Seu tablet robusto com classificação IP68 passou no teste de laboratório. Isso não significa que ele resistirá a um ambiente de logística. Entre um teste estático de imersão conforme a norma IEC 60529 e um centro de distribuição com cadeia de frio operando 24 horas por dia, 7 dias por semana, existe uma lacuna grande o suficiente para inviabilizar um projeto — e a maioria dos engenheiros de fabricantes de equipamentos originais (OEMs) só a descobre após os testes de funcionamento físico e verbal (PVT).
Eis exatamente como Wonderful PCB Projetamos um tablet 5G de 10.1 polegadas à prova de três raios para implantação em larga escala em armazéns, e o que realmente deu errado durante o processo.
1. Visão geral do projeto
O cliente operava uma rede logística de nível 1 — centros de distribuição de alto volume, além de instalações de cadeia fria para o manuseio de alimentos e produtos farmacêuticos. Seus tablets robustos de uso doméstico apresentavam defeitos em menos de 90 dias no chão do armazém. Telas rachavam. Vazamentos nas vedações após viagens com caminhões refrigerados. Perda de sinal Wi-Fi perto de estantes metálicas.
O desafio era específico: construir um tablet Android robusto de 10 polegadas com 5G que suportasse vibrações de empilhadeiras, quedas em concreto, variações diárias de temperatura, de -25 °C em câmaras frigoríficas a 55 °C no interior de caminhões, e ambientes com alta densidade de Wi-Fi 6/LTE privado em edifícios de 500,000 m² com estrutura de aço. Os requisitos eram: classificação de impermeabilidade IP68, resistência a quedas MIL-STD-810H, módulo de leitor de código de barras, NFC, GPS e bateria com capacidade mínima de 8,000 mAh. Disponibilidade de componentes garantida por 5 a 7 anos.
O que se seguiu foram 14 meses desde a concepção até a produção em massa — e três momentos que quase puseram fim ao programa.
2. Requisitos do Cliente e Especificações Técnicas
Objetivos funcionais:
- Tela FHD de 10.1 polegadas com toque suave e brilho legível sob luz solar.
- Módulo integrado de leitor de código de barras 2D, NFC, GPS
- LTE com 5G sub-6GHz opcional
- Android com modo quiosque e suporte para atualizações OTA corporativas.
- Compatibilidade entre sistema de gestão de armazém e ERP
Metas ambientais:
- IP68: Imersão a 1.5 m, 30 minutos, conforme IEC 60529
- Resistência a quedas conforme a norma MIL-STD-810H: 1.5 m sobre concreto, em múltiplas orientações.
- Temperatura de operação: −20°C a 60°C
- Ciclos de alta umidade, vibração por perfil de montagem em empilhadeira
Metas da cadeia de suprimentos:
- Ciclo de vida do componente de 5 a 7 anos
- SoC de nível industrial com BSP Android comprovado.
- Qualificação de segunda fonte para circuitos integrados de memória e gerenciamento de energia.
A conformidade com a cadeia de frio adicionou uma camada que a maioria dos programas ignora: os requisitos da FSMA e do HACCP para paletes de alimentos e produtos farmacêuticos significam tolerância zero para a entrada de água. Uma única unidade com vazamento em uma frota exige a substituição completa. Esse fator de custo influenciou todas as decisões de vedação subsequentes.
3. Arquitetura do Sistema e Seleção da Plataforma
A avaliação do SoC se resumiu a dois caminhos: uma plataforma industrial Snapdragon da Qualcomm e uma solução de chipset para tablets robustos da MediaTek.
A opção da MediaTek tinha prazos de entrega mais curtos e custos de lista de materiais (BOM) mais baixos. A Qualcomm se destacou em três fatores que eram mais importantes para essa implementação: estabilidade de RF em ambientes com múltiplos caminhos de interferência, compromissos de suporte de longo prazo do BSP do Android e uma cadeia de suprimentos de segunda mão estabelecida para um requisito de ciclo de vida de 5 a 7 anos.
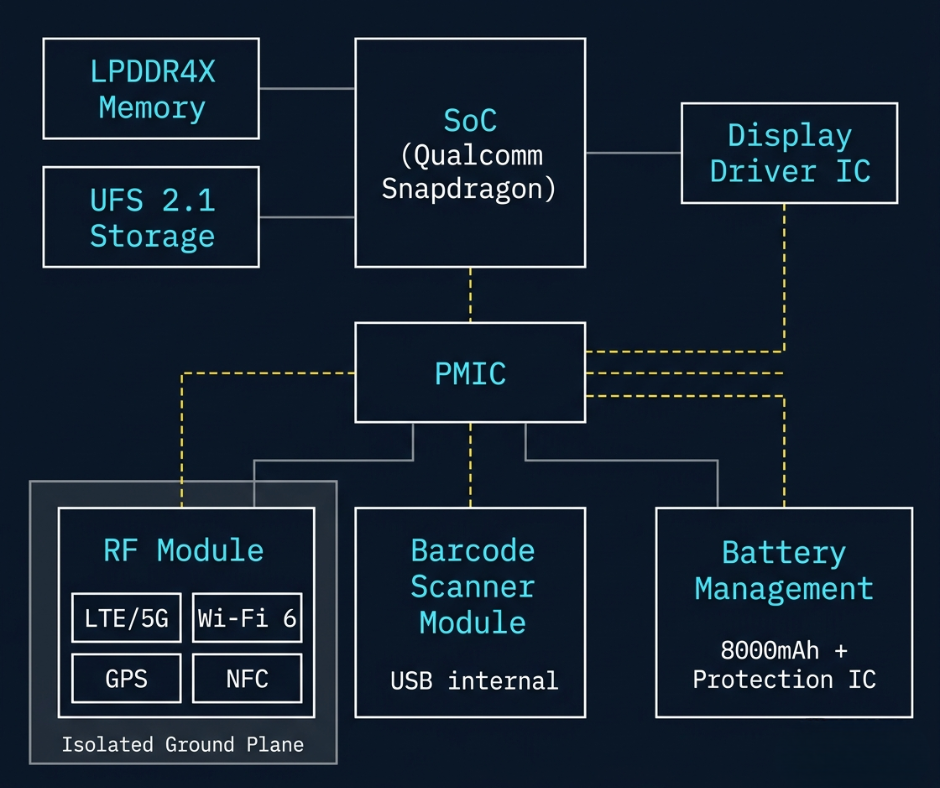
Arquitetura de blocos de hardware estava organizado em torno de cinco subsistemas:
O SoC controlava o driver do display, a pilha de memória e o PMIC. O módulo de RF ficava em uma área separada da placa de circuito impresso com seu próprio plano de aterramento. O módulo do leitor de código de barras se conectava internamente via USB com uma partição de firmware dedicada. A bateria de 8,000 mAh utilizava um circuito integrado de proteção de nível industrial com estabilização de tensão de partida a frio até -20 °C — um requisito indispensável para operação em câmaras frigoríficas.
A placa de circuito impresso HDI de 8 camadas executava roteamento de impedância controlada em pares diferenciais, correspondência de comprimento DDR dentro de ±0.1 mm e isolamento completo do plano de potência entre os domínios de RF e lógica. Nada disso é incomum.
O que se tornou incomum foi o que aconteceu quando se deixou cair todo o conjunto de uma certa altura.
4. Engenharia de PCB e RF da HDI
4.1 A falha na placa de circuito impresso que ninguém menciona na folha de dados
Entre a TVP e a TVD, este programa quase foi desativado por algo que não consta em nenhuma ficha técnica de componente: Rachaduras na junta de solda BGA causadas pela flexão do chassi durante o teste de queda.
Quando uma carcaça reforçada com magnésio atinge um piso de concreto de 1.5 a 2 metros, ela não quebra. Ela flexiona — o suficiente. A estrutura de liga de magnésio fundida tem um módulo de elasticidade em torno de 45 GPa. Sob um impacto na quina, ela se deforma ligeiramente, transferindo a tensão de cisalhamento diretamente para a placa de circuito impresso ao longo de linhas de alta deformação: trilhas de alimentação, pares diferenciais de alta velocidade, terminais do conector da bateria. A −20 °C, o laminado FR-4 torna-se quebradiço. A combinação é uma receita para uma trinca no BGA.
A equipe equipou unidades DVT em funcionamento com microextensômetros colados diretamente na placa de circuito impresso (PCB) em zonas suspeitas. Ao soltar as unidades em uma bigorna de concreto, os sensores registraram a microdeformação em tempo real. As leituras de pico atingiram 800–1,200 µε localmente — bem acima do limite de 500 µε, onde o underfill do BGA começa a perder adesão com impactos repetidos.

A solução não veio de uma folha de dados. A solução encontrada foi a adição de reforços de aço inoxidável de 0.2 mm e cola epóxi nos cantos apenas nos componentes sujeitos a maior tensão, seguida do reposicionamento dos pontos de fixação internos dos parafusos para criar uma estrutura de contenção que limitasse a torção do chassi a menos de 0.3°. Esses dados estão documentados em um relatório interno do processo. Você não os encontrará em nenhum relatório de teste MIL-STD-810H.
As ferramentas PVT fixam a geometria da carcaça. Uma revisão da carcaça em estágio intermediário significa novas ferramentas rígidas — de 6 a 12 semanas e um custo de US$ 50,000 a US$ 150,000. Detectar isso na fase DVT em vez da PVT fez toda a diferença entre um atraso e a reinicialização do programa.
4.2 Estabilidade de RF em uma estrutura reforçada com metal
A teoria trata a radiofrequência em invólucros reforçados com metal como um problema de posicionamento de antena e plano de aterramento. Em um armazém logístico, essa teoria deixa de ser válida.
O chassi de metal, juntamente com a estrutura de magnésio, cria uma cavidade ressonante. Seus modos se alteram com a temperatura à medida que a carcaça se expande, com a pegada do operador, conforme a capacitância da mão desafina o plano de aterramento, e com o ambiente, conforme uma empilhadeira em movimento ou uma estante de aço altera o perfil de múltiplos caminhos. A simulação prevê o desempenho em espaço livre. Ela não prevê o que acontece quando um operador segura o tablet robusto na vertical enquanto está em pé entre estantes de aço de 8 metros de altura, com uma empilhadeira passando a 3 metros de distância.
Nesse cenário, as bandas Wi-Fi 6 e 4G apresentam deslocamentos de nulo de 8 a 15 dB. O throughput MIMO LTE/5G entra em colapso porque ambas as antenas sofrem desvanecimento não correlacionado, algo que nenhuma rede de adaptação de impedância de porta única consegue corrigir. Dados de campo de unidades implantadas mostraram consistentemente isso. Alcance efetivo 25–40% menor do que os números da câmara anecoica.
As soluções exigiam ajuste interno da antena FPC em múltiplas orientações e condições de carga, blindagem de RF projetada em torno do PMIC para reduzir a contribuição de EMI e otimização do plano de aterramento validada em condições reais de armazém — não apenas em uma câmara de RF. Os testes de conformidade com as normas FCC e CE foram realizados após o ajuste em condições de campo, e não antes.
5. Engenharia Estrutural de Três Provas
5.1 Impermeabilização IP68: O Verdadeiro Modo de Falha
Eis o erro que a maioria dos engenheiros de fabricantes de equipamentos originais (OEMs) cometem em relação à classificação IP68: A falha não ocorre na junta durante o uso.
O teste de imersão da norma IEC 60529 é estático — temperatura ambiente, sem variação de pressão, 30 minutos. Uma unidade de cadeia de frio em um armazém passa por uma situação completamente diferente. O tablet robusto aquece a 55–70 °C dentro de um caminhão durante o carregamento diurno. O ar interno se expande e escapa por microcanais. Em seguida, ele é colocado em um compartimento congelador a −25 °C. A carcaça se contrai. O ar interno esfria e cria um vácuo de −5 a −15 kPa. Esse vácuo puxa a água para dentro, passando por uma junta que parece perfeitamente intacta durante a desmontagem — porque a falha não está na junta, mas sim na deflexão da parede da carcaça de 0.1–0.2 mm sob pressão negativa.
A análise pós-mortem revelou juntas em perfeito estado, com marcas de água aparecendo no ponto mais baixo da carcaça ou ao redor das junções das portas de ventilação. A junta foi aprovada. A carcaça apresentou flexibilidade.
A contramedida: Uma membrana micro-respiratória Gore calibrada com classificação IP68, que permite fluxo de ar de 0.5 a 1 mL/min, além de mapeamento de pressão por FEA para manter a deflexão da parede abaixo de 0.05 mm. Sem o respiro, mesmo as juntas de fluorosilicone premium falham em 6 a 18 meses de operação em cadeia de frio.

Arquitetura de vedação adicional:
- Juntas duplas de silicone em todas as junções da caixa.
- Membrana acústica à prova d'água nas portas do alto-falante e do microfone
- Porta USB Type-C selada com tampa protetora
- Equalização de pressão apenas através da válvula de respiro calibrada
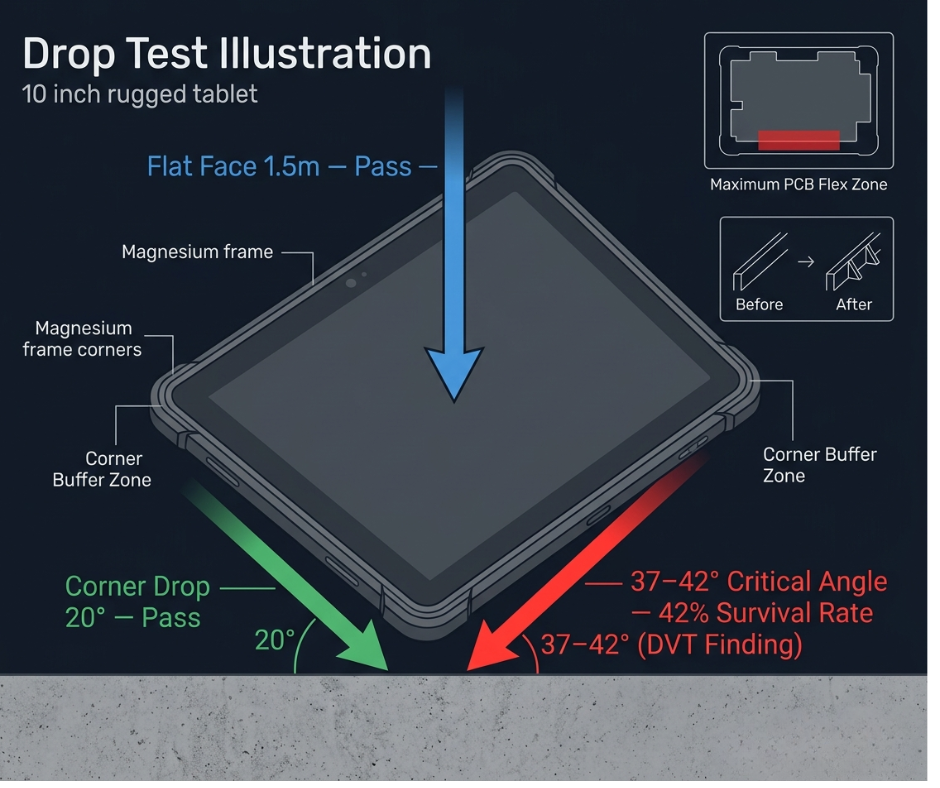
5.2 Resistência a quedas: o problema dos 37–42°
A norma MIL-STD-810H, método 516.7, especifica quedas com faces planas e orientação aleatória. A premissa inicial da equipe de engenharia era a seguinte: cantos reforçados com magnésio e nervuras internas de absorção de impacto distribuiriam a carga do impacto e atingiriam uma taxa de sobrevivência superior a 95% a 1.5 m.
Os dados da câmera de alta velocidade da DVT contaram uma história diferente. Com um ângulo de impacto exatamente entre 37° e 42°, a taxa de sobrevivência caiu para 42%.
Nesse ângulo, o vetor de impacto alinhou-se simultaneamente com o maior vão sem suporte da placa de circuito impresso e com a junção da pilha de células da bateria. A primeira falha ocorreu na 18ª queda — contra uma previsão de mais de 200 quedas.
Nenhuma simulação previu essa janela angular específica porque o teste de face plana MIL-STD-810H não a submete a testes de estresse, e a análise de elementos finitos genérica usa suposições de corpo rígido que ignoram o acoplamento dinâmico da placa de circuito impresso.
A solução exigiu a adição de reforços internos e a alteração da têmpera da liga de magnésio. Isso representou uma revisão da carcaça duas semanas antes do congelamento do sistema PVT. Caro, mas viável. O que tornou a solução viável foi a instrumentação com câmera de alta velocidade durante o teste DVT, e não um relatório de falha em campo após o PVT.
A montagem flutuante da placa-mãe e o reforço dos cantos foram adicionados ao projeto final. A simulação de vibração foi executada novamente no perfil de montagem em empilhadeira antes da aprovação do teste PVT.
6. Engenharia Térmica e de Energia
Um tablet robusto e selado, transmitindo dados 5G continuamente sob luz solar direta, apresenta um problema de gerenciamento térmico sem uma saída óbvia. Não há ventoinha. Não há ventilação. O calor precisa ser dissipado em algum lugar.
O caminho térmico: folha de grafite sobre o SoC e o módulo de RF → dissipador de cobre → condução através da subestrutura de magnésio → dissipação na superfície externa da carcaça. A simulação térmica foi executada antes de qualquer usinagem, mapeando as temperaturas de junção sob a pior carga combinada possível: temperatura ambiente de 60 °C, dados LTE contínuos e tela com brilho máximo.
A bateria de 8,000 mAh exigia um circuito integrado de proteção de nível industrial com estabilização de partida a frio. A −20 °C, a resistência interna da célula de lítio aumenta drasticamente. Sem o gerenciamento da tensão de partida a frio, o dispositivo não inicializa ou consome uma corrente de pulso insegura ao iniciar em um compartimento de congelamento. Isso não é um recurso. É um requisito operacional básico para a implementação da cadeia de frio que os circuitos integrados genéricos de gerenciamento de baterias para o consumidor não atendem.
7. Personalização de Software e Integração Industrial
A personalização do Android teve como foco três requisitos corporativos: bloqueio do modo quiosque para operação dedicada do WMS, compatibilidade com gerenciamento de dispositivos móveis corporativos para aplicação de políticas em toda a frota e capacidade de atualização remota OTA — essencial para uma implantação de 10,000 a 50,000 unidades, onde atualizações físicas de firmware são operacionalmente inviáveis.
A integração entre WMS e ERP exigiu que o módulo de leitor de código de barras expusesse um perfil de teclado HID padrão, bem como uma API SDK direta, abrangendo tanto plataformas WMS legadas quanto sistemas de armazém modernos baseados em REST. O suporte a redes LTE privadas e Wi-Fi 6E foi validado em relação aos planos de frequência específicos usados nos centros de distribuição do cliente — e não apenas em um ponto de acesso de laboratório.
8. Prototipagem e Validação
EVT Focado na inicialização do SoC, medição de RF em placa nua, validação do subsistema de energia e perfilamento térmico. Ainda sem gabinete. Objetivo: encontrar erros de projeto antes de investir em ferramentas.
TVP Coloque o dispositivo completo na embalagem final ou quase final. Foi aqui que a falha por queda de 37–42° apareceu. Foi aqui que o mapeamento com extensômetros foi realizado. Foi aqui que o modo de entrada de vácuo foi identificado por meio de ciclos combinados de temperatura e pressão — e não pelo teste estático IEC. Medição OTA de RF em uma câmara anecoica e, em seguida, em um ambiente real de armazém. Ciclagem da bateria em toda a faixa de −20 °C a 60 °C.
PVT Validação da capacidade do processo de produção, não do projeto. Posicionamento de BGAs de passo fino em SMT, inspeção por raios X para detecção de vazios em componentes críticos, otimização do perfil de refluxo. Validação do processo de montagem à prova d'água, incluindo a sequência de torque em dois estágios e o tempo de permanência em ambiente controlado.
Os testes de confiabilidade incluíram:
- Teste de imersão IP68 repetido após 500 quedas cumulativas para verificar a integridade da vedação em condições extremas.
- Ciclos de temperatura: −20°C a 70°C, 200 ciclos, conforme EN 60068-2-14
- Câmara de humidade a 85 °C/85% UR
- Vida útil da porta de carregamento: 10,000 ciclos de inserção no conector Type-C selado.
- Validação da precisão do leitor de código de barras em toda a faixa de temperatura operacional.
9. Produção em massa e controle de qualidade
A montagem SMT utilizou a colocação de BGAs de passo fino com inspeção por raios X em cada painel. O perfil de refluxo foi ajustado especificamente para a montagem mista — encapsulamentos padrão juntamente com as zonas de underfill de BGA identificadas durante o mapeamento de deformação DVT.
O processo de montagem à prova d'água é onde a maioria das falhas em larga escala se origina.E tudo se resume a uma etapa que nunca aparece em um desenho:
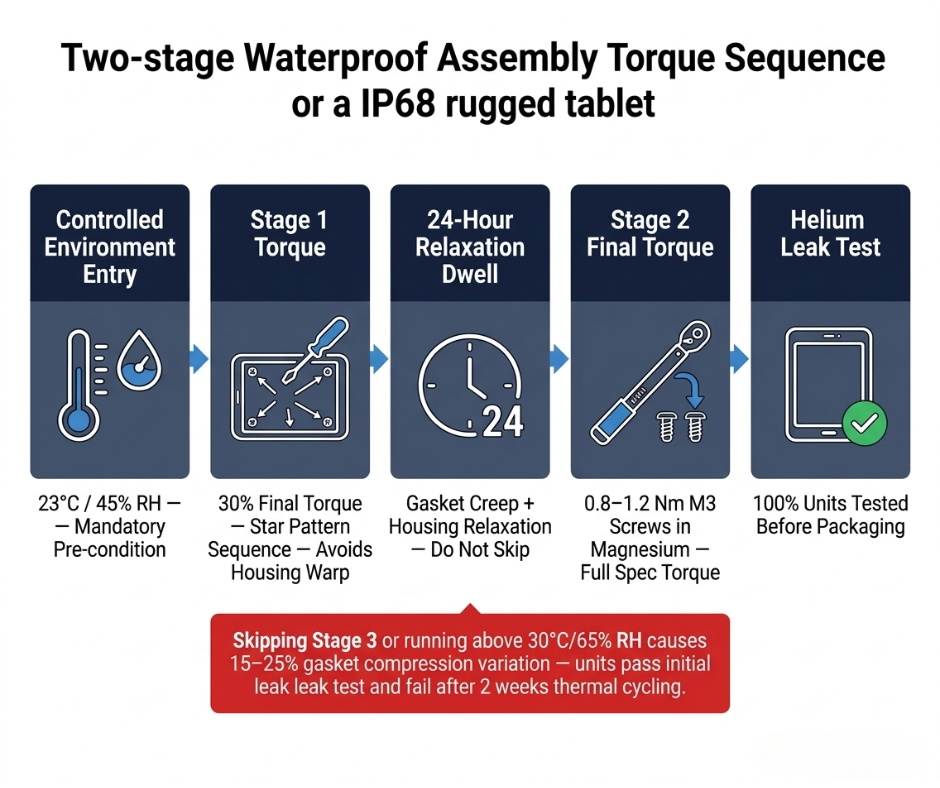
Torque em dois estágios, além de um período de relaxamento de 24 horas a 23°C / 45% UR.
Os técnicos apertam todos os parafusos do perímetro com um torque de 30% da especificação final, seguindo um padrão em estrela. Em seguida, aguardam 24 horas para que o elastômero da junta e o material da carcaça se deformem e relaxem. Depois, aplicam o torque final — normalmente de 0.8 a 1.2 Nm para parafusos M3 em magnésio. Ignorar o período de relaxamento ou executar o processo a 35 °C/70% de umidade relativa resulta em uma variação de 15 a 25% na compressão da junta. As unidades construídas dessa forma passam no teste de vazamento de hélio, mas falham após duas semanas de ciclos térmicos.
Esse processo consta no documento interno do viajante, após o vazamento do primeiro lote de 200 unidades de DVT.
Isso não consta em nenhum desenho técnico. Os técnicos de linha aprendem isso da maneira mais difícil, ou só aprendem quando chegam os dados da garantia do cliente.
Teste de vazamento antes da embalagem. Fixação com torque controlado e ferramentas calibradas. Monitoramento da cura do adesivo no perímetro da tela. Ligação UV. Cada unidade.
10. Desafios e Soluções em Engenharia
| Desafio | Risco Técnico | Solução | Resultado |
| Rachaduras em BGA sob flexão do chassi | Falha na junta de solda a −20°C | Mapeamento de flexão com extensômetros + reposicionamento das nervuras da gaiola de tensão + epóxi para colagem de cantos | Teste de queda aprovado no MIL-STD-810H em trombose venosa profunda (TVP). |
| Entrada de vácuo após ciclos térmicos | Falha da vedação IP68 em campo | Membrana respirável Gore calibrada + mapeamento de deflexão da parede por FEA | Zero falhas de entrada em 500 ciclos de teste de ambiente combinado. |
| Falha catastrófica com ângulo de queda de 37–42° | Sobrevivência de 42% versus 95% previstos. | Revisão das nervuras da carcaça + alteração da têmpera do magnésio + montagem flutuante da placa de circuito impresso | Já realizei mais de 200 quedas em todas as orientações. |
| Deslocamentos nulos de RF em armazém de metal | Perda de alcance de 25–40% em relação à câmara | Ajuste de antena FPC + validação em condições de campo + projeto de blindagem | LTE/Wi-Fi 6 estável em ambiente completo de empilhadeira/rack |
| Variação na compressão da junta durante a montagem | Falha na vedação após ciclos térmicos | Torque em dois estágios + 24 horas de relaxamento a 23 °C/45% UR controlados. | Compressão consistente, sem vazamentos no PVT |
| Falha na partida a frio a −20°C | Dispositivo não inicializa no compartimento do congelador | Circuito integrado de proteção de bateria de nível industrial com estabilização de tensão de partida a frio. | Inicialização confiável em toda a faixa de temperatura de −20 °C a 60 °C. |
11. Resultados do Projeto e Impacto no Mercado
O programa atingiu todos os objetivos:
- Certificação IP68 conforme a norma IEC 60529, revalidada após 500 quedas cumulativas.
- O método 516.7 da norma MIL-STD-810H foi aprovado em todas as orientações de gota, incluindo a janela de 37–42°.
- Operação estável confirmada em temperaturas de −20 °C a 60 °C, incluindo a implantação em câmaras frigoríficas da cadeia de frio.
- Conectividade Wi-Fi 6 e LTE privada validadas em ambientes de armazém reais com carregamento completo de estantes de aço e empilhadeiras.
- Volume de produção em massa atingido com o rendimento alvo e sem falhas de montagem à prova d'água após a atualização do processo.
Implantado em uma rede 3PL de nível 1. 60–70% das unidades montadas em veículos sobre suportes de empilhadeiras, 20–30% portáteis em câmaras frigoríficas. Os dados de disponibilidade da frota após 9 meses não mostraram falhas em campo relacionadas à classificação IP68 — a métrica mais importante quando a conformidade com a cadeia de frio exige zero entrada de água ao redor de paletes de alimentos e produtos farmacêuticos.
12. Conclusão
A classificação IP68 em uma ficha técnica e a classificação IP68 após 500 quedas em um congelador a −25°C são duas afirmações diferentes. A diferença entre eles reside no projeto de PCB com mapeamento de deformação, membranas respiráveis calibradas, janelas de relaxamento de montagem de 24 horas e ajuste de RF realizado em um armazém real — não apenas em uma câmara. É isso que Wonderful PCB Traz para os programas OEM e ODM de tablets robustos industriais: a profundidade de engenharia que mantém seu dispositivo funcionando além do período de garantia.
Wonderful PCB Executa programas OEM e ODM de tablets robustos de ciclo completo — desde a arquitetura de hardware e PCB HDI Do projeto à produção em massa certificada e à análise de falhas em campo. Entre em contato com a equipe de engenharia para discutir suas necessidades de desenvolvimento de tablets industriais.