Uno studio di caso tecnico dal concept alla produzione di massa
Wonderful PCB | Edizione 2026 | Serie Engineering Intelligence
La maggior parte dei guasti degli smartphone rugged 5G non inizia in un cantiere. Inizia in una sala riunioni, quando qualcuno dice "aggiungiamo solo una custodia resistente". Quello che segue è un resoconto dello sviluppo hardware di Wonderful PCB — che copre dati di guasti reali, trappole ingegneristiche RF, conflitti di approvvigionamento e le tre parti di un robusto programma 5G che vanno costantemente male: connettori, dissintonizzazione dell'antenna e rifacimenti della certificazione.
Contesto del progetto e requisiti del cliente
Perché i telefoni standard continuano a fallire sul campo
Cantieri edili, piattaforme petrolifere e attività minerarie condividono lo stesso verdetto sui telefoni consumer: da 3 a 6 mesi, poi non funzionano più. Le modalità di guasto sono le stesse:
- Le porte di ricarica si corrodono a causa della polvere metallica e dell'esposizione costante all'umidità
- Gli schermi si rompono, non a causa di una grande caduta, ma di 30 piccole cadute su terreni accidentati
- Le batterie perdono il 30-40% della loro capacità in condizioni di temperature inferiori allo zero perché le celle ai polimeri di litio non sono adatte a questo tipo di utilizzo.
- I touchscreen smettono di rispondere alle mani o ai guanti bagnati, creando rischi per la sicurezza
- Il segnale GPS si indebolisce sotto le tettoie in acciaio e il blocco delle attrezzature
- Le classificazioni IP dei consumatori, anche quelle autentiche, si degradano entro 6-12 mesi dall'effettivo utilizzo sul campo
Ora aggiungiamo il 5G a tutto questo. I clienti industriali vogliono il 5G SA/NSA per la comunicazione tra macchine a bassa latenza, l'IoT e il video in diretta. Quindi il brief hardware diventa: progettare qualcosa che gestisca tutto quanto sopra, rimanendo impermeabile, antiurto e certificato dagli operatori. Si tratta di un problema ingegneristico molto diverso dalla realizzazione di un dispositivo consumer di punta e sottile.
→ Correlato: Caso di studio: come Wonderful Group Soluzioni di comunicazione mobile intelligenti fornite
Requisiti tecnici di base
Un tipico briefing del cliente per un telefono industriale 5G robusto personalizzato include:
• 5G Sub-6 GHz (SA/NSA) con aggregazione di portanti
• Doppia certificazione impermeabile IP68 e IP69K
• Conformità MIL-STD-810H: con rapporto di prova, non solo un adesivo
• Resistenza alle cadute da 1.5 a 2.0 m su calcestruzzo
• Batteria da 6,000 a 8,000 mAh con ricarica rapida
• Funzionamento del display con tocco dei guanti e con le mani bagnate
• Display esterno da oltre 1,000 nit
• Opzionale: NFC, GPS di precisione, scanner di codici a barre integrato, porta per immagini termiche
• Android 13 o 14 con compatibilità MDM
→ Correlato: Servizi di progettazione PCBA — Wonderful PCB
Progettazione dell'architettura hardware
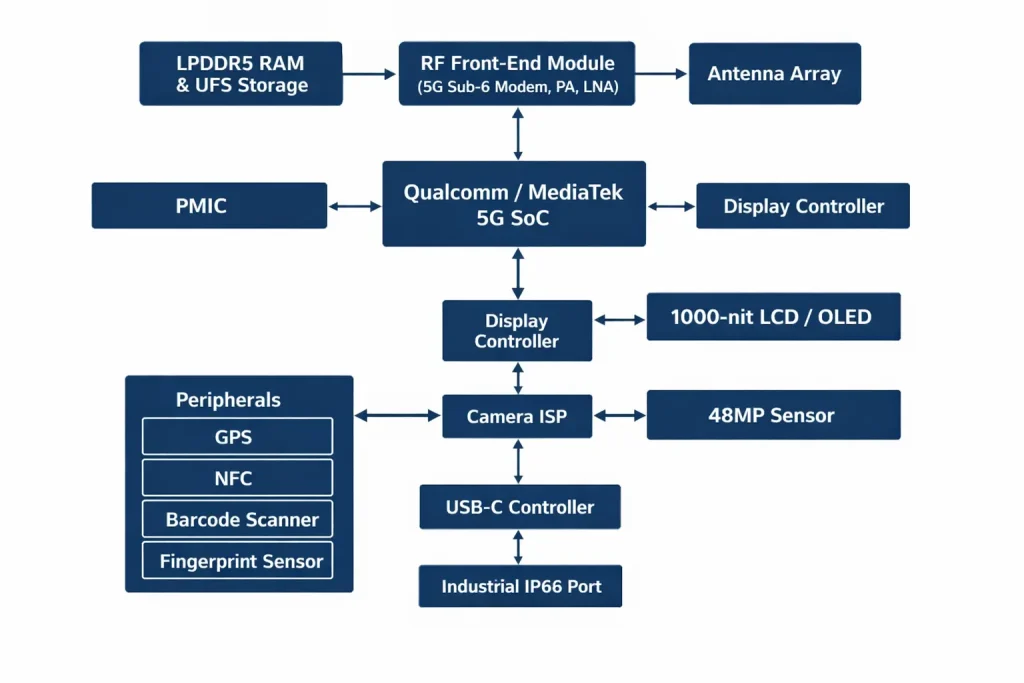
Figura 1: Diagramma a blocchi dell'architettura di sistema di uno smartphone industriale rugged 5G: SoC, front-end RF, gestione dell'alimentazione, cluster di sensori e stack di connettività.
Scegliere la piattaforma 5G giusta
Qualcomm contro MediaTek La questione non è cosa sia meglio. È cosa serve effettivamente al programma.
| Criterio | Qualcomm Snapdragon (modem serie X) | MediaTek Dimensity (5G) |
| Copertura della banda 5G | Supporto di banda globale più ampio; ecosistema mmWave più forte | Forte sub-6 GHz; mmWave limitato |
| Potenza termica | TDP di picco più elevato: necessita di una gestione termica attiva all'interno di involucri sigillati | TDP medio inferiore; più gestibile in alloggiamenti spessi |
| Costo distinta base | 15-25% più costoso in volume | Più competitivi per i programmi di fascia media |
| Software e driver | Supporto aziendale maturo; Qualcomm AI Engine | Miglioramento; forte per le certificazioni dei vettori APAC |
| Il più adatto | Esportazione globale ad alte prestazioni, industriale e di difesa | Logistica, vendita al dettaglio, distribuzione focalizzata sull'area APAC |
Per i programmi destinati all'Europa o al Medio Oriente, l'ampia gamma di certificazioni di Qualcomm rappresenta un vantaggio concreto. Per la logistica APAC ad alto volume, il profilo di costo di MediaTek è vincente.
Progettazione RF e antenna all'interno di un alloggiamento robusto
È qui che i programmi muoiono silenziosamente prima che qualcuno se ne accorga.
Gli ingegneri RF junior, e alcuni team ODM frettolosi, trattano l'involucro spesso e robusto come una sottile cover posteriore per uso domestico. Un grave errore. Con uno spessore compreso tra 0.6 e 0.8 mm, il policarbonato è essenzialmente trasparente alle radiofrequenze. Con uno spessore compreso tra 2 e 4 mm, con nervature interne e membrane di tenuta, non lo è.
La costante dielettrica dell'alloggiamento abbassa la frequenza di risonanza dell'antenna di 150-400 MHz e aggiunge da 2 a 6 dB di perdita di inserzione sulla banda media 5G (n77/n78, circa 3.5 GHz). Gli ingegneri che se ne accorgono tardi cercano di risolvere il problema a livello della rete di adattamento. Non funziona. È possibile correggere lo spostamento di frequenza. In questo modo non è possibile recuperare la perdita di inserzione.
Risultato del campo: I prototipi in cui gli effetti dell'alloggiamento non erano modellati in HFSS o CST hanno mostrato una potenza irradiata totale (TRP) e una sensibilità isotropica totale (TIS) inferiori di 8-12 dB nei test in camera rispetto alle misurazioni su scheda nuda. Si tratta di un test OTA fallito, ogni volta.
La correzione deve essere effettuata prima dell'apertura dello stampo. Il posizionamento dell'antenna, la geometria dell'alloggiamento e la scelta dei materiali devono essere definiti in fase di progettazione industriale (ID). Le opzioni includono il posizionamento delle antenne vicino ai bordi dell'alloggiamento con intercapedine d'aria, l'utilizzo di design con compensazione dielettrica o la creazione di fessure nell'alloggiamento (che poi creano un problema di tenuta). Nessuna di queste soluzioni può essere adattata a basso costo dopo il taglio dello stampo.
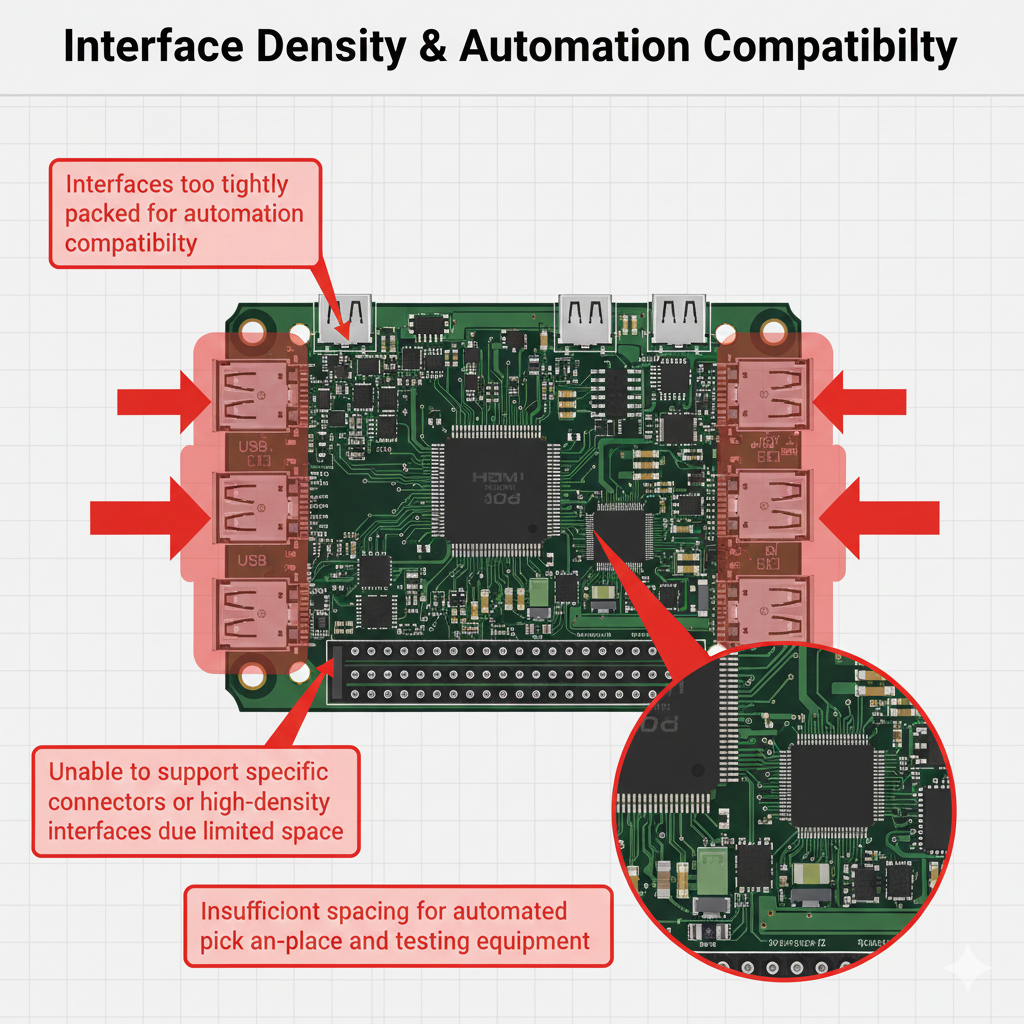
Sfide di progettazione di PCB e PCBA
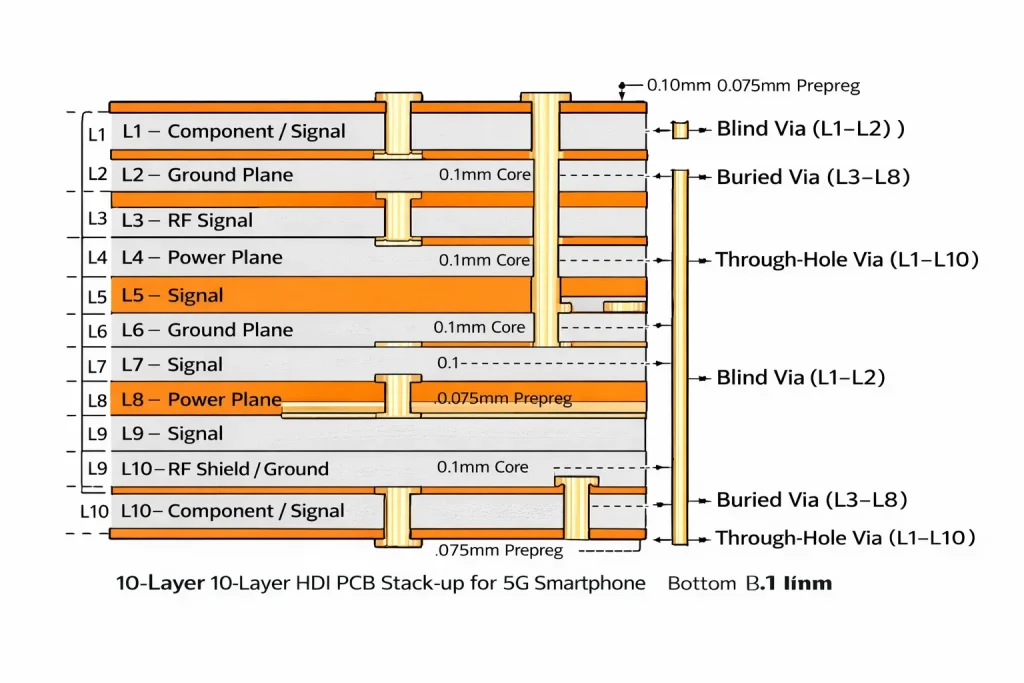
Figura 2: Schema rappresentativo di un PCB HDI a 10 strati per uno smartphone 5G rugged: strati di segnale, piani di massa, zone di schermatura RF e struttura dei cavi.
Una scheda PCBA per smartphone rugged 5G non è una scheda consumer su larga scala. I vincoli sono diversi:
• Stack HDI da 8 a 12 strati: necessario per instradare il modem 5G, il front-end RF e i circuiti integrati di gestione dell'alimentazione in un ingombro compatto
• Il calore non ha alcuna possibilità di dispersione in un alloggiamento sigillato. I dissipatori di calore in rame e le lastre di grafite sono standard. I programmi ad alte prestazioni a volte richiedono camere di vapore per una trasmissione 5G costante.
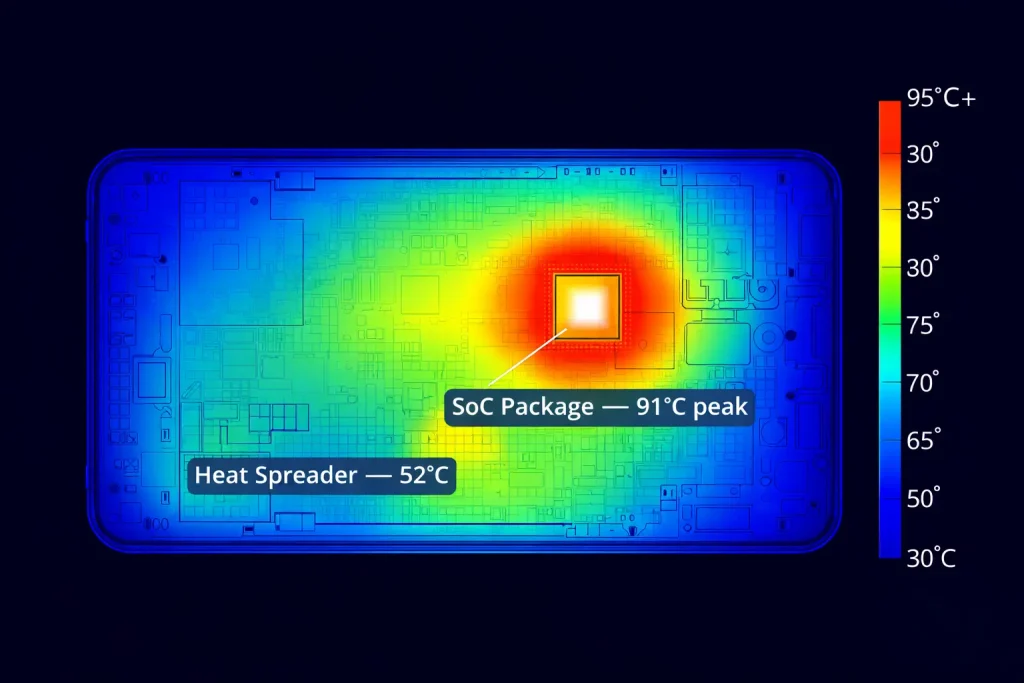
Figura 3: Simulazione termica (FEA) di uno smartphone 5G rugged sottoposto a un carico 5G sostenuto a +45°C ambiente: hotspot nel package SoC, percorso di distribuzione del dissipatore di calore visibile.
• Le batterie da 6,000 a 8,000 mAh con ricarica rapida da 30 a 65 W necessitano di una pianificazione termica ed EMI dedicata, non un ripensamento
• I connettori necessitano di interfacce di tenuta con grado di protezione IP a livello di scheda, non solo a livello di alloggiamento
• Le applicazioni adiacenti alla difesa aggiungono requisiti EMC MIL-STD-461 che competono direttamente con il posizionamento dell'antenna 5G
Ingegneria meccanica e strutturale
Impermeabile, antipolvere, antiurto: il design a tre prove
Per ottenere IP68/IP69K e MIL-STD-810H sullo stesso dispositivo sono necessarie decisioni strutturali che incidono sui costi, sui tempi e sui tassi di guasto a valle.
• Sigillatura: guarnizioni in silicone a doppio strato su tutti i giunti dell'involucro; membrane a rete acustica per porte di altoparlanti e microfono; adesivo polimerizzato con raggi UV attorno al perimetro del display
• Telaio: i sottotelai interni in lega di magnesio o alluminio aggiungono rigidità senza appesantire eccessivamente. Il modo in cui il sottotelaio distribuisce l'energia d'impatto attraverso l'involucro influenza direttamente i tassi di sopravvivenza alle cadute.
• Simulazione di caduta: l'analisi a elementi finiti (FEA) in ANSYS o strumenti simili dovrebbe essere eseguita prima di qualsiasi prototipo fisico. I modelli devono includere cadute angolate e proprietà dei materiali influenzate dalla temperatura, non solo impatti piatti a faccia in giù.
Wonderful PCB Dati sul campo: Un programma ha abbinato il Gorilla Glass Victus a una cornice esterna in policarbonato. Le cadute in laboratorio (da 1.5 m su acciaio secondo il metodo MIL-STD-810H 516.8) hanno superato senza problemi. Nei cantieri edili, su cemento e ghiaia, la cornice in policarbonato si è fletteta quel tanto che bastava per trasferire la forza di taglio ai bordi del vetro. Si sono formate microfratture. Dopo 20-50 cadute cumulative, gli schermi hanno ceduto. Tasso di guasto in laboratorio: inferiore al 5%. Tasso di guasto simulato in condizioni operative: 35%.
La soluzione: passare a un sottotelaio in lega di magnesio con fessure di flessione controllate. Ciò ha richiesto la riapertura degli stampi, la ripetizione della qualificazione EMC e RF, e ha comportato un costo di 8-10 settimane e un aumento di circa il 12-18% della distinta base per unità. Rilevato durante la produzione pilota, non durante la produzione in serie. Questa tempistica è ciò che lo ha reso costoso.
Standard di certificazione: cosa testano realmente
IP68 contro IP69K
• IP68: Immersione continua oltre 1 metro. La profondità e la durata specifiche sono definite dal produttore: per i dispositivi industriali, in genere 1.5 m per 30 minuti, secondo IEC 60529
• IP69K: Getti d'acqua ad alta pressione e alta temperatura: 80 bar, 80 °C, da 14 a 16 L/min, a una distanza da 0.1 a 0.15 m. Necessari per la lavorazione alimentare, l'agricoltura e i lavaggi industriali pesanti.
• Entrambe le classificazioni sono testate su dispositivi nuovi e non danneggiati in laboratorio. Le prestazioni IP reali dopo 12-18 mesi, dopo l'usura della guarnizione, l'affaticamento dell'adesivo e ripetuti intasamenti in ambienti sporchi, sono sostanzialmente inferiori.
MIL-STD-810H: cosa certifica realmente
La dura verità: MIL-STD-810H non è uno standard "superato/non superato" con requisiti fissi. Si tratta di un menu di circa 30 metodi di prova. I produttori scelgono quali eseguire, quanti cicli e a quali livelli di severità. Non esiste un minimo. Un telefono può dichiarare la conformità MIL-STD-810H dopo aver eseguito tre metodi a bassa severità su un campione di tre unità. Questo è tecnicamente accurato. Ma è anche quasi privo di significato.
Quando si valutano le dichiarazioni di conformità, gli acquirenti dovrebbero richiedere il rapporto di prova completo e cercare:
• Quali numeri di metodo e varianti di procedura esatti sono stati utilizzati
• Parametri di personalizzazione: altezza di caduta, materiale di superficie, numero di cadute, sequenza di orientamento
• Dimensione del campione per test (tre unità non sono statisticamente significative)
• Tasso di guasto funzionale post-test sull'intero campione
• Se è stato eseguito un test di stress combinato, ad esempio, cadute a -20°C dopo un ammollo termico
Test termici e ambientali
• Intervallo di temperatura operativa: da -20°C a +60°C; stoccaggio da -40°C a +70°C
• Ciclo termico sotto carico: il modem 5G rimane attivo durante tutto il ciclo di temperatura: ecco come si individuano i veri guasti termici, non il ciclo passivo
• Umidità: 95% RH a 40°C per periodi di esposizione prolungati
• Nebbia salina: soluzione al 5% di NaCl secondo IEC 60068-2-11 — essenziale per le distribuzioni industriali marine e costiere
Ottimizzazione del firmware e del software
Personalizzazione Android per uso industriale
• Lanciatore personalizzato con bersagli touch più grandi e modalità ad alto contrasto per il funzionamento con i guanti
• Gestione aggressiva dello sfondo, ciclo di servizio GPS e logica di fallback 5G/LTE per estendere la durata della batteria sul campo
• Sistema di aggiornamento OTA graduale con supporto al rollback: necessario quando 50,000 dispositivi sul campo non possono essere aggiornati manualmente
• Profili termici personalizzati per mantenere la capacità di trasmissione 5G in ambienti ad alta temperatura ambiente
Sicurezza e funzionalità aziendali
• Crittografia basata su hardware tramite Android Keystore e Trusted Execution Environment (TEE)
• Compatibilità MDM: Microsoft Intune, VMware Workspace ONE, SOTI MobiControl
• Catena di avvio sicura dal bootloader al sistema operativo
• Cancellazione remota e blocco del dispositivo per la sicurezza sul campo
Fase di prototipazione e test
EVT, DVT, PVT: cosa testa effettivamente ogni fase
• EVT (Engineering Validation Test): Avviare il SoC. Misurare la RF sulla scheda nuda. Convalidare il sottosistema di alimentazione. Controllare le caratteristiche termiche. Obiettivo: individuare errori di progettazione prima di investire in attrezzature.
• DVT (Test di Validazione del Progetto): Dispositivo completo nell'alloggiamento finale o quasi finale. È qui che avvengono le prove di caduta, immersione IP, RF OTA in camera anecoica, misurazione ottica del display e ciclo di vita della batteria. Obiettivo: confermare che il progetto soddisfi ogni specifica.
• PVT (Production Validation Test): ciclo di produzione pilota. Verifica la capacità del processo, la resa e le prestazioni della linea di test funzionale. Obiettivo: confermare che la fabbrica possa realizzarlo in modo coerente.
Protocollo di test di affidabilità
• Test di caduta: minimo 26 cadute per unità secondo il metodo MIL-STD-810H 516.8, più 500+ test di impatto cumulativo su una coorte di 50 unità

Figura 4: Test di caduta dal calcestruzzo da 2.0 m durante la fase DVT — orientamento del dispositivo secondo il metodo MIL-STD-810H 516.8.
• Impermeabile: IP68 e IP69K secondo IEC 60529, testato nuovamente dopo 500 cadute per verificare l'integrità della tenuta in condizioni di abuso

Figura 5: Test di immersione IP68: dispositivo immerso a 1.5 m di profondità, immersione per 30 minuti, funzionamento funzionale confermato dopo il test.
• Durata dei pulsanti: oltre 300,000 attivazioni su tutti i pulsanti meccanici
• Porta USB-C: oltre 10,000 cicli di inserimento/estrazione, quindi esposizione alla nebbia salina, quindi nuovo test per l'impermeabilità
• Cicli termici sotto carico: oltre 100 cicli nell'intero intervallo di temperatura operativa con il modem 5G attivo
Produzione di massa e gestione della catena di fornitura
Approvvigionamento di componenti
Ecco dove contano davvero le differenze:
• Moduli 5G: articoli con tempi di consegna lunghi che richiedono un approvvigionamento tempestivo e la qualificazione di una seconda fonte. Le interruzioni geopolitiche dell'approvvigionamento post-2020 hanno colpito i tempi di consegna dei modem 5G più duramente di quasi tutte le altre categorie di componenti.
· XNUMX€ Connettori USB-C: I connettori USB-C con grado di protezione IP industriale costano da 2 a 4 volte di più rispetto ai loro equivalenti per uso domestico. I programmi che sostituiscono connettori più economici per ridurre i costi della distinta base registrano tassi di guasto sul campo del 18-28% dopo 12-18 mesi (Wonderful PCB dati sul campo). I connettori industriali portano questa percentuale al di sotto del 6%.
• Celle della batteria: le celle da 6,000 a 8,000 mAh per il funzionamento a -20 °C richiedono una chimica delle celle di livello industriale o automobilistico. I polimeri di litio per uso domestico perdono dal 30 al 40% di capacità a -10 °C
• Gruppi display: i pannelli da 1,000+ nit con controller touch-guanto e mani bagnate hanno tempi di consegna più lunghi rispetto ai pannelli standard: procurateli in anticipo
SMT e assemblaggio
• Posizionamento BGA a passo fine per pacchetti SoC 5G; AOI dopo ogni fase di incollaggio e riflusso
• Rivestimento conforme selettivo (acrilico o silicone) sul PCBA per la protezione dall'umidità e dalla corrosione oltre la guarnizione dell'alloggiamento
• Assemblaggio del banco pulito per l'integrazione del modulo della telecamera e del display per impedire la contaminazione da particolato
• La linea di produzione include controlli a campione RF OTA, test del circuito di carica, uniformità del display, funzione dei pulsanti e campionamento di immersione IP
Sistema di controllo della qualità
• AOI: ispezione post-incollaggio e post-riflusso per difetti di saldatura
• Raggi X: verifica delle giunzioni di saldatura BGA su ogni pacchetto SoC 5G
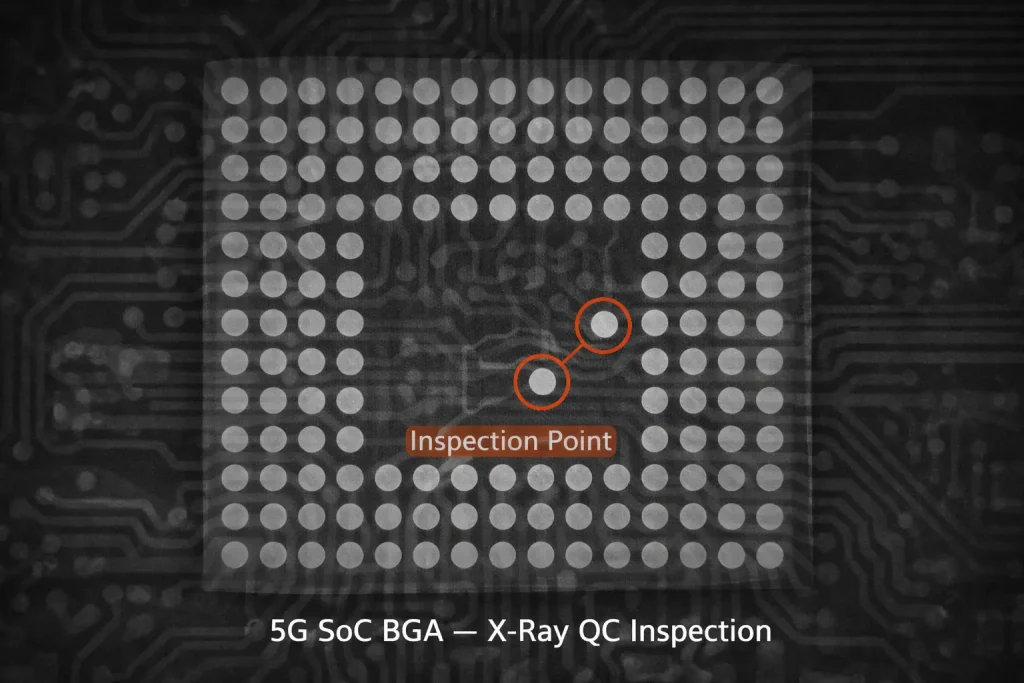
Figura 6: Ispezione a raggi X delle giunzioni di saldatura BGA sul package SoC 5G: rilevamento di voiding e bridging sul PCBA di produzione.
• Burn-in: funzionamento alimentato per 24-48 ore a temperatura elevata per individuare guasti precoci

Figura 7: Test di invecchiamento tramite burn-in in produzione: dispositivi alimentati a temperature elevate per 48 ore per individuare guasti precoci prima della spedizione.
• Audit finale: campionamento AQL secondo IEC 60068; test di immersione IP su campioni di produzione
→ Correlato: Servizi di assemblaggio PCB (PCBA) — Wonderful PCB
Principali sfide tecniche e soluzioni
Cinque sfide che hanno determinato i risultati del programma, con dati reali a supporto.
| La sfida | Rischio | Cosa è andato storto in realtà | Soluzione applicata | Risultato |
| Dissintonizzazione dell'antenna 5G in un alloggiamento robusto | Alto | Risonanza dielettrica spostata dell'alloggiamento 150–400 MHz; non modellata nella simulazione. Perdita TRP/TIS di 8–12 dB nella camera | Progettazione dell'antenna bloccata nella fase ID; simulazione HFSS integrata nell'alloggiamento; antenne posizionate vicino ai bordi con spazi vuoti | TRP/TIS entro 3 dB dal target. Connettività 5G stabile su tutte le bande |
| Degrado della porta USB-C sul campo | Alto | Microabrasione della guarnizione della porta dovuta a ripetuti intasamenti in ambienti sporchi. Tasso di guasto sul campo del 18-28% a 18 mesi | Connettori USB-C con grado di protezione IP industriale; guarnizione della porta a doppia guarnizione; opzione di ricarica magnetica per le distribuzioni più soggette a sollecitazioni eccessive | Il tasso di guasti sul campo è sceso al di sotto del 6% dopo 18 mesi |
| Flessione della lunetta che trasferisce la forza di taglio al vetro del display | Media altezza | La lunetta in policarbonato si è piegata sotto l'impatto, tagliando i bordi del vetro. Tasso di guasto del 35% nella simulazione sul campo rispetto a <5% in laboratorio | Passato al sottotelaio in lega di magnesio con spazi di flessione controllati; aggiunto il test di caduta con simulazione sul campo al protocollo DVT | +8–10 settimane, +12–18% BOM. Tasso di guasto in campo inferiore al 5% |
| Ritardi nella ricertificazione | Alto (programma) | Il fallimento del primo round di certificazione è considerato un evento a ciclo singolo. Ogni ripetizione aggiunge 8-16 settimane. | Revisione della simulazione pre-certificazione; budget dedicato per la riprogrammazione e contingenza temporale di 8-16 settimane per ciclo integrata nel piano del programma | I programmi arrivano sul mercato secondo una tempistica rivista; nessuna riprogettazione di emergenza |
| Componenti di consumo sostituiti per risparmiare sui costi | Medio | Test di affidabilità su USB-C standard, celle della batteria, PCB flessibili, vibrazioni, nebbia salina e cicli termici | Test di affidabilità accelerati e precoci su qualsiasi proposta di sostituzione di livello consumer; revisione del compromesso tra costi e guasti basata sui dati | Il passaggio anticipato a componenti di livello industriale ha consentito di risparmiare dai 3 ai 6 mesi e dal 15 al 30% del costo totale del programma |
Specifiche del prodotto finale
Uno smartphone industriale 5G rugged pronto per la produzione, frutto di questo processo di sviluppo, è dotato di:
• 5G SA/NSA Sub-6 GHz con aggregazione di portanti; mmWave opzionale
• Fotocamera AI da 48 MP con OIS; accessorio per imaging termico opzionale
• Batteria da 6,000 a 8,000 mAh; ricarica rapida da 33 a 65 W; operativa da -20°C a +60°C
• Android 13 o 14 con integrazione MDM aziendale e avvio sicuro
• Doppia certificazione impermeabile IP68 + IP69K
• Certificazione MIL-STD-810H: rapporto di prova completo disponibile su richiesta
• Resistenza alla caduta da 2.0 m convalidata su calcestruzzo nel protocollo di simulazione sul campo
• Display da oltre 1,000 nit con supporto per il tocco con i guanti e le mani bagnate
• NFC, GPS di precisione; scanner di codici a barre integrato opzionale
Risultati e impatto sul mercato
I programmi sviluppati attraverso questo processo hanno raggiunto una diffusione commerciale nei mercati europei dell'edilizia e dei servizi di pubblica utilità, nelle attività petrolifere e del gas in Medio Oriente e nelle reti logistiche del Sud-est asiatico.
• Certificazione del vettore ottenuta nei mercati di destinazione: CE, FCC, PTCRB/GCF, a seconda dei casi
• Tassi di guasto sul campo inferiori ai valori di base equivalenti al consumatore in ogni categoria di guasto principale
• La rampa di produzione è rimasta nei tempi previsti, con le contingenze di ricertificazione preventivate fin dall'inizio
• Differenziazione competitiva dal posizionamento IP69K e MIL-STD-810H nei mercati in cui la maggior parte dei concorrenti detiene solo IP68
Wonderful PCB: Sviluppo 5G full-stack rugged
Wonderful PCB Gestisce programmi personalizzati per telefoni 5G rugged, dalla progettazione hardware alla produzione di massa certificata. Le capacità più importanti per questo tipo di lavoro:
• Progettazione RF 5G con simulazione dell'antenna integrata nell'alloggiamento: il problema della detuning affrontato alla fonte
• Ingegneria strutturale con analisi di caduta guidata da FEA e gestione completa della certificazione MIL-STD-810H e IP
• Progettazione PCB HDI multistrato e assemblaggio PCBA con rivestimento conforme
• Gestione completa del programma EVT/DVT/PVT, incluso il coordinamento della certificazione e la pianificazione del re-spin
• Approvvigionamento di componenti di livello industriale con qualifica di seconda fonte
• Analisi dei guasti sul campo post-produzione e supporto all'iterazione del prodotto
Programmi OEM e ODM gestiti. I clienti spaziano da aziende di piattaforme di mobilità industriale a startup hardware di mercati verticali. La tempistica minima di realizzazione del programma parte da 12 mesi per un telefono cellulare industriale rugged 5G personalizzato. Programmi complessi con sensori personalizzati o requisiti di livello militare durano dai 18 ai 24 mesi.
Domande frequenti
D1: Cosa rende uno smartphone "rugged"?
Uno smartphone rugged è progettato per resistere a condizioni che compromettono la vita dei dispositivi consumer: cadute, acqua, polvere, sbalzi di temperatura e vibrazioni continue. Ciò significa un sottotelaio metallico rinforzato, guarnizioni con grado di protezione IP in ogni giunzione, connettori di livello industriale e una composizione chimica della batteria resistente alle alte temperature. La parola "rugged" senza un grado di protezione IP e un rapporto di prova MIL-STD pubblicato è un'affermazione di marketing, non ingegneristica.
D2: Qual è la differenza tra IP68 e IP69K?
IP68 copre l'immersione in acqua profonda: la specifica industriale standard è di 1.5 m per 30 minuti, secondo IEC 60529. IP69K copre getti d'acqua calda ad alta pressione: 80 bar, 80 °C, distanza ravvicinata. Testano diverse minacce. Un impianto di lavorazione alimentare necessita di IP69K. Un operaio edile che fa cadere un telefono in una pozzanghera necessita di IP68. Molti dispositivi di livello industriale ora sono dotati di entrambi.
D3: Quanto tempo richiede effettivamente lo sviluppo di uno smartphone rugged 5G?
Le brochure ODM indicano dai 6 ai 9 mesi. I programmi reali durano dai 12 ai 18 mesi, a volte 24. La fase che quasi sempre raddoppia la stima: certificazione e rilancio. La maggior parte dei programmi non supera i test MIL-STD-810H, IP o 5G RF OTA al primo round. Ogni ciclo di test di fallimento aggiunge dalle 8 alle 16 settimane. I clienti che prevedono un solo passaggio registrano i ritardi più gravi.
D4: Un telefono rugged personalizzato può includere la scansione di codici a barre o la termografia?
Sì, ma questi aspetti devono essere inclusi nel brief di progettazione fin dal primo giorno. Le ottiche dei lettori di codici a barre richiedono un adattamento strutturale all'alloggiamento. I moduli di termografia necessitano di gestione termica e integrazione dello stack software. Cercare di aggiungere una di queste opzioni dopo aver definito il design dell'alloggiamento è costoso e spesso strutturalmente impossibile.
D5: Quali certificazioni necessita uno smartphone industriale?
Standard stabiliti per un telefono industriale 5G rugged globale: IP68/IP69K (IEC 60529), MIL-STD-810H, FCC (USA), CE/RED (UE), PTCRB o GCF (interoperabilità con i carrier 5G), UN 38.3 (sicurezza del trasporto delle batterie). Le implementazioni specializzate aggiungono ATEX/IECEx per atmosfere esplosive, ANSI/UL per la sicurezza elettrica nordamericana o standard specifici di settore per uso militare, medico o marittimo.
© 2026 Wonderful PCBLe specifiche tecniche, le tempistiche e le fasce di costo descritte si basano su Wonderful PCB dati del progetto e possono variare in base all'ambito del progetto e alle condizioni di mercato.