リフローはんだ付け工程は、部品をプリント基板(PCB)に接続する際に用いられます。この工程では、はんだペーストを加熱して溶かします。溶けたペーストが部品を所定の位置に保持します。多くの企業がプリント基板の実装にリフローはんだ付け工程を採用しています。小型部品に適しており、正確な結果が得られます。また、自動化にも適しています。リフローはんだ付け工程には複数のステップがあります。まず、はんだペーストを塗布します。次に、部品を配置します。次に、基板を予熱します。その後、基板を浸漬します。次に、はんだをリフローします。最後に、基板を冷却します。欠陥や新しい技術に注意する必要があります。ツームストーン(はんだ立ち)やパッドの浮きなどの問題が発生する可能性があります。
リフローはんだ付け工程でよく見られる欠陥を以下に示します。
欠陥の種類 | 詳細説明 |
|---|---|
コンポーネントシフト | 加熱中に部品が動くため、リードとパッドが揃いません。 |
墓石 | チップの片方の端が浮き上がり、もう片方の端ははんだ付けされたままです。これは加熱ムラが原因で発生します。 |
スキップされたはんだ | パッドまたはリード線にはんだ付けしないでください。断線の原因となります。 |
リフトパッド | 過度の熱やストレスにより銅パッドが PCB から剥がれてしまいます。 |
ブローホール/ピンホール | はんだ接合部に閉じ込められたガスによる小さな穴。これらの穴により接合部が弱くなります。 |
汚染/化学物質残留物 | 残った化学物質は金属を損傷し、回路に問題を引き起こす可能性があります。 |
はんだ接合部の破損 | はんだ接合部は熱変化や振動により割れます。 |
断線 | 曲げや衝撃により、はんだ接合部でワイヤーが破損します。 |
熱損失 | 熱が逃げやすいため、はんだ接合部が十分に温まりません。これにより、適切なはんだ付けができなくなります。 |
PCBアセンブリにおけるリフローはんだ付けプロセス
リフローはんだ付けプロセスとは何ですか?
リフローはんだ付け工程は、部品をプリント基板(PCB)に取り付ける際に使用します。まず、パッドにはんだペーストを塗布します。ペーストは加熱前に部品を固定します。次に、部品を基板上にセットします。パッドと部品が合っていることを確認します。その後、リフロー炉でPCBを加熱します。はんだペーストが溶けてパッドと部品が接合されます。冷却後、基板に問題がないか確認します。この工程により、強固で良好なはんだ接合部が得られます。
リフローはんだ付けプロセスの主な手順:
ステンシルを使用して PCB パッドの上にはんだペーストを置きます。
ボードの上にパーツを置いて並べます。
リフロー炉で PCB を加熱し、はんだペーストを溶かして部品を接合します。
ボードに問題がないか確認し、正常であることを確認します。
PCB にリフローはんだ付けを使用する理由
プリント基板にリフローはんだ付け工程を選択するのは、小型で繊細な部品に適しているためです。この方法は熱をより適切に制御できるため、部品を保護します。リフローはんだ付けは、 表面実装技術(SMT)これは新しいPCBアセンブリでよく使用されます。リフローはんだ付けとウェーブはんだ付けを見てみると、いくつかの大きな違いがわかります。
側面 | リフローはんだ付け | ウェーブはんだ付け |
|---|---|---|
動作原理 | 部品は PCB 上に載せられ、はんだペーストはリフロー炉内で加熱されます。 | 部品が付いた PCB はウェーブはんだ付け機に移動し、そこではんだウェーブが使用されます。 |
使用シナリオ | 主に SMT アセンブリに使用されます。 | 主にスルーホール(THT)アセンブリに使用されます。 |
はんだ付けのニーズ | 熱を制御してより優れた溶接を実現します。 | 大量の熱が発生するため、敏感な部分が傷つく可能性があります。 |
はんだ付けの複雑さ | より複雑な機械と制御が必要です。 | セットアップが簡単で、溶接設定を変更するだけです。 |
優位性 | SMT に最適で、熱ショックが少なく、必要な作業者も少なくて済みます。 | 時間を節約し、コストを削減し、強力なはんだ接合部を形成します。 |
主なメリット
リフローはんだ付けプロセスを使用すると、多くの利点が得られます。
熱と冷却が制御されるため、はんだ接合部がきれいで均一になります。
一度にたくさんの PCB を作成できるため、作業がより速く、より良くなります。
機械が作業を行うので、人間のミスが減り、修正する必要も減ります。
良好なリフローはんだ付けにより、電気や保持部品に対して強固な滑らかな接合部が実現します。
熱を変えて窒素を使うと、問題が減り、より良いボードが得られます。
これらの利点により、リフローはんだ付けプロセスは新しい PCB アセンブリに最適な選択肢となります。
リフローはんだ付けプロセスの段階
リフローはんだ付け工程には多くのステップがあります。それぞれのステップは、PCB上で強固な接続を確立するのに役立ちます。すべてのステップに従うことで、問題を防ぎ、組み立てをより良くすることができます。
はんだペーストアプリケーション
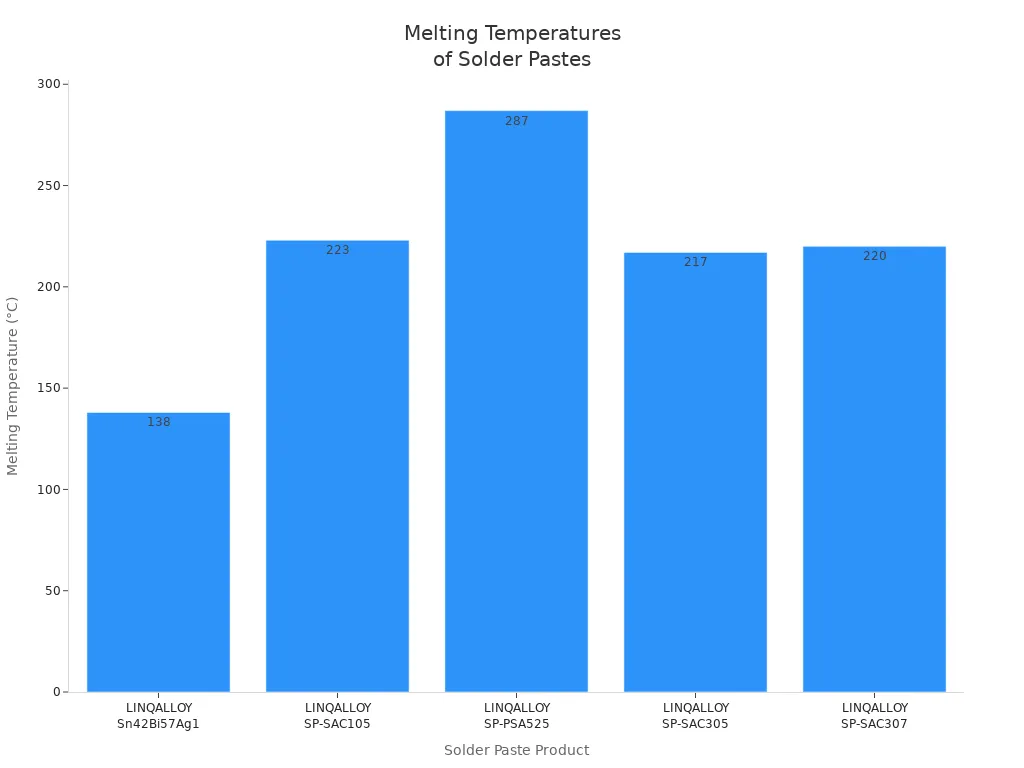
まず、プリント基板にはんだペーストを塗布します。ペーストには微細な金属片とフラックスが含まれています。加熱前に表面実装部品やその他の部品を固定します。ステンシルを使用して、必要なパッドにのみペーストを塗布します。はんだペーストの種類によって、作業の進み具合や仕上がりの質が変わります。以下に、はんだペースト製品とその効果をまとめた表を示します。
製品 | 詳細説明 | 合金 | 粒度分布 | 粘度(mPA.s) | 融点 | 貯蔵寿命 |
|---|---|---|---|---|---|---|
リンカロイ Sn42Bi57Ag1 | LEDアセンブリ用低共晶はんだペースト | Sn42Bi57Ag1 | タイプ3、4 | – | 138°C | 6℃で5ヶ月 |
リンカロイ SP-SAC105 | 表面実装技術 (SMT) 向けに設計された鉛フリーはんだペースト | SAC105 | タイプ3、4、5 | 200 | 223°C | 6℃で5ヶ月 |
リンカロイ SP-PSA525 | 目詰まりのないディスペンシングダイアタッチプロセス向けに設計された高鉛はんだペースト | Pb92.5Sn5Ag2.5 | タイプ3、4、5 | 130 – 170 | 287°C | 6℃で5ヶ月 |
リンカロイ SP-SAC305 | 表面実装技術 (SMT) 向けに設計された鉛フリーはんだペースト | SAC305 | タイプ3、4 | 160 – 230 | 217°C | 6℃で5ヶ月 |
リンカロイ SP-SAC307 | 表面実装技術 (SMT) 向けに設計された鉛フリーはんだペースト | SAC307 | タイプ3、4、5 | 190 – 230 | 220°C | 6℃で5ヶ月 |
はんだペーストには、さまざまなフラックス タイプを選択することもできます。
ロジンベースのフラックスには天然ロジンが使用され、特別なクリーナーが必要です。
水溶性フラックスは有機物を使用し、水または他の洗剤で洗い流します。
ノークリーンフラックスはほとんど何も残らないので、清潔な場所に最適です。
適切なはんだペーストとフラックスを選択すると、良好な接合部と強力なはんだ付けが得られます。
PCB上の部品配置
はんだペーストを塗布した後、部品をプリント基板に取り付けます。この作業は非常に慎重に行う必要があります。部品を間違った位置に取り付けると、接合部が弱くなったり、問題が発生したりする可能性があります。ほとんどの工場では、機械を使ってはんだ付けを行っています。 表面実装部品を配置する 部品の実装も行います。これらの機械は非常に正確です。例えば、実装システムの精度は±0.001インチ以内でなければなりません。XY許容差は通常±0.2mmです。また、各部品のリード線がパッドを覆っていることも確認する必要があります。IPC-A-610およびJ-STD-001の規則では、少なくとも半分のオーバーラップが必要とされており、長期間の使用が求められる基板の場合は最大4分の3までオーバーラップさせる必要がある場合もあります。
部品を0.1mmずらすといった小さなミスでも、はんだ付け不良やショートの原因となる可能性があります。PCBを正常に動作させるには、すべての部品の向きと位置を必ず確認してください。
予熱と浸漬
次に、プリント基板をリフロー炉に入れて予熱と加熱を行います。基板と部品をゆっくりと温め、はんだ付けの準備を整えます。このステップで熱衝撃を防ぎ、フラックスが効きやすくなります。使用する熱量ははんだペーストによって異なります。標準範囲は以下の表をご覧ください。
はんだの種類 | 予熱温度範囲 | 浸漬温度範囲 |
|---|---|---|
有鉛 | 25 ℃〜150 ℃ | 150 ℃〜200 ℃ |
無鉛の | 180°Cまで | 180 ℃〜220 ℃ |
通常、予熱は120℃~160℃に設定します。ソーク段階は160℃~180℃です。鉛フリーはんだ付けの場合は、予熱を150℃~190℃に設定し、ソークを217℃程度にします。温度を適切に制御することで、はんだペーストが均一に溶け、問題を回避できます。
リフローステージ
リフロー段階は最も重要な部分です。PCBを加熱して はんだペーストが溶ける パッドと部品間の接合を強固にします。ここでは温度プロファイルが非常に重要です。適切な最高温度に達し、適切な時間維持する必要があります。熱が高すぎると部品が損傷したり、ひび割れが生じたりする可能性があります。熱が不足すると、はんだが完全に溶けず、接合部が弱くなります。
最高温度とその温度を維持する時間によって、はんだ接合の品質が変わります。
長時間保持すると材料が分解され、故障の可能性が高くなります。
強くて安全な接合部を得るためには、熱を注意深く監視する必要があります。
冷却
リフロー後、プリント基板を冷却する必要があります。冷却により、はんだ接合部は硬く強固になります。熱衝撃を防ぎ、部品の安全性を確保するには、冷却速度を適切に制御する必要があります。最適な冷却速度は毎秒3~6℃です。冷却が遅すぎると、はんだの粒子が大きくなり、接合部が弱くなります。一方、冷却が速すぎると、部品が曲がったり、接合部にひびが入ったりする可能性があります。
ヒント:冷却速度を一定に保つことで、はんだ接合部が強固になり、プリント基板の品質が向上します。問題を防ぐために、冷却工程には常に注意してください。
リフローはんだ付け工程のあらゆるステップは、PCBアセンブリをスムーズに動作させるために重要です。はんだペースト、部品の配置、熱管理、冷却に注意を払えば、強固な接合部を形成し、よくある問題を未然に防ぐことができます。
PCBの利点
精度と自動化
リフローはんだ付けは、 部品を非常に正確に配置する機械は必要な場所にのみはんだペーストを塗布します。これは、小さな部品が多数搭載された基板に適しています。オーブンは温度を一定に保つため、部品が過度に熱くなったり冷たくなったりすることはありません。これにより、ミスを防ぎ、強固な接続を実現できます。はんだブリッジを作らずに、細いリードを持つ小型部品を追加できます。自動化では、ピックアンドプレース機を使用して部品を基板に取り付けます。これらの機械は高速で動作し、エラーもほとんど発生しません。専用の検査機で問題箇所を検出します。これにより、基板が適切に製造されているかどうかを確認できます。
はんだペーストは小さな部品の必要な場所に正確に塗布されます
安定した熱はストレスを止め、ミスを減らす
ピックアンドプレースマシンは部品を正しい位置に配置する
検査機は問題を早期に発見する
拡張性
リフローはんだ付けは、多数の基板を素早く製造できます。数千枚の基板が必要な場合は、機械を使うことで作業を迅速化できます。この工程は、大量生産にも、少量生産にも使用できます。基板を多く製造すれば、1枚あたりのコストは削減されます。リフローが基板製造にどのように役立つかを示した表を以下に示します。
拡張性 | 10,000以上のボードに適しています | 少量生産または1,000枚未満のボードに対応 |
|---|---|---|
生産速度 | 機械でより速く | 遅く、手作業で行われることが多い |
ユニットあたりのコスト | たくさん作ると安くなる | 少数だけ作ると高くなる |
柔軟性
リフローは、様々な基板設計に対応します。特に表面実装技術(SMT)に最適です。基板に直接部品を実装できるため、異なる種類のパッケージを一度に実装できます。そのため、リフローは、細心の注意を要する新しい電子機器に最適です。両面に部品を搭載した基板を製作したり、1つの工程で複数の種類の部品を混在させたりすることも可能です。
ヒント: リフローはんだ付けを使用すると、多数の部品と狭いスペースのあるボードを設計できます。
信頼性の向上
リフローはんだ付けにより 強くて安全な関節オーブンは適切な温度を保ち、良好な接続を実現します。熱衝撃試験で基板をテストすることもできます。この試験では、温度変化に対して接合部の強度が維持されるかどうかを確認します。接合部の層が薄いほど強度が増しますが、層が厚すぎると接合部が破損する可能性があります。リフローはんだ付けは層を薄く保つことができるため、基板の寿命が長くなります。
熱衝撃試験は接合部の強度を確認する
接合部の薄い層がより良い
安定した加熱と冷却により強固な接続が実現
リフローはんだ付けにおける欠陥防止
プリント基板を長持ちさせたいなら、リフローはんだ付け時の不具合を防ぐ必要があります。このパートでは、熱制御、はんだペーストの選定、基板のチェック、窒素ガスの使用、そして問題の解決方法を説明します。それぞれのステップが、強固な接続とより高品質な基板の実現に役立ちます。
温度プロファイリング
すべてのステップで温度に注意してください。適切な温度管理は欠陥を防ぎ、PCBを安全に保ちます。基板の温度を確認するには専用のツールを使用します。以下にヒントをいくつかご紹介します。
予熱中はゆっくりと温度を上げてください。昇温速度は毎秒0.5℃~2.0℃の範囲にしてください。これにより熱衝撃が抑えられ、フラックスが作用し始めます。
ソーク段階を150~180℃で60~120秒間保持します。これにより、PCB全体に均一に熱が伝わります。
リフロー段階のピーク温度は、はんだの融点より20~30℃高く設定してください。液相線温度上昇時間(TAL)は30~90秒にしてください。
ボードを毎秒2~4℃の速度で冷却します。これにより、接合部が強固になります。
適切な熱データを取得するには、優れた熱ツールを使用します。
複数のボードをチェックして、オーブンが異なるかどうかを確認します。
結果を安定させるために、プロファイルを頻繁に確認して変更してください。
特別な熱の必要性については、必ずはんだペーストのデータシートをお読みください。
ヒント: 温度を慎重に管理すると、欠陥を防ぎ、PCB を正常に動作させることができます。
はんだペーストとフラックス
プリント基板に最適なはんだペーストとフラックスを選ぶ必要があります。はんだペーストの種類によって、はんだ付けの仕上がり具合や不良発生率が変わります。合金、粉末の種類、微細構造に注目してください。酸化物含有量の少ない球状粉末は、より良好な接合を実現します。はんだペーストは、基板とパッドのサイズに合わせてお選びください。タイプ3からタイプ6の粉末は、様々なパッドサイズに対応し、ブリッジの発生を防ぎます。
はんだペースト印刷においては、様々な要因が不良率に影響を与えます。最も重要な要素を示す表を以下に示します。
レベル | 要因の説明 |
|---|---|
1 | ステンシルの開口部の形状とその作り方 |
2 | はんだペーストのマッチング |
3 | 待ち時間の影響 |
4 | スクイジー素材の選択 |
5 | 印刷機の設定 |
6 | リフローはんだ付け設定 |
適切なフラックスを選ぶことも重要です。ロジン系フラックスは特別な洗浄が必要です。水溶性フラックスは水で洗い流せます。無洗浄フラックスはほとんど残留しません。適切なはんだペーストとフラックスを使用することで、接合部が強固になり、欠陥が少なくなります。
検査方法
問題を早期に発見するには、はんだ付け後にPCBを点検する必要があります。欠陥の発見には様々な方法があります。最も一般的な方法を示した表を以下に示します。
検査方法 | 詳細説明 |
|---|---|
外観検査 | 人々は目で欠陥を探します。 |
自動光学検査(AOI) | カメラとソフトウェアがはんだ不足や不良部品を検出します。 |
X線検査 | PCB 内部のボイドやはんだブリッジなどの隠れた問題を見つけます。 |
機能テスト | 組み立て直後に PCB が動作するかどうかを確認します。 |
AOI(検査)ではカメラを使って部品の欠落や接合不良を見つけます。X線検査ではPCB内部を検査し、亀裂や穴を見つけます。機能検査ではPCBが正常に動作するかを確認します。これらの方法を用いることで、問題が悪化する前に発見することができます。
制御された雰囲気
リフローはんだ付け時に窒素を使用できます。窒素は接合部の品質向上と基板の強度向上に役立ちます。その利点を示す表を以下に示します。
商品説明 | 詳細説明 |
|---|---|
酸化物の形成 | 窒素ははんだ付け中に酸化物を減少させます。 |
濡れ性の改善 | はんだの流れがよくなり、接合部が強くなります。 |
欠陥の削減 | はんだ不良やブリッジなどの問題が少なくなります。 |
フラックス選択の柔軟性 | 空気が制御されるため、より多くのフラックスタイプを使用できます。 |
清掃後の要件 | はんだ付け後の清掃にかかる時間が短縮されます。 |
信頼性の向上 | 窒素中ではんだ付けすると、PCB の寿命が長くなります。 |
注意: リフローはんだ付けで窒素を使用すると、接合部が強くなり、不良率が低下します。
一般的な欠陥と解決策
PCBにトゥームストーン、ブリッジ、ボイドなどの問題が発生する場合があります。適切な手順に従うことで、これらの問題を解決できます。解決策を以下に示します。
ステンシルの開口部をパッドサイズの 80 ~ 90% にして、PCB レイアウトに一致させます。
はんだペーストの量を調整します。小型部品の場合は、ペーストの過剰塗布を防ぐため、ステンシルの厚さを0.1~0.15mmにしてください。
リフロープロファイルを変更します。予熱時の昇温速度を緩やか(1~3℃/秒)に設定し、はんだの急激な溶融を防ぎます。
部品の配置を確認してください。正確な配置には、高性能のピックアンドプレース装置を使用してください。
リフロープロファイルのバランスを調整します。均一な熱を保つために、予熱時間を150~180℃、60~90秒に設定します。
パッドのデザインを統一してください。部品の下のパッドのサイズと形状が同じであることを確認してください。
パッド上のはんだペーストを確認してください。SPIツールを使用して、両方のパッドにペーストが均等に塗布されていることを確認してください。
配置精度を向上させます。ピックアンドプレース機を校正し、部品を±0.05 mm以内に配置します。
以下の手順に従って 一般的な欠陥を止める PCBを良好な状態に保ちましょう。はんだペースト、熱、チェック、窒素を適切に管理することで、強固な接合部と高品質な基板を実現できます。
リフローはんだ付けプロセスにおける革新
新しい技術の登場により、プリント基板の製造方法は絶えず変化しています。リフローはんだ付けは大きく進歩しました。真空リフロー、スマートオーブン、部品の小型化などがその例です。これらの技術革新により、接続性が向上し、基板の寿命も延びます。小型の表面実装部品の使用頻度も高まっています。
真空リフロー
真空リフローでは、特殊なオーブンチャンバーを使用します。このチャンバーは、はんだ付け中に空気とガスを排出します。これにより、はんだ接合部のボイド率を1~2%にまで低減できます。真空リフローにより、接合部はより強固になり、基板内の熱伝導性も向上します。これは自動車や航空機にとって重要です。PCBの寿命が延び、より大きなストレスにも耐えられるようになります。弱点が減れば、性能も向上します。
ヒント:真空リフローは、強固で信頼性の高い接続を実現します。表面実装デバイスに最適です。
スマートオーブン
スマートオーブンは、はんだ付け工程をより細かく制御できます。センサーで温度を常時監視し、問題を早期に発見します。スマートオーブンがどのように欠陥を未然に防ぐかは、以下の表をご覧ください。
障害タイプ | 品質への影響 | 予防のヒント |
|---|---|---|
ヒーター故障 | はんだ付け不良、部品の損傷 | ヒーターをチェックし、リアルタイムアラートを使用する |
コンベアのキャリブレーションドリフト | ブリッジングのような欠陥が増える | 頻繁に調整し、コンベアの速度を追跡する |
熱流出問題 | はんだ付けの不一致、PCBの損傷 | 温度帯に注意し、大きな温度差を避ける |
気流の不一致 | 信頼性の低いはんだ付け、故障の増加 | フィルターを清掃し、熱伝達を測定する |
冷却システムの故障 | さらなる損傷、高額なやり直し | 冷却を清潔に保ち、冷却ゾーンを監視する |
スマートオーブン 温度を±2℃以内に安定させましょう。これにより、良好な結果が得られ、問題も少なくなります。問題を早期に解決することで、時間と費用を節約できます。
PCBアセンブリの小型化
部品の小型化は、PCBアセンブリにも変化をもたらしました。今では小さなパッドと小型の表面実装部品が使用されています。はんだの付着量も小さくなっています。時には、はんだ粒子が1つしか形成されないこともあります。これは接合部の強度低下につながる可能性があります。この問題を解決するには、毎秒2℃以上の冷却速度が必要です。新しいはんだペーストの配合も役立ちます。
より多くの表面実装デバイスが各 PCB に適合します。
はんだペーストのスポットは小さいため、正確な制御が必要です。
ピックアンドプレースマシンは、速度を上げるために 2 つのレーンを使用します。
特に鉛フリーはんだの場合、動作温度は高くなります。
はんだペーストの化学的性質は高熱に合わせて変化しました。
より複雑な基板を構築し、作業をより速く行うことができます。これらの変更により、新しい電子機器のニーズに対応できるようになります。今や、1ミリも無駄になりません。
注:リフロー炉の世界市場は急速に成長しています。これは、これらの新しいアイデアがPCB製造においていかに重要であるかを示しています。
新しい電子機器用の強固なプリント基板を作るには、リフローはんだ付けを使用します。この工程では熱を非常に正確に制御できるため、はんだ接合部が強固になり、トラブルが少なくなります。
注意深い 温度管理 部品を損傷から守ります。
良質のはんだペーストとフラックスは部品の接着を良くします。
ボードを点検し、窒素を使用するとボードの動作時間が長くなります。
スマートオーブンとマシンはミスを防ぐのに役立ちます。
電子機器は小型化が進み、製造が困難になっています。これらの問題を解決し、製品の寿命を延ばすには、リフローはんだ付けを選択する必要があります。
FAQ
リフローはんだ付けの主な目的は何ですか?
リフローはんだ付けは、電子部品を基板に取り付ける際に使用します。この工程では、はんだペーストを溶かして 強いつながり多くのデバイス向けに信頼性が高く高品質なボードを構築するのに役立ちます。
PCB の両面にリフローはんだ付けを使用できますか?
はい、両面リフローはんだ付けが可能です。まず片面をはんだ付けし、次に基板を裏返して同じ工程を繰り返します。この方法は複雑なプリント基板に適しています。
リフローはんだ付け時の不良を防ぐにはどうすればいいですか?
温度プロファイルを管理し、適切なはんだペーストを使用します。また、検査ツールを使って基板の状態を確認します。これらの手順により、 墓石のような一般的な問題 またはブリッジング。
リフローはんだ付けで窒素が使用されるのはなぜですか?
はんだ付け時の酸化を抑えるために窒素を使用します。このガスは接合部をよりきれいにし、欠陥を減らすのに役立ちます。また、窒素ははんだ接合部の強度も向上させます。
リフローはんだ付けとウェーブはんだ付けの違いは何ですか?
表面実装部品にはリフローはんだ付けを使用します。スルーホール部品にはウェーブはんだ付けが最適です。リフローは加熱炉を使用するのに対し、ウェーブはんだ付けは溶融はんだの波を使用します。