PCBアセンブリにおけるはんだ付け温度管理とは、各ステップで熱を注意深く管理することです。これにより、強固なはんだ接合部が作られます。また、繊細な電子部品の安全性も確保されます。熱が高すぎると部品が損傷する可能性があります。一方、熱が低すぎると接続が弱くなる可能性があります。はんだ付けの各ステップでは、綿密な温度管理が必要です。
熱プロファイルステージ | 温度範囲/レート | 所要時間 / 備考 |
|---|---|---|
予熱ゾーン | 1秒あたり3~XNUMX℃ | 熱衝撃を防ぐためにゆっくり加熱する |
浸漬ゾーン | 温度は同じまま | フラックスが効くまで60~120秒 |
リフローゾーン | 235~250°Cピーク | はんだペーストが溶けて強力な接合部を形成する |
冷却ゾーン | 3秒あたり10~XNUMX℃ | 問題を防ぐためにゆっくり冷やす |
これらの手順に従えば、PCB アセンブリのはんだ付け温度制御によりボードが安全に保たれ、正常に動作します。
主要なポイント(要点)
はんだ付け温度を慎重に管理することで、強固な接続を実現します。これは、PCB上の小さな部品の保護にも役立ちます。
はんだ付けの各ステップで適切な温度を使用してください。はんだの種類に応じて適切な温度範囲を選択してください。これにより、接合部の弱化や損傷を防ぐことができます。
専用の工具を使ってはんだ付けの工程を観察しましょう。サーマルプロファイラーや温度調節機能付きのはんだごてなどを使いましょう。これらのツールを使うと、熱を一定に保つことができます。
熱を加えすぎたり、少なすぎたりしないでください。これにより、部品の破損などの問題を防ぐことができます。また、はんだの流れが悪くなり、部品がずれるのを防ぐこともできます。
はんだの種類と基板の厚さに合わせてはんだ付け設定を変更してください。また、部屋の環境にも配慮してください。そうすることで、基板を良好に動作させ、長持ちさせることができます。
PCBアセンブリにおけるはんだ付け温度制御
PCBアセンブリにおけるはんだ付け温度管理は、各ステップで熱を注意深く監視することを意味します。適切な温度範囲を維持するために、専用の工具を使用します。これにより、はんだが十分に溶けて強固な接合が実現します。はんだ合金の融点を考慮する必要があります。また、PCBの厚さも把握しておく必要があります。部品によっては熱に敏感なものがあり、特別な注意が必要です。
以下は、PCB アセンブリにおけるはんだ付け温度制御に関する主な事項を示す表です。
はんだ付けの様子 | 詳細説明 |
|---|---|
| 熱を制御してはんだを溶かし、PCB 上で良好な接続を実現します。 |
キーファクタ | はんだ合金の融点、PCB の厚さ、部品の感度、はんだ付け方法。 |
重要性 | 関節の弱化などの問題を防ぎます。 ブリッジ、または壊れた部品。ボードが毎回同じ方法で作られていることを確認します。 |
一般的な方法と温度範囲 | – リフロー: 予熱 150 ~ 180°C、浸漬 180 ~ 200°C、リフローピーク 230 ~ 250°C、冷却制御。 |
温度制御ツール | 温度制御アイロン、リフロー炉、ウェーブはんだ付け機、および熱プロファイリングを使用します。 |
不適切な管理の影響 | 熱が少なすぎると接合部が弱くなり、熱が多すぎると部品が破損したり、ブリッジングやツームストーンなどの問題が発生する可能性があります。 |
プロセスの最適化 | はんだの融点を追跡する。温度プロファイリングを使用する。 PCB設計 熱を抑えるために。 |
熱を一定に保つために、専用のはんだごて、オーブン、機械を使用します。また、熱プロファイリングツールで温度をチェックします。はんだ付け温度を慎重に管理することで、冷接点や部品の破損を防ぐことができます。
重要性
PCBアセンブリでは、基板を良好に動作させ、長持ちさせるには、はんだ付けの温度管理が不可欠です。温度を適切に管理しないと、接合部が弱くなったり、部品が破損したりする可能性があります。適切な温度であれば、はんだが流れ、パッドとリード線を覆います。これにより、強固で良好な接続が得られます。
研究によると、はんだ接合部の強度と部品の寿命には温度管理が非常に重要です。わずか10℃の温度変化で、フリップチップはんだ接合部には最大4%のせん断ひずみが生じる可能性があります。この大きなひずみは、わずか数百サイクルで接合部を破損させる可能性があります。また、高温ははんだの化学変化を加速させます。金属間化合物の成長や再結晶化といったこれらの変化は、接合部を弱めます。加熱が不十分だと、はんだの流れが悪くなり、濡れ性が悪くなり、接合部が弱くなります。
はんだが表面をどの程度覆っているかは、濡れバランス試験で確認できます。この試験では、設定温度(通常は245℃~255℃)ではんだがサンプルを覆うのにかかる力と時間を調べます。濡れバランスが良いということは、適切な温度で接合部が強固であることを意味します。
IPC J-STD-002やMIL-STD-883などの業界規格では、リードとパッドのはんだ付け面積が少なくとも95%必要であるとされています。これらの規格を満たすには、はんだ付け温度を適切な範囲に保つ必要があります。温度が高すぎると、酸化が起こり、材料が失われる可能性があります。一方、温度が低すぎると、はんだ付け不良が発生し、接合部が弱くなります。
Sn-Znはんだ合金に関する研究によると、はんだ付け温度を高くすると、はんだ浮きや充填不良などの欠陥が減少し、接合部の品質が向上することが示されています。しかし、250℃を超えると酸化が進み、材料の損失が発生します。つまり、最良の結果を得るには、温度バランスを調整する必要があります。
プリント基板上の熱の移動についても考慮する必要があります。研究によると、気相はんだ付け中に基板を少し傾けると熱の分散が改善されることが示されています。これにより、ツームストーン現象や可動部品などの問題を軽減できます。適切な温度管理と適切な基板角度は、より良好なはんだ接合部を得るために重要です。
ヒント:はんだとPCBの種類に応じて、常に適切な温度範囲を使用してください。プロセスの安全性を確保するために、温度プロファイリングを使用してください。
はんだ付け温度を適切に管理することで、欠陥の発生を防ぎ、部品を保護し、はんだ付けが業界規則に準拠していることを確認できます。これにより、製品の安全性と信頼性が確保され、お客様にとって安心・安全な製品となります。
はんだ付け温度範囲
一般射撃場
各ステップで適切なはんだ付け温度を知ることが重要です。ほとんどのはんだ付けでは180℃から260℃の熱が使用されます。この温度範囲ははんだを溶かし、強固な接合部を形成します。また、基板と部品の安全性も確保します。専門家は、はんだ付け部を-40℃から+125℃まで加熱・冷却することで、接合部の耐久性をテストします。これにより、はんだ付けが実際に使用できるかどうかが分かります。
リフロー炉は、安定した熱を供給する複数のゾーンで構成されています。各ゾーンは温度を均一に保ちます。これにより、はんだが適切に溶解し、冷却されます。炉は対流と伝導を利用して熱を移動させます。各ゾーンは安定した温度に保たれ、冷接点や過熱などの問題を防ぎます。
はんだ付けプロセス | 標準温度範囲 |
|---|---|
リフローはんだ付け | 230°C~250°C(ピーク) |
240°C - 260°C | |
手はんだ付け(鉛ベース) | 330℃~370℃(コテ先) |
手はんだ付け(鉛フリー) | 350℃~400℃(コテ先) |
ヒント:常にプロセスに適した温度プロファイルを使用してください。これにより、最良の結果が得られます。
手作業と機械によるはんだ付け
はんだ付けは手作業でも機械でも行うことができます。手作業でははんだごてを使用します。はんだごての温度は、はんだの種類に合わせて設定します。鉛はんだの場合は、330℃~370℃に設定します。 鉛フリーはんだ350℃~400℃の温度で作業してください。機械はんだ付けでは、オーブンまたははんだウェーブを使用します。これらの機械は各ゾーンの熱を制御します。これにより、温度が一定になり、はんだ付け品質が向上します。
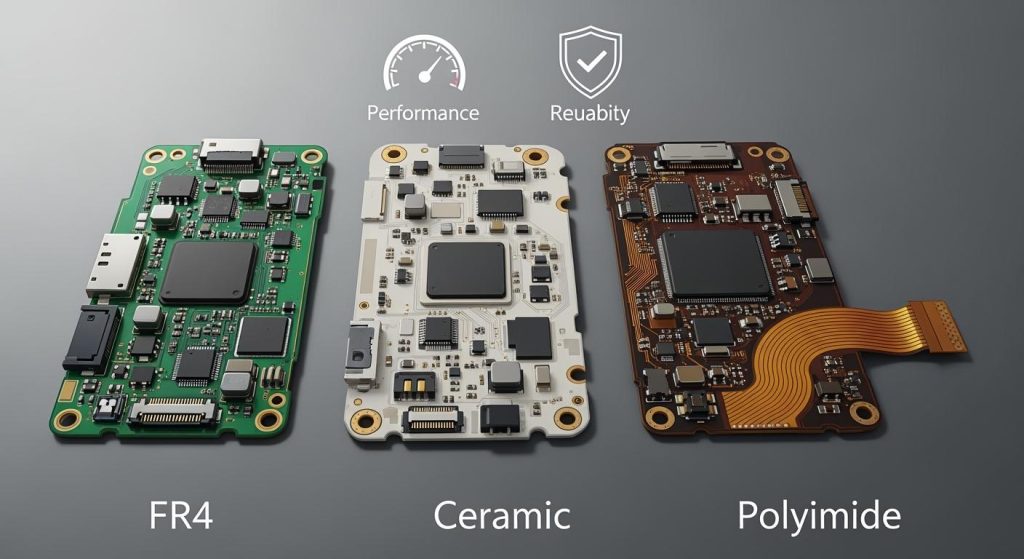
素材の調整
はんだと基板の種類に応じて、はんだ付け温度を調整する必要があります。はんだの種類によって、融点が異なります。鉛フリーはんだは、鉛ベースのはんだよりも多くの熱を必要とします。基板によっては、厚みがあったり、層が多かったりするものもあります。これらの基板では、適切な温度に達するまでにより多くの熱が必要になります。研究によると、基板とはんだの種類ごとに温度を調整する必要があると言われています。温度を調整しないと、接合部が弱くなったり、欠陥が生じたりする可能性があります。材料に適した温度を使用することで、強固で信頼性の高い接続が実現します。
はんだ付け温度管理の不備による影響
高温問題
熱を加えすぎると、PCBや部品が損傷する可能性があります。はんだ付け温度が高いと、部品の許容温度を超えてしまう可能性があります。その結果、チップや配線が燃えたり、溶けたり、割れたりする可能性があります。鉛フリーはんだ付けではより多くの熱が必要になるため、より大きなストレスがかかります。ガラス転移温度(融点)を超えると、基板が損傷し、強度が低下する可能性があります。また、高熱は化学変化を加速させます。接合部内に脆い層が形成される可能性があります。これらの変化ははんだ接合部を悪化させ、早期の故障につながる可能性があります。
注:過度の熱は、導電性の陽極フィラメント、ワイヤボンドのストレス、パッケージの破損を引き起こす可能性があります。これらの問題ははんだ付けを悪化させ、基板の故障を早める可能性があります。
低温の問題
熱が低すぎると、はんだがうまく溶けない場合があります。これは、はんだがうまく流れず、接着しないことを意味します。はんだがパッドを覆わない、いわゆる「ドライハンダ」が発生することがあります。また、熱が不足すると、接合部へのはんだの到達量が少なくなり、接合部が弱くなります。熱ムラや熱不足は、部品が浮き上がる「ツームストーン」や、はんだ付け中に部品が動く「ミスアライメント」などの不具合を引き起こす可能性があります。これらの問題ははんだ接合部を劣化させ、ボードの動作を妨げる可能性があります。
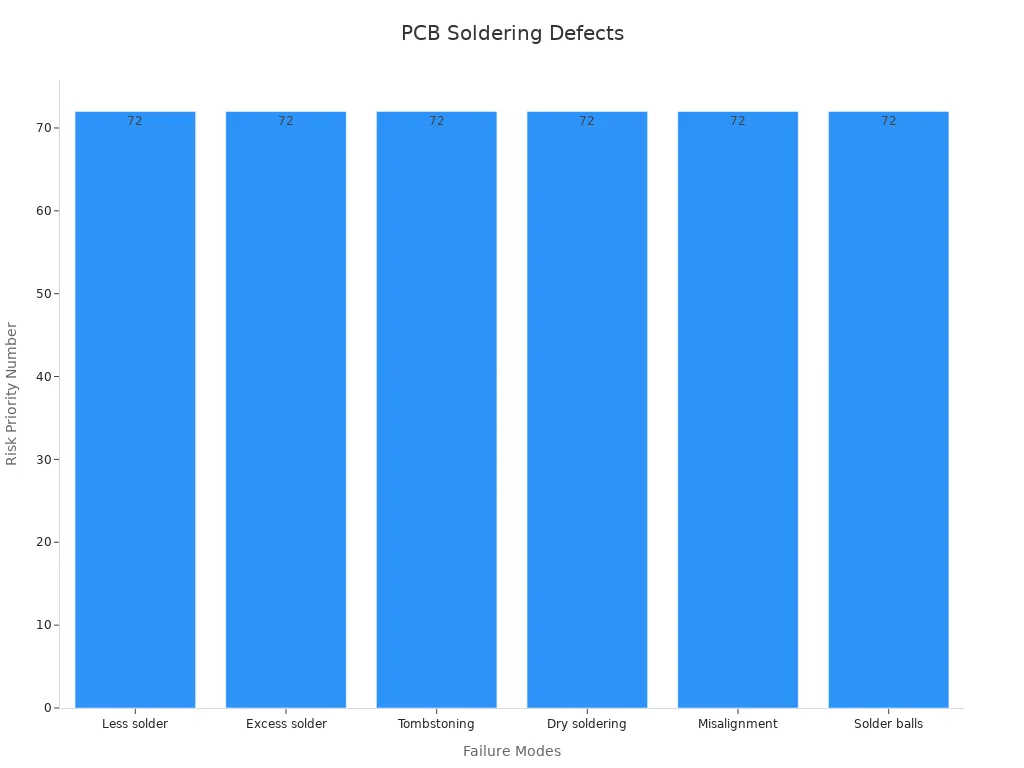
下表は、はんだ付け温度の制御が不十分な場合によく発生する問題を示したものです。
故障モード | 詳細説明 | リスク優先番号 (RPN) | 効果 |
|---|---|---|---|
はんだが少ない | 接合部のはんだが足りない | 72 | 機能障害 |
余分なはんだ | はんだが多すぎるとブリッジやショートの原因になります | 72 | 機能障害 |
墓石 | 不均一な熱により部品が基板から浮き上がる | 72 | 機能障害 |
ドライはんだ付け | 不適切な温度による濡れ不良 | 72 | 機能障害 |
ミスアライメント | はんだ付け中に部品が動く | 72 | 機能障害 |
はんだボール | 小さなはんだボールがショートを引き起こす | 72 | 機能障害 |
それぞれの問題によりボードが正しく動作しなくなる可能性があることがわかります。
信頼性への影響
はんだ付けの温度管理が不十分だと、すぐに問題が発生するだけでなく、プリント基板の寿命も短くなります。熱を制御できないと、小さなひび割れ、断線、層の剥離などが発生します。これらの現象ははんだ接合部の強度を低下させ、基板の信頼性を低下させます。調査によると、電子機器の故障の約70%はパッケージングの問題に起因しており、はんだ接合部の不具合が主な原因となっています。大きな温度変化や急激な加熱・冷却は、接合部に脆い層を成長させ、ひび割れにつながります。
熱サイクル試験や寿命試験などの試験では、温度管理が不十分だとはんだ接合部の疲労、層間剥離、そして部品の早期故障につながることが示されています。例えば、-40℃から+125℃に温度が変化すると、微細な亀裂が生じ、基板の寿命が短くなる可能性があります。また、湿気や急激な温度変化によって金属が移動し、剥離が生じることもあります。これにより、基板の強度はさらに低下します。
はんだブリッジ 熱をコントロールしないと、墓石が頻繁に発生します。
はんだが不十分で反りが生じると、最大 12% のボードに影響が出る可能性があります。
これらの問題はすべてはんだ接合部を悪化させ、製品の信頼性を低下させます。
ヒント: はんだ付け温度を適切に管理すると、 これらの問題を止める ボードの寿命を延ばします。
はんだ付け温度制御方法
道具と機材
はんだ付けを安全に行うには、適切な道具が必要です。手作業ではんだ付けには、温度制御機能付きのはんだごてを使用してください。これらのはんだごてを使えば、作業に合わせて適切な温度に調整できます。 リフロー炉およびウェーブはんだ付けシステム センサーを使用してください。これらのセンサーは熱を一定に保つのに役立ちます。ツールは定期的に校正してください。校正により、こて先が設定温度に達することが保証されます。こて先やヒーターを交換した場合は、再度ツールのテストを行ってください。一部のはんだごてにはマイクロプロセッサが搭載されており、こて先を交換しても熱を一定に保ちます。
組立タイプ | 最適温度範囲 (°C) | 温度管理と機器の使用に関する注意事項 |
|---|---|---|
スルーホールアセンブリ | 310 – 380 | 安定した熱を得るために、温度制御されたはんだごてを使用してください。 |
250 – 270 | 低温により敏感な部品が保護されます。正確な制御が鍵となります。 | |
ワイヤーはんだ付け | 350 – 400 | より高い熱が必要です。温度制御により損傷を防止します。 |
ヒント:はんだ付け作業には必ず適切な工具を使用してください。そうすることで、損傷を防ぎ、強固な接合部を作ることができます。
プロセス監視
適切な熱を保つには、はんだ付け工程を注意深く監視する必要があります。熱電対を使用して、さまざまな場所で熱をチェックしましょう。これにより、熱が均一に伝わっているかどうかを確認できます。温度を追跡するために管理図を作成しましょう。これらの図は、熱が安全に保たれているかどうかを示します。問題を発見した場合は、迅速に修正できます。はんだ付け作業を監視するには、リアルタイムダッシュボードを使用します。自動センサーはデータを収集し、変化を確認するのに役立ちます。濡れバランス分析などのテストも使用できます。このテストでは、設定された温度ではんだが適切に流れるかを確認します。
はんだ付けの熱など、監視する重要な点を選択します。
はんだ付けしながらセンサーでデータを収集します。
過去の結果に基づいて安全制限を設定します。
変更や問題に注意してください。
安全を保つために問題を修正してください。
環境要因
部屋の環境は、はんだ付けの仕上がりに影響します。部屋の温度、湿度、そして空気の流れはすべて重要です。部屋が寒いと基板が急速に冷えてしまいます。暑い場合は、設定温度を下げる必要があるかもしれません。空気の流れを良くすることで、熱が均一に伝わりやすくなります。はんだ付けを始める前に、必ず部屋の環境を確認してください。部屋の環境が大きく変化した場合は、設定を変更してください。そうすることで、はんだ付けが安定し、接合部が強固になります。
注意:室内の変化に注意してください。小さな変化でも、はんだの溶け方や流れ方に影響を及ぼす可能性があります。
PCBアセンブリの強度と寿命を維持するには、お客様のご協力が不可欠です。研究によると、電子機器の小型化と多機能化に伴い、はんだ接合部にかかる応力と熱が増大することが分かっています。温度を注意深く監視することで、ひび割れやはんだ欠けなどの問題を防ぐことができます。IPC-7530Aなどの規則を遵守し、適切な温度ツールを使用すれば、部品を保護し、より良い結果を得ることができます。常に適切な温度範囲で作業することで、基板を安全に保ち、長期間良好な動作を維持できます。
FAQ
間違ったはんだ付け温度を使用するとどうなりますか?
温度設定が適切でないと、接合部が弱くなったり、部品が損傷したりする可能性があります。熱が高すぎると部品が焼けてしまう可能性があり、熱が低すぎると接続不良を引き起こす可能性があります。作業を始める前に必ず設定を確認してください。
プロジェクトに適切なはんだ付け温度はどうやってわかりますか?
はんだの種類と 板材メーカーのガイドをご覧ください。温度プロファイルチャートを使用してください。これにより、強度と安全性に優れた接合部に最適な温度を選択できます。
すべてのはんだ付け作業に同じ温度を使用できますか?
いいえ、できません。はんだの種類や基板によって必要な温度は異なります。鉛フリーはんだは鉛入りはんだよりも多くの熱を必要とします。厚い基板の場合は、より高い温度が必要になる場合があります。作業ごとに設定を調整してください。
はんだ付け時に室温が重要なのはなぜですか?
室温は基板の加熱と冷却の速度に影響します。室温が低すぎたり高すぎたりする場合は、はんだ付けの設定を変更する必要があるかもしれません。また、十分な空気の流れを保つことで、温度を均一に保つことができます。