Du bruger reflow-loddeprocessen til at forbinde dele til et printkort. Denne metode opvarmer loddepasta, indtil den smelter. Den smeltede pasta holder delene på plads. Mange virksomheder vælger reflow-loddeprocessen til printkort. Den fungerer godt med små dele og giver præcise resultater. Den er også god til automatisering. Reflow-loddeprocessen har flere trin. Først påfører du loddepasta. Derefter placerer du komponenterne. Derefter forvarmer du printkortet. Derefter lægger du det i blød. Derefter reflow-lodder du loddet. Til sidst afkøler du printkortet. Du skal være opmærksom på defekter og ny teknologi. Problemer som tombstoning eller løftede puder kan opstå.
Her er nogle almindelige defekter, du kan se i reflow-lodningsprocessen:
Defekt type | Beskrivelse |
|---|---|
Komponentskift | Ledninger og elektroder flugter ikke, fordi dele bevæger sig under opvarmning. |
Gravstøbning | Den ene ende af en chip løfter sig, mens den anden forbliver loddet. Dette sker på grund af ujævn opvarmning. |
Springet loddetin over | Ingen lodning på en pad eller ledning. Dette kan forårsage åbne kredsløb. |
Løftede pude | Kobberpuder kommer af printkortet på grund af for meget varme eller stress. |
Blæsehul/Nålehul | Små huller i loddeforbindelser fra indespærret gas. Disse huller gør forbindelsen svagere. |
Kontaminering/kemisk rest | Resterende kemikalier kan beskadige metal og forårsage problemer med kredsløbet. |
Brækket loddeforbindelse | Loddeforbindelser revner på grund af varmeændringer eller rystelser. |
Ledningsbrud | Ledninger knækker ved loddeforbindelser på grund af bøjning eller stød. |
Varmetab | Loddeforbindelserne bliver ikke varme nok, fordi varmen forsvinder for hurtigt. Dette forhindrer korrekt lodning. |
Reflow-lodningsproces i printkortmontering
Hvad er reflow-lodningsprocessen?
Du bruger reflow-lodningsprocessen til at fastgøre dele til et printkort. Først påfører du loddepasta på loddetængerne. Pastaen holder delene på plads, før de opvarmes. Derefter sætter du delene på printkortet. Du sørger for, at de passer til loddetængerne. Derefter opvarmer du printkortet i en reflow-ovn. Loddepastaen smelter og forbinder loddetængerne og delene. Efter afkøling kontrollerer du printkortet for problemer. Denne proces hjælper dig med at lave stærke og gode loddeforbindelser.
Hovedtrin i reflow-lodningsprocessen:
Kom loddepasta på printpladerne med en stencil.
Placer delene på brættet og læg dem på linje.
Varm printkortet op i en reflowovn for at smelte loddepastaen og samle delene.
Tjek brættet for problemer, og sørg for at det er i orden.
Hvorfor bruge reflow-lodning til printkort?
Du vælger reflow-lodningsprocessen til printkort, fordi den fungerer godt med små og sarte dele. Denne metode giver dig mulighed for bedre at kontrollere varmen, så du beskytter delene. Reflow-lodning er bedst til overflademonteringsteknologi (SMT), som bruges meget i nye printkortsamlinger. Når man ser på reflow-lodning og bølgelodning, ser man nogle store forskelle:
Aspect | Reflow lodning | Bølgelodning |
|---|---|---|
Working Princip | Delene kommer på et printkort, og loddepastaen opvarmes i en reflowovn. | PCB'er med dele flyttes til en bølgeloddemaskine, hvor der anvendes loddebølger. |
Brugsscenarier | Bruges primært til SMT-montering. | Anvendes primært til gennemgående hulmontering (THT). |
Loddebehov | Giver bedre svejsning med kontrolleret varme. | Producerer meget varme, hvilket kan skade følsomme dele. |
Loddekompleksitet | Kræver mere komplekse maskiner og styringer. | Nemmere opsætning, du skal blot ændre svejseindstillingerne. |
Fordele | Fantastisk til SMT, mindre varmechok og færre medarbejdere nødvendige. | Sparer tid, koster mindre og giver stærke loddeforbindelser. |
Fordele
Når du bruger reflow-lodningsprocessen, får du mange gode ting:
Du får pæne og jævne loddesamlinger, fordi varmen og kølingen er kontrolleret.
Du kan lave mange printkort på én gang, så du arbejder hurtigere og bedre.
Maskiner gør arbejdet, så folk laver færre fejl, og du reparerer mindre.
God reflow-lodning skaber glatte samlinger, der er stærke til elektricitet og holder dele.
Ved at ændre varmen og bruge nitrogen får du færre problemer og bedre brædder.
Disse gode ting gør reflow-lodningsprocessen til det bedste valg til samling af nye printkort.
Faser i reflow-lodningsprocessen
Reflow-lodningsprocessen har mange trin. Hvert trin hjælper med at skabe stærke forbindelser på dit printkort. Hvis du følger hvert trin, kan du forhindre problemer og forbedre din samling.
Loddepasta-applikation
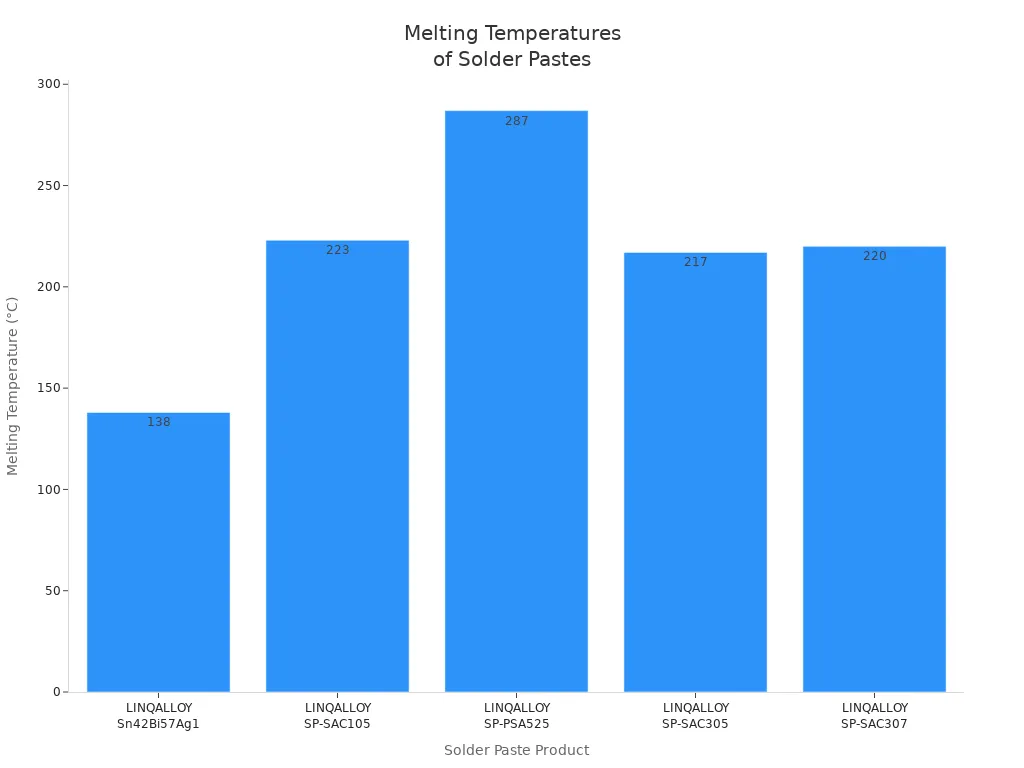
Først påfører du loddepasta på printpladen. Pastaen indeholder små metalstykker og flusmiddel. Den holder overflademonterede enheder og andre dele fast, før den opvarmes. Du bruger en stencil til kun at påføre pasta på de ønskede puder. Den type loddepasta, du vælger, ændrer, hvordan tingene går, og hvor godt resultatet bliver. Her er en tabel med nogle loddepastaprodukter og hvad de gør:
Produkt | Beskrivelse | Alloy | Partikelstørrelsesfordeling | Viskositet (mPA.s) | Smeltetemperatur | Opbevaringstid |
|---|---|---|---|---|---|---|
LINQALLOY Sn42Bi57Ag1 | Laveutektisk loddepasta til LED-montering | Sn42Bi57Ag1 | Type 3, 4 | - | 138 ° C | 6 måneder ved 5°C |
LINQALLOY SP-SAC105 | Pb-fri loddepasta designet til overflademonteringsteknologi (SMT) | SAC105 | Type 3, 4, 5 | 200 | 223 ° C | 6 måneder ved 5°C |
LINQALLOY SP-PSA525 | Loddepasta med højt blyindhold designet til tilstopningsfri dispenserings- og matricepåsætningsprocesser | Pb92.5Sn5Ag2.5 | Type 3, 4, 5 | 130 - 170 | 287 ° C | 6 måneder ved 5°C |
LINQALLOY SP-SAC305 | Pb-fri loddepasta designet til overflademonteringsteknologi (SMT) | SAC305 | Type 3, 4 | 160 - 230 | 217 ° C | 6 måneder ved 5°C |
LINQALLOY SP-SAC307 | Pb-fri loddepasta designet til overflademonteringsteknologi (SMT) | SAC307 | Type 3, 4, 5 | 190 - 230 | 220 ° C | 6 måneder ved 5°C |
Du kan også vælge forskellige flustyper til din loddepasta:
Rosinbaserede flusmidler bruger naturlig rosin og kræver specielle rengøringsmidler.
Vandopløselige flusmidler bruger organisk materiale og vaskes af med vand eller andre rengøringsmidler.
No-clean flux efterlader næsten intet og er bedst til rene steder.
At vælge den rigtige loddepasta og flusmiddel hjælper dig med at få gode samlinger og stærk lodning.
Komponentplacering på printkort
Når du har påført loddepastaen, sætter du delene på printkortet. Du skal være meget forsigtig her. Hvis du placerer en del det forkerte sted, kan du få svage samlinger eller problemer. De fleste fabrikker bruger maskiner til at placere overflademonterede dele og andre dele. Disse maskiner er meget præcise. For eksempel skal placeringssystemet være inden for ±0.001″. XY-tolerancen er normalt ±0.2 mm. Du skal også sørge for, at hver dels ledninger dækker puderne. IPC-A-610- og J-STD-001-reglerne siger, at du skal have mindst halv overlapning, og nogle gange op til tre fjerdedele for plader, der skal holde længe.
Selv en lille fejl, som at flytte en del med 0.1 mm, kan forårsage dårlig lodning eller kortslutninger. Du skal kontrollere hver dels retning og position for at holde dit printkort i orden.
Forvarmning og iblødsætning
Dernæst placerer du printkortet i reflowovnen til forvarmning og iblødsætning. Du varmer langsomt printkortet og delene op for at gøre dem klar til lodning. Dette trin stopper termisk chok og lader flusmidlet virke. Den varme, du bruger, afhænger af din loddepasta. Her er en tabel med normale intervaller:
Loddetype | Forvarmningstemperaturområde | Iblødsætningstemperaturområde |
|---|---|---|
Ført | 25 ° C til 150 ° C | 150 ° C til 200 ° C |
Blyfri | Op til 180 ° C | 180 ° C til 220 ° C |
Du indstiller normalt forvarmningen mellem 120°C og 160°C. Udblødningstrinnet går fra 160°C til 180°C. Til blyfri lodning kan du bruge forvarmning fra 150°C til 190°C og udblødning omkring 217°C. Hvis du kontrollerer varmen godt, smelter loddepastaen jævnt, og du undgår problemer.
Reflow-fase
Reflow-fasen er den vigtigste del. Du opvarmer printkortet indtil smelter loddepasta og laver solide samlinger mellem puder og dele. Temperaturprofilen er meget vigtig her. Du skal nå den rigtige toptemperatur og holde den i det rigtige tidsrum. For meget varme kan beskadige dele eller forårsage revner. Ikke nok varme betyder, at loddet ikke smelter helt, og du får svage samlinger.
Den højeste temperatur og hvor længe du holder den, ændrer hvor gode dine loddeforbindelser er.
For lang opbevaringstid kan nedbryde materialer og øge sandsynligheden for fejl.
Du skal holde nøje øje med varmen for at få stærke og sikre led.
Køling
Efter reflow skal du afkøle printkortet. Afkøling gør loddeforbindelserne hårde og stærke. Du skal kontrollere, hvor hurtigt du afkøler for at forhindre termisk chok og holde delene sikre. Den bedste afkølingshastighed er 3-6 °C pr. sekund. Hvis du afkøler for langsomt, får du store korn i loddet, hvilket gør samlingerne svagere. Hvis du afkøler for hurtigt, kan du bøje dele eller revne samlingerne.
Tip: Ved at holde en stabil kølehastighed får du stærke loddeforbindelser og gode printkort. Hold altid øje med køletrinnet for at undgå problemer.
Hvert trin i reflow-lodningsprocessen er vigtigt for at få din printpladesamling til at fungere godt. Hvis du er opmærksom på loddepasta, placering af dele, varmekontrol og køling, kan du lave stærke samlinger og forhindre almindelige problemer.
Fordele ved printkort
Præcision og automatisering
Reflow-lodning hjælper dig Placer delene meget præcistMaskiner bruger kun loddepasta, hvor det er nødvendigt. Dette er godt til printkort med mange små dele. Ovnen holder varmen stabil, så delene ikke bliver for varme eller kolde. Dette hjælper med at forhindre fejl og skaber stærke forbindelser. Du kan tilføje små dele med tynde ledninger uden at lave loddebroer. Automatisering bruger pick-and-place-maskiner til at placere dele på printkortet. Disse maskiner arbejder hurtigt og laver ikke mange fejl. Specielle inspektionsmaskiner leder efter problemer. Dette hjælper dig med at vide, at dit printkort er godt lavet.
Loddepastaen sidder præcis derhen, hvor den skal, selv på små dele
Konstant varme stopper stress og reducerer fejl
Pick-and-place-maskiner placerer dele på det rigtige sted
Inspektionsmaskiner finder problemer tidligt
Skalerbarhed
Reflow-lodning giver dig mulighed for at lave mange plader hurtigt. Hvis du har brug for tusindvis af plader, hjælper maskiner dig med at arbejde hurtigt. Du kan bruge denne proces til store partier eller blot et par plader. Når du laver flere plader, koster hvert enkelt mindre. Her er en tabel, der viser, hvordan reflow hjælper dig med at lave flere plader:
Skalerbarhed | God til 10,000+ brætter | Fungerer til små partier eller under 1,000 brædder |
|---|---|---|
Produktionshastighed | Hurtigere med maskiner | Langsommere, ofte udført i hånden |
Pris pr. Enhed | Lavere når du tjener meget | Højere, når du kun tjener få |
Fleksibilitet
Reflow-lodning fungerer til mange slags printkortdesign. Det er fantastisk til overflademonteringsteknologi. Dette giver dig mulighed for at placere dele direkte på printkortet. Du kan bruge forskellige typer pakker i én omgang. Dette gør reflow godt til ny elektronik, der kræver omhyggeligt arbejde. Du kan bygge printkort med dele på begge sider og blande mange typer dele i én proces.
Tip: Reflow-lodning giver dig mulighed for at designe printplader med mange dele og trange pladser.
Pålidelighed
Reflow-lodning gør stærke og sikre ledOvnen holder på den helt rigtige varme for at lave gode forbindelser. Du kan teste dit printkort ved hjælp af termiske choktests. Dette kontrollerer, om samlingerne forbliver stærke, når temperaturen ændrer sig. Et tyndt lag ved samlingen gør den stærkere. Hvis laget er for tykt, kan samlingen knække. Reflow-lodning hjælper med at holde laget tyndt, så dit printkort holder længere.
Termisk choktest kontrollerer, om samlingerne er stærke
Tynde lag ved samlingerne gør dem bedre
Stabil opvarmning og afkøling skaber stærke forbindelser
Fejlforebyggelse ved reflow-lodning
Du ønsker, at dit printkort skal holde længe. Du skal forhindre defekter under reflow-lodning. Denne del forklarer, hvordan du kontrollerer varme, vælger loddepasta, kontrollerer dine printkort, bruger nitrogen og løser problemer. Hvert trin hjælper dig med at lave stærke forbindelser og bedre printkort.
Temperatur profilering
Du skal holde øje med temperaturen i hvert trin. God temperaturkontrol forhindrer defekter og holder dit printkort sikkert. Du bruger specialværktøj til at kontrollere varmen på printkortet. Her er nogle tips:
Øg langsomt varmen under forvarmning. Hold rampehastigheden mellem 0.5 °C og 2.0 °C pr. sekund. Dette stopper termisk chok og starter fluxen.
Hold iblødsætningsfasen ved 150°C til 180°C i 60-120 sekunder. Dette holder varmen jævnt på printpladen.
Indstil reflow-scenens toppunkt til 20-30 °C over loddets smeltepunkt. Hold tiden over liquidus (TAL) mellem 30-90 sekunder.
Køl pladen ned med 2-4 °C pr. sekund. Dette bidrager til stærke samlinger.
Brug gode termiske værktøjer til at få de korrekte varmedata.
Tjek mere end ét bræt for at se, om ovnene er forskellige.
Se og skift profiler ofte for at holde resultaterne stabile.
Læs altid databladet for loddepasta for særlige varmebehov.
Tip: Omhyggelig temperaturkontrol hjælper dig med at forhindre defekter og holder dit printkort i god stand.
Loddepasta og flusmiddel
Du skal vælge den bedste loddepasta og flusmiddel til dit printkort. Typen af loddepasta ændrer, hvor godt lodningen fungerer, og hvor mange defekter du får. Se på legeringen, pulvertypen og mikrostrukturen. Sfærisk pulver med lavt oxidindhold giver bedre samlinger. Match loddepastaen til dit printkort og din pudestørrelse. Type 3 til Type 6 pulver fungerer til forskellige pudestørrelser og hjælper med at forhindre brodannelse.
Mange ting i forbindelse med loddepastatryk kan ændre fejlprocenter. Her er en tabel, der viser, hvad der betyder mest:
Niveau | Faktorbeskrivelse |
|---|---|
1 | Stencilåbningsform ud fra, hvordan den er lavet |
2 | Matchning af loddepasta |
3 | Ventetidseffekter |
4 | Valg af gummiskrabermateriale |
5 | Indstillinger for trykkerimaskinen |
6 | Indstillinger for reflow-lodning |
Du skal også vælge den rigtige flux. Rosinbaseret flux kræver særlig rengøring. Vandopløselig flux vaskes af med vand. Ikke-ren flux efterlader næsten intet. Den rigtige loddepasta og flux hjælper dig med at få stærke samlinger og færre defekter.
Inspektionsmetoder
Du skal kontrollere dit printkort efter lodning for at finde problemer tidligt. Du bruger forskellige måder at lede efter defekter på. Her er en tabel, der viser de mest almindelige metoder:
Inspektionsmetode | Beskrivelse |
|---|---|
Visuel inspektion | Folk ser efter fejl med øjnene. |
Automatiseret optisk inspektion (AOI) | Kameraer og software finder manglende loddetin og defekte dele. |
Røntgeninspektion | Finder skjulte problemer som hulrum og loddebroer inde i printkortet. |
Funktionstest | Kontrollerer om printkortet fungerer lige efter montering. |
AOI bruger kameraer til at finde manglende dele og dårlige samlinger. Røntgenundersøgelser foretages inden i printkortet for at finde revner og huller. Funktionstest kontrollerer, om printkortet fungerer. Du bruger disse metoder til at opdage problemer, før de bliver værre.
Kontrolleret atmosfære
Du kan bruge nitrogen under reflow-lodning. Nitrogen hjælper dig med at lave bedre samlinger og stærkere plader. Her er en tabel, der viser fordelene:
Fordel | Beskrivelse |
|---|---|
Oxiddannelse | Nitrogen sænker oxider under lodning. |
Forbedring af befugtningsevne | Loddetin flyder bedre og giver stærkere samlinger. |
Færre defekter | Du får færre problemer som dårlig lodning og brokobling. |
Fleksibilitet i fluxvalg | Du kan bruge flere fluxtyper, fordi luften er kontrolleret. |
Krav efter rengøring | Du bruger mindre tid på rengøring efter lodning. |
Forbedret pålidelighed | Lodning i nitrogen gør, at dit printkort holder længere. |
Bemærk: Brug af nitrogen i reflow-lodning hjælper dig med at lave stærke samlinger og reducerer defektrater.
Almindelige defekter og løsninger
Du kan opleve problemer som tombstoning, bridging og hulrum i dit printkort. Du kan løse disse ved at følge gode trin. Her er en liste over løsninger:
Lav stencilåbningerne til 80-90% af pudens størrelse, og match printpladens layout.
Kontroller mængden af loddepasta. Brug en stenciltykkelse på 0.1-0.15 mm til små dele for at forhindre for meget pasta.
Skift reflow-profilen. Brug en langsom opvarmningshastighed (1-3 °C pr. sekund) i forvarmningen for at forhindre hurtig lodningsmeltning.
Kontrollér placeringen af delene. Brug gode pick-and-place-maskiner til præcis placering.
Balancer reflow-profilen. Indstil forvarmningen til 150-180°C i 60-90 sekunder for at holde varmen jævn.
Sørg for, at pudedesignet er ens. Sørg for, at puderne under delene har samme størrelse og form.
Tjek loddepastaen på loddetængerne. Brug SPI-værktøjer til at sikre, at pastaen er ensartet på begge loddetænger.
Forbedre placeringen. Kalibrer pick-and-place-maskiner til at placere dele inden for ±0.05 mm.
Du følger disse trin for at stop almindelige defekter og hold dit printkort i god stand. God kontrol med loddepasta, varme, kontrol og nitrogen hjælper dig med at lave stærke samlinger og bedre printkort.
Innovationer i reflow-lodningsprocessen
Ny teknologi ændrer hele tiden, hvordan folk fremstiller printkort. Der er store forbedringer inden for reflow-lodning nu. Nogle nye ting er vakuum-reflow, smarte ovne og at gøre dele mindre. Disse ændringer hjælper dig med at lave bedre forbindelser. De får også printkort til at holde længere. Mindre overflademonterede dele bruges oftere.
Vakuumreflow
Vakuumreflow bruger et specielt ovnkammer. Dette kammer fjerner luft og gasser under lodning. Det hjælper med at reducere hulrum i loddesamlinger til kun 1-2%. Med vakuumreflow bliver samlingerne stærkere. Varme bevæger sig bedre gennem printpladen. Dette er vigtigt for biler og fly. Dit printkort kan holde længere og håndtere mere belastning. Færre svage punkter betyder bedre ydeevne.
Tip: Vakuumreflow hjælper dig med at få stærke og pålidelige forbindelser. Det er fantastisk til overflademonterede enheder.
Smarte ovne
Smarte ovne giver dig mere kontrol over lodning. De bruger sensorer til at overvåge temperaturen hele tiden. Problemer findes tidligt med disse ovne. Du kan se, hvordan smarte ovne stopper defekter, i tabellen nedenfor:
Fejltype | Indvirkning på kvalitet | Tips til forebyggelse |
|---|---|---|
Fejl i varmelegemet | Dårlig lodning, beskadigede komponenter | Tjek varmeapparater, brug realtidsadvarsler |
Transportbåndskalibreringsdrift | Flere defekter, såsom brobygning | Kalibrer ofte, spor transportbåndets hastighed |
Problem med termisk spild | Uregelmæssig lodning, printkortskader | Hold øje med temperaturzoner, undgå store temperaturforskelle |
Uoverensstemmelser i luftstrømmen | Upålidelig lodning, flere fejl | Rengør filtre, mål varmeoverførsel |
Fejl i kølesystemet | Mere skade, dyrt efterarbejde | Hold køleren ren, overvåg kølezoner |
Smarte ovne Hold temperaturen stabil inden for ±2°C. Dette giver dig gode resultater og færre problemer. Du sparer tid og penge ved at løse problemer tidligt.
Miniaturisering til PCB-montering
At gøre dele mindre har ændret printkortsamling. Man bruger nu bittesmå puder og små overflademonterede dele. Loddeaflejringer er også mindre. Nogle gange dannes der kun ét loddekorn. Dette kan gøre samlingerne svagere. For at løse dette afkøles det hurtigere, over 2°C pr. sekund. Nye loddepastaformler hjælper også.
Flere overflademonteringsenheder passer til hvert printkort.
Loddepasta-pletter er mindre, så kontrollen skal være præcis.
Pick and place-maskiner bruger to baner for at køre hurtigere.
Driftstemperaturerne er højere, især med blyfrit loddetin.
Loddepastas kemi har ændret sig til høj varme.
Du kan bygge mere komplekse printkort og arbejde hurtigere. Disse ændringer hjælper dig med at imødekomme behovene inden for ny elektronik. Hver millimeter tæller nu.
Bemærk: Det globale marked for reflowovne vokser hurtigt. Dette viser, hvor vigtige disse nye ideer er til fremstilling af printkort.
Du bruger reflow-lodning til at lave stærke printkort til ny elektronik. Denne proces giver dig mulighed for at kontrollere varmen rigtig godt. Det hjælper dig med at få solide loddeforbindelser og færre problemer.
Forsigtig temperaturkontrol beskytter delene mod skader.
God loddepasta og flusmiddel hjælper delene med at hæfte bedre.
Kontrol af brædder og brug af nitrogen får dem til at virke længere.
Smarte ovne og maskiner hjælper med at forhindre fejl.
Elektronik bliver mindre og sværere at bygge. Du bør vælge reflow-lodning for at løse disse problemer og få produkter til at holde.
Ofte stillede spørgsmål
Hvad er hovedformålet med reflow-lodning?
Du bruger reflow-lodning til at fastgøre elektroniske dele til et printkort. Denne proces smelter loddepasta for at lave stærke forbindelserDet hjælper dig med at bygge pålidelige og højkvalitets boards til mange enheder.
Kan man bruge reflow-lodning til begge sider af et printkort?
Ja, du kan bruge reflow-lodning på begge sider. Du lodder først den ene side, vender derefter printpladen og gentager processen. Denne metode fungerer godt til komplekse printplader.
Hvordan forebygger man defekter under reflow-lodning?
Du styrer temperaturprofilen og bruger den rigtige loddepasta. Du kontrollerer også printpladen med inspektionsværktøj. Disse trin hjælper dig med at undgå almindelige problemer som tombstoning eller brobygning.
Hvorfor bruges nitrogen i reflow-lodning?
Du bruger nitrogen til at reducere oxidation under lodning. Denne gas hjælper dig med at få renere samlinger og færre defekter. Nitrogen forbedrer også styrken af loddeforbindelserne.
Hvad er forskellen mellem reflow- og bølgelodning?
Du bruger reflow-lodning til overflademonterede dele. Bølgelodning fungerer bedst til gennemgående huldele. Reflow bruger en opvarmet ovn, mens bølgelodning bruger en bølge af smeltet loddetin.