Un estudio de caso técnico desde el concepto hasta la producción en masa
Wonderful PCB Edición 2026 | Serie de Inteligencia de Ingeniería
La mayoría de los fallos de los smartphones robustos 5G no empiezan en una obra. Empiezan en una sala de juntas cuando alguien dice: «Simplemente añadiremos una carcasa resistente». A continuación, se presenta un registro de desarrollo de hardware de Wonderful PCB — cubre datos de fallas reales, trampas de ingeniería de RF, conflictos de adquisiciones y las tres partes de un programa 5G robusto que siempre salen mal: conectores, desafinación de antenas y nuevas certificaciones.
Antecedentes del proyecto y requisitos del cliente
¿Por qué los teléfonos estándar siguen fallando en el campo?
Las obras de construcción, las plataformas petrolíferas y las operaciones mineras comparten el mismo veredicto sobre los teléfonos de consumo: de 3 a 6 meses, y luego inutilizables. Los modos de fallo son consistentes:
- Los puertos de carga se corroen por el polvo metálico y la exposición constante a la humedad.
- Las pantallas se agrietan, no por una gran caída, sino por 30 pequeñas caídas en terrenos difíciles.
- Las baterías pierden entre un 30 y un 40 % de su capacidad en condiciones bajo cero porque las celdas de polímero de litio no están diseñadas para ello.
- Las pantallas táctiles dejan de responder a las manos o guantes mojados, lo que crea riesgos de seguridad.
- La señal GPS se debilita bajo marquesinas de acero y bloqueos de equipos.
- Las clasificaciones IP de los consumidores, incluso las genuinas, se degradan entre 6 y 12 meses después del uso real en el campo.
Ahora, añadamos 5G a esto. Los clientes industriales buscan 5G SA/NSA para comunicaciones de baja latencia, IoT y video en vivo. Por lo tanto, el objetivo del hardware es diseñar un dispositivo que gestione todo lo anterior, a la vez que sea resistente al agua, a los golpes y cuente con la certificación de las operadoras. Este es un problema de ingeniería muy diferente al de fabricar un dispositivo insignia delgado para el consumidor.
→ Relacionados: Estudio de caso: cómo Wonderful Group Soluciones de comunicación móvil inteligente entregadas
Requisitos técnicos básicos
Un informe típico de un cliente para un teléfono industrial robusto 5G personalizado incluye:
• 5G Sub-6 GHz (SA/NSA) con agregación de portadoras
• Certificación dual de impermeabilidad IP68 e IP69K
• Cumplimiento de la norma MIL-STD-810H: con informe de prueba, no solo una pegatina
• Resistencia a caídas de 1.5 a 2.0 m sobre hormigón
• Batería de 6,000 a 8,000 mAh con carga rápida
• Operación de pantalla con toque de guantes y manos mojadas
• Pantalla exterior de más de 1,000 nits
• Opcional: NFC, GPS de precisión, escáner de código de barras integrado, puerto de imagen térmica
• Android 13 o 14 con compatibilidad MDM
→ Relacionados: Servicios de diseño de PCBA — Wonderful PCB
Diseño de arquitectura de hardware
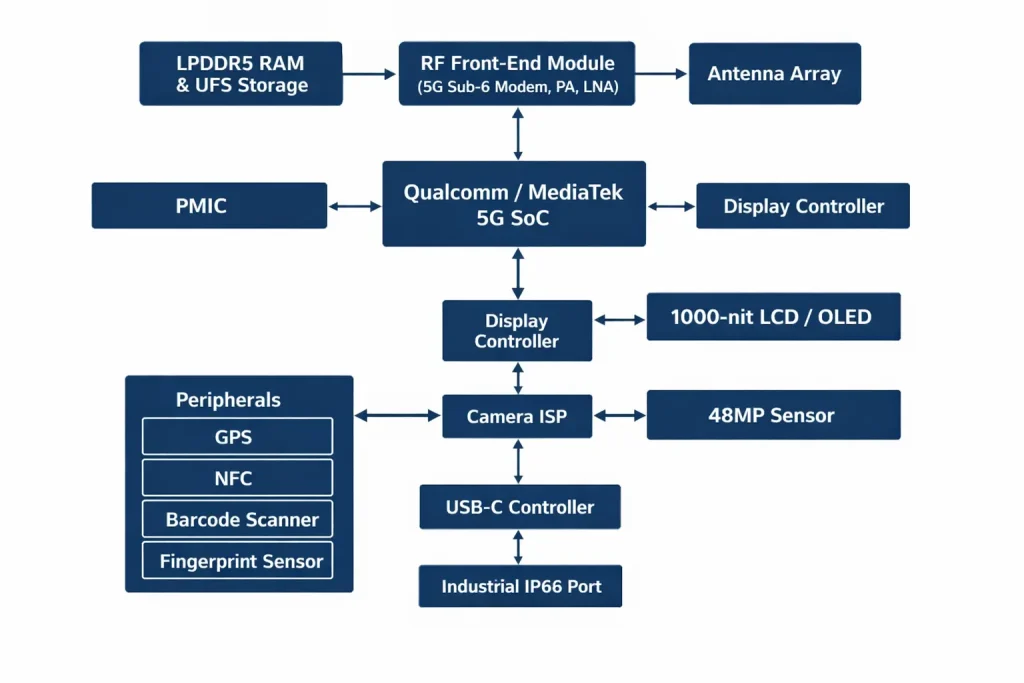
Figura 1: Diagrama de bloques de la arquitectura del sistema de un teléfono inteligente industrial robusto 5G: SoC, interfaz de RF, administración de energía, grupo de sensores y pila de conectividad.
Cómo elegir la plataforma 5G adecuada
Qualcomm contra MediaTek No se trata de cuál es mejor. Se trata de qué necesita realmente el programa.
| Criterio | Qualcomm Snapdragon (módem de la serie X) | MediaTek Dimensity (5G) |
| Cobertura de la banda 5G | Mayor compatibilidad de banda global; ecosistema mmWave más sólido | Fuerte sub-6 GHz; mmWave limitado |
| Salida Térmica | TDP pico más alto: requiere gestión térmica activa dentro de gabinetes sellados | TDP promedio más bajo; más manejable en carcasas gruesas |
| Costo de la lista de materiales | 15–25% más caro en volumen | Más competitivo para programas de gama media |
| Software y controladores | Soporte para empresas maduras; Qualcomm AI Engine | Mejorando; fuerte para las certificaciones de operadores de APAC |
| Mejor ajuste | Exportación global, industrial y de alto rendimiento adyacente a la defensa | Logística, comercio minorista, implementación centrada en APAC |
Para los programas que se envían a Europa u Oriente Medio, la amplia gama de certificaciones de operadores de Qualcomm es una gran ventaja. Para la logística de alto volumen en Asia-Pacífico, el perfil de costos de MediaTek es la mejor opción.
Diseño de RF y antena dentro de una carcasa robusta
Aquí es donde los programas mueren silenciosamente antes de que nadie se dé cuenta.
Los ingenieros de RF júnior, y algunos equipos de diseño original (ODM) apresurados, tratan la carcasa robusta y gruesa como si fuera una delgada tapa trasera de consumo. Craso error. Con un grosor de entre 0.6 y 0.8 mm, el policarbonato es prácticamente transparente a la RF. Con un grosor de entre 2 y 4 mm, con nervaduras internas y membranas de sellado, no lo es.
La constante dieléctrica de la carcasa reduce la frecuencia de resonancia de la antena entre 150 y 400 MHz y añade de 2 a 6 dB de pérdida de inserción en la banda media 5G (n77/n78, alrededor de 3.5 GHz). Los ingenieros que detectan esto tarde intentan solucionarlo en la red de adaptación. No funciona. Se puede corregir el desplazamiento de frecuencia, pero de esa manera no se puede recuperar la pérdida de inserción.
Resultado del campo: Los prototipos en los que los efectos de la carcasa no se modelaron en HFSS ni en CST mostraron una potencia radiada total (TRP) y una sensibilidad isotrópica total (TIS) de 8 a 12 dB inferiores en las pruebas de cámara en comparación con las mediciones en placa base. Esto significa que la prueba OTA falla siempre.
La reparación debe realizarse antes de la apertura del molde. La ubicación de la antena, la geometría de la carcasa y la elección de los materiales deben definirse en la etapa de Diseño Industrial (DI). Las opciones incluyen colocar las antenas cerca de los bordes de la carcasa con entrehierros, usar diseños con compensación dieléctrica o cortar ranuras en la carcasa (lo que crea un problema de sellado). Ninguna de estas opciones se puede adaptar de forma económica una vez cortado el molde.
Desafíos del diseño de PCB y PCBA
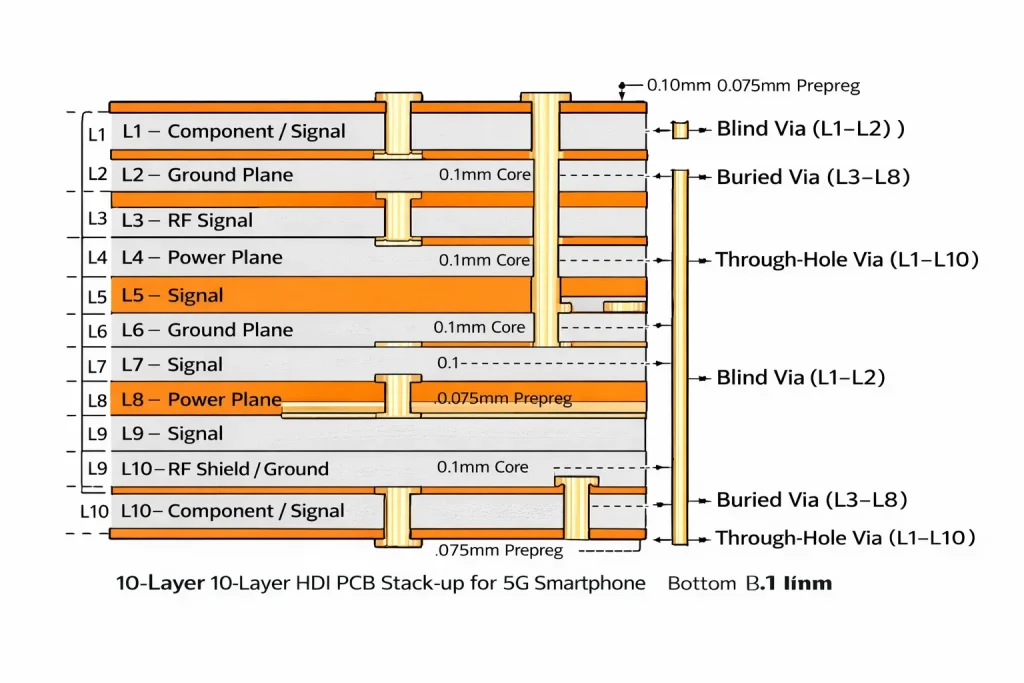
Figura 2: Representación representativa de la pila de PCB HDI de 10 capas para un teléfono inteligente robusto 5G: capas de señal, planos de tierra, zonas de blindaje de RF y estructura de vías.
Una PCBA robusta para smartphones 5G no es una placa de consumo a gran escala. Las limitaciones son diferentes:
• Pila HDI de 8 a 12 capas: necesaria para enrutar el módem 5G, el front-end de RF y los circuitos integrados de administración de energía en un espacio compacto
El calor no tiene salida en una carcasa sellada. Los disipadores de calor de cobre y las láminas de grafito son estándar. Los programas de alto rendimiento a veces requieren cámaras de vapor para un rendimiento sostenido de 5G.
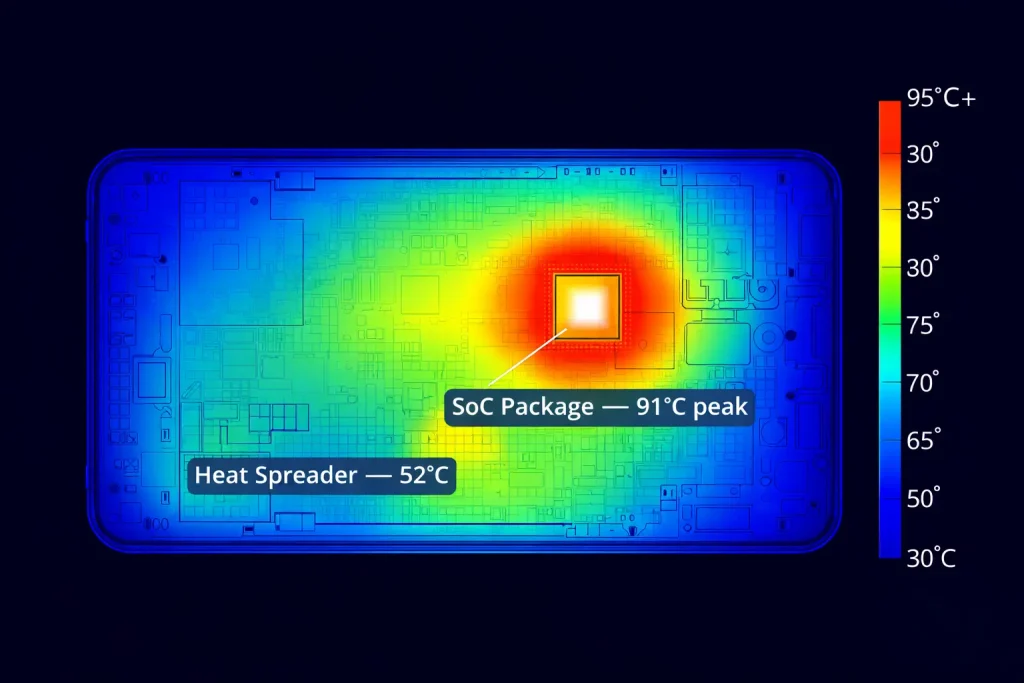
Figura 3: Simulación térmica (FEA) de un teléfono inteligente robusto 5G bajo una carga 5G sostenida a una temperatura ambiente de +45 °C: punto crítico en el paquete SoC, ruta de distribución del disipador de calor visible.
• Las baterías de 6,000 a 8,000 mAh con carga rápida de 30 a 65 W necesitan una planificación térmica y EMI dedicada, no una ocurrencia de último momento.
• Los conectores necesitan interfaces de sellado con clasificación IP a nivel de la placa, no solo en la carcasa.
• Las aplicaciones adyacentes a la defensa agregan requisitos EMC MIL-STD-461 que compiten directamente con la ubicación de la antena 5G
Ingeniería mecánica y estructural
Resistente al agua, al polvo y a los golpes: el diseño de tres pruebas
Obtener IP68/IP69K y MIL-STD-810H en el mismo dispositivo requiere decisiones estructurales que afectan el costo, el cronograma y las tasas de fallas posteriores.
• Sellado: Juntas de silicona de doble capa en todas las juntas del gabinete; membranas de malla acústica para puertos de altavoz y micrófono; adhesivo curado con UV alrededor del perímetro de la pantalla
• Marco: Los submarcos internos de aleación de magnesio o aluminio añaden rigidez sin aumentar el peso. La forma en que el submarco distribuye la energía del impacto a través de la carcasa influye directamente en la tasa de supervivencia ante caídas.
• Simulación de caídas: El análisis de elementos finitos (FEA) en ANSYS o herramientas similares debe ejecutarse antes de cualquier prototipo físico. Los modelos deben incluir caídas en ángulo y propiedades del material afectadas por la temperatura, no solo impactos planos boca abajo.
Wonderful PCB Datos de campo: Un programa combinó Gorilla Glass Victus con un bisel exterior de policarbonato. Las caídas de laboratorio (desde 1.5 m sobre acero según la norma MIL-STD-810H, método 516.8) se superaron sin problemas. En obras de construcción (hormigón y grava), el bisel de policarbonato se flexionó lo suficiente como para transferir la fuerza de corte a los bordes del vidrio. Se formaron microfisuras. Tras 20 a 50 caídas acumuladas, las pantallas fallaron. Tasa de fallos en laboratorio: inferior al 5 %. Tasa de fallos simulados en campo: 35 %.
La solución: cambiar a un subchasis de aleación de magnesio con holgura de flexión controlada. Esto requirió reabrir moldes, repetir la calificación EMC y RF, y costó de 8 a 10 semanas y aproximadamente entre un 12 % y un 18 % más en la lista de materiales por unidad. Se detectó en la producción piloto, no en la EVT. Ese momento fue lo que lo encareció.
Estándares de certificación: qué prueban realmente
IP68 frente a IP69K
• IP68: Inmersión continua a más de 1 metro. La profundidad y la duración específicas las define el fabricante; para dispositivos industriales, normalmente 1.5 m durante 30 minutos, según IEC 60529.
• IP69K: Chorros de agua a alta presión y alta temperatura: 80 bar, 80 °C, 14 a 16 L/min, a una distancia de 0.1 a 0.15 m. Necesario para el procesamiento de alimentos, la agricultura y el lavado industrial pesado.
Ambas clasificaciones se prueban en dispositivos nuevos y sin daños en un laboratorio. El rendimiento de IP en condiciones reales, tras 12 a 18 meses (después del desgaste de la junta, la fatiga del adhesivo y el uso repetido de tapones en entornos sucios), es sustancialmente menor.
MIL-STD-810H: Qué certifica realmente
La dura verdad: MIL-STD-810H no es un estándar de aprobación o rechazo con requisitos fijos. Se trata de un menú de aproximadamente 30 métodos de prueba. Los fabricantes eligen cuáles ejecutar, cuántos ciclos y con qué niveles de severidad. No hay un mínimo. Un teléfono puede afirmar que cumple con MIL-STD-810H tras ejecutar tres métodos con baja severidad en una muestra de tres unidades. Esto es técnicamente preciso, pero también prácticamente irrelevante.
Al evaluar las afirmaciones de cumplimiento, los compradores deben solicitar el informe de prueba completo y buscar:
• ¿Qué números de método exactos y variantes de procedimiento se utilizaron?
• Parámetros de adaptación: altura de caída, material de la superficie, número de gotas, secuencia de orientación
• Tamaño de la muestra por prueba (tres unidades no es estadísticamente significativo)
• Tasa de falla funcional posterior a la prueba en toda la muestra
• Si se realizaron pruebas de estrés combinadas (por ejemplo, caídas a -20 °C después de una inmersión térmica)
Pruebas térmicas y ambientales
• Rango de temperatura de funcionamiento: -20 °C a +60 °C; almacenamiento de -40 °C a +70 °C
• Ciclo térmico bajo carga: el módem 5G permanece activo durante todo el ciclo de temperatura: así es como se detectan fallas térmicas reales, no ciclos pasivos.
• Humedad: 95 % HR a 40 °C durante períodos de exposición prolongados
• Niebla salina: solución de NaCl al 5 % según IEC 60068-2-11, esencial para implementaciones industriales marinas y costeras
Optimización de firmware y software
Personalización de Android para uso industrial
• Lanzador personalizado con objetivos táctiles más grandes y modos de alto contraste para operación con guantes
• Gestión agresiva de fondo, ciclos de trabajo de GPS y lógica de respaldo 5G/LTE para extender la vida útil de la batería en campo
• Sistema de actualización OTA por etapas con soporte de reversión: necesario cuando 50 000 dispositivos en el campo no pueden actualizarse manualmente
• Perfiles térmicos personalizados para mantener el rendimiento 5G en entornos de alta temperatura ambiente
Funciones de seguridad y empresariales
• Cifrado respaldado por hardware a través de Android Keystore y Trusted Execution Environment (TEE)
• Compatibilidad con MDM: Microsoft Intune, VMware Workspace ONE, SOTI MobiControl
• Cadena de arranque segura desde el gestor de arranque a través del sistema operativo
• Borrado remoto y bloqueo del dispositivo para seguridad en el campo
Fase de prototipado y pruebas
EVT, DVT, PVT: Qué prueba realmente cada etapa
• EVT (Prueba de Validación de Ingeniería): Activar el SoC. Medir la RF en la placa base. Validar el subsistema de potencia. Verificar la temperatura. Objetivo: detectar errores de diseño antes de invertir en herramientas.
• Prueba de Validación de Diseño (DVT): Dispositivo completo en su carcasa final o casi final. Aquí se realizan las pruebas de caída, inmersión IP, RF OTA en cámara anecoica, medición óptica de la pantalla y pruebas de ciclo de batería. Objetivo: confirmar que el diseño cumple con todas las especificaciones.
• Prueba de Validación de Producción (PVT): Prueba piloto de producción. Verifica la capacidad del proceso, el rendimiento y el rendimiento de la línea de prueba funcional. Objetivo: confirmar que la fábrica puede fabricarlo de forma consistente.
Protocolo de pruebas de confiabilidad
• Prueba de caída: mínimo 26 caídas por unidad según el método MIL-STD-810H 516.8, más 500+ pruebas de impacto acumulativo en una cohorte de 50 unidades

Figura 4: Prueba de caída de hormigón de 2.0 m durante la fase DVT: orientación del dispositivo según el método 516.8 del estándar MIL-STD-810H.
• Resistente al agua: IP68 e IP69K según IEC 60529, probado nuevamente después de 500 caídas para verificar la integridad del sello en condiciones de abuso.

Figura 5: Prueba de inmersión IP68: dispositivo sumergido a 1.5 m de profundidad, remojo durante 30 minutos, funcionamiento confirmado después de la prueba.
• Durabilidad de los botones: más de 300 000 pulsaciones en todos los botones mecánicos
• Puerto USB-C: más de 10 000 ciclos de inserción/extracción, luego exposición a niebla salina y, finalmente, nueva prueba de impermeabilidad.
• Ciclos térmicos bajo carga: más de 100 ciclos en todo el rango de temperatura operativa con el módem 5G activo
Gestión de la cadena de suministro y producción en masa
Adquisición de componentes
Aquí es donde realmente importan las diferencias:
• Módulos 5G: Artículos con plazos de entrega largos que requieren adquisición temprana y calificación de segunda fuente. Las interrupciones geopolíticas del suministro posteriores a 2020 afectaron los plazos de entrega de los módems 5G con mayor intensidad que casi cualquier otra categoría de componentes.
• Conectores USB-C: Los conectores USB-C con clasificación IP industrial cuestan entre 2 y 4 veces más que sus equivalentes de consumo. Los programas que utilizan conectores más económicos para reducir el coste de la lista de materiales (BOM) registran tasas de fallos de campo del 18 % al 28 % a los 12 a 18 meses.Wonderful PCB datos de campo). Los conectores industriales reducen ese porcentaje por debajo del 6%.
• Celdas de batería: Las celdas de 6,000 a 8,000 mAh para operar a -20 °C requieren una composición química de grado industrial o automotriz. Las baterías de polímero de litio de consumo pierden entre un 30 % y un 40 % de su capacidad a -10 °C.
• Ensamblajes de pantalla: más de 1,000 paneles nit con controladores táctiles y de mano mojada tienen plazos de entrega más largos que los paneles estándar: consígalos con anticipación
SMT y ensamblaje
• Colocación de BGA de paso fino para paquetes SoC 5G; AOI después de cada etapa de pegado y reflujo
• Recubrimiento conformado selectivo (acrílico o silicona) en la PCBA para protección contra la humedad y la corrosión más allá del sello de la carcasa
• Conjunto de banco limpio para la integración del módulo de la cámara y la pantalla para evitar la contaminación por partículas
• La línea de producción incluye controles puntuales de RF OTA, pruebas de circuito de carga, uniformidad de pantalla, función de botón y muestreo de inmersión IP.
Sistema de control de calidad
• AOI: Inspección posterior al pegado y al reflujo para detectar defectos de soldadura
• Rayos X: verificación de la unión de soldadura BGA en cada paquete SoC 5G
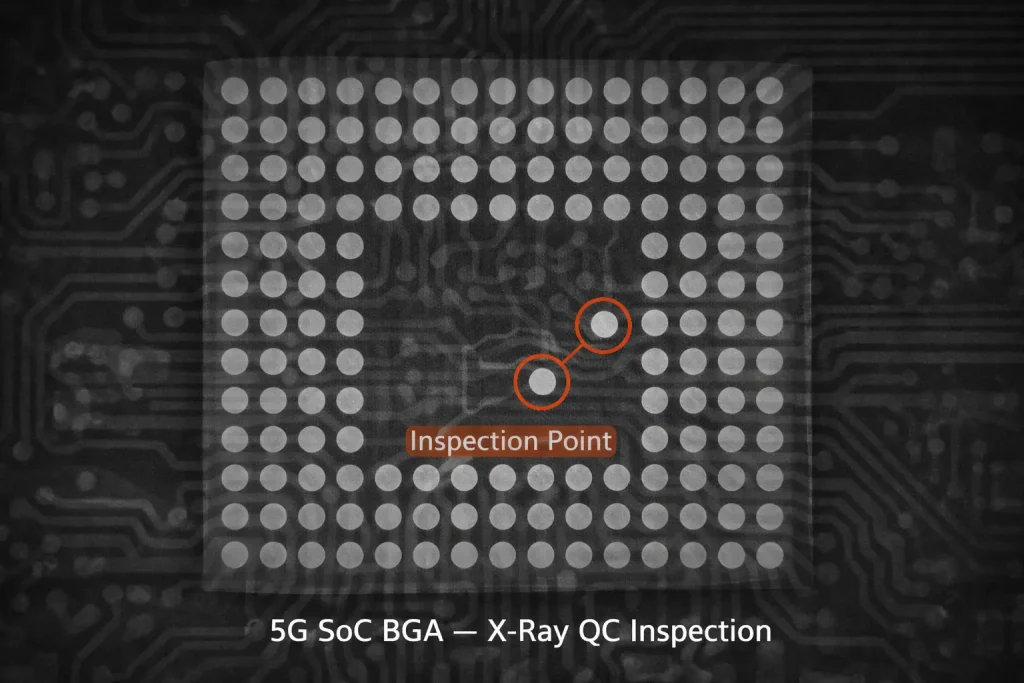
Figura 6: Inspección con rayos X de las juntas de soldadura BGA en el paquete SoC 5G: detección de huecos y puentes en la PCBA de producción.
• Quemado: 24 a 48 horas de funcionamiento a temperatura elevada para detectar fallas tempranas

Figura 7: Prueba de envejecimiento durante la producción: dispositivos alimentados a temperatura elevada durante 48 horas para detectar fallas tempranas antes del envío.
• Auditoría final: Muestreo AQL según IEC 60068; prueba de inmersión IP en muestras de producción
→ Relacionados: Servicios de ensamblaje de PCB (PCBA) — Wonderful PCB
Principales desafíos técnicos y soluciones
Cinco desafíos que decidieron los resultados del programa (con datos reales detrás de ellos).
| Desafío | Supervisión | ¿Qué fue lo que realmente salió mal? | Solución aplicada | Resultado |
| Desintonización de la antena 5G en una carcasa robusta | Alto | Resonancia desplazada del dieléctrico de la carcasa de 150 a 400 MHz; no modelada en la simulación. Pérdida de TRP/TIS de 8 a 12 dB en la cámara. | Diseño de antena bloqueada en la etapa de identificación; simulación HFSS integrada en la carcasa; antenas ubicadas cerca de los bordes con espacios de aire | TRP/TIS a 3 dB del objetivo. Conectividad 5G estable en todas las bandas. |
| Degradación del puerto USB-C en el campo | Alto | Microabrasión de la junta del puerto debido a taponamientos repetidos en entornos sucios. Tasa de fallos en campo del 18-28 % a los 18 meses. | Conectores USB-C con clasificación IP industrial; sello de puerto de doble junta; opción de carga magnética para implementaciones con el mayor uso indebido | La tasa de fallos de campo cayó por debajo del 6% a los 18 meses |
| Bisel flexible que transfiere la fuerza de corte al cristal de la pantalla | Medio-alto | El marco de policarbonato se flexionó bajo el impacto, cortando los bordes del vidrio. Tasa de falla del 35 % en simulación de campo frente a <5 % en laboratorio. | Se cambió a un bastidor auxiliar de aleación de magnesio con espacios de flexión controlados; se agregó una prueba de caída con simulación de campo al protocolo DVT | +8–10 semanas, +12–18 % de la lista de materiales. Tasa de fallos por caída de campo inferior al 5 %. |
| Retrasos en la renovación de la certificación | Alto (horario) | El fallo en la primera ronda se considera un evento de un solo ciclo. Cada repetición añade entre 8 y 16 semanas. | Revisión de simulación previa a la certificación; presupuesto dedicado para la repetición del ciclo y cronograma de contingencia de 8 a 16 semanas por ciclo integrado en el plan del programa | Los programas llegan al mercado según un cronograma revisado; no hay rediseño de emergencia |
| Componentes de consumo sustituidos para ahorrar costes | Media | El USB-C estándar, las celdas de batería y las PCB flexibles no superaron la vibración, la niebla salina y el ciclo térmico en las pruebas de confiabilidad. | Pruebas de confiabilidad aceleradas tempranas en cualquier sustitución propuesta de grado de consumo; revisión del equilibrio entre costos y fallas basada en datos | El cambio temprano a piezas de grado industrial ahorró entre 3 y 6 meses y entre un 15 y un 30 % del costo total del programa. |
Especificaciones del producto final
Un teléfono inteligente industrial robusto 5G listo para producción producto de este proceso de desarrollo incorpora:
• 5G SA/NSA Sub-6 GHz con agregación de portadora; mmWave opcional
• Cámara AI de 48 MP con OIS; accesorio de imagen térmica opcional
• Batería de 6,000 a 8,000 mAh; carga rápida de 33 a 65 W; funcionamiento de -20 °C a +60 °C
• Android 13 o 14 con integración MDM empresarial y arranque seguro
• Certificación dual de impermeabilidad IP68 + IP69K
• Certificación MIL-STD-810H: informe de prueba completo disponible a pedido
• Resistencia a caídas de 2.0 m validada en hormigón mediante protocolo de simulación de campo
• Pantalla de más de 1,000 nits con compatibilidad con guantes y manos mojadas
• NFC, GPS de precisión; escáner de código de barras integrado opcional
Resultados e impacto en el mercado
Los programas desarrollados a través de este proceso han alcanzado implementación comercial en los mercados de construcción y servicios públicos europeos, operaciones de petróleo y gas en Medio Oriente y redes logísticas del sudeste asiático.
• Certificación de operador obtenida en los mercados objetivo: CE, FCC, PTCRB/GCF según corresponda
• Tasas de fallas en campo por debajo de las líneas de base equivalentes al consumidor en todas las categorías de fallas principales
• La rampa de producción se mantuvo según lo programado, donde las contingencias de re-centrifugado de certificación se presupuestaron desde el principio
• Diferenciación competitiva del posicionamiento IP69K y MIL-STD-810H en mercados donde la mayoría de los competidores solo tienen IP68
Wonderful PCBDesarrollo de 5G robusto de pila completa
Wonderful PCB Ejecuta programas personalizados de teléfonos 5G robustos, desde la concepción del hardware hasta la producción en masa certificada. Las capacidades más importantes para este tipo de trabajo son:
• Diseño de RF 5G con simulación de antena integrada en la carcasa: el problema de la desafinación se abordó en la fuente
• Ingeniería estructural con análisis de caída guiado por FEA y gestión completa de certificaciones MIL-STD-810H e IP
• Diseño de PCB HDI multicapa y ensamblaje de PCBA con revestimiento conformado
• Gestión completa del programa EVT/DVT/PVT, incluida la coordinación de la certificación y la planificación de la renovación del programa.
• Abastecimiento de componentes de grado industrial con calificación de segunda fuente
• Análisis de fallas de campo de posproducción y soporte de iteración de productos
Se atienden programas OEM y ODM. Nuestros clientes abarcan desde empresas de plataformas de movilidad industrial hasta startups de hardware para mercados verticales. El plazo mínimo viable para un programa comienza en 12 meses para un teléfono móvil industrial robusto 5G personalizado. Los programas complejos con sensores personalizados o requisitos de grado militar tienen una duración de 18 a 24 meses.
Preguntas frecuentes
P1: ¿Qué hace que un teléfono inteligente sea “resistente”?
Un smartphone robusto está diseñado para resistir las condiciones que dañan los dispositivos de consumo: caídas, agua, polvo, cambios bruscos de temperatura y vibraciones constantes. Esto implica una subestructura metálica reforzada, sellos con clasificación IP en cada junta, conectores de grado industrial y una batería con una composición química resistente a la temperatura. La palabra "robusto" sin clasificación IP ni un informe de pruebas MIL-STD publicado adjunto es una afirmación de marketing, no de ingeniería.
P2: ¿Cuál es la diferencia entre IP68 e IP69K?
El grado de protección IP68 cubre la inmersión en agua profunda; la especificación industrial estándar es de 1.5 m durante 30 minutos, según la norma IEC 60529. El grado de protección IP69K cubre chorros de agua caliente a alta presión: 80 bares, 80 °C, a corta distancia. Se prueban para diferentes amenazas. Una planta de procesamiento de alimentos necesita IP69K. Un trabajador de la construcción que deja caer un teléfono en un charco necesita IP68. Muchos dispositivos de grado industrial ahora cuentan con ambos.
P3: ¿Cuánto tiempo lleva realmente el desarrollo de un teléfono robusto 5G?
Los folletos de ODM indican una duración de 6 a 9 meses. Los programas reales duran de 12 a 18 meses, a veces 24. La fase que casi siempre duplica su estimación: certificación y re-giro. La mayoría de los programas no superan la primera ronda de pruebas MIL-STD-810H, IP o 5G RF OTA. Cada ciclo de fallo añade de 8 a 16 semanas. Los clientes que presupuestan una sola pasada sufren los mayores retrasos.
P4: ¿Puede un teléfono resistente personalizado incluir escaneo de código de barras o imágenes térmicas?
Sí, pero estos deben estar incluidos en el diseño desde el primer día. La óptica del escáner de código de barras requiere alojamiento estructural en la carcasa. Los módulos de imagen térmica requieren gestión térmica e integración de software. Intentar añadir cualquiera de estos componentes una vez que el diseño de la carcasa esté definido es costoso y, a menudo, estructuralmente imposible.
Q5: ¿Qué certificaciones necesita un teléfono inteligente industrial?
Estándares para un teléfono industrial robusto 5G global: IP68/IP69K (IEC 60529), MIL-STD-810H, FCC (EE. UU.), CE/RED (UE), PTCRB o GCF (interoperabilidad con operadores 5G), ONU 38.3 (seguridad en el transporte de baterías). Las implementaciones especializadas incluyen ATEX/IECEx para atmósferas explosivas, ANSI/UL para seguridad eléctrica en Norteamérica o estándares específicos del sector para uso en defensa, medicina o marítimo.
© 2026 Wonderful PCBLas especificaciones técnicas, los plazos y los rangos de costos descritos se basan en Wonderful PCB datos del proyecto y pueden variar según el alcance del proyecto y las condiciones del mercado.