Ihr robustes Tablet mit IP68-Zertifizierung hat den Labortest bestanden. Das bedeutet aber nicht, dass es auch in einem Logistiklager bestehen kann. Zwischen einem statischen IEC 60529-Tauchtest und einem rund um die Uhr betriebenen Kühlhaus besteht eine so große Lücke, dass ein ganzes Projekt scheitern kann – und die meisten OEM-Ingenieure bemerken dies erst nach dem PVT-Test.
So funktioniert es genau Wonderful PCB Wir haben ein 10.1-Zoll-5G-Tablet mit dreifacher Ausfallsicherheit für den Einsatz in Lagerhallen mit hohem Durchsatz entwickelt – und wir haben untersucht, was dabei schiefgelaufen ist.
1. Projektübersicht
Der Kunde betrieb ein Tier-1-Logistiknetzwerk – mit großen Distributionszentren und Kühlketteneinrichtungen für Lebensmittel und Pharmazeutika. Seine robusten Tablets für Endverbraucher fielen innerhalb von 90 Tagen im Lager aus. Die Bildschirme rissen, die Dichtungen waren nach Fahrten mit Kühlwagen undicht, und die WLAN-Verbindung brach in der Nähe von Metallregalen ab.
Die Aufgabenstellung war präzise: Entwicklung eines robusten 10-Zoll-5G-Android-Tablets, das Vibrationen durch Gabelstaplermontage, Stürze aus Beton, tägliche Temperaturschwankungen von -25 °C in Kühlräumen bis 55 °C in LKW-Lagern sowie den Betrieb in Umgebungen mit hoher Wi-Fi-6-/LTE-Dichte in 500,000 m² großen Stahlregalhallen unbeschadet übersteht. Schutzart IP68 (wasserdicht), Fallschutz nach MIL-STD-810H, Barcode-Scanner, NFC, GPS und ein Akku mit mindestens 8,000 mAh Kapazität. Die Verfügbarkeit der Komponenten ist für 5–7 Jahre garantiert.
Was folgte, waren 14 Monate von der Konzeption bis zur Massenproduktion – und drei Momente, die das Programm beinahe beendet hätten.
2. Kundenanforderungen und technische Spezifikationen
Funktionale Ziele:
- 10.1-Zoll-FHD-Display mit Handschuhbedienung und sonnenlichttauglicher Helligkeit
- Integriertes 2D-Barcode-Scannermodul, NFC, GPS
- LTE mit optionalem 5G-Sub-6-GHz-Band
- Android mit Kioskmodus und Unterstützung für OTA-Updates für Unternehmen
- Kompatibilität mit Lagerverwaltungssystemen und ERP-Systemen
Umweltziele:
- IP68: Wasserdicht bis 1.5 m Tiefe, 30 Minuten, gemäß IEC 60529
- Fallfestigkeit nach MIL-STD-810H: 1.5 m auf Beton, verschiedene Ausrichtungen
- Betriebstemperatur: −20 °C bis 60 °C
- Zyklische Belastung durch hohe Luftfeuchtigkeit, Vibrationen pro Gabelstapler-Montageprofil
Ziele der Lieferkette:
- Komponentenlebensdauer 5–7 Jahre
- Industrietauglicher SoC mit bewährtem Android BSP
- Zweitquellenqualifizierung für Speicher- und Energiemanagement-ICs
Die Einhaltung der Kühlkette führte zu einer zusätzlichen Ebene, die die meisten Programme vernachlässigen: Die FSMA- und HACCP-Anforderungen für Lebensmittel- und Pharmapaletten bedeuten absolute Nulltoleranz gegenüber Wassereintritt. Eine einzige undichte Einheit in einer Flotte führt zum kompletten Austausch. Dieser Kostenfaktor beeinflusste jede nachgelagerte Dichtungsentscheidung.
3. Systemarchitektur und Plattformauswahl
Die SoC-Evaluierung ließ sich auf zwei Wege reduzieren: eine industrielle Snapdragon-Plattform von Qualcomm und eine robuste Tablet-Chipsatzlösung von MediaTek.
Die MediaTek-Option bot kürzere Lieferzeiten und niedrigere Materialkosten. Qualcomm überzeugte jedoch aufgrund dreier Faktoren, die für diesen Einsatz ausschlaggebender waren: HF-Stabilität in Umgebungen mit hoher Signaldichte, langfristige Unterstützung durch das Android BSP und eine etablierte Zweitlieferkette für einen Produktlebenszyklus von 5–7 Jahren.
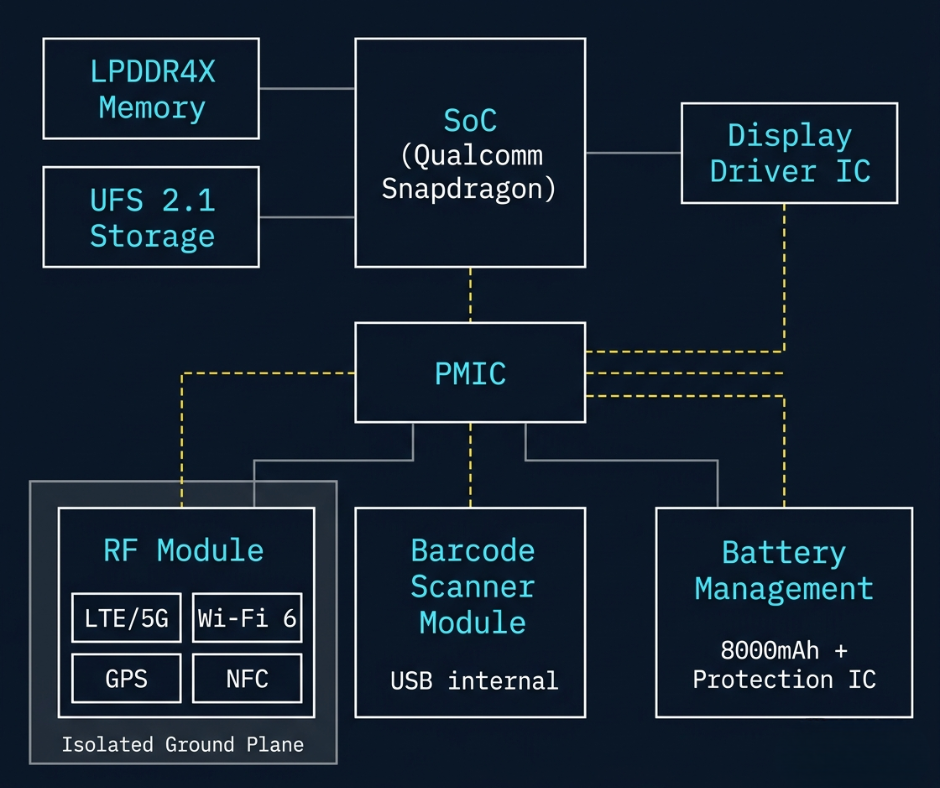
Hardware-Blockarchitektur war in fünf Teilsysteme gegliedert:
Der SoC steuerte den Displaytreiber, den Speicherstack und den PMIC. Das HF-Modul befand sich auf einem separaten PCB-Bereich mit eigener Massefläche. Das Barcode-Scannermodul war intern über USB mit einer dedizierten Firmware-Partition verbunden. Der 8,000-mAh-Akkustapel nutzte einen industrietauglichen Schutz-IC mit Kaltstart-Spannungsstabilisierung bis zu −20 °C – eine zwingende Voraussetzung für den Betrieb im Gefrierfach.
Die 8-lagige HDI-Leiterplatte verfügte über kontrolliertes Impedanzrouting auf Differenzialpaaren, DDR-Längenanpassung innerhalb von ±0.1 mm und vollständige Trennung der Stromversorgungsebene zwischen HF- und Logikbereich. Nichts davon ist ungewöhnlich.
Ungewöhnlich wurde es erst, als man die gesamte Konstruktion aus großer Höhe fallen ließ.
4. HDI-Leiterplatten- und HF-Entwicklung
4.1 Der Leiterplattenfehler, den niemand ins Datenblatt aufnimmt
Zwischen DVT und PVT wäre dieses Programm beinahe an etwas gescheitert, das in keinem Datenblatt der Komponenten auftaucht: Risse in den BGA-Lötstellen wurden durch Gehäuseverformung während Falltests verursacht.
Wenn ein magnesiumverstärktes Gehäuse aus 1.5–2 m Höhe auf einen Betonboden aufprallt, bricht es nicht. Es gibt nur minimal nach. Der Rahmen aus Magnesium-Druckgusslegierung hat einen Elastizitätsmodul von etwa 45 GPa. Bei einem Stoß an einer Ecke verformt er sich nur geringfügig und überträgt die Scherspannung direkt auf die Leiterplatte entlang stark beanspruchter Leitungen: Stromschienen, Hochgeschwindigkeits-Differenzialleitungen und Batterieanschlussflächen. Bei −20 °C wird das FR-4-Laminat spröde. Diese Kombination führt unweigerlich zu BGA-Rissen.
Das Team stattete laufende DVT-Einheiten mit direkt auf die Leiterplatte geklebten Mikrodehnungsmessstreifen an verdächtigen Stellen aus. Die Einheiten wurden auf einen Betonamboss fallen gelassen, und die Mikrodehnung wurde in Echtzeit protokolliert. Die Spitzenwerte erreichten lokal 800–1,200 µε – deutlich über dem Schwellenwert von 500 µε, ab dem die BGA-Unterfüllung bei wiederholten Stößen an Haftung verliert.

Die Lösung stammte nicht aus einem Datenblatt. Die Lösung bestand darin, bei den am stärksten beanspruchten Bauteilen 0.2 mm dicke Edelstahlversteifungen und Eckverklebungen mit Epoxidharz anzubringen und anschließend die internen Schraubösen so zu positionieren, dass ein Spannungskäfig entstand, der die Gehäuseverdrehung auf unter 0.3° begrenzte. Diese Daten sind in einem internen Prozessdokument dokumentiert und in keinem Prüfbericht nach MIL-STD-810H zu finden.
PVT-Werkzeuge fixieren die Gehäusegeometrie. Eine Gehäuserevision während der Entwicklungsphase erfordert neue Werkzeuge – 6 bis 12 Wochen Zeitaufwand und Kosten von 50,000 bis 150,000 US-Dollar. Die frühzeitige Erkennung dieses Problems bei DVT anstatt bei PVT entschied über eine Verzögerung und einen Neustart des Programms.
4.2 HF-Stabilität in einem metallverstärkten Gehäuse
Die Theorie betrachtet Hochfrequenztechnik in metallverstärkten Gehäusen als ein Problem der Antennenplatzierung und der Erdung. In einem Logistiklager versagt diese Theorie.
Das Metallgehäuse in Kombination mit dem Magnesiumrahmen bildet einen Resonanzraum. Dessen Schwingungsmoden verändern sich mit der Temperatur (durch die Ausdehnung des Gehäuses), mit der Handhaltung (da die Kapazität der Hand die Resonanzebene beeinflusst) und mit der Umgebung (z. B. durch einen fahrenden Gabelstapler oder ein Stahlregal, das das Mehrwegeausbreitungsprofil verändert). Die Simulation prognostiziert das Verhalten im freien Raum. Sie sagt jedoch nicht voraus, was passiert, wenn ein Benutzer das robuste Tablet im Hochformat hält und sich zwischen 8 Meter hohen Stahlregalen befindet, während ein Gabelstapler in 3 Metern Entfernung vorbeifährt.
In diesem Szenario kommt es bei Wi-Fi 6 und 4G zu Nullpunktverschiebungen von 8–15 dB. Der LTE/5G-MIMO-Durchsatz bricht ein, da beide Antennen auf unkorreliertes Fading stoßen, das kein Single-Port-Matching-Netzwerk beheben kann. Feldmessungen von eingesetzten Geräten bestätigten dies übereinstimmend. Die effektive Reichweite ist um 25–40 % geringer als bei reflexionsarmen Kammern.
Die Lösungen erforderten eine interne Abstimmung der FPC-Antenne unter verschiedenen Ausrichtungs- und Belastungsbedingungen. Die HF-Abschirmung konnte um den PMIC herum ausgelegt werden, um die elektromagnetischen Störungen zu reduzieren. Die Optimierung der Massefläche wurde unter realen Lagerbedingungen – nicht nur in einer HF-Kammer – validiert. Die FCC- und CE-Konformitätsprüfungen wurden nach der Abstimmung unter Feldbedingungen durchgeführt, nicht vorher.
5. Dreifachbeweis für Tragwerksplanung
5.1 IP68 Wasserdichtigkeit: Der eigentliche Ausfallmodus
Hier ist der Fehler, den die meisten OEM-Ingenieure in Bezug auf IP68 machen: Die Dichtung ist nicht der Punkt, an dem das Problem im praktischen Einsatz auftritt.
Die Immersionsprüfung nach IEC 60529 ist statisch – Raumtemperatur, kein Druckwechsel, 30 Minuten. In einer Kühlkette im Lager herrschen jedoch völlig andere Bedingungen. Das robuste Tablet erwärmt sich beim Beladen tagsüber in einem Anhänger auf 55–70 °C. Die Luft im Inneren dehnt sich aus und entweicht durch kleinste Kanäle. Anschließend wird es in ein Gefrierfach mit −25 °C gebracht. Das Gehäuse zieht sich zusammen. Die Luft im Inneren kühlt ab und erzeugt ein Vakuum von −5 bis −15 kPa. Dieses Vakuum saugt Wasser durch eine Dichtung, die bei der Demontage scheinbar intakt ist – denn der Fehler liegt nicht an der Dichtung, sondern an der 0.1–0.2 mm starken Durchbiegung der Gehäusewand unter Unterdruck.
Die nachträgliche Demontage ergab makellose Dichtungen, wobei Wasserspuren am tiefsten Punkt des Gehäuses oder um die Nähte der Backbordklappe herum sichtbar waren. Die Dichtung hat gehalten. Das Gehäuse hat sich verbogen.
Die Gegenmaßnahme: Eine kalibrierte Gore-Mikro-Atemmembran mit Schutzart IP68 lässt einen Luftdurchsatz von 0.5–1 ml/min durch. Zusätzlich sorgt eine FEA-Druckanalyse dafür, dass die Wanddurchbiegung unter 0.05 mm bleibt. Ohne diese Membran versagen selbst hochwertige Fluorsilikon-Dichtungen innerhalb von 6–18 Monaten im Kühlkettenbetrieb.

Zusätzliche Dichtungsarchitektur:
- Doppelte Silikondichtungen an allen Gehäuseverbindungen
- Wasserdichte Akustikmembran an Lautsprecher- und Mikrofonanschlüssen
- Versiegelter USB-Typ-C-Anschluss mit Schutzklappe
- Druckausgleich ausschließlich über die kalibrierte Entlüftungsöffnung
5.2 Fallfestigkeit: Das 37–42°-Problem
MIL-STD-810H Methode 516.7 spezifiziert Falltests mit flacher Fläche und beliebiger Orientierung. Die ursprüngliche Annahme des Teams: Verstärkte Magnesiumecken und interne Stoßrippen würden die Aufprallkraft verteilen und eine Überlebensrate von über 95 % bei einer Fallhöhe von 1.5 m erreichen.
Die Daten der Hochgeschwindigkeitskameras für tiefe Venenthrombose erzählten eine andere Geschichte. Bei einem Aufprallwinkel von genau 37–42° sank die Überlebensrate auf 42%.
Bei diesem Winkel war der Aufprallvektor gleichzeitig auf die längste ungestützte Leiterplattenfläche und die Nahtstelle des Batteriezellenstapels ausgerichtet. Der erste Ausfall trat bei einem Fall aus 18 Metern Höhe auf – gegenüber den vorhergesagten über 200.
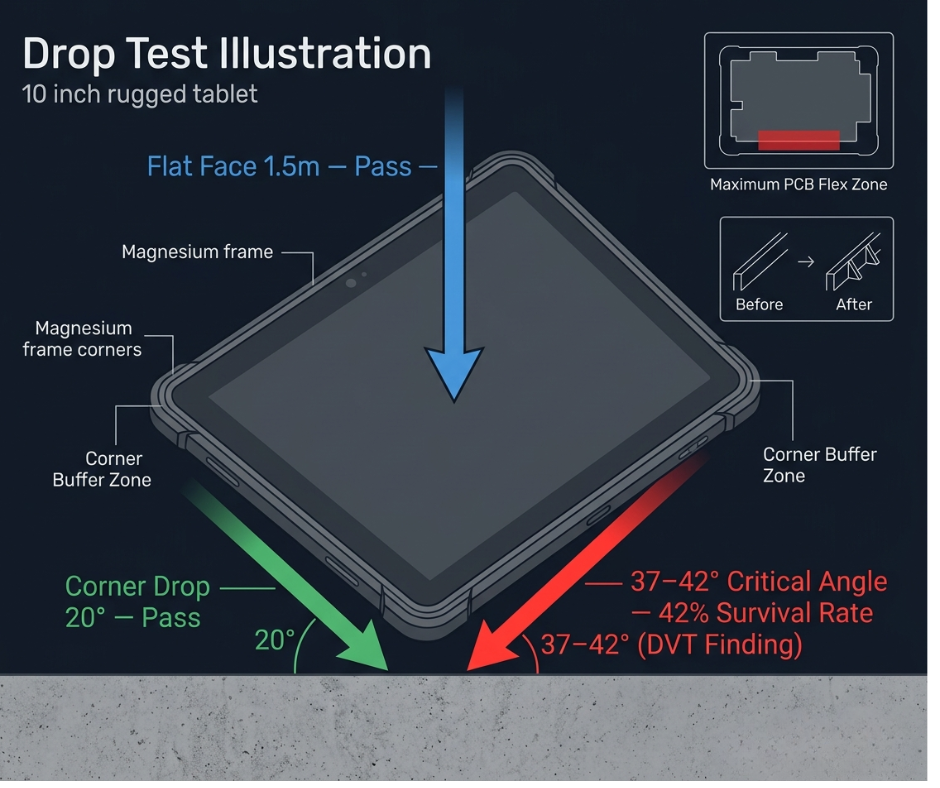
Keine Simulation hat diesen spezifischen Winkelbereich vorhergesagt, da die MIL-STD-810H-Flachflächenprüfung ihn nicht belastet und generische FEA-Annahmen starre Körper verwenden, die die dynamische Kopplung der Leiterplatte außer Acht lassen.
Die Reparatur erforderte das Anbringen von inneren Rippen und die Änderung der Härte der Magnesiumlegierung. Diese Gehäuserevision erfolgte zwei Wochen vor dem PVT-Einfrieren. Teuer, aber überlebbar. Entscheidend für das Überleben war die Hochgeschwindigkeitskamera-Instrumentierung während der DVT, nicht etwa ein Fehlerbericht nach dem PVT-Eingriff.
Die schwimmende Motherboard-Montage und die Eckpufferverstärkung wurden in die finale Konstruktion aufgenommen. Die Schwingungssimulation wurde vor der PVT-Abnahme am Gabelstapler-Montageprofil erneut durchgeführt.
6. Wärme- und Energietechnik
Ein robustes, versiegeltes Tablet, das im direkten Sonnenlicht kontinuierlich 5G sendet, stellt ein Wärmeproblem dar, da es keinen offensichtlichen Abflussweg gibt. Es gibt keinen Lüfter, keine Lüftungsöffnung. Die Wärme muss irgendwohin entweichen.
Der Wärmepfad: Graphitfolie über SoC und HF-Modul → Kupferverteiler → Wärmeleitung durch den Magnesium-Unterrahmen → Wärmeabfuhr über die Gehäuseoberfläche. Vor der Werkzeugfertigung wurde eine Wärmesimulation durchgeführt, um die Sperrschichttemperaturen unter maximaler kombinierter Last zu ermitteln: 60 °C Umgebungstemperatur, kontinuierliche LTE-Datenübertragung, Bildschirmhelligkeit auf Maximum.
Der 8,000-mAh-Akku benötigte einen industrietauglichen Schutz-IC mit Kaltstartstabilisierung. Bei −20 °C steigt der Innenwiderstand von Lithiumzellen sprunghaft an. Ohne Kaltstart-Spannungsmanagement startet das Gerät entweder gar nicht oder zieht beim Einschalten im Gefrierfach einen gefährlich hohen Impulsstrom. Dies ist keine optionale Funktion, sondern eine grundlegende Betriebsanforderung für den Einsatz in der Kühlkette, die handelsübliche Batteriemanagement-ICs nicht erfüllen.
7. Softwareanpassung und industrielle Integration
Die Android-Anpassung zielte auf drei Unternehmensanforderungen ab: Sperrung des Kioskmodus für den dedizierten WMS-Betrieb, Kompatibilität mit Enterprise Mobile Device Management für die flottenweite Richtlinienbereitstellung und OTA-Fernaktualisierungsfunktion – entscheidend für einen Einsatz von 10,000 bis 50,000 Einheiten, bei dem physische Firmware-Updates betrieblich nicht möglich sind.
Die Integration von WMS und ERP erforderte, dass das Barcode-Scanner-Modul ein standardisiertes HID-Tastaturprofil sowie eine direkte SDK-API bereitstellt, die sowohl ältere WMS-Plattformen als auch moderne REST-basierte Lagersysteme abdeckt. Die Unterstützung privater LTE- und Wi-Fi-6E-Netzwerke wurde anhand der spezifischen Frequenzpläne der Distributionszentren des Kunden validiert – nicht nur an einem Testzugangspunkt.
8. Prototyping und Validierung
EVT Fokus auf SoC-Inbetriebnahme, HF-Messungen auf unbestückten Platinen, Validierung des Stromversorgungssystems und thermische Profilerstellung. Noch kein Gehäuse. Ziel: Designfehler finden, bevor in Werkzeuge investiert wird.
DVT Das vollständige Gerät wurde in das endgültige oder nahezu endgültige Gehäuse eingebaut. Hier trat der Ausfall bei einem Fallwinkel von 37–42° auf. Hier erfolgte die Dehnungsmessung. Der Vakuumeintrittsmodus wurde durch kombinierte Temperatur- und Druckzyklen – nicht durch den statischen IEC-Test – identifiziert. Die HF-OTA-Messung erfolgte zunächst in einer reflexionsarmen Kammer und anschließend in einer realen Lagerumgebung. Der Akku wurde im gesamten Temperaturbereich von −20 °C bis 60 °C getestet.
PVT Validierung der Produktionsprozessfähigkeit, nicht des Designs. SMT-Feinraster-BGA-Platzierung, Röntgenprüfung auf Lufteinschlüsse an kritischen Bauteilen, Reflow-Profiloptimierung. Validierung des wasserdichten Montageprozesses einschließlich der zweistufigen Drehmomentsequenz und der Verweilzeit in kontrollierter Umgebung.
Die Zuverlässigkeitsprüfung umfasste:
- Die IP68-Dichtungsprüfung wurde nach 500 Falltests wiederholt, um die Dichtigkeit unter extremen Bedingungen zu überprüfen.
- Temperaturwechselprüfung: −20 °C bis 70 °C, 200 Zyklen, gemäß EN 60068-2-14
- Feuchtekammer bei 85 °C/85 % relativer Luftfeuchtigkeit
- Lebensdauer des Ladeanschlusses: 10,000 Steckzyklen am abgedichteten Typ-C-Stecker
- Validierung der Genauigkeit des Barcode-Scanners über den gesamten Betriebstemperaturbereich
9. Massenproduktion und Qualitätskontrolle
Die SMT-Bestückung erfolgte mit feiner BGA-Platzierung und Röntgenprüfung jedes Panels. Das Reflow-Profil wurde speziell für die gemischte Bestückung optimiert – Standardgehäuse neben den BGA-Underfill-Zonen, die bei der DVT-Dehnungsmessung identifiziert wurden.
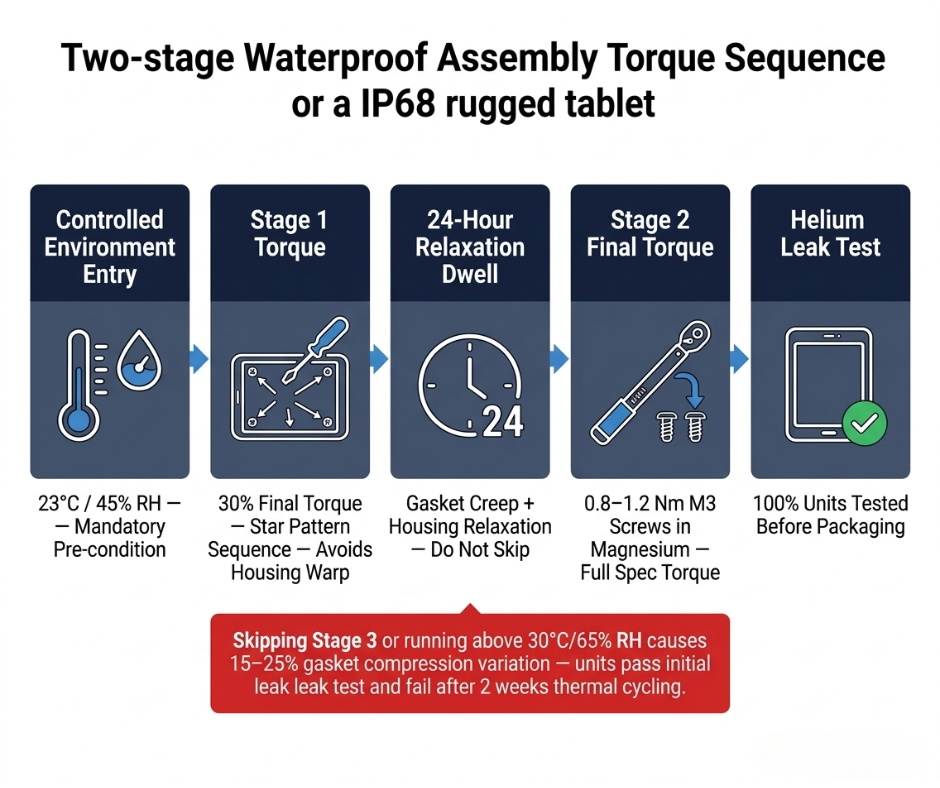
Die meisten Massenausfälle entstehen im Prozess der wasserdichten Montage.Und letztendlich kommt es auf einen Schritt an, der in keiner Zeichnung vorkommt:
Zweistufiges Drehmoment plus ein 24-stündiges Entspannungsfenster bei 23 °C / 45 % relativer Luftfeuchtigkeit.
Techniker ziehen alle Außenschrauben zunächst sternförmig mit 30 % des endgültigen Drehmoments an. Anschließend warten sie 24 Stunden, damit sich das Dichtungselastomer und das Gehäusematerial entspannen können. Danach wird das endgültige Drehmoment aufgebracht – typischerweise 0.8–1.2 Nm für M3-Schrauben in Magnesium. Wird die Entspannungsphase ausgelassen oder der Prozess bei 35 °C und 70 % relativer Luftfeuchtigkeit durchgeführt, entstehen Abweichungen von 15–25 % bei der Dichtungskompression. So gefertigte Geräte bestehen zwar den Helium-Dichtheitstest, fallen aber nach zwei Wochen thermischer Belastung aus.
Dieser Prozess ist im internen Reisedokument nach dem Leck der ersten Charge von 200 DVT-Einheiten erhalten geblieben.
Es ist in keiner technischen Zeichnung vermerkt. Die Monteure lernen es entweder auf die harte Tour oder erst, wenn die Garantiedaten des Kunden eintreffen.
Dichtheitsprüfung vor dem Verpacken. Drehmomentkontrollierte Verschraubung mit kalibriertem Werkzeug. Überwachung der Klebstoffaushärtung am Displayrand. UV-Verklebung. Jede Einheit.
10. Technische Herausforderungen und Lösungen
| Herausforderung | Technisches Risiko | Lösung | Lösung |
| BGA-Rissbildung unter Gehäuseflex | Lötstellenversagen bei −20°C | Dehnungsmessstreifen-Biegekartierung + Neupositionierung der Rippen des Spannungskäfigs + Eckverklebung mit Epoxidharz | MIL-STD-810H-Abfall bei DVT bestanden |
| Vakuumeintritt nach thermischer Zyklisierung | IP68-Dichtungsversagen im Feld | Kalibrierte Gore-Atmungsmembran + FEA-Wanddurchbiegungskartierung | Keine Eingangsfehler im kombinierten 500-Zyklen-Umgebungstest |
| Katastrophales Versagen bei einem Fallwinkel von 37–42° | 42 % Überlebensrate gegenüber 95 % vorhergesagter Überlebensrate | Überarbeitung der Gehäuserippen + Änderung der Magnesiumhärte + schwimmende Leiterplattenmontage | Mehr als 200 Stürze in allen Flugrichtungen erfolgreich absolviert |
| HF-Nullstellenverschiebungen in einem Metalllager | 25–40 % Reichweitenverlust im Vergleich zur Kammer | FPC-Antennenabstimmung + Feldbedingungenvalidierung + Abschirmung können entwickelt werden | Stabiles LTE/Wi-Fi 6 in voller Gabelstapler-/Regalumgebung |
| Dichtungskompressionsabweichung bei der Montage | Dichtungsausfall nach Temperaturwechseln | Zweistufiges Drehmoment + 24-stündige Relaxation bei kontrollierter Temperatur von 23 °C und 45 % relativer Luftfeuchtigkeit | Gleichmäßige Kompression, keine Leckage am PVT |
| Kaltstartfehler bei −20°C | Gerät startet nicht im Gefrierfach | Industrieller Batterieschutz-IC mit Kaltstart-Spannungsstabilisierung | Zuverlässiger Startvorgang über den gesamten Temperaturbereich von −20 °C bis 60 °C |
11. Projektergebnisse und Marktauswirkungen
Das Programm hat alle Ziele erreicht:
- IP68-Zertifizierung gemäß IEC 60529, erneut validiert nach 500 kumulativen Falltests.
- Die MIL-STD-810H-Methode 516.7 wurde für alle Tropfenorientierungen, einschließlich des 37–42°-Fensters, bestanden.
- Stabiler Betrieb im Temperaturbereich von −20 °C bis 60 °C bestätigt, einschließlich des Einsatzes in Kühlketten-Gefrierfächern.
- Wi-Fi 6 und private LTE-Konnektivität wurden in realen Lagerumgebungen mit vollständiger Beladung durch Stahlregale und Gabelstapler validiert.
- Massenproduktionsvolumen mit Zielausbeute und ohne Ausfälle der wasserdichten Montage nach Aktualisierung des Prozessbegleiters erreicht.
Die Geräte wurden in einem Tier-1-3PL-Netzwerk eingesetzt. 60–70 % der Geräte waren auf Gabelstapleraufnahmen montiert, 20–30 % wurden in Kühlräumen mobil eingesetzt. Die Flottenverfügbarkeitsdaten nach neun Monaten zeigten keine IP68-bedingten Ausfälle im Feld – der wichtigste Faktor, wenn die Einhaltung der Kühlkette absolute Wasserdichtheit bei Lebensmittel- und Pharmapaletten erfordert.
12. Fazit
IP68 auf einem Datenblatt und IP68 nach 500 Stürzen in einem −25°C kalten Gefrierfach sind zwei unterschiedliche Angaben. Der Unterschied liegt in der spannungsbasierten Leiterplattenentwicklung, den kalibrierten Belüftungsmembranen, den 24-stündigen Entspannungsphasen für die Montage und der HF-Abstimmung in einer realen Produktionshalle – nicht nur in einer Kammer. Das ist es. Wonderful PCB bringt in OEM- und ODM-Programme für robuste Industrie-Tablets Folgendes ein: die technische Expertise, die dafür sorgt, dass Ihr Gerät auch nach Ablauf der Garantiezeit noch funktioniert.
Wonderful PCB führt vollständige OEM- und ODM-Programme für robuste Tablets durch – von der Hardwarearchitektur bis hin zur HDI PCB Von der Entwicklung bis zur zertifizierten Serienproduktion und Feldausfallanalyse. Kontaktieren Sie unser Ingenieurteam, um Ihre Anforderungen an die Entwicklung industrieller Tablets zu besprechen.