Dit næste projekt kræver et 10-lags printkort, men du tænker over, hvordan producenter rent faktisk fremstiller komplekse printkort. Wonderful PCB giver dig information om stackup-design, materialevalg, fremstillingstrin og hvordan du vælger den rigtige 10-lags pcb stackup-fabrik til dine behov.
Grundlæggende principper for 10-lags PCB-teknologi
Oversigt over flerlags-PCB
Flerlagsplader stable kobber og isoleringsmateriale i en sandwich. To lag? Simpelt. Fire lag? Stadig håndterbart.
Men ti lag?
Nu træder du ind i et område, hvor præcision betyder noget i hvert trin. Hvert tilføjet lag giver mere routingplads. Bedre afskærmning. Forbedret strømfordeling. Men kompleksiteten vokser hurtigt. Justeringen mellem lagene skal være inden for mikrometer; ellers går dit printkort i stykker.
10-lags printkort vs. andre flerlagsprintkort
Hvorfor vælge ti lag i stedet for otte eller tolv?
Sekslagsprintkort fungerer godt til designs med moderat tæthed, men de løber tør for plads, når signalantallet stiger. Otte lag hjælper, selvom strømforsyningsintegriteten nogle gange lider. Tolv lag? Overkill til de fleste applikationer, plus omkostningerne stiger.
Ti lag rammer plet. Du får fire signallag, to jordplaner, to effektplaner og to ydre routinglag. Den balance fungerer til digitale kredsløb med høj hastighed, RF-moduler og tætte dellayouts uden at sprænge budgettet.
Sammenlign dette med et firelags printkort, hvor du konstant kæmper med routing-overbelastning. 10-lags printkort-stackingen giver dig plads præcis der, hvor du har brug for det.
Standard Stack-Up-konfigurationer og materialelag
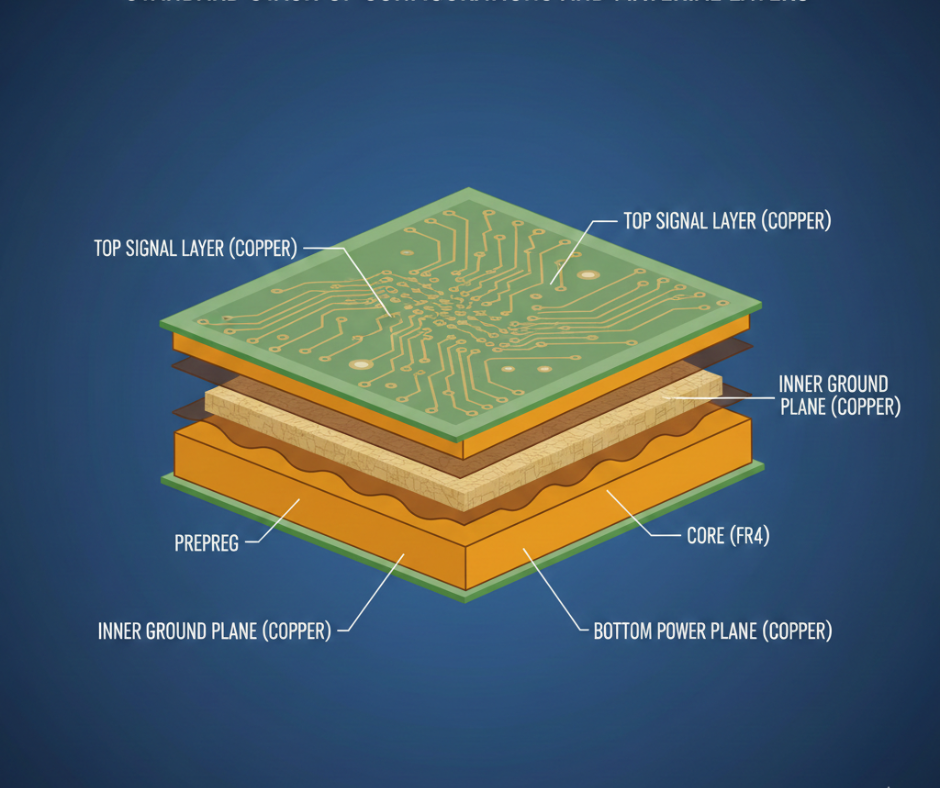
Signallag
Signallag bærer dine spor, datalinjer, ure og adressebusser. I en ti-lagskonfiguration forekommer signalrouting på lag 1, 3, 4, 6, 7 og 10.
Ydre lag håndterer lavhastighedssignaler. Indre lag fungerer bedre til højhastighedsdifferentialpar, fordi de sidder mellem referenceplaner.
Nogle designere placerer langsomme signaler udenfor og hurtige signaler indenfor. Andre blander dem baseret på krav til sporlængde. Der findes ikke én korrekt fremgangsmåde. Din applikation bestemmer prioriteten.
Kraft og jordplaner
Lag 2 og 9 bruges ofte som jordplaner. Lag 5 og 8 fungerer som effektplaner, selvom du kan opdele lag 5 i flere spændingsdomæner.
Jordplaner skal forblive solide, når det er muligt.
Opdeling af jordforbindelsen skaber problemer med returvejen, der forringer signalintegriteten. Effektplaner kan opdeles, men gør det forsigtigt. Spor, der krydser opdelingsgrænser, oplever impedansdiskontinuiteter.
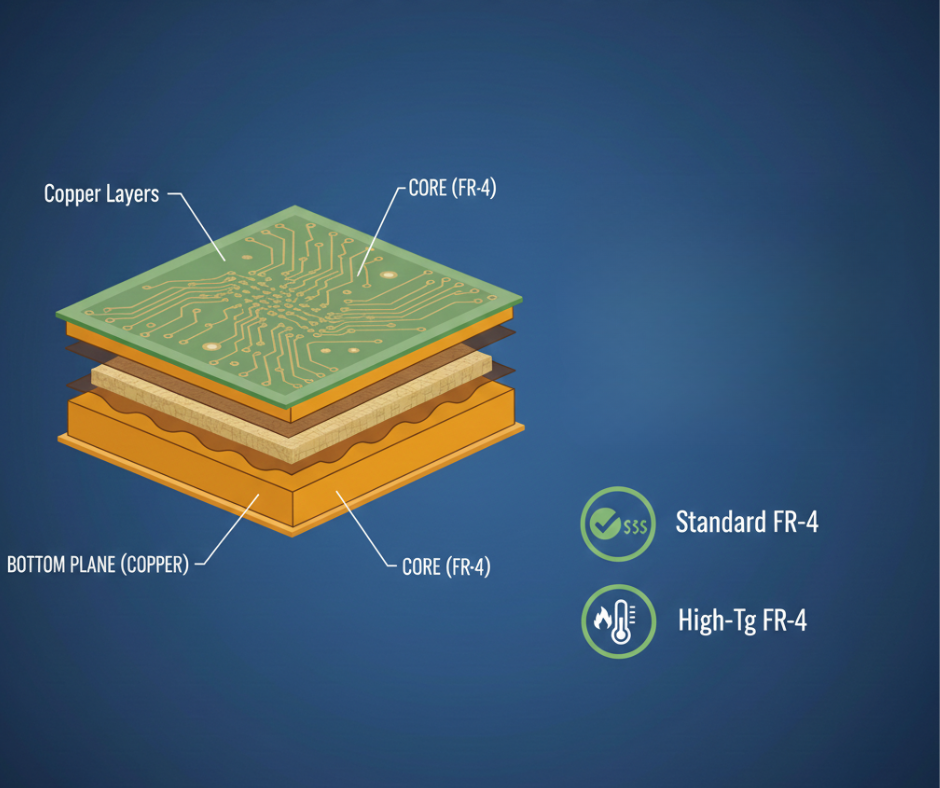
Dielektriske materialer og kernematerialer
FR-4 forbliver arbejdshestmaterialet til de fleste 10-lags PCB-fremstilling projekter. Standard FR-4 koster mindre og yder godt op til et par gigahertz. FR-4 med høj Tg håndterer blyfri loddetemperaturer uden at delaminere.
Brug for bedre højfrekvent ydeevne?
Rogers laminater giver lavere tabstab og stabil dielektricitetskonstant på tværs af temperatursvingninger. Polyimid overlever ekstreme varmecyklusser. PTFE-baserede materialer fungerer til mikrobølgefrekvenser, men koster betydeligt mere.
Prepreg-ark binder kernelagene sammen under laminering. Tykkelsen varierer – for eksempel måler 2116 prepreg omkring 4 mils, 7628 er omkring 7 mils. Bland og match prepreg-typer for at få din ønskede 10-lags printpladetykkelse.
Designovervejelser, der er unikke for 10-lags strukturer
Impedanskontrol
Når signalerne overstiger et par hundrede megahertz, vil du støde på impedansproblemer. Det er ikke til forhandling. Dit første højhastighedsprintkort kan være katastrofalt, hvis du ignorerer den dielektriske konstant. Hvorfor? Sporbredde og kobbervægt er ikke bare tal; de er loven.
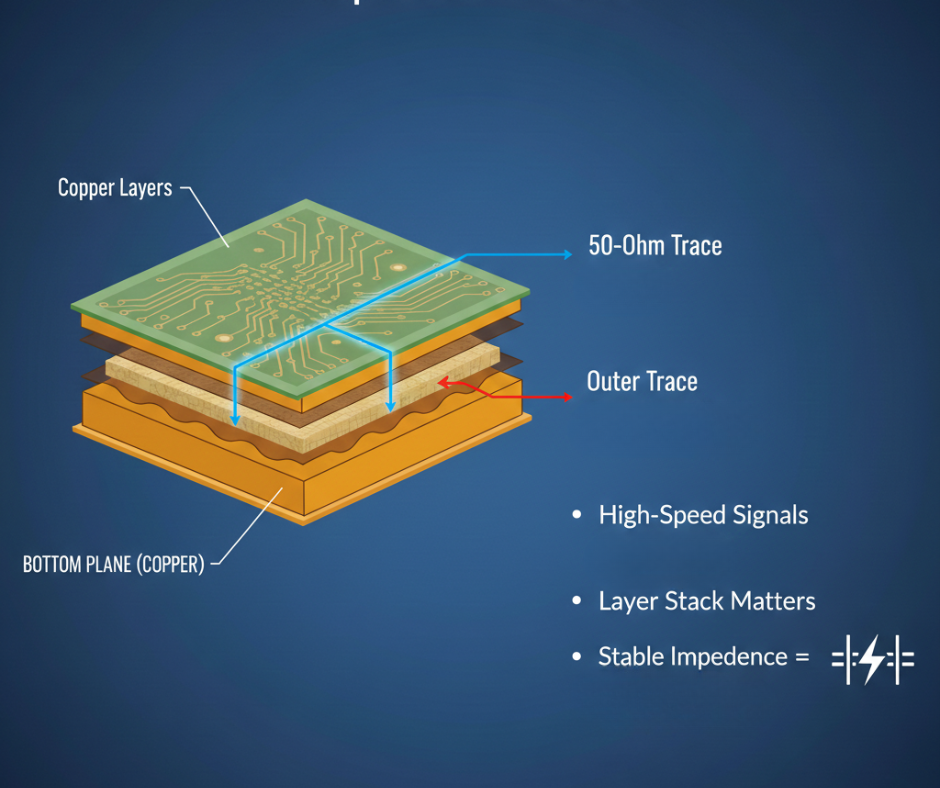
En ti-lags stackup giver dig mulighed for at klemme signaler ind mellem planer. Og hvad så? Det får 50-ohm-spor til rent faktisk at fungere. De indre lag forbliver tæt på deres reference, mens de ydre er fjerne, ensomme og uforudsigelige.
Det betyder, at du har brug for bredere spor på lag 1 og 10 for at matche den samme impedans som smallere spor på lag 3 eller 6.
Stackup-beregnere hjælper, men anmod altid om impedanstest fra din producent af 10-lags printkorts stackup.
Signalintegritet
Højhastighedssignaler hader diskontinuiteter.
Via stubs tilføjer kapacitans. Lagovergange skaber refleksioner. Krydstale mellem tilstødende spor forvrænger bølgeformer. Ti lag giver dig muligheder for at afhjælpe disse problemer.
Returstrømmen flyder i planet direkte under dit signalspor. Når et spor skifter lag, skal returstrømmen finde en vej gennem vias eller kondensatorer til det nye referenceplan.
Dårlige returveje forårsager EMO og jordspring.
Placer syvias nær lagovergange for at holde returstrømsløjferne stramme.
Strømfordeling og termisk styring
Flere lag betyder bedre strømfordeling. Dedikerede effektplaner sænker DC-modstanden og fordeler strømmen jævnt.
Men varme bliver et problem, fordi kobber leder varme godt, mens FR-4 isolerer. Ti lag materiale fanger varmen inde i pladen.
Termiske vias under varme komponenter leder varme til de ydre lag, hvor luft eller køleplader afleder den. Dimensionér dine effektplaner til at håndtere strøm uden for stor temperaturstigning.
10-lags PCB-fremstillingsproces
- Design og prototyping
Start med skematisk fremstilling. Hvorfor vente? Skift det til Altium- eller KiCad-layout. Definer den opdeling tidligt, ellers er du færdig. Eksporter Gerber-diagrammer, bor og fabrikationstegninger – angiv dine kobbervægte og tolerancer.
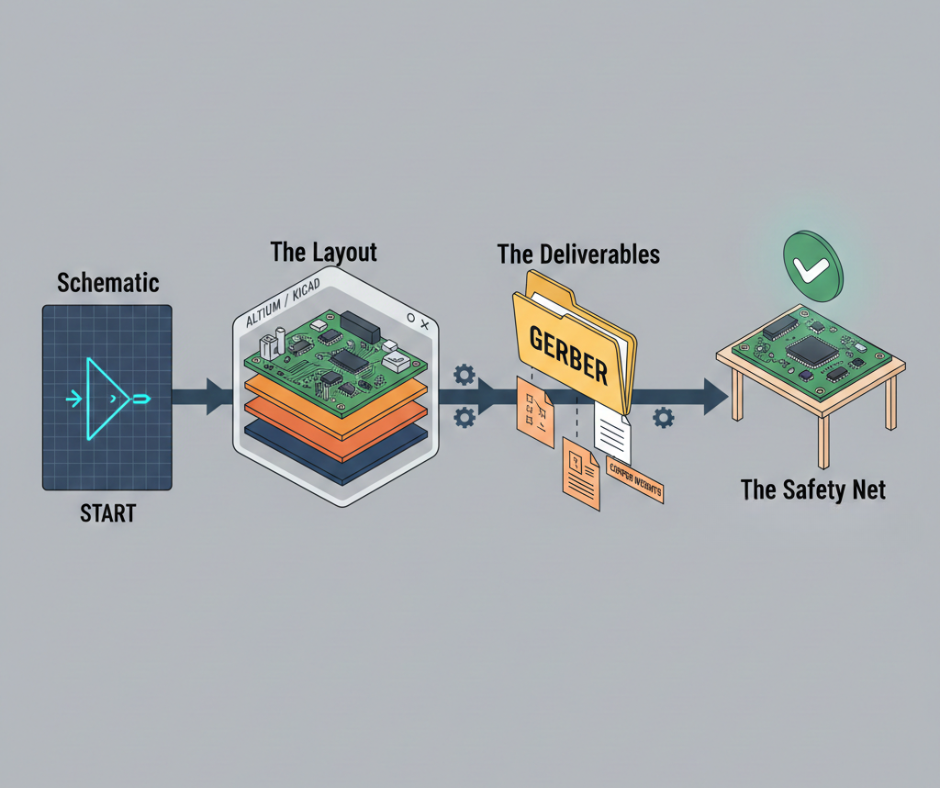
Byg først en prototype. Fang rodet nu. Hvis du venter på fuld produktion, vil omkostningerne ved en lille fejl hjemsøge din bankkonto.
- Materialeforberedelse og valg
Producenter har kernelaminater og prepreg-ruller på lager. De skærer plader til panelstørrelse. Til en plade med ti lag skal du bruge flere kernelag plus prepreg-ark til at lime dem sammen.
Materialevalg påvirker ydeevne og pris.
Standard FR-4 fungerer til de fleste digitale designs. Højfrekvente kredsløb kræver laminater med lavt tab. Højstrømsapplikationer kræver tykkere kobber.
- Fremstilling af det indre lag
De indre lag mønstres før laminering. Processen starter med en kobberbeklædt kerne. Et lag fotoresist dækker kobberet.
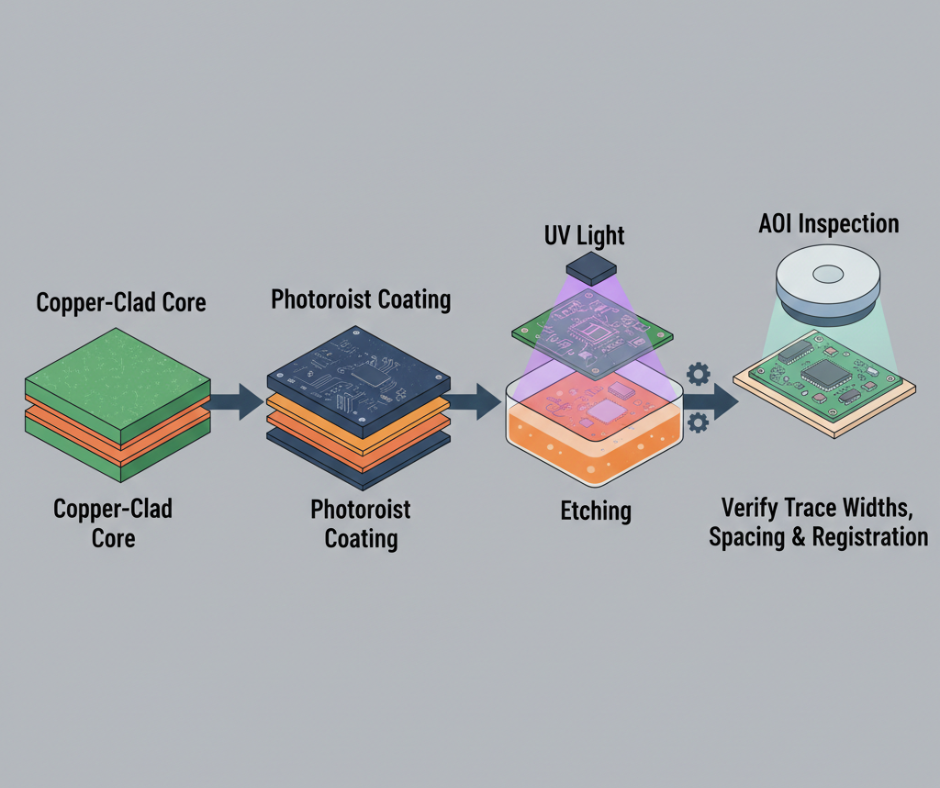
UV-lys eksponerer resisten gennem en film eller laser direkte billeddannelse. Fremkaldelse fjerner ueksponeret resist og efterlader bart kobber i uønskede områder. Ætsning opløser kobberet.
Hvert lag inspiceres under AOI for at verificere sporbredder, afstand og registreringsmærker.
- Lagjustering og registrering
Registreringsmærker, små mål ætset ind i hvert lag, hjælper med at justere kerner og prepreg under stabling. Forskydning på mere end et par mil får vias til at misse pads eller spor til at kortslutte mod planer.
Nogle fabrikker, der fremstiller 10-lags printkort, bruger pinlaminering, hvor værktøjsstifter gennemborer alle lag for at holde justeringen. Andre bruger udelukkende visionssystemer.
Tolerancekravene strammes, efterhånden som vias-størrelserne krymper, mens mikrovias kræver en justering inden for ±2 mils eller bedre.
- Lamineringsproces
Stabling sker i et rent rum. Lagene kommer i en presse i rækkefølge. Vakuum fjerner luftlommer.
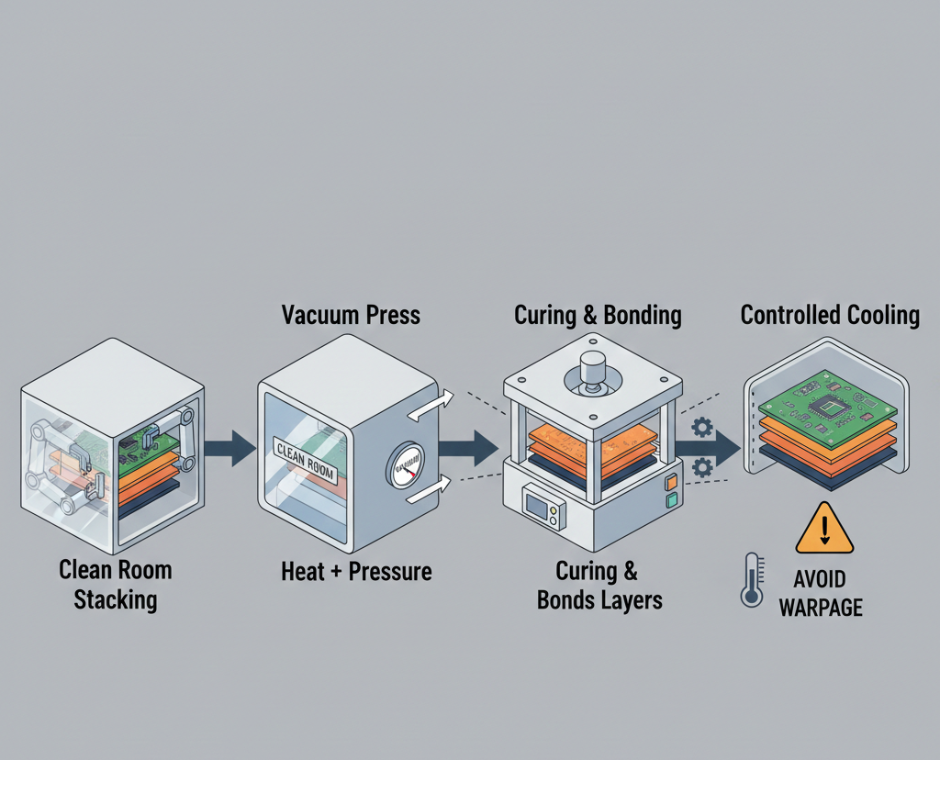
Varme og tryk hærder prepreg-harpiksen og binder alt sammen til et solidt panel.
Afkøling skal ske langsomt for at undgå vridning. Ujævn afkøling skaber indre spændinger, der bøjer printpladen.
- Boreoperationer
Efter laminering har du et blankt flerlagspanel. Bor nu huller til vias og komponentledninger.
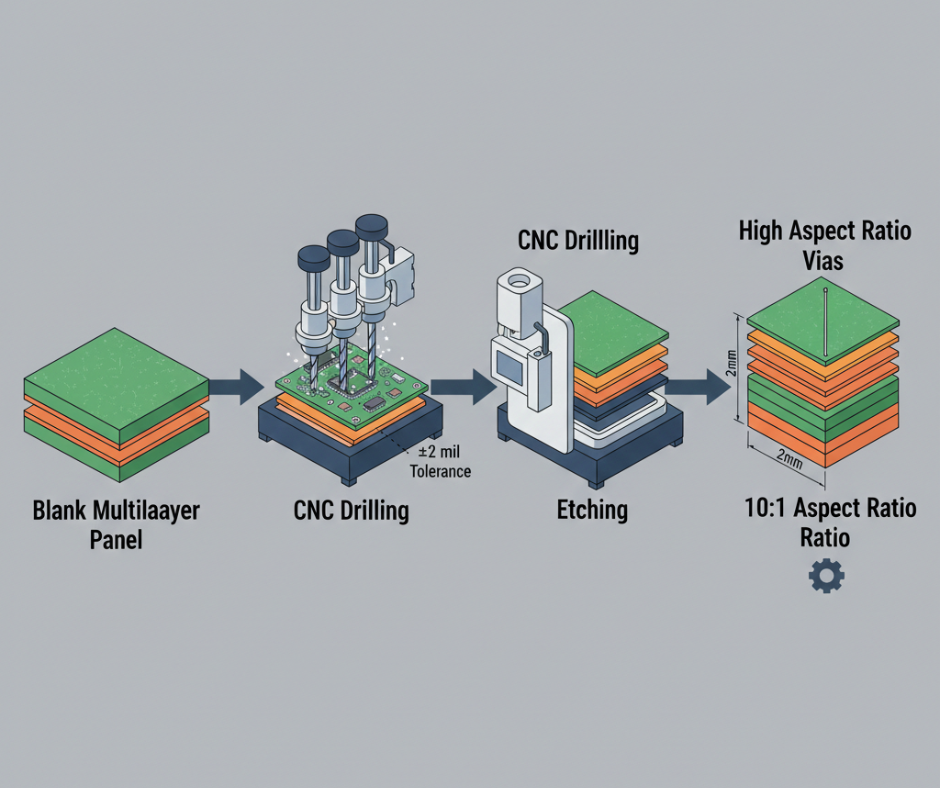
CNC-boremaskiner bruger hårdmetal- eller diamantbelagte bor. Huldiametertolerancer er ±2 mil for gennemgående huller og strammere for mikrovias.
Huller med højt aspektforhold udfordrer pletteringsprocesser. Et ti-lags printkort med en tykkelse på 2 mm og 0.2 mm vias har et aspektforhold på 10:1, lige på grænsen af standardkapacitet.
- Plettering og kobberaflejring
Bare epoxyvægge er ubrugelige, indtil elektrolytisk kobberaflejring tilføjer en ledende hinde. Derefter opbygger elektroplettering den til 25 mikron. Hvorfor? Det er den elektriske bro mellem lagene. Hvis midten er tynd, kan termisk stress få viaen til at revne. Ensartethed er liv.
- Kredsløbsmønsterbilleddannelse og ætsning
De ydre lag får et mønstret mønster efter plettering. Tørfilmresist, masker og ætsning – ligesom de indre lag. Hvorfor? Præcision. Fintonede spor kræver stram kontrol, ellers forsvinder signalet til en kobbersuppe.
- Anvendelse af loddemaske
Loddemaske er normalt grøn, selvom andre farver er tilgængelige til at belægge de ydre lag, så puder og vias er blotlagte.
Flydende fotobilledbar loddemaske påføres i tynde lag, udsættes for UV-lys og fremkaldes. Den beskytter kobber mod oxidation og stopper loddebroer under samling.
- Overfladebehandling
Bart kobber oxiderer hurtigt. Overfladebehandlinger beskytter puderne indtil montering.
HASL dypper pladen i smeltet lod, hvilket er billigt, men ujævnt. ENIG-plader nikkel, derefter guld over puderne, fladt, velegnet til dele med fin stigning, men dyrere.
Dit valg afhænger af samleprocessen og opbevaringstiden. ENIG er velegnet til de fleste 10-lags printkortproduktionsprojekter, især når der kræves trådbinding eller lang holdbarhed.
- Elektrisk test
Hvert printkort skal bestå en elektrisk test.
Flyvende probetestere bruger bevægelige nåle – fantastiske til prototyper. Men til store serier? Fikseringsbaserede testere med nåle er hurtigere, selvom den brugerdefinerede fikstur ikke er gratis. Hvorfor gætte på, om den virker? Et Time-Domain Reflectometer sender signaler ned ad linjen for at verificere, at dine 50-ohm-spor rent faktisk opfylder specifikationerne. Præcision er vigtig.
- Slutinspektion og kvalitetskontrol
Visuelle kontroller fanger de grimme ting – ridser eller hulrum i loddemasken – men hvorfor stoppe der? Dimensionskontroller verificerer, om printpladen rent faktisk passer til kassen. Røntgenstråler kigger ind i vias og leder efter forkert justering eller skjulte hulrum. ISO 9001 betyder, at de følger reglerne, men IPC-klasserne er den virkelige chef. Klasse 2 accepterer nogle mindre fejl, mens klasse 3 kræver perfektion.
Vigtige overvejelser vedrørende fremstilling
Lag-til-lag registreringstolerance
Fejl hober sig hurtigt op. En forskydning på 2 mil i det indre lag plus 3 mil fra laminering og 2 mil borevandring? Det er 7 mil kaos. Pludselig rammer din boremaskine helt ved siden af boreskiven. Åbent kredsløb. Game over. Snævre tolerancer er ikke gratis, fordi de kræver langsommere og mere avancerede maskiner.
Aspect Ratio Management
Dette er blot huldybden divideret med diameteren. Et 1.6 mm printkort med 0.2 mm vias har et forhold på 8:1. Efterhånden som dette tal stiger, falder pletteringskvaliteten. Over 12:1? Du tigger om tyndt kobber eller hulrum i midten. Brug pulsplettering eller blinde vias for at snyde med dybden.
Via Hole-kvalitet og pålidelighed
Vias dør, når belægningen revner under termisk belastning. Kobber og epoxy udvider sig med forskellig hastighed – de bekæmper hinanden. IPC-6012 sætter reglerne for belægningstykkelse. Hvis pålidelighed er din sjæl, så kræv mikrosektionsrapporter fra din fabrik.
Materialer anvendt i fremstilling af 10-lags printkort
FR-4 standardkvalitet
Det er den billige glasepoxy-klassiker. Hvorfor bruge andet til basale ting? Med en temperatur på næsten 130°C blødgør den, hvis tingene bliver for varme. Den dielektriske konstant ligger omkring 4.4, men den ændrer sig med frekvensen.
FR-4-materialer med høj Tg
At øge Tg til 180°C ændrer spillet for blyfri reflow. Det overlever termisk cykling, et almindeligt træk ved billigere plader. Bil- og industriudstyr elsker dette materiale, fordi det simpelthen nægter at give op under varme.
Rogers højfrekvente laminater
Til RF eller hastigheder på 10 Gbps+ er standard FR-4 for utæt. Rogers tilbyder tæthed og lavt tab. Pro tip: Brug en hybrid stakup - Rogers til højhastighedsspor, FR-4 til resten. Hvorfor betale for et fuldt Rogers-kort?
Polyimid til høj temperatur
Dette er luftfartsindustrien, der overlever 260°C. Den er fleksibel og håndterer termisk udvidelse som en mester. Hagen? Den koster fem gange så meget som FR-4. Leveringstiderne forlænges, fordi ikke alle fabrikker har dette dyre guld på lager.
Muligheder for kobberfolietykkelse
Vægten måles i ounces. 1 oz er 35 mikron. En halv ounce er standarden for signaler, men effektplaner har brug for 1 eller 2 oz. Tykkere kobber håndterer strøm, men gør ætsning af fine linjer til et mareridt. Det er et kompromis.
Tungt kobber til højstrømslag
Har du 10 ampere? Gå for tungt. Det dræber varme- og ohmsk tab, men pas på med "underskæringen" under ætsning, hvor sidevæggene hælder. Det overdriver også dit budget for 10-lags tykkelse. Planlæg, ellers passer dit printkort ikke til stikket.
Designovervejelser og retningslinjer
Bedste praksis for stackup-design
Symmetrisk lagarrangement
En balanceret opstabling har spejlede lagpar omkring midten. Denne symmetri holder printpladen flad under laminering og reducerer vridning under lodning.
Asymmetriske stackups bøjer kortet, fordi kobber udvider sig anderledes end FR-4.
Positionering af jord- og kraftplan
Placer jordplanerne så tæt på de ydre lag som muligt. Dette reducerer EMI og giver en lavimpedans returvej for signaler på lag 1 og 10.
Effektplaner bør placeres mellem signallagene for at afkoble højfrekvent støj.
Det er normalt en dårlig idé at opdele jordplaner. Signaler, der krydser en opdeling, ser diskontinuerlige returveje, hvilket forårsager udstrålede emissioner og krydstale.
Krav til kontrolleret impedans
Højhastighedssignaler kræver transmissionslinjeadfærd. Det betyder, at den kontrollerede impedans normalt er 50 ohm single-ended eller 100 ohm differential.
Impedansen afhænger af sporets bredde, tykkelse, afstand til referenceplan og Dk.
Brug en impedansberegner under stackup-designet. Bekræft derefter med impedanstest efter fremstilling. De fleste producenter af 10-lags printkort opkræver ekstra for impedanskontrol, men det er det værd for gigabit-designs.
Via teknologi
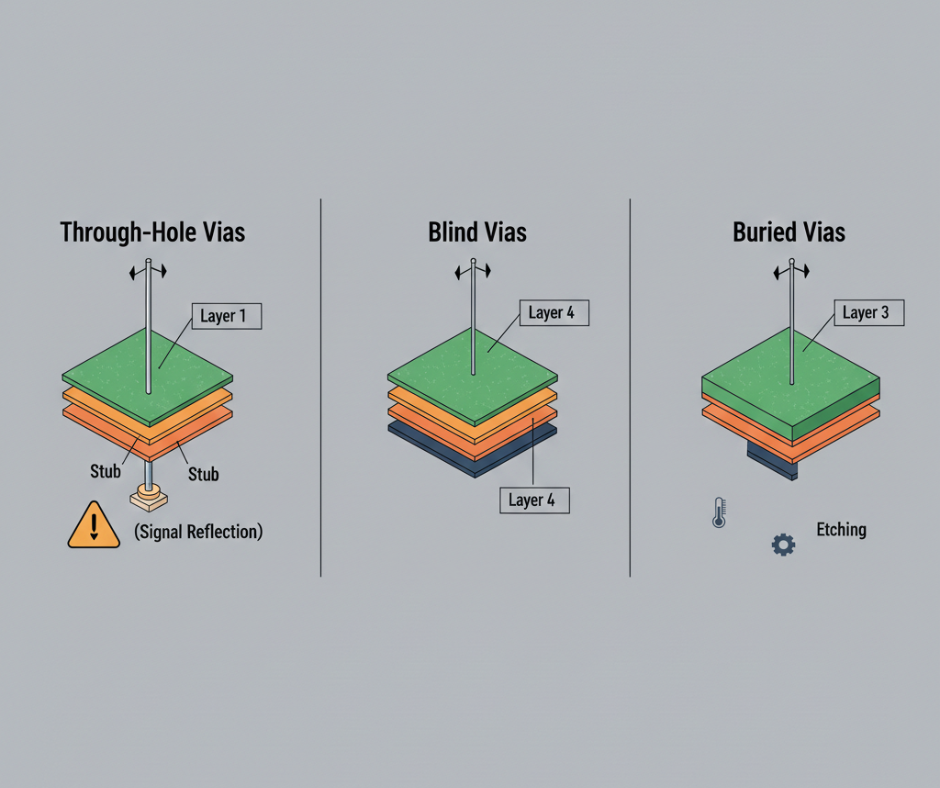
Gennem-hul Vias
Gennemgående vias borer fra lag 1 til lag 10 og forbinder alle lag. De er billige, pålidelige og nemme at inspicere.
Ulempe: De optager plads og skaber stubber under det laveste tilslutningspunkt. Stubber fungerer som antenner, der reflekterer højfrekvente signaler.
Blind Vias
Blindvias forbinder et ydre lag med et indre lag, men går ikke helt igennem. Eksempel: lag 1 til lag 4.
De sparer plads og fjerner stumper.
Men de koster mere, fordi de kræver flere bore- og pletteringstrin.
Begravet Vias
Nedgravede vias forbinder to indre lag uden at nå de ydre lag. Disse dannes før den endelige laminering, hvilket øger processens kompleksitet.
Nedgravede vias er almindelige i HDI-kort, men sjældne i standard ti-lags design, medmindre routingen er ekstremt stram.
Termisk styring
Placering af termisk via
Strømforsyningsdele, spændingsregulatorer, FPGA'er og RF-forstærkere genererer varme. Termiske vias under disse dele leder varme fra det øverste lag gennem kortet til et jordplan eller en varmespreder i det nederste lag.
Array 20-50 små vias under komponentens termiske pude. Flere vias giver lavere termisk modstand.
Varmeafledningsstrategier
Tykke kobberhøvle afleder varme bedre end tynde skinner. Brug 2 ml kobber på krafthøvle, hvis den termiske belastning er høj.
Tilføj termiske aflastninger på kraftplaner for at lette lodning, selvom termiske aflastninger øger den termiske modstand.
Luftgennemstrømningen hjælper. Hvis dit kabinet har blæsere, skal du vende kortet for at maksimere luftgennemstrømningen over varme dele.
Signalintegritetsovervejelser
High-Speed Signal Routing
Signaler over 1 Gbps kræver omhyggelig routing.
Hold sporene korte. Undgå stubbe. Match længderne for differentialpar og multi-bit-busser. Led højhastighedssignaler på de indre lag, når det er muligt; stripline har bedre afskærmning end microstrip.
Differentiel parrouting
USB, HDMI, PCIe og Ethernet bruger alle differentielle par. To spor bærer modsatte signaler.
For at dette kan fungere, skal sporene være tæt koblede og længdeafstemte.
De fleste par sigter mod en differential på 100 ohm. At føre par sammen adskiller dem ikke. Undgå vias midt i et par.
Valg Wonderful PCB Fabrikant
Du har færdiggjort dit 10-lags printkort-stackingdesign. Nu har du brug for en fabrik til at bygge det.
Hvordan vælger du?
Prisen betyder noget, men det gør kvalitet, leveringstid og support også.
Produktionskapacitet og kapacitet
Kan fabrikken håndtere ti lag? Spørg om maksimalt antal lag, minimum sporbredde, minimum hulstørrelse og grænser for billedformat.
Hvis dit design flytter grænserne for 3-mils spor, 6-mils vias og 12:1 billedformat, har du brug for en producent med avanceret udstyr.
Kapaciteten påvirker leveringstiden. En fabrik, der kører med fuld kapacitet, kan tilbyde seks uger. En med ledig kapacitet kan give tre uger.
Erfaring med komplekse flerlagsplader
År i branchen garanterer ikke ekspertise på tværs af flere niveauer.
Bed om eksempler på 10-lags printkort, billeder af færdige printkort, kundeudtalelser eller casestudier. Anmod om en rundvisning i fabrikken, hvis det er muligt.
IPC-certificering viser, at fabrikken følger branchestandarder. ISO 9001 betyder dokumenterede kvalitetsprocesser. Match certificeringer med din branche.
Kvalitetscertificeringer og standarder
IPC Klasse 2 gælder for generelle elektroniske kommercielle produkter, hvor mindre kosmetiske fejl er acceptable. IPC Klasse 3 er højpålidelige anvendelser inden for luftfart, medicin og militær, hvor defekter ikke kan tolereres.
Spørg om fabrikken udfører 100% elektrisk test eller stikprøvetest. Til vigtige anvendelser er 100% test den ekstra omkostning værd.
Ledetid og leveringsevne
Standardleveringstiden for et ti-lags bræt er 2-4 uger. Hurtiglevering reducerer dette til 5-10 dage, men koster 50-100% mere.
Levering til tiden er lige så vigtig som den angivne leveringstid.
En fabrik, der lover to uger, men sender varerne på tre, forstyrrer din tidsplan. Tjek anmeldelser, eller bed om data om leveringsevne.
Tilgængelighed af prototypetjenester
Prototyping og produktion er forskellige. Prototyper køres i små mængder (1-10 printplader) for at verificere design. Produktionen kører i hundredvis eller tusindvis.
Prototypefokuserede butikker reagerer hurtigt, accepterer små ordrer og tolererer designændringer. Men prisen pr. printplade er høj.
Ideelt set bør du finde en fabrik til stackup af 10-lags printkort, der både kan prototype med dem og skalere til produktion uden at skifte leverandør.
Teknisk support og DFM-assistance
Design med henblik på fremstillingsevne fanger fejl før fremstilling.
En god producent gennemgår dine Gerber-filer og markerer problemer, såsom for smalle spor, for små afstande og for små vias.
Teknisk support besvarer spørgsmål under designprocessen. Hvilken opsætning skal jeg bruge? Kan man bygge 4-mils spor på 2 oz kobber?
Responsiv support accelererer dit projekt.
Konkurrencedygtige Priser
Prisen varierer meget. En prototype med ti lag koster 200-500 dollars pr. bræt fra et indenlandsk hurtigdrejeværksted eller 50-150 dollars fra en udenlandsk fabrik.
Prisfald på 100 printplader kan koste 20-40 dollars pr. stk. Få tilbud på 10-lags printplader fra flere leverandører for at sammenligne.
Pas på med lave tilbud. Hvis én fabrik giver halv pris i forhold til alle andre, så spørg hvorfor.
Minimum ordremængder
Minimum ordremængde angiver det mindste antal plader, du kan bestille. Prototypebutikker har ofte en MOQ på 1-5 plader. Produktionsfabrikker vil kræve 50, 100 eller flere.
Hvis din applikation kun kræver et par printkort, skal du vælge en producent af 10-lags printkort med lav MOQ. For forbrugerprodukter, der er på vej til masseproduktion, er en højere MOQ ikke et problem.
At bygge et ti-lags printkort kræver præcision i hvert trin fra design til den endelige test. Du har brug for de rigtige materialer, stram proceskontrol og en producent med dokumenteret erfaring med flere lag. Forståelse af tykkelse og impedanskontrol på 10-lags printkort hjælper dig med at designe printkort, der fungerer første gang.