Eine technische Fallstudie von der Konzeption bis zur Serienproduktion
Wonderful PCB | Ausgabe 2026 | Reihe „Ingenieurwissen“
Die meisten Ausfälle robuster 5G-Smartphones beginnen nicht auf der Baustelle. Sie beginnen im Konferenzraum, wenn jemand sagt: „Wir fügen einfach ein robustes Gehäuse hinzu.“ Im Folgenden wird die Hardwareentwicklung seit … dargestellt. Wonderful PCB — mit Fokus auf reale Ausfalldaten, Fallstricke der HF-Technik, Beschaffungskonflikte und die drei Bereiche eines robusten 5G-Programms, die immer wieder Probleme bereiten: Steckverbinder, Antennenverstimmung und erneute Zertifizierungsprüfungen.
Projekthintergrund und Kundenanforderungen
Warum Standardtelefone im Einsatz immer wieder versagen
Baustellen, Ölplattformen und Bergwerke enden mit dem gleichen Ergebnis für Mobiltelefone: 3 bis 6 Monate, dann defekt. Die Ausfallursachen sind einheitlich:
- Ladeanschlüsse korrodieren durch Metallstaub und ständige Feuchtigkeitseinwirkung.
- Bildschirme brechen – nicht durch einen einzigen großen Sturz, sondern durch 30 kleine Stürze über unwegsames Gelände
- Batterien verlieren bei Minustemperaturen 30–40 % ihrer Kapazität, da Lithium-Polymer-Zellen dafür nicht ausgelegt sind.
- Touchscreens reagieren nicht mehr auf nasse Hände oder Handschuhe, wodurch Sicherheitsrisiken entstehen.
- Das GPS-Signal schwächt sich unter Stahldächern und durch Geräteabschirmung ab.
- Die IP-Schutzarten für Verbraucher – selbst echte – verschlechtern sich innerhalb von 6 bis 12 Monaten bei tatsächlicher praktischer Nutzung.
Nun kommt noch 5G hinzu. Industriekunden benötigen 5G SA/NSA für latenzarme Maschinenkommunikation, IoT und Live-Video. Die Hardware-Anforderung lautet daher: ein Gerät entwickeln, das all dies unterstützt und gleichzeitig wasserdicht, stoßfest und netzbetreiberzertifiziert ist. Das ist eine ganz andere technische Herausforderung als die Entwicklung eines schlanken Flaggschiff-Smartphones für Endverbraucher.
→ Verwandt: Fallstudie: Wie Wonderful Group Intelligente mobile Kommunikationslösungen bereitgestellt
Grundlegende technische Anforderungen
Ein typisches Kundenbriefing für ein kundenspezifisches, robustes 5G-Industrietelefon umfasst Folgendes:
• 5G Sub-6 GHz (SA/NSA) mit Carrier Aggregation
• Doppelte Wasserdichtigkeitszertifizierung nach IP68 und IP69K
• MIL-STD-810H-Konformität – mit Prüfbericht, nicht nur einem Aufkleber
• Fallfestigkeit aus 1.5 bis 2.0 m Höhe auf Beton
• 6,000 bis 8,000 mAh Akku mit Schnellladefunktion
• Bedienung des Displays mit Handschuhen und nassen Händen
• Außendisplay mit über 1,000 Nits
• Optional: NFC, Präzisions-GPS, integrierter Barcode-Scanner, Wärmebildanschluss
• Android 13 oder 14 mit MDM-Kompatibilität
→ Verwandt: PCBA-Design-Services — Wonderful PCB
Hardware-Architekturdesign
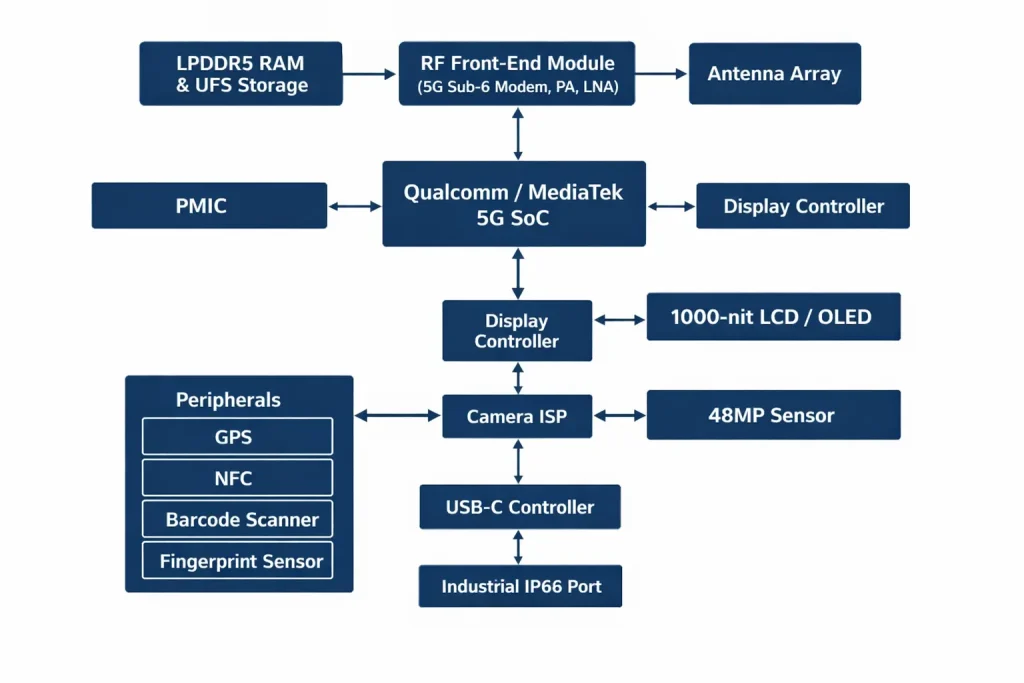
Abbildung 1: Blockdiagramm der Systemarchitektur eines robusten 5G-Industrie-Smartphones – SoC, RF-Frontend, Energiemanagement, Sensorcluster und Konnektivitätsstack.
Die richtige 5G-Plattform auswählen
Qualcomm gegen MediaTek Es geht nicht darum, welches besser ist. Es geht darum, was das Programm tatsächlich benötigt.
| Kriterium | Qualcomm Snapdragon (Modem der X-Serie) | MediaTek Dimensity (5G) |
| 5G-Bandabdeckung | Breitere globale Bandunterstützung; stärkeres mmWave-Ökosystem | Starke Sub-6-GHz-Frequenz; begrenzte mmWave-Frequenz |
| Wärmeleistung | Höhere maximale TDP – erfordert aktives Wärmemanagement in abgedichteten Gehäusen. | Niedrigere durchschnittliche TDP; besser handhabbar in dicken Gehäusen |
| Stücklistenkosten | Bei größeren Abnahmemengen 15–25 % teurer | Wettbewerbsfähiger für Programme im mittleren Preissegment |
| Software & Treiber | Ausgereifte Unternehmensunterstützung; Qualcomm AI Engine | Verbesserung; stark im Hinblick auf die Zertifizierungen von Mobilfunkanbietern im asiatisch-pazifischen Raum |
| Beste Passform | Hochleistungsfähige Industrie, verteidigungsnahe Produkte, globaler Export | Logistik, Einzelhandel, APAC-fokussierter Einsatz |
Für Programme, die nach Europa oder in den Nahen Osten versendet werden, ist Qualcomms breites Spektrum an Carrier-Zertifizierungen ein echter Vorteil. Im asiatisch-pazifischen Raum (APAC) ist MediaTeks Kostenprofil bei hohem Sendungsaufkommen hingegen überlegen.
HF- und Antennendesign in einem robusten Gehäuse
Hier sterben Programme still und leise, bevor es jemand merkt.
Unerfahrene HF-Ingenieure – und einige unter Zeitdruck stehende ODM-Teams – behandeln das dicke, robuste Gehäuse wie eine dünne Rückseite für Endverbraucher. Ein großer Fehler. Polycarbonat ist bei einer Dicke von 0.6 bis 0.8 mm für Hochfrequenzwellen praktisch transparent. Bei einer Dicke von 2 bis 4 mm, mit internen Rippen und Dichtungsmembranen, ist es das nicht mehr.
Die Dielektrizitätskonstante des Gehäuses verschiebt die Resonanzfrequenz der Antenne um 150 bis 400 MHz nach unten und verursacht eine zusätzliche Einfügungsdämpfung von 2 bis 6 dB im mittleren 5G-Frequenzband (n77/n78, ca. 3.5 GHz). Techniker, die dies erst spät bemerken, versuchen, das Problem im Anpassungsnetzwerk zu beheben. Das funktioniert nicht. Die Frequenzverschiebung lässt sich zwar korrigieren, die Einfügungsdämpfung jedoch nicht.
Feldergebnis: Prototypen, bei denen Gehäuseeffekte in HFSS oder CST nicht berücksichtigt wurden, zeigten in Kammertests im Vergleich zu Messungen auf der unbestückten Platine eine um 8 bis 12 dB schlechtere Gesamtstrahlungsleistung (TRP) und Gesamtempfindlichkeit (TIS). Das bedeutet, dass der OTA-Test jedes Mal fehlschlägt.
Die Korrektur muss vor der Werkzeugfertigung erfolgen. Antennenplatzierung, Gehäusegeometrie und Materialwahl müssen bereits in der Industriedesignphase (ID) festgelegt werden. Zu den Optionen gehören die Platzierung der Antennen nahe den Gehäusekanten mit Luftspalten, die Verwendung dielektrisch kompensierter Designs oder das Einbringen von Schlitzen in das Gehäuse (was jedoch ein Dichtungsproblem verursacht). Keine dieser Lösungen lässt sich nachträglich kostengünstig nachrüsten, nachdem die Form bereits gefertigt ist.
Herausforderungen im Leiterplatten- und PCBA-Design
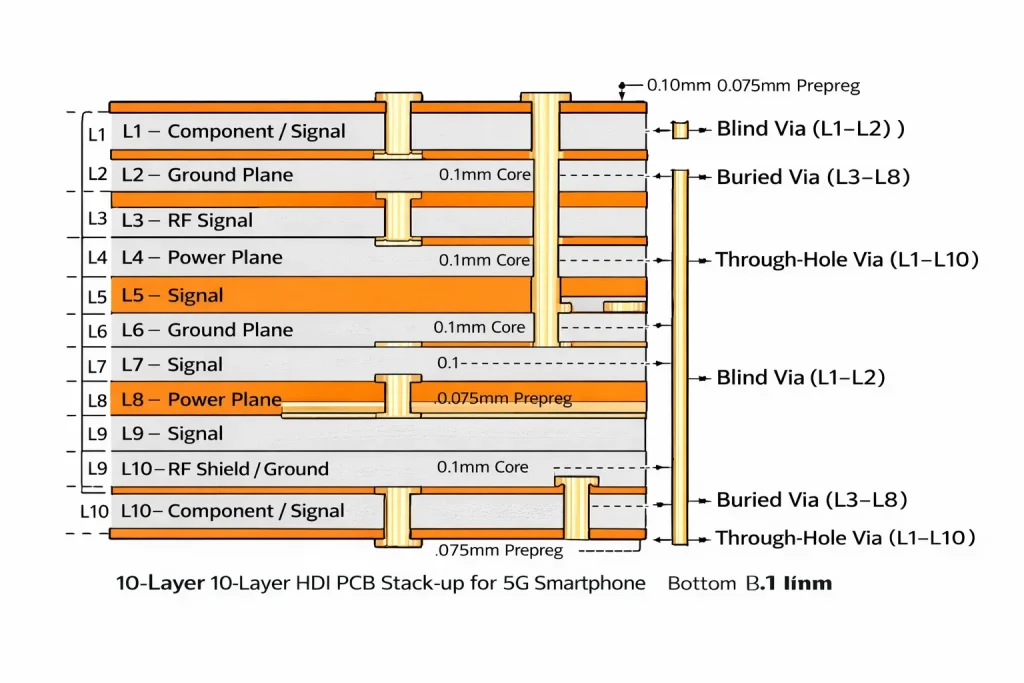
Abbildung 2: Repräsentativer 10-lagiger HDI-PCB-Aufbau für ein robustes 5G-Smartphone – Signallagen, Masseflächen, HF-Abschirmungszonen und Durchkontaktierungsstruktur.
Eine robuste 5G-Smartphone-PCBA ist keine vergrößerte Leiterplatte für Endverbraucher. Die Anforderungen sind andere:
• 8- bis 12-lagiger HDI-Stack – erforderlich, um das 5G-Modem, das HF-Frontend und die Energiemanagement-ICs auf kompakte Weise zu routen
• In einem abgedichteten Gehäuse kann die Wärme nicht entweichen. Kupfer-Wärmeverteiler und Graphitplatten sind Standard. Hochleistungsanwendungen benötigen mitunter Dampfkammern für einen dauerhaften 5G-Datendurchsatz.
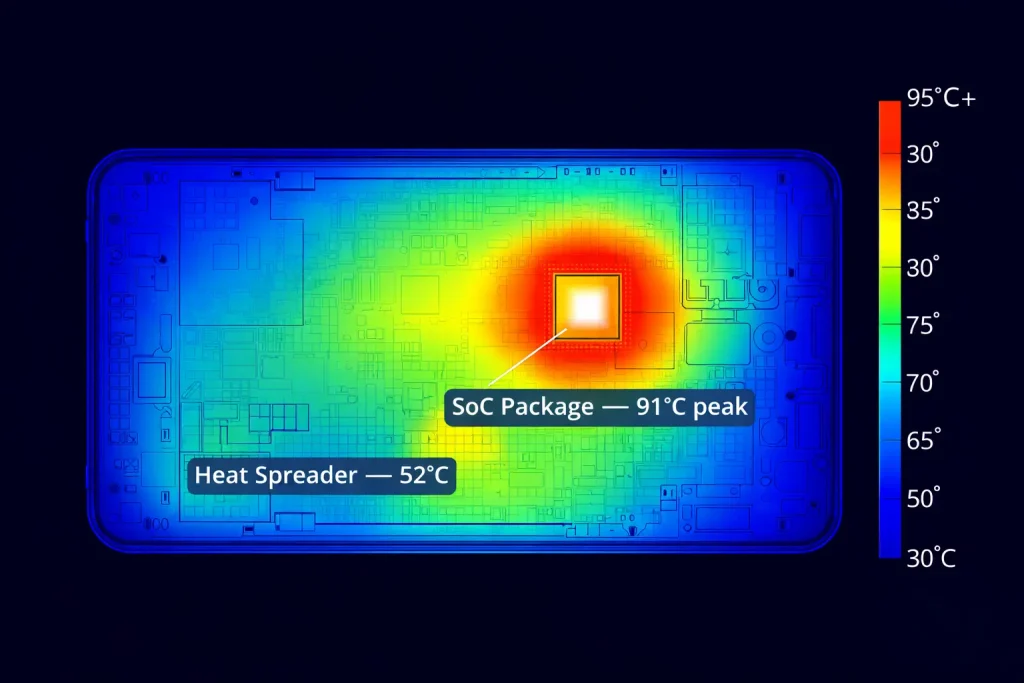
Abbildung 3: Thermische Simulation (FEA) eines robusten 5G-Smartphones unter dauerhafter 5G-Last bei +45°C Umgebungstemperatur – Hotspot am SoC-Gehäuse, Wärmeverteilungspfad sichtbar.
• Akkus mit 6,000 bis 8,000 mAh und 30 bis 65 W Schnellladeleistung erfordern eine gezielte Wärme- und EMV-Planung – diese darf nicht erst im Nachhinein berücksichtigt werden.
• Steckverbinder benötigen IP-geschützte Dichtungsschnittstellen auf Platinenebene, nicht nur am Gehäuse.
• Anwendungen im Verteidigungsbereich bringen zusätzliche EMV-Anforderungen gemäß MIL-STD-461 mit sich, die in direktem Widerspruch zur Platzierung von 5G-Antennen stehen.
Maschinenbau und Bauingenieurwesen
Wasserdicht, staubdicht, stoßfest – das dreifach schützende Design
Die Integration von IP68/IP69K und MIL-STD-810H in ein und dasselbe Gerät erfordert strukturelle Entscheidungen, die sich auf Kosten, Zeitplan und Ausfallraten in nachgelagerten Prozessen auswirken.
• Abdichtung: Doppellagige Silikondichtungen an allen Gehäuseverbindungen; Akustikgittermembranen für Lautsprecher- und Mikrofonanschlüsse; UV-gehärteter Klebstoff um den Displayrand
• Rahmen: Interne Hilfsrahmen aus Magnesiumlegierung oder Aluminium erhöhen die Stabilität ohne übermäßiges Gewicht. Die Art und Weise, wie der Hilfsrahmen die Aufprallenergie im Gehäuse verteilt, beeinflusst direkt die Überlebensrate bei Stürzen.
• Fallsimulation: Vor der Erstellung eines physischen Prototyps sollte eine FEA-Analyse in ANSYS oder einem ähnlichen Tool durchgeführt werden. Die Modelle müssen schräge Stürze und temperaturabhängige Materialeigenschaften berücksichtigen – nicht nur flache Aufpralle mit der Vorderseite nach unten.
Wonderful PCB Felddaten: In einem Testprogramm wurde Gorilla Glass Victus mit einem Polycarbonat-Außenrahmen kombiniert. Falltests im Labor (1.5 m auf Stahl gemäß MIL-STD-810H Methode 516.8) verliefen einwandfrei. Auf Baustellen – Beton und Schotter – gab der Polycarbonat-Rahmen jedoch so weit nach, dass Scherkräfte auf die Glaskanten übertragen wurden. Es bildeten sich Mikrorisse. Nach 20 bis 50 Stürzen versagten die Bildschirme. Ausfallrate im Labor: unter 5 %. Ausfallrate unter simulierter Feldbelastung: 35 %.
Die Lösung: Umstellung auf einen Hilfsrahmen aus Magnesiumlegierung mit kontrollierten Biegespalten. Dies erforderte das erneute Öffnen der Formen, die erneute Durchführung der EMV- und HF-Qualifizierung und kostete 8 bis 10 Wochen sowie etwa 12 bis 18 % mehr Stückkosten. Der Fehler wurde in der Pilotproduktion entdeckt – nicht erst bei der Endproduktprüfung. Dieser Zeitpunkt trieb die Kosten in die Höhe.
Zertifizierungsstandards: Was sie tatsächlich prüfen
IP68 vs. IP69K
• IP68: Dauerhaftes Eintauchen in Tiefen über 1 Meter. Tiefe und Dauer werden vom Hersteller festgelegt – für industrielle Geräte üblicherweise 1.5 m für 30 Minuten gemäß IEC 60529.
• IP69K: Hochdruck-Hochtemperatur-Wasserstrahlen – 80 bar, 80 °C, 14 bis 16 l/min, bei einem Abstand von 0.1 bis 0.15 m. Erforderlich für die Lebensmittelverarbeitung, Landwirtschaft und die intensive industrielle Reinigung.
• Beide Schutzarten werden an neuen, unbeschädigten Geräten im Labor getestet. Die tatsächliche IP-Schutzart nach 12 bis 18 Monaten – nach Verschleiß der Dichtungen, Ermüdung des Klebstoffs und wiederholtem Eindringen in verschmutzte Umgebungen – ist deutlich geringer.
MIL-STD-810H: Was es tatsächlich zertifiziert
Die harte Wahrheit: MIL-STD-810H ist kein Standard mit festen Anforderungen, der mit „bestanden“ oder „nicht bestanden“ bewertet wird. Es handelt sich vielmehr um eine Auswahl von etwa 30 Testmethoden. Hersteller wählen selbst aus, welche Methoden sie anwenden, wie viele Zyklen sie durchführen und mit welchem Prüfgrad. Es gibt keine Mindestanforderungen. Ein Smartphone kann die MIL-STD-810H-Konformität beanspruchen, nachdem es drei Methoden mit niedrigem Prüfgrad an einer Stichprobe von drei Geräten durchlaufen hat. Das ist zwar technisch korrekt, aber praktisch bedeutungslos.
Bei der Bewertung von Konformitätsbescheinigungen sollten Käufer den vollständigen Prüfbericht anfordern und Folgendes beachten:
• Welche genauen Methodennummern und Verfahrensvarianten wurden verwendet?
• Anpassungsparameter – Fallhöhe, Oberflächenmaterial, Anzahl der Tropfen, Orientierungsreihenfolge
• Stichprobengröße pro Test (drei Einheiten sind statistisch nicht aussagekräftig)
• Funktionsausfallrate nach dem Test in der gesamten Stichprobe
• Ob kombinierte Stresstests durchgeführt wurden – beispielsweise Absenkungen bei -20 °C nach einer thermischen Haltezeit
Thermische und Umwelttests
• Betriebstemperaturbereich: -20 °C bis +60 °C; Lagerung von -40 °C bis +70 °C
• Thermische Zyklen unter Last: Das 5G-Modem bleibt während des gesamten Temperaturzyklus aktiv – so lassen sich echte thermische Ausfälle und nicht passive Temperaturzyklen erkennen.
• Luftfeuchtigkeit: 95 % relative Luftfeuchtigkeit bei 40 °C für längere Expositionszeiten
• Salzsprühnebel: 5%ige NaCl-Lösung gemäß IEC 60068-2-11 – unerlässlich für industrielle Anwendungen im maritimen und küstennahen Bereich
Firmware- und Softwareoptimierung
Android-Anpassung für industrielle Anwendungen
• Benutzerdefinierter Launcher mit größeren Touch-Zielen und kontrastreichen Modi für die Bedienung mit Handschuhen
• Aggressives Hintergrundmanagement, GPS-Tastzyklus und 5G/LTE-Fallback-Logik zur Verlängerung der Akkulaufzeit im Feldeinsatz
• Stufenweises OTA-Update-System mit Rollback-Unterstützung – erforderlich, wenn 50,000 Geräte im Feld nicht manuell aktualisiert werden können.
• Benutzerdefinierte Temperaturprofile zur Aufrechterhaltung des 5G-Durchsatzes in Umgebungen mit hohen Umgebungstemperaturen
Sicherheits- und Unternehmensfunktionen
• Hardwaregestützte Verschlüsselung über Android Keystore und Trusted Execution Environment (TEE)
• MDM-Kompatibilität: Microsoft Intune, VMware Workspace ONE, SOTI MobiControl
• Sichere Bootkette vom Bootloader bis zum Betriebssystem
• Fernlöschung und Gerätesperre für mehr Sicherheit im Außeneinsatz
Prototyping- und Testphase
EVT, DVT, PVT – Was die einzelnen Stadien tatsächlich testen
• EVT (Engineering Validation Test): Inbetriebnahme des SoC. HF-Messung auf der unbestückten Platine. Validierung des Stromversorgungssystems. Überprüfung der Thermik. Ziel: Designfehler finden, bevor in Werkzeuge investiert wird.
• DVT (Designvalidierungstest): Das vollständige Gerät befindet sich im finalen oder nahezu finalen Gehäuse. Hierbei werden Falltests, IP-Immersionstests, HF-OTA-Tests in einer reflexionsarmen Kammer, optische Displaymessungen und Batteriezyklustests durchgeführt. Ziel: Bestätigung, dass das Design alle Spezifikationen erfüllt.
• PVT (Produktionsvalidierungstest): Pilotproduktionslauf. Überprüfung der Prozessfähigkeit, der Ausbeute und der Leistungsfähigkeit der Funktionsprüflinie. Ziel: Bestätigung, dass das Werk das Produkt konsistent herstellen kann.
Zuverlässigkeitsprüfprotokoll
• Falltest: Mindestens 26 Falltests pro Einheit gemäß MIL-STD-810H Methode 516.8, plus über 500 kumulative Falltests an einer Kohorte von 50 Einheiten

Abbildung 4: Falltest aus 2.0 m Beton während der DVT-Phase — Geräteausrichtung gemäß MIL-STD-810H Methode 516.8.
• Wasserdicht: IP68 und IP69K gemäß IEC 60529, erneut geprüft nach 500 Stürzen, um die Dichtigkeit unter extremen Bedingungen zu gewährleisten.

Abbildung 5: IP68-Tauchtest – Gerät wurde in 1.5 m Tiefe eingetaucht, 30 Minuten lang eingetaucht, Funktionsfähigkeit nach dem Test bestätigt.
• Tastenlebensdauer: Über 300,000 Betätigungen aller mechanischen Tasten
• USB-C-Anschluss: Über 10,000 Steckzyklen, anschließend Salznebeltest, danach erneuter Wasserdichtigkeitstest
• Thermische Zyklen unter Last: Mehr als 100 Zyklen über den gesamten Betriebstemperaturbereich mit aktivem 5G-Modem
Massenproduktion und Lieferkettenmanagement
Komponentenbeschaffung
Hier kommt es tatsächlich auf die Unterschiede an:
• 5G-Module: Artikel mit langen Lieferzeiten, die eine frühzeitige Beschaffung und die Qualifizierung von Zweitlieferanten erfordern. Geopolitische Lieferengpässe nach 2020 haben die Lieferzeiten von 5G-Modems stärker beeinträchtigt als fast alle anderen Komponentenkategorien.
• USB-C-Anschlüsse: Industrielle USB-C-Steckverbinder mit IP-Schutzart kosten das 2- bis 4-fache ihrer Pendants für Endverbraucher. Programme, die zur Senkung der Materialkosten auf günstigere Steckverbinder umsteigen, verzeichnen nach 12 bis 18 Monaten Ausfallraten von 18 bis 28 % im Feld.Wonderful PCB Felddaten). Industrielle Steckverbinder senken diesen Wert auf unter 6 %.
• Batteriezellen: Für den Betrieb bei -20 °C benötigen Zellen mit einer Kapazität von 6,000 bis 8,000 mAh Zellchemie in Industrie- oder Automobilqualität. Lithium-Polymer-Akkus für Endverbraucher verlieren bei -10 °C 30 bis 40 % ihrer Kapazität.
• Displaybaugruppen: Panels mit über 1,000 cd/m² Helligkeit und Bedienelementen für Handschuh- und Nasshandbedienung haben längere Lieferzeiten als Standardpanels – beschaffen Sie diese frühzeitig.
SMT und Montage
• Feinstrukturierte BGA-Platzierung für 5G-SoC-Gehäuse; AOI nach jedem Pasten- und Reflow-Schritt
• Selektive Schutzlackierung (Acryl oder Silikon) auf der Leiterplatte zum Schutz vor Feuchtigkeit und Korrosion über die Gehäuseabdichtung hinaus.
• Reinraummontage für die Kameramodul- und Displayintegration zur Vermeidung von Partikelkontamination
• Die Produktionslinie umfasst RF-OTA-Stichproben, Ladeschaltungstests, Display-Gleichmäßigkeitsprüfung, Tastenfunktionsprüfung und IP-Immersionsprobenahme.
Qualitätskontrollsystem
• AOI: Inspektion nach dem Auftragen der Lötpaste und nach dem Reflow auf Lötfehler
• Röntgenprüfung: Überprüfung der BGA-Lötstellen an jedem 5G-SoC-Gehäuse
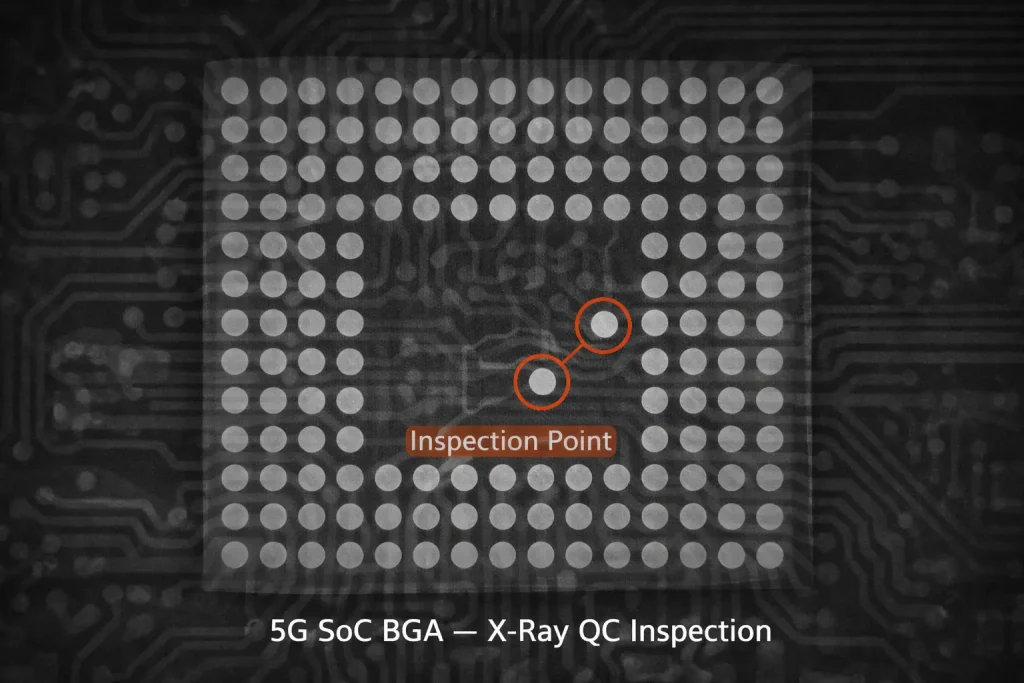
Abbildung 6: Röntgeninspektion von BGA-Lötstellen auf 5G SoC-Gehäusen – Erkennung von Lufteinschlüssen und Brückenbildung auf der Produktions-PCBA.
• Einbrennphase: 24 bis 48 Stunden Betrieb unter Strom bei erhöhter Temperatur zur Erkennung von Ausfällen in der frühen Lebensphase

Abbildung 7: Burn-in-Alterungstest in der Produktion – Geräte werden 48 Stunden lang bei erhöhter Temperatur betrieben, um Ausfälle in der frühen Lebensphase vor der Auslieferung zu erkennen.
• Abschlussprüfung: AQL-Stichproben gemäß IEC 60068; IP-Immersionstest an Produktionsmustern
→ Verwandt: Dienstleistungen für die Leiterplattenbestückung (PCBA) — Wonderful PCB
Wichtige technische Herausforderungen und Lösungen
Fünf Herausforderungen, die über den Erfolg des Programms entschieden haben – mit den dazugehörigen realen Daten.
| Herausforderung | Risiko | Was ist eigentlich schiefgelaufen? | Angewandte Lösung | Ergebnis |
| 5G-Antennenverstimmung in robustem Gehäuse | Hoch | Das Gehäusedielektrikum verschob die Resonanzfrequenz auf 150–400 MHz; wurde in der Simulation nicht berücksichtigt. Der TRP/TIS-Verlust in der Kammer betrug 8–12 dB. | Antennendesign im Identifikationsstadium fixiert; HFSS-Simulation im Gehäuse integriert; Antennen in Kantennähe mit Luftspalten platziert | TRP/TIS-Werte innerhalb von 3 dB des Zielwerts. Stabile 5G-Konnektivität über alle Frequenzbänder hinweg. |
| Verschlechterung des USB-C-Anschlusses im Feld | Hoch | Mikroabrieb der Anschlussdichtung durch wiederholtes Verstopfen in verschmutzter Umgebung. Ausfallrate im Feld nach 18 Monaten: 18–28 %. | Industrielle USB-C-Anschlüsse mit Schutzart IP; doppelte Dichtung am Anschluss; magnetische Ladeoption für extrem beanspruchte Umgebungen | Die Ausfallrate im Feld sank nach 18 Monaten unter 6 %. |
| Die flexible Lünette überträgt Scherkräfte auf das Displayglas. | Medium-High | Die Polycarbonat-Einfassung verbog sich unter dem Aufprall und scherte die Glaskanten ab. 35 % Ausfallrate in der Feldsimulation gegenüber <5 % im Labor | Umstellung auf einen Hilfsrahmen aus Magnesiumlegierung mit kontrollierten Biegespalten; Ergänzung des DVT-Protokolls um eine Feldsimulations-Taumelprüfung. | +8–10 Wochen, +12–18 % Stückliste. Ausfallrate bei Feldabwürfen unter 5 %. |
| Verzögerungen bei der erneuten Zertifizierung | Hoch (Zeitplan) | Das Scheitern der Zertifizierung in der ersten Runde wurde als einmaliges Ereignis behandelt. Jeder erneute Durchlauf verlängerte die Bearbeitungszeit um 8–16 Wochen. | Vorzertifizierungssimulationsprüfung; dediziertes Budget für Nachbearbeitung und 8–16 Wochen Zeitpuffer pro Zyklus im Programmplan vorgesehen | Die Programme kommen gemäß dem überarbeiteten Zeitplan auf den Markt; keine Notfall-Neugestaltung |
| Verbraucherkomponenten wurden ausgetauscht, um Kosten zu sparen | Medium | Standard-USB-C, Batteriezellen und flexible Leiterplatten fielen bei Zuverlässigkeitstests unter Vibrations-, Salznebel- und Temperaturwechselbedingungen aus. | Frühe beschleunigte Zuverlässigkeitsprüfung aller vorgeschlagenen Ersatzprodukte für Endverbraucher; datengestützte Kosten-Nutzen-Analyse | Durch die frühzeitige Umstellung auf Bauteile in Industriequalität konnten 3–6 Monate und 15–30 % der gesamten Programmkosten eingespart werden. |
Endgültige Produktspezifikationen
Ein aus diesem Entwicklungsprozess hervorgegangenes, serienreifes, robustes 5G-Industrie-Smartphone bietet folgende Eigenschaften:
• 5G SA/NSA Sub-6 GHz mit Carrier Aggregation; optional mmWave
• 48-MP-KI-Kamera mit OIS; optionaler Wärmebildaufsatz
• 6,000 bis 8,000 mAh Akku; 33 bis 65 W Schnellladung; Betriebstemperatur: -20 °C bis +60 °C
• Android 13 oder 14 mit Enterprise-MDM-Integration und Secure Boot
• Doppelte Wasserdichtigkeitszertifizierung IP68 + IP69K
• MIL-STD-810H-zertifiziert – vollständiger Prüfbericht auf Anfrage erhältlich
• Fallfestigkeit aus 2.0 m Höhe auf Beton im Feldsimulationsprotokoll validiert
• Display mit über 1,000 Nits Helligkeit, das auch mit Handschuhen und bei Nässe bedient werden kann
• NFC, präzises GPS; optionaler integrierter Barcode-Scanner
Ergebnisse und Marktauswirkungen
Die im Rahmen dieses Prozesses entwickelten Programme haben bereits den kommerziellen Einsatz in europäischen Bau- und Versorgungsunternehmen, in der Öl- und Gasförderung im Nahen Osten sowie in südostasiatischen Logistiknetzwerken erreicht.
• Zertifizierung der Netzbetreiber in den Zielmärkten erreicht: CE, FCC, PTCRB/GCF (soweit zutreffend)
• Die Ausfallraten im Feld liegen in allen wichtigen Ausfallkategorien unter den vergleichbaren Referenzwerten für Endverbraucher.
• Der Produktionshochlauf verlief planmäßig, wobei von Anfang an Rücklagen für mögliche Zertifizierungsanpassungen eingeplant waren.
• Wettbewerbsdifferenzierung von der Positionierung nach IP69K und MIL-STD-810H in Märkten, in denen die meisten Wettbewerber nur über IP68 verfügen
Wonderful PCBVollständige robuste 5G-Entwicklung
Wonderful PCB Wir entwickeln kundenspezifische, robuste 5G-Telefonprogramme von der Hardwarekonzeption bis zur zertifizierten Serienproduktion. Die wichtigsten Kompetenzen für diese Art von Arbeit:
• 5G-HF-Design mit gehäuseintegrierter Antennensimulation – das Verstimmungsproblem wird an der Quelle angegangen
• Tragwerksplanung mit FEA-gestützter Fallanalyse und vollständigem Management der MIL-STD-810H- und IP-Zertifizierung.
• Mehrlagiges HDI-Leiterplattendesign und PCBA-Bestückung mit Schutzlackierung
• Umfassendes EVT/DVT/PVT-Programmmanagement inklusive Zertifizierungskoordination und Re-Spin-Planung
• Beschaffung von Komponenten in Industriequalität mit Zweitlieferantenqualifizierung
• Analyse von Feldausfällen nach der Produktion und Unterstützung bei Produktiterationen
Wir bieten OEM- und ODM-Programme an. Unsere Kunden reichen von Anbietern industrieller Mobilitätsplattformen bis hin zu Hardware-Startups in vertikalen Märkten. Die kürzeste Projektlaufzeit beträgt 12 Monate für ein kundenspezifisches, robustes 5G-Industrie-Mobiltelefon. Komplexe Projekte mit kundenspezifischen Sensoren oder Anforderungen im Verteidigungsbereich dauern 18 bis 24 Monate.
Häufig gestellte Fragen
Frage 1: Was macht ein Smartphone „robust“?
Ein robustes Smartphone ist so konstruiert, dass es Bedingungen übersteht, die herkömmliche Geräte zerstören – Stürze, Wasser, Staub, Temperaturschwankungen und anhaltende Vibrationen. Das bedeutet: ein verstärktes Metallgehäuse, IP-geschützte Dichtungen an allen Verbindungsstellen, industrietaugliche Anschlüsse und eine temperaturunempfindliche Akkutechnologie. Die Bezeichnung „robust“ ohne IP-Schutzart und veröffentlichten MIL-STD-Testbericht ist reine Marketingaussage, keine technische Aussage.
Frage 2: Worin besteht der Unterschied zwischen IP68 und IP69K?
IP68 schützt vor tiefem Eintauchen in Wasser – die Standardnorm für industrielle Anwendungen sieht 1.5 m Tiefe für 30 Minuten gemäß IEC 60529 vor. IP69K schützt vor Hochdruck-Heißwasserstrahlen: 80 bar, 80 °C, aus nächster Nähe. Die Schutzarten prüfen unterschiedliche Gefahren. Eine Lebensmittelverarbeitungsanlage benötigt IP69K. Ein Bauarbeiter, dem sein Handy in eine Pfütze fällt, benötigt IP68. Viele Geräte für den industriellen Einsatz verfügen mittlerweile über beide Schutzarten.
Frage 3: Wie lange dauert die Entwicklung von robusten 5G-Smartphones tatsächlich?
ODM-Broschüren geben 6 bis 9 Monate an. Reale Projekte dauern 12 bis 18 Monate, manchmal sogar 24. Die Phase, die die Schätzung fast immer verdoppelt: Zertifizierung und Re-Spin. Die meisten Programme scheitern in der ersten Runde der MIL-STD-810H-, IP- oder 5G-RF-OTA-Tests. Jeder Fehlschlag verlängert die Testdauer um 8 bis 16 Wochen. Kunden, die nur einen Testdurchgang einplanen, müssen mit den größten Verzögerungen rechnen.
Frage 4: Kann ein speziell angefertigtes robustes Mobiltelefon über Barcode-Scanning oder Wärmebildkameras verfügen?
Ja – aber diese Aspekte müssen von Anfang an in der Designvorgabe berücksichtigt werden. Die Optik von Barcode-Scannern erfordert eine bauliche Anpassung im Gehäuse. Wärmebildmodule benötigen ein Wärmemanagement und die Integration in die Software. Der nachträgliche Einbau dieser Komponenten nach Abschluss des Gehäusedesigns ist kostspielig und oft baulich unmöglich.
Frage 5: Welche Zertifizierungen benötigt ein industrielles Smartphone?
Standards für ein robustes 5G-Industrietelefon weltweit: IP68/IP69K (IEC 60529), MIL-STD-810H, FCC (USA), CE/RED (EU), PTCRB oder GCF (5G-Netzbetreiberkompatibilität), UN 38.3 (Sicherheit beim Batterietransport). Spezielle Anwendungen erfordern zusätzlich ATEX/IECEx für explosionsgefährdete Bereiche, ANSI/UL für elektrische Sicherheit in Nordamerika oder branchenspezifische Standards für Verteidigung, Medizin oder Schifffahrt.
© 2026 Wonderful PCBDie beschriebenen technischen Spezifikationen, Zeitpläne und Kostenbereiche basieren auf Wonderful PCB Die Projektdaten können je nach Projektumfang und Marktbedingungen variieren.