Il tuo tablet rugged IP68 ha superato il test di laboratorio. Questo non equivale a superare un test in un magazzino logistico. Tra un test di immersione statico IEC 60529 e un centro di distribuzione a catena del freddo operativo 24 ore su 24, 7 giorni su 7, c'è un divario sufficientemente ampio da compromettere un programma, e la maggior parte degli ingegneri OEM lo scopre solo dopo i test pre-verificati (PVT).
Ecco esattamente come Wonderful PCB Abbiamo progettato un tablet 5G da 10.1 pollici a prova di triplo guasto per la distribuzione in grandi magazzini, e abbiamo analizzato cosa è andato storto lungo il percorso.
1. Panoramica del progetto
Il cliente gestiva una rete logistica di primo livello, composta da centri di distribuzione ad alto volume e strutture per la catena del freddo dedicate al trasporto di alimenti e prodotti farmaceutici. I loro tablet rugged di fascia consumer si guastavano entro 90 giorni all'interno del magazzino. Schermi che si crepavano. Guarnizioni che perdevano dopo i viaggi con camion refrigerati. Connessione Wi-Fi che si interrompeva in prossimità delle scaffalature metalliche.
Il brief era specifico: realizzare un tablet Android rugged da 10 pollici con connettività 5G, in grado di resistere alle vibrazioni del montaggio su carrello elevatore, alle cadute su cemento, alle oscillazioni termiche giornaliere da -25 °C nelle celle frigorifere a 55 °C all'interno dei rimorchi, e ad ambienti Wi-Fi 6/LTE privati ad alta densità all'interno di edifici con struttura in acciaio di 500,000 piedi quadrati. Requisiti: grado di impermeabilità IP68, resistenza alle cadute secondo lo standard MIL-STD-810H, modulo scanner di codici a barre, NFC, GPS e batteria di almeno 8,000 mAh. Disponibilità dei componenti garantita per 5-7 anni.
Seguirono 14 mesi, dall'ideazione alla produzione di massa, e tre momenti che rischiarono di mandare in fumo il programma.
2. Requisiti del cliente e specifiche tecniche
Obiettivi funzionali:
- Display FHD da 10.1 pollici con funzionalità touch utilizzabili anche con i guanti e luminosità leggibile alla luce del sole.
- Modulo scanner di codici a barre 2D integrato, NFC, GPS
- LTE con 5G sub-6GHz opzionale
- Android con modalità kiosk e supporto per aggiornamenti OTA aziendali
- Compatibilità tra sistema di gestione del magazzino e sistema ERP.
Obiettivi ambientali:
- IP68: immersione fino a 1.5 m per 30 minuti, secondo la norma IEC 60529.
- Resistenza alle cadute secondo lo standard MIL-STD-810H: da 1.5 m su cemento, in diverse orientazioni.
- Temperatura di esercizio: da -20°C a 60°C
- Cicli ad alta umidità, vibrazioni per profilo di montaggio del carrello elevatore
Obiettivi della catena di approvvigionamento:
- Ciclo di vita del componente: 5-7 anni
- SoC di livello industriale con BSP Android collaudato
- Qualificazione di seconda fonte per circuiti integrati di memoria e gestione dell'alimentazione.
La conformità alla catena del freddo ha aggiunto un livello di complessità che la maggior parte dei programmi ignora: i requisiti FSMA e HACCP relativi ai pallet per alimenti e prodotti farmaceutici implicano tolleranza zero per le infiltrazioni d'acqua. Una singola unità che perde in una flotta comporta la sostituzione completa. Questo fattore di costo ha influenzato ogni decisione relativa alla sigillatura a valle.
3. Architettura di sistema e selezione della piattaforma
La valutazione del SoC si è ridotta a due percorsi: una piattaforma industriale Qualcomm Snapdragon e una soluzione chipset MediaTek per tablet robusti.
L'opzione MediaTek presentava tempi di consegna più brevi e costi della distinta base inferiori. Qualcomm ha prevalso per tre fattori che risultavano più rilevanti per questa implementazione: stabilità RF in ambienti multi-percorso ad alta densità, impegni di supporto a lungo termine per il BSP di Android e una consolidata catena di fornitura di secondo fornitore per un ciclo di vita di 5-7 anni.
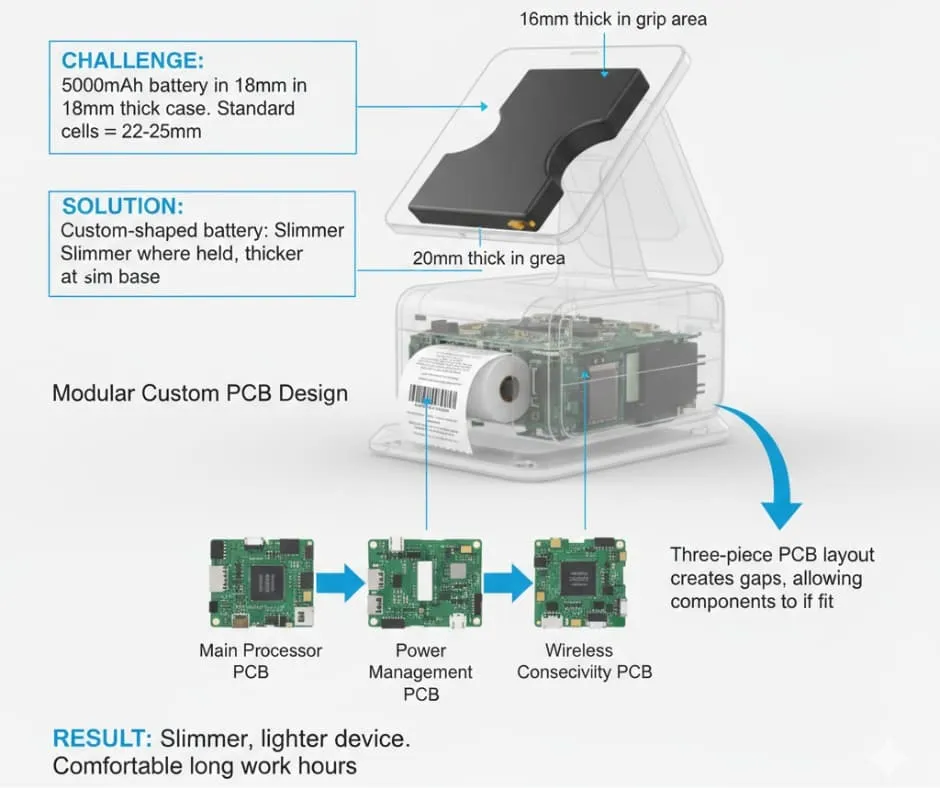
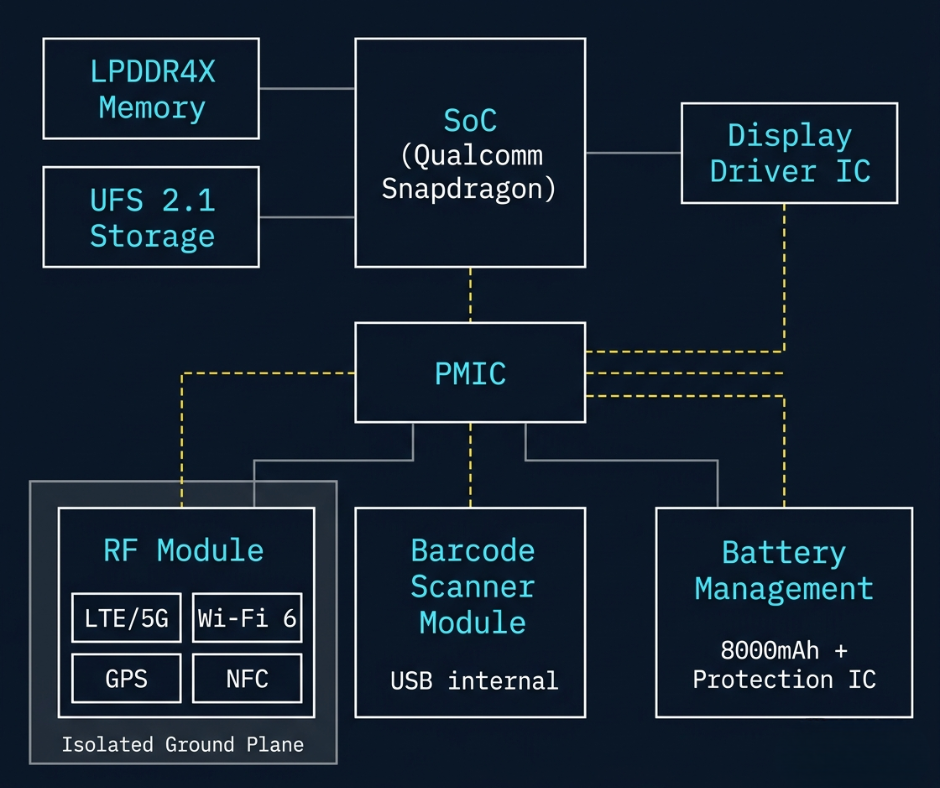
Architettura a blocchi hardware era organizzato attorno a cinque sottosistemi:
Il SoC gestiva il driver del display, lo stack di memoria e il PMIC. Il modulo RF era posizionato su una zona separata del PCB con un proprio piano di massa. Il modulo scanner di codici a barre si collegava internamente tramite USB con una partizione firmware dedicata. Il pacco batterie da 8,000 mAh utilizzava un circuito integrato di protezione di livello industriale con stabilizzazione della tensione a freddo fino a -20 °C, requisito imprescindibile per il funzionamento in celle frigorifere.
Il PCB HDI a 8 strati presentava un routing a impedenza controllata su coppie differenziali, una corrispondenza di lunghezza DDR entro ±0.1 mm e un isolamento completo del piano di alimentazione tra i domini RF e logico. Nulla di tutto ciò è insolito.
La cosa insolita è stata ciò che è successo quando si è lasciato cadere l'intero assemblaggio dall'alto.
4. Ingegneria PCB e RF HDI
4.1 Il guasto del PCB che nessuno inserisce nella scheda tecnica
Tra trombosi venosa profonda (TVP) e trombosi venosa polmonare (TVP), questo programma è quasi fallito a causa di qualcosa che non compare in nessuna scheda tecnica dei componenti: Fratture nelle saldature BGA causate dalla flessione del telaio durante i test di caduta.
Quando un alloggiamento rinforzato in magnesio colpisce un pavimento di cemento da un'altezza di 1.5-2 metri, non si rompe. Si flette, quel tanto che basta. Il telaio in lega di magnesio pressofuso ha un modulo di circa 45 GPa. In caso di impatto su un angolo, si deforma leggermente, trasferendo lo stress di taglio direttamente al PCB lungo le linee di maggiore sollecitazione: linee di alimentazione, coppie differenziali ad alta velocità, pad del connettore della batteria. A -20 °C, il laminato FR-4 diventa fragile. Questa combinazione è una potenziale causa di rottura del BGA.
Il team ha dotato le unità DVT funzionanti di microestensimetri incollati direttamente sul PCB nelle zone sospette. Cadendo su un'incudine di cemento, è stata registrata la microdeformazione in tempo reale. I valori di picco hanno raggiunto localmente 800-1,200 µε, ben al di sopra della soglia di 500 µε oltre la quale il materiale di riempimento BGA inizia a perdere adesione a seguito di impatti ripetuti.

La soluzione non proveniva da una scheda tecnica. Il risultato è stato ottenuto aggiungendo rinforzi in acciaio inox da 0.2 mm e resina epossidica agli angoli solo sui componenti sottoposti alle sollecitazioni maggiori, per poi riposizionare i supporti interni delle viti in modo da creare una gabbia di rinforzo che limitasse la torsione del telaio a meno di 0.3°. Questi dati sono contenuti in un documento interno relativo al processo produttivo. Non li troverete in alcun rapporto di prova MIL-STD-810H.
Gli utensili PVT bloccano la geometria dell'alloggiamento. Una revisione dell'alloggiamento in fase intermedia comporta la necessità di nuovi utensili rigidi, con tempi di attesa di 6-12 settimane e costi compresi tra 50,000 e 150,000 dollari. Individuare questo problema durante la fase DVT anziché la PVT ha fatto la differenza tra un ritardo e la ripartenza del programma.
4.2 Stabilità RF in un alloggiamento rinforzato in metallo
In teoria, la radiofrequenza negli alloggiamenti rinforzati in metallo viene considerata come un problema di posizionamento dell'antenna e di piano di massa. In un magazzino logistico, questa teoria non regge.
Il telaio metallico unito alla struttura in magnesio crea una cavità risonante. Le sue modalità di vibrazione variano con la temperatura, a causa della dilatazione termica dell'involucro, con la presa dell'operatore, poiché la capacità della mano modifica il piano di massa, e con l'ambiente circostante, ad esempio quando un carrello elevatore o una scaffalatura in acciaio in movimento cambiano il profilo del multipath. La simulazione prevede le prestazioni in spazio libero. Non prevede invece cosa accade quando un operatore impugna il tablet rugged in posizione verticale, stando in piedi tra scaffalature in acciaio alte 8 metri, con un carrello elevatore che passa a 3 metri di distanza.
In tale scenario, le bande Wi-Fi 6 e 4G presentano spostamenti nulli di 8-15 dB. Il throughput MIMO LTE/5G collassa perché entrambe le antenne subiscono un fading non correlato che nessuna rete di adattamento a porta singola può correggere. I dati sul campo provenienti dalle unità implementate hanno mostrato in modo coerente Intervallo effettivo inferiore del 25-40% rispetto ai valori rilevati in camera anecoica.
Le soluzioni richiedevano la messa a punto interna dell'antenna FPC in diverse condizioni di orientamento e carico, la possibilità di progettare la schermatura RF attorno al PMIC per ridurre il contributo delle interferenze elettromagnetiche e l'ottimizzazione del piano di massa convalidata in condizioni reali di magazzino, non solo in una camera anecoica. I test di conformità FCC e CE sono stati eseguiti dopo la messa a punto in condizioni reali, non prima.
5. Ingegneria strutturale a tripla prova
5.1 Impermeabilità IP68: la vera modalità di guasto
Ecco l'errore più comune commesso dagli ingegneri OEM riguardo alla certificazione IP68: La guarnizione non è il punto in cui si guasta sul campo.
Il test di immersione IEC 60529 è statico: temperatura ambiente, nessuna variazione di pressione, 30 minuti. Un'unità della catena del freddo in magazzino è soggetta a condizioni completamente diverse. Il robusto tablet si riscalda a 55-70 °C all'interno di un rimorchio durante le operazioni di carico diurne. L'aria interna si espande e fuoriesce attraverso micro-percorsi. Successivamente, viene immessa in una cella frigorifera a -25 °C. L'involucro si contrae. L'aria interna si raffredda e crea un vuoto di -5 a -15 kPa. Questo vuoto aspira acqua verso l'interno, oltrepassando una guarnizione che appare perfettamente intatta durante lo smontaggio, perché il problema non è la guarnizione, bensì la deformazione di 0.1-0.2 mm della parete dell'involucro sotto pressione negativa.
Le analisi post-mortem hanno rivelato guarnizioni intatte con tracce d'acqua visibili nel punto più basso dell'alloggiamento o intorno alle giunture degli sportelli. La guarnizione ha superato il test. L'alloggiamento si è flesso.
La contromisura: Una membrana traspirante Gore calibrata con grado di protezione IP68, in grado di far passare un flusso d'aria di 0.5–1 mL/min, e una mappatura della pressione tramite analisi agli elementi finiti (FEA) per mantenere la deflessione della parete al di sotto di 0.05 mm. Senza la membrana traspirante, anche le guarnizioni in fluorosilicone di alta qualità si deteriorano entro 6–18 mesi di utilizzo nella catena del freddo.

Architettura di tenuta aggiuntiva:
- Doppie guarnizioni in silicone su tutte le giunzioni dell'involucro.
- Membrana acustica impermeabile sulle porte per altoparlanti e microfoni
- Porta USB Type-C sigillata con sportellino protettivo
- Equalizzazione della pressione solo attraverso lo sfiato calibrato
5.2 Resistenza alla caduta: il problema dei 37–42°
Il metodo MIL-STD-810H 516.7 specifica cadute con superficie piana e orientamento casuale. L'ipotesi ingegneristica originale del team era che angoli rinforzati in magnesio e nervature interne ammortizzanti avrebbero distribuito il carico d'impatto e raggiunto una percentuale di sopravvivenza superiore al 95% a 1.5 m.
I dati della telecamera ad alta velocità per la diagnosi di trombosi venosa profonda (TVP) raccontavano una storia diversa. Con un angolo di impatto esattamente compreso tra 37° e 42°, il tasso di sopravvivenza è sceso al 42%.
Con quell'angolazione, il vettore d'impatto si allineava simultaneamente con la porzione più lunga del PCB non supportata e con la giunzione del pacco celle della batteria. Il primo cedimento si è verificato alla 18a caduta, contro le oltre 200 previste.
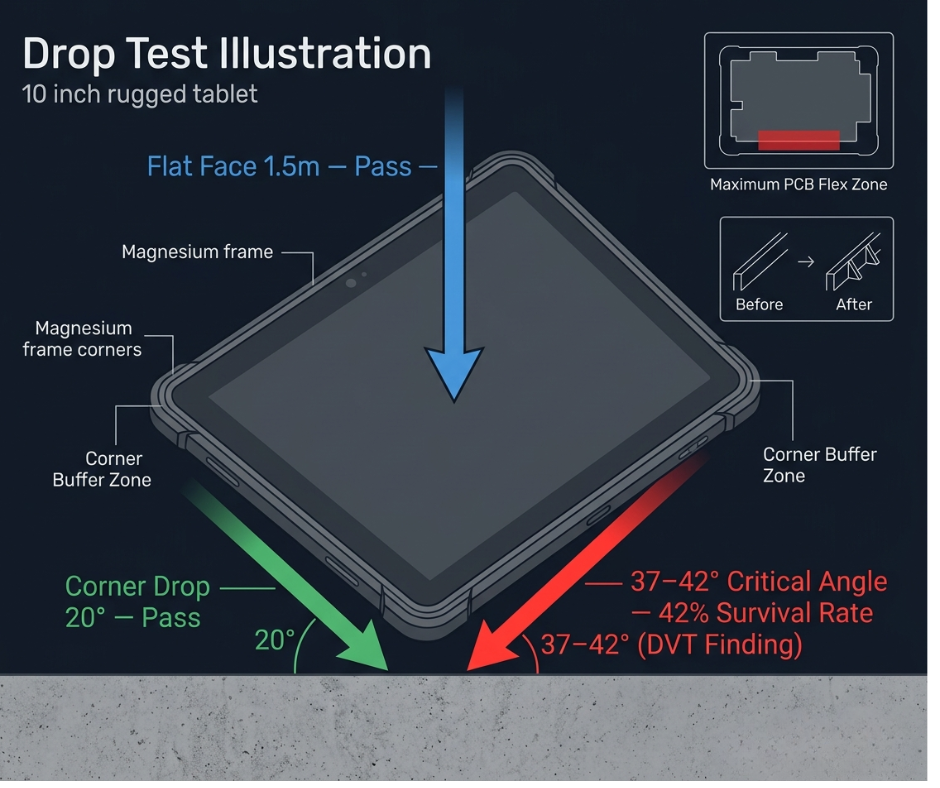
Nessuna simulazione ha previsto quella specifica finestra angolare perché il test MIL-STD-810H sulla superficie piana non la sottopone a stress test e l'analisi agli elementi finiti generica utilizza ipotesi di corpo rigido che non tengono conto dell'accoppiamento dinamico del PCB.
La soluzione ha richiesto l'aggiunta di nervature interne e la modifica della tempra della lega di magnesio. Si è trattato di una revisione dell'alloggiamento effettuata due settimane prima del blocco del PVT. Costosa, ma gestibile. Ciò che ha reso possibile la sopravvivenza è stata la strumentazione con telecamera ad alta velocità durante il DVT, non un rapporto di guasto sul campo successivo al PVT.
Il montaggio flottante della scheda madre e il rinforzo degli angoli sono stati aggiunti al progetto finale. La simulazione delle vibrazioni è stata eseguita nuovamente sul profilo di montaggio per carrello elevatore prima dell'approvazione PVT.
6. Ingegneria termica ed energetica
Un tablet sigillato e robusto, che trasmette continuamente in 5G ed è esposto alla luce diretta del sole, rappresenta un problema di gestione del calore senza un'evidente via di fuga. Non c'è una ventola. Non c'è una presa d'aria. Il calore deve pur disperdersi da qualche parte.
Percorso termico: foglio di grafite attraverso il SoC e il modulo RF → diffusore in rame → conduzione attraverso il telaio ausiliario in magnesio → dissipazione attraverso la superficie esterna dell'alloggiamento. La simulazione termica è stata eseguita prima di qualsiasi lavorazione, mappando le temperature di giunzione nel caso di carico combinato peggiore: temperatura ambiente di 60 °C, dati LTE continui, schermo alla massima luminosità.
La batteria da 8,000 mAh richiedeva un circuito integrato di protezione di livello industriale con stabilizzazione all'avvio a freddo. A -20 °C, la resistenza interna delle celle al litio aumenta bruscamente. Senza la gestione della tensione all'avvio a freddo, il dispositivo non si avvia o assorbe una corrente impulsiva pericolosa all'accensione in un vano congelatore. Questa non è una funzionalità, ma un requisito operativo fondamentale per l'utilizzo nella catena del freddo, che i circuiti integrati di gestione delle batterie di consumo generici non soddisfano.
7. Personalizzazione del software e integrazione industriale
La personalizzazione di Android si è concentrata su tre requisiti aziendali: blocco della modalità kiosk per un funzionamento WMS dedicato, compatibilità con la gestione dei dispositivi mobili aziendali per l'implementazione di policy su tutta la flotta e funzionalità di aggiornamento remoto OTA, fondamentale per implementazioni con 10,000-50,000 unità, dove gli aggiornamenti fisici del firmware sono operativamente impossibili.
L'integrazione tra WMS ed ERP ha richiesto che il modulo scanner di codici a barre esponesse un profilo standard HID keyboard wedge, nonché un'API SDK diretta, compatibile sia con le piattaforme WMS legacy che con i moderni sistemi di magazzino basati su REST. Il supporto per reti private LTE e Wi-Fi 6E è stato validato rispetto ai piani di frequenza specifici utilizzati nei centri di distribuzione del cliente, e non solo rispetto a un access point di laboratorio.
8. Prototipazione e validazione
EVT Il progetto è incentrato sull'avvio del SoC, sulla misurazione RF su scheda nuda, sulla validazione del sottosistema di alimentazione e sulla profilazione termica. Non è ancora stato realizzato un involucro. Obiettivo: individuare gli errori di progettazione prima di investire in attrezzature.
TVP Inserire il dispositivo completo nell'alloggiamento finale o quasi finale. È qui che si è verificato il guasto dovuto alla caduta di 37-42°. Dove è stata eseguita la mappatura degli estensimetri. Dove è stata identificata la modalità di ingresso del vuoto tramite cicli combinati di temperatura e pressione, non tramite il test statico IEC. Misurazione RF OTA in una camera anecoica, quindi in un ambiente di magazzino reale. Cicli di carica/scarica della batteria nell'intero intervallo da -20°C a 60°C.
PVT Capacità del processo produttivo validata, non la progettazione. Posizionamento BGA a passo fine SMT, ispezione a raggi X per la presenza di vuoti sui package critici, ottimizzazione del profilo di rifusione. Validazione del processo di assemblaggio impermeabile, inclusa la sequenza di serraggio a due fasi e il tempo di permanenza in ambiente controllato.
I test di affidabilità hanno incluso:
- Test di resistenza all'immersione IP68 ripetuto dopo 500 cadute cumulative per verificare l'integrità della guarnizione in condizioni di utilizzo gravose.
- Cicli termici: da -20 °C a 70 °C, 200 cicli, secondo EN 60068-2-14
- Camera climatica a 85 °C/85% UR
- Ciclo di vita della porta di ricarica: 10,000 cicli di inserimento sul connettore Type-C sigillato
- Validazione dell'accuratezza dello scanner di codici a barre nell'intervallo di temperatura di funzionamento.
9. Produzione di massa e controllo di qualità
L'assemblaggio SMT ha eseguito il posizionamento BGA a passo fine con ispezione a raggi X su ogni pannello. Il profilo di rifusione è stato ottimizzato specificamente per l'assemblaggio misto, con package standard e zone di sottoriempimento BGA identificate durante la mappatura delle sollecitazioni DVT.
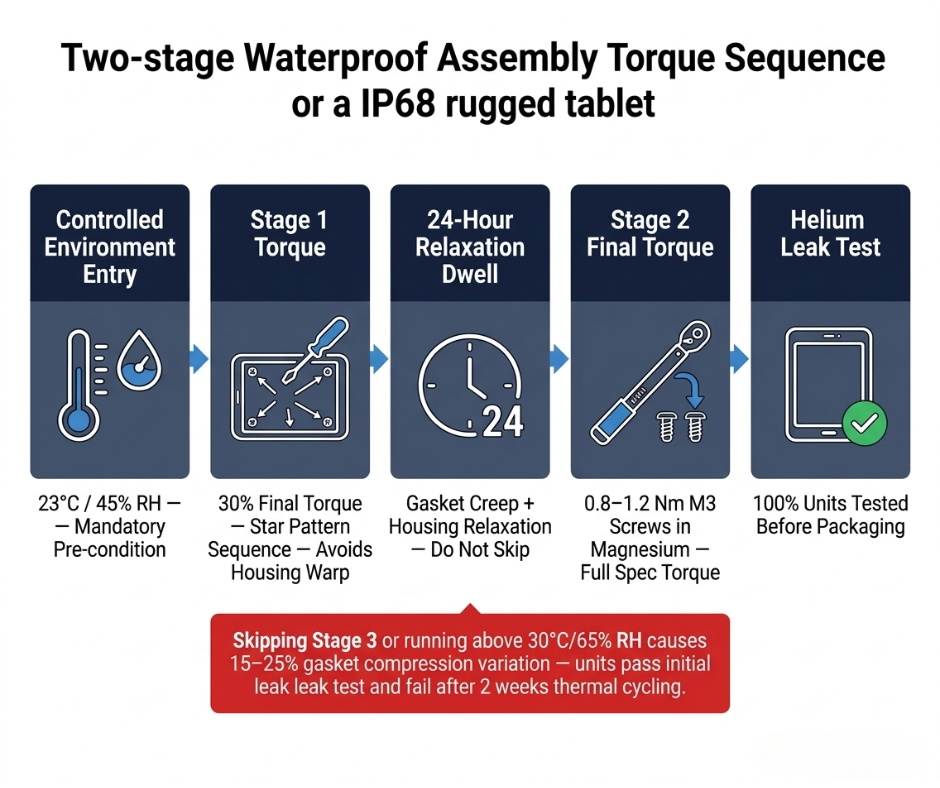
Il processo di assemblaggio impermeabile è il punto di origine della maggior parte dei guasti di massa.e tutto si riduce a un passaggio che non compare mai in un disegno:
Coppia a due stadi più un intervallo di rilassamento di 24 ore a 23°C / 45% UR.
I tecnici serrano innanzitutto tutte le viti perimetrali al 30% della coppia di serraggio finale, seguendo uno schema a stella. Quindi attendono 24 ore affinché l'elastomero della guarnizione e il materiale dell'alloggiamento si deformino e si rilassino. Infine, applicano la coppia di serraggio finale, in genere compresa tra 0.8 e 1.2 Nm per le viti M3 in magnesio. Saltare il periodo di rilassamento o eseguire il processo a 35 °C/70% di umidità relativa produce una variazione del 15-25% nella compressione della guarnizione. Le unità realizzate in questo modo superano il test di tenuta all'elio, ma falliscono dopo due settimane di cicli termici.
Tale procedura è stata inserita nel documento interno del viaggiatore dopo la fuoriuscita del primo lotto di 200 unità del vaccino DVT.
Non compare in nessun disegno tecnico. I tecnici di linea lo imparano a proprie spese, oppure lo scoprono solo quando arrivano i dati di garanzia del cliente.
Test di tenuta prima dell'imballaggio. Fissaggio a coppia controllata con utensili calibrati. Monitoraggio della polimerizzazione dell'adesivo sul perimetro del display con incollaggio UV. Ogni unità.
10. Sfide e soluzioni ingegneristiche
| La sfida | Rischio tecnico | Soluzione | Risultato |
| Crepe BGA dovute alla flessione del telaio | Rottura della giunzione di saldatura a -20 °C | Mappatura della flessione tramite estensimetri + riposizionamento delle nervature della gabbia di resistenza + incollaggio angolare con resina epossidica | Superato il test di caduta MIL-STD-810H presso DVT |
| Ingresso del vuoto dopo il ciclo termico | Guasto della guarnizione IP68 sul campo | Membrana traspirante Gore calibrata + mappatura della deflessione della parete tramite analisi agli elementi finiti (FEA) | Nessun guasto dovuto all'ingresso di agenti esterni nel test ambientale combinato di 500 cicli. |
| cedimento catastrofico con angolo di caduta di 37–42° | 42% di sopravvivenza contro il 95% previsto | Revisione delle nervature dell'alloggiamento + modifica della tempra del magnesio + montaggio flottante del PCB | Superati oltre 200 lanci in tutti gli orientamenti |
| Spostamenti del nullo RF nel magazzino metallico | Perdita di gittata del 25-40% rispetto alla camera di scoppio | Sintonizzazione dell'antenna FPC + validazione delle condizioni di campo + progettazione della schermatura | Connessione LTE/Wi-Fi 6 stabile anche in ambienti con carrelli elevatori e scaffalature. |
| Variazione della compressione della guarnizione durante l'assemblaggio | Guasto della guarnizione dopo cicli termici | Coppia di serraggio a due stadi + 24 ore di rilassamento a temperatura controllata di 23 °C/45% UR | Compressione costante, nessuna perdita al PVT |
| Guasto all'avviamento a freddo a -20 °C | Dispositivo non avviato nel vano congelatore | Circuito integrato di protezione della batteria di livello industriale con stabilizzazione della tensione all'avvio a freddo. | Avvio affidabile in un intervallo di temperature compreso tra -20 °C e 60 °C. |
11. Risultati del progetto e impatto sul mercato
Il programma ha raggiunto tutti gli obiettivi:
- Certificazione IP68 secondo IEC 60529, riconvalidata dopo 500 cadute cumulative.
- Il metodo MIL-STD-810H 516.7 ha superato i test per tutti gli orientamenti di caduta, compresa la finestra di 37–42°.
- Funzionamento stabile confermato nell'intervallo di temperatura da -20 °C a 60 °C, incluso l'utilizzo in celle frigorifere a catena del freddo.
- Connettività Wi-Fi 6 e LTE privata validata in ambienti di magazzino reali con carico completo di scaffalature in acciaio e carrelli elevatori.
- Volume di produzione di massa raggiunto al rendimento previsto senza guasti di assemblaggio impermeabili - aggiornamento post-processo-viaggiatore
Implementate su una rete 3PL di livello 1. Il 60-70% delle unità è montato su supporti per carrelli elevatori, il 20-30% è portatile e posizionato nelle celle frigorifere. I dati relativi al tempo di attività della flotta a 9 mesi non hanno evidenziato guasti sul campo correlati alla certificazione IP68, il parametro più importante quando la conformità alla catena del freddo richiede l'assenza totale di infiltrazioni d'acqua intorno ai pallet di alimenti e prodotti farmaceutici.
12. CONCLUSIONE
La certificazione IP68 riportata su una scheda tecnica e la certificazione IP68 ottenuta dopo 500 cadute in una cella frigorifera a -25 °C sono due affermazioni ben diverse. La differenza tra loro è data dalla progettazione di PCB con mappatura delle sollecitazioni, membrane di respirazione calibrate, finestre di rilassamento dell'assemblaggio di 24 ore e messa a punto RF effettuata in un vero magazzino, non solo in una camera. Questo è ciò che Wonderful PCB Offre ai programmi OEM e ODM per tablet industriali rinforzati: la competenza ingegneristica che garantisce la continuità operativa del dispositivo anche oltre il periodo di garanzia.
Wonderful PCB esegue programmi OEM e ODM completi per tablet robusti, dall'architettura hardware e PCB HDI Dalla progettazione alla produzione di massa certificata e all'analisi dei guasti sul campo. Contatta il team di ingegneri per discutere le tue esigenze di sviluppo di compresse industriali.