrym stanie po okresie gwarancyjnym.
Wonderful PCB realizuje pełne cykle programów OEM i ODM dla wytrzymałych tabletów — od architektury sprzętowej i PCB HDI Projektowanie poprzez certyfikowaną produkcję masową i analizę usterek w terenie. Skontaktuj się z zespołem inżynierów, aby omówić swoje wymagania dotyczące rozwoju tabletów przemysłowych.