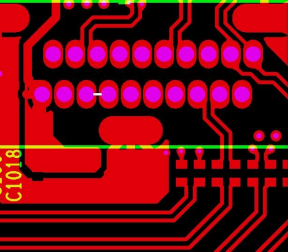
Tillförlitlighetsanalys av hålavstånd i kretskortsdesign
Tillverkning av enkelsidiga eller dubbelsidiga kretskort innebär vanligtvis borrning av icke-ledande eller ledande hål direkt efter att materialet har skärts, medan flerskiktskort borras efter lamineringsprocessen. Hål kategoriseras baserat på deras funktion, inklusive komponenthål, verktygshål, genomgående hål (Vias), bottenhål och nedgrävda hål (blindhål och nedgrävda hål är en typ av via-hål). Konventionell borrning utförs med mekanisk borrutrustning. Vid faktisk tillverkning påverkar avståndet mellan hålen vanligtvis både bearbetningsprocessen och slutproduktens tillförlitlighet. Hålavstånd Tillverkningskrav: Via-hål (ledande hål): Dynhål (PTH): Opläterade hål och spår (NPTH): Tillförlitlighet Inverkan av hålavstånd: Hål-till-hål-avstånd: Detta hänvisar till avståndet från innerväggen i ett hål till innerväggen i ett annat, inte avståndet mellan dynorna. Det är avgörande att skilja mellan dessa mått. Om avståndet mellan hål är för litet, vilka är de potentiella
PCB-tillverkningsbarhetsdesign och fallanalys: Silkscreen, konturering och panelisering
Kretskortsdesign är en komplex process som involverar olika oförutsedda faktorer som kan påverka det totala resultatet. För att säkerställa högkvalitativ kretskortsproduktion i tid – utan att förlänga designtiden eller medföra kostsamma omarbetningar – måste design- och kretsintegritetsproblem identifieras tidigt i processen. Det finns dock många mindre detaljer i kretskortsdesign som, om de förbises, kan påverka kretskortets prestanda avsevärt och till och med avgöra produktens framgång eller misslyckande. Vilka ytterligare detaljer bör vi fokusera på för att maximera designeffektivitet och produktkvalitet? Genom praktisk erfarenhet av att arbeta med kunder har vi sammanfattat viktiga överväganden för silkscreen-, outline- och paneldesign. Som en högtillförlitlig tillverkare av flerskiktade kretskort, Wonderful PCB specialiserar sig på forskning och utveckling samt tillverkning av kretskort och levererar prototypframställning med hög tillförlitlighet och snabb leveranstid. Vårt uppdrag, "Sänka kostnader och förbättra effektiviteten för elektronikindustrin", återspeglar vår förståelse för att designutvecklings- och ingenjörskostnader, även om de utgör en liten andel av produktionskedjan, kan ha en betydande inverkan på

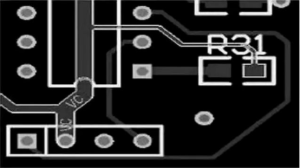
PCB-tillverkningsbarhetsdesign och höljesanalys: Hål och spår
Vior är en oundviklig aspekt av kretskortsdesign. Under layoutprocessen är det ofta utmanande att undvika alla korsningslinjer. För att lösa detta används viaor för att uppnå mellanlageranslutning, vilket har lett till utvecklingen av dubbelsidiga och flerskiktade kretskort. Följaktligen har viaor blivit en kritisk del av kretskortsdesign. Ur ett designperspektiv tjänar viaor två huvudsyften: elektrisk anslutning och mekaniskt stöd eller positionering. Dessa roller uppfyller elektriska krav eller fysiska behov. Därför klassificeras viaor ofta ytterligare i elektriska viaor och mekaniska stödhål, där de senare är uppdelade i lödplattahål (vanligtvis pläterade) och monteringshål (ofta icke-pläterade). En via består huvudsakligen av två delar: Plattarea: Området som omger borrhålet. I höghastighets- och högdensitets-kretskortsdesigner strävar konstruktörer vanligtvis efter minsta möjliga viaor för att maximera routingutrymmet och minimera parasitisk kapacitans, vilket gör dem mer lämpliga för höghastighetskretsar. Att minska viastorleken ökar dock tillverkningskostnaderna.

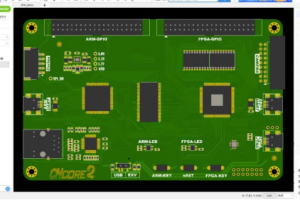
Tillverkningsbarhetsdesign för PCB-innerlager
När en kretskortsingenjör utformar en produkt innebär det mer än bara placering och routing av komponenter. Att designa kraft- och jordplanen i de inre lagren är lika viktigt. Hantering av inre lager kräver hänsyn till kraftintegritet, signalintegritet, elektromagnetisk kompatibilitet och design för tillverkningsbarhet. Skillnaden mellan inre lager och yttre lager Yttre lager används för routing och lödning av komponenter, medan inre lager är dedikerade till kraft- och jordplan. Dessa lager finns endast i flerskiktskort, där de tillhandahåller vägar för kraft och jord. Vanliga konstruktioner, såsom dubbelskikts-, fyrskikts- och sexskiktskort, hänvisar till antalet signallager och interna kraft-/jordlager. Design av inre lager 1. Jordlager under kritiska signaler För höghastighets-, klock- och högfrekvenssignaler minimerar placering av ett jordlager direkt under dessa signaler slingans väglängd och minskar strålningen. 2. Kraftplan och jordplansarea Vid design av höghastighetskretsar används kraftplansstrålning

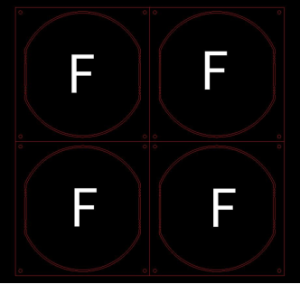
Viktiga punkter för PCB-stämpelhålsbryggdesign
Vanligtvis använder kretskort V-CUT. Stämpelhål används mer sannolikt vid hantering av oregelbundna eller cirkulära kort. Stämpelhålsbryggor kopplar samman kort (eller tomma kort) främst för att ge stöd, vilket säkerställer att korten inte separerar under bearbetningen. Detta förhindrar också att formen kollapsar under gjutning. Stämpelhål används oftast för att skapa oberoende kretskortsmoduler, såsom Wi-Fi, Bluetooth eller kärnkortsmoduler, vilka kan användas som oberoende komponenter monterade på ett annat kretskort under monteringsprocessen. Bryggavstånd och bredd Stämpelhålsdesign Stämpelhålsbryggor + V-CUT Perifera halvhålskort med stämpelhål Särskilda anmärkningar Denna metod säkerställer strukturell integritet, enkel bearbetning och tillförlitlighet under kretskortsmontering.
Betydelsen av PCB-layout om elektroniska komponenter i PCBA
Korrekt installation av elektroniska komponenter på kretskortet är avgörande för att minska lödfel. Undvik områden med höga nedböjningsvärden och hög intern spänning när du placerar elektroniska komponenter. Fördela komponenterna jämnt, särskilt de med hög värmeledningsförmåga. Undvik att använda överdimensionerade kretskort för att förhindra expansion och kontraktion. Dålig kretskortslayoutdesign kan påverka kretskortets tillverkningsbarhet och tillförlitlighet. Många konstruktörer, i syfte att maximera utnyttjandet av kretskortsutrymmet, placerar komponenter så nära kanterna som möjligt. Denna praxis kan skapa betydande utmaningar för tillverkning och kretskortsmontering, och till och med göra lödmontering omöjlig. Inverkan av kantkomponentlayout: 1. Fräsning av kretskortskanter: Komponenter som placeras för nära kretskortskanten kan få sina plattor frästa av under formningen. Generellt sett bör avståndet mellan plattor och kant vara större än 0.2 mm. Annars kan plattorna på kretskortskantkomponenterna fräsas av, vilket gör efterföljande montering omöjlig. 2. V-skuren kretskortskant: Om kretskortskanten

Hur man förhindrar att lödmasken utelämnas i kretskortsdesign
Lödmaskskiktet på ett kretskort avser den del av kortet som är täckt med grönt lödresistfärg. Områden med lödmasköppningar lämnas utan bläck, vilket exponerar kopparn för ytbehandling och lödning av komponenter. Områden utan öppningar täcks med lödmaskfärg för att förhindra oxidation och läckage. Tre anledningar till lödmasköppningar: 1. Öppningar i hålplattan: Genomgående plattor kräver lödmasköppningar. Utan dessa öppningar kommer lödpunkterna att täckas av bläck, vilket gör det omöjligt att löda komponentledningar. 2. Öppningar i SMD-plattan: Lödmasköppningar krävs för att SMD-plattor ska kunna lödas. Om lödområdet saknar öppningar kommer plattorna att täckas av bläck, vilket i praktiken gör dem oanvändbara. 3. Stora öppningar i kopparområdet: För att öka strömkapaciteten utan att bredda spåren är vissa områden tennpläterade. Tennplätering kräver lödmasköppningar i dessa områden. Varför lödmasköppningar är större än plattor Lödmasköppningar

Hela processen för Gold Finger PCB i design och tillverkning
I datorminnesmoduler och grafikkort finns en rad gyllene ledande kontaktplattor, allmänt kända som "guldfingrar". Inom kretskortsdesign och tillverkningsindustrin hänvisar kretskortsguldfingret (guldfinger eller kantkontakt) till den kontakt som används som externt gränssnitt för kretskortet att ansluta till externa enheter. I den här artikeln kommer vi att utforska designen av "guldfingret" i kretskort och diskutera några viktiga tillverkningsöverväganden. Funktioner och tillämpningar av guldfingrets sammankopplingspunkt för guldfinger När extra kretskort (t.ex. grafikkort eller minnesmoduler) ansluts till ett moderkort gör de det via en kortplats, till exempel PCI, ISA eller AGP. Guldfingret fungerar som sammankopplingspunkt, vilket möjliggör överföring av signaler mellan kringutrustning eller interna kort och datorn. Specialadaptrar, guldfingrar, kan förbättra moderkortets funktionalitet genom att tillåta ett sekundärt kretskort
Assistera vid felkontroll av stycklista för att stödja komponentupphandling
Materialförteckningen (BOM) för elektroniska produkter är en enkel men komplicerad uppgift. Med många komponenter kan även ett mindre misstag leda till att fel komponenter anskaffas. Manuell matchning ökar risken för fel. Om misstag uppstår under stycklistamatchningsfasen är det sannolikt att efterföljande upphandlingsförfrågningar och kundofferter också är bristfälliga. För närvarande finns det ingen enhetlig komponentdatabas i branschen. Ingenjörer bygger ofta sina egna vanligt förekommande förpackningsbibliotek, vilket resulterar i inkonsekvent komponentinformation. De främsta orsakerna är följande: Under designprocessen fokuserar elektronikingenjörer på komponenternas elektriska parametrar. Men i produktions- och upphandlingsprocessen måste personalen vara uppmärksam på annan information, såsom tillverkare, leverantör och tillverkarens artikelnummer (MPN). Stycklistan som tillhandahålls av kunder kan innehålla hundratals eller till och med tusentals radartiklar med osäkra format och kolumner. Generellt sett tillhandahåller kunderna åtminstone en original
8 säkerhetsavstånd att beakta vid kretskortsdesign
Kretskortsdesign kräver uppmärksamhet på ett flertal säkerhetsavstånd, inklusive spåravstånd, textavstånd och avstånd mellan dynorna. Dessa överväganden kan generellt sett kategoriseras i två typer: elektriska säkerhetsavstånd och icke-elektriska säkerhetsavstånd. 01 Elektriska säkerhetsavstånd Avstånd mellan spår För vanliga kretskortstillverkare får det minsta avståndet mellan spår inte vara mindre än 0.075 mm. Det minsta spåravståndet avser det minsta avståndet mellan spår eller mellan ett spår och en dyna. Ur ett produktionsperspektiv är större avstånd bättre, där 0.127 mm är en vanlig standard. Håldiameter och dynbredd för dynan Om dynan använder mekanisk borrning bör den minsta håldiametern inte vara mindre än 0.2 mm; för laserborrning är den minsta håldiametern 0.1 mm. Toleransen för håldiametern varierar något beroende på materialet, vanligtvis kontrollerad inom 0.05 mm, och den minsta dynbredden bör inte vara mindre än 0.2 mm. Avstånd mellan dynor Det minsta avståndet mellan dynorna får inte
Hur man undviker fallgropar i fyrkantiga spår och fyrkantiga hål i enhetens stift
Introduktion Numera använder kretskort fler SMD-komponenter än plug-in-komponenter, men för de elektroniska produkter med högre värmeavledningskrav kommer prestandan hos plug-in-komponenter att vara bättre än för SMD-komponenter. Dessutom använder moderkortets externa gränssnitt och enheterna i kontakten alla plug-in-pinnar, såsom USB, HDMI, nätverksportar och andra enheter. När det gäller fyrkantiga stift på plug-in-enheter finns det tillverkningsproblem vid DFM-analys. Enhetsstiften är i allmänhet runda eller ovala, men stiften på vissa stifthuvudenheter är fyrkantiga. Fyrkantiga stift är inte särskilt praktiska vid tillverkning av kapslar, även om viss EDA-programvara kan göra kapslar med fyrkantiga stift. Fyrkantiga stifthål kan dock inte göras på tillverkningssidan eftersom borrspetsen är rund. Metod för att rita fyrkantiga stift 1. Allegro ritar fyrkantiga stift Öppna först ritverktyget Padstack Editor. Under ritprocessen för paketet,
Alla BGA-svetsproblem du vill veta finns här
Översikt över BGA BGA är en typ av chipkapsel, en förkortning för Ball Grid Array på engelska. Kapselstiften är kulformade rutnätsmatriser längst ner på kapseln, och stiften är sfäriska och arrangerade i ett rutmönster, därav namnet BGA. Många moderkortsstyrchip använder denna typ av kapselteknik, och materialen är mestadels keramiska. Minne kapslat med BGA-teknik kan öka minneskapaciteten med två till tre gånger utan att ändra volymen. Jämfört med TSOP har BGA en mindre volym, bättre värmeavledning och elektrisk prestanda. Design av routing av BGA-kapselplattor 1. Routning mellan BGA-plattor Under designen är avståndet mellan BGA-plattorna mindre än 10 mil, och routing är inte tillåtet mellan två BGA-enheter, eftersom linjebredden för routingen överstiger produktionsprocessens kapacitet. Om routing ska göras kan BGA-plattorna bara minskas. Vid tillverkning av produktionen
Fallgroparna som måste nämnas gällande DIP-enheter
DIP-översikt DIP är en plug-in-kapsling. Chipet som använder denna kapslingsmetod har två rader med stift, som kan lödas direkt på en chipsockel med DIP-struktur eller i en lödposition med samma antal lödhål. Dess egenskaper är att det enkelt kan perforeras genom lödning av kretskortet och har god kompatibilitet med moderkortet. På grund av dess stora kapslingsyta och tjocklek, och att stiften lätt skadas under in- och urkopplingsprocessen, är tillförlitligheten dock dålig. DIP är det mest populära plug-in-kapslingen, och dess tillämpningsområde inkluderar standard logik-IC, minnes-LSI, mikrodatorkretsar etc. Small Outline Package (SOP). Derived SOJ (J-typ pin small outline package), TSOP (thin small outline package), VSOP (very small outline package), SSOP (shrink SOP), TSSOP (thin shrink SOP) och SOT (small outline transistor), SOIC (small outline integrated circuit), etc. DIP-enhet
Lätt att använda! Ingen anledning att oroa sig för justering av kretskortets grafik
Många vänner kommer att stöta på situationer med grafikfeljustering när de använder wonderpcb DFM Services-programvaran för att importera Gerber-filer. Anledningen till feljusteringen av grafik är att det finns okända objekt utanför designfilens ram, och arbetsytans storlek för varje lager är olika, vilket gör att koordinaterna ändras med arbetsytans storlek när EDA-programvaran konverterar Gerber-filen, vilket resulterar i grafikförskjutning. Så hur justerar man grafiken i Gerber-filen? Följande wonderpcb DFM Services tar dig med på flyget! Grafikjustering av kortlager 1. Justering av ett enda lager Det första steget är att stänga andra lager och bara visa det lager som ska flyttas och referensjusteringslagret. Dubbelklicka på lagret för att stänga andra lager, visa bara ett lager och klicka sedan för att öppna ett annat lager. Det andra steget är att öppna gripcentret, det vill säga att gripa mitten av grafiken.

Guide till att undvika fallgropar i kretskortsdesign
Att säkerställa tillförlitligheten hos elektroniska produktdesigner är avgörande. Tillverkningsbarhetsdesign omfattar tre viktiga aspekter: design för tillverkningsbarhet av kretskort, design för kretskortsmontering och kostnadseffektiv tillverkningsdesign. Bland dessa fokuserar design för tillverkningsbarhet av kretskort på tillverkningsperspektivet för kretskort, med hänsyn till processparametrar för att förbättra produktionsutbytet och minska kommunikationskostnaderna. Designöverväganden inkluderar linjebredd och -avstånd, hål-till-linje och hål-till-hål-avstånd, vilka alla måste tas upp under designfasen. Vikten av kretskortsdesign Vid utveckling av elektroniska produkter fungerar kretskortet som det fysiska mediet för designinnehållet och förverkligar alla designintentioner och produktfunktioner. Därför är kretskortsdesign en oumbärlig länk i alla projekt. Tillverkningsbarhetsdesign av kretskort kräver ingenjörers uppmärksamhet för att säkerställa att designen överensstämmer med tillverkningskapaciteten. Vanliga designfallgropar Efter att kretskortsdesignen är klar produceras det fysiska kretskortet. Ofta kan det designade kretskortet inte tillverkas på grund av obalanser mellan designprocessen

Vilka PCB-filer kan användas för DFM-analys?
Varför behöver PCB-design analys av montering? Det är viktigt att beakta PCB-montering i ett tidigt designstadium för att få bästa möjliga produkt. Det finns ett vanligt problem som kan vara mindre vanligt bland PCB-designmästare, men som fortfarande är vanligt bland nybörjare, nämligen att den initiala kretskortsdesignen inte tar hänsyn till monteringen fullt ut. Tvärtom ägnas mer uppmärksamhet åt själva PCB:n, och det finns ingen omfattande förståelse för problemen i tillverkningsprocessen, vilket leder till att produktdesignen misslyckas. Följande är en introduktion till de datafiler som behöver förberedas före monteringsanalys! 1. PCB/ODB-filer 1) PCB-fil: Öppna först DFM-programvaran, klicka på "Arkiv" för att hitta filen som ska användas, klicka på Öppna och vänta tills programvaran automatiskt analyserar den innan du använder den. Eller öppna programvaran och dra filen till programvarans grafikfönster.
Wonderfulpcb DFM-tjänsternas roll inom hårdvarudesign och tillverkning
PCBA-hårdvarudesign och tillverkningsprocessen involverar många länkar. Generella hårdvaruprodukter består av flera steg: hårdvarudesign, som inkluderar PCB-ritning, tillverkning av PCB-kretskort, anskaffning och inspektion av komponenter, SMT-patchbearbetning, plug-in-bearbetning, programbränning, testning, åldring och andra processer. Låt oss förklara DFM:s roll i dessa länkar. 1. Hårdvarudesign inkluderar PCB-ritning Huvudinnehållet i hårdvarudesign är designen av det schematiska diagrammet för det elektriska styrsystemet, valet av elektriska styrkomponenter och designen av styrskåpet. Det schematiska diagrammet för det elektriska styrsystemet inkluderar huvudkretsen och styrkretsen. Styrkretsen inkluderar I/O-kablarna för PLC och den detaljerade anslutningen av de automatiska och manuella delarna. Valet av elektriska komponenter baseras främst på styrkrav, inklusive knappar, brytare, sensorer, elektriska skyddsapparater, kontaktorer, indikeringslampor, magnetventiler,

Wonderfulpcb DFM-tjänster med DFA är nu tillgängliga!
Under tillverkning och montering av PCBA kan hårdvaruingenjörer ofta stöta på sådana problem: PCB-designen är verkligen problematisk, de inköpta komponenterna matchar inte de faktiska komponenterna under PBCA-bearbetningen, produktens produktionscykel är lång och kvaliteten kan inte garanteras... Så hur kan vi upptäcka och lösa dessa tillverkningsrisker före produktion? Vänner som har hört talas om oss kanske vet att vi har utvecklat en tillverkningsbar analysprogramvara – Wonderfulpcb DFM Services. Tidigare introducerade vi också en mängd funktioner och användningsmetoder för "Wonderfulpcb DFM Services", som också har använts av mer än 200 000 ingenjörer. Tack vare feedback och förslag från majoriteten av ingenjörerna är Wonderfulpcb DFM Services den här gången tillgängligt online med den nya DFA-funktionen! DFM och DFA Så, vilka är de nya DFA-funktionerna i Wonderfulpcb DFM Services? Innan vi förstår funktionerna, låt oss prata om de gamla sakerna och kortfattat presentera de...
wonderfulpcb DFM Visual BOM Interactive Welding Tool är en välsignelse för SMT-fabriker och PCB-ingenjörer!
För närvarande har elektroniska produkter trängt in i varje hörn av våra liv, och deras produkter omfattar kommunikation, medicin, datortillbehör, audiovisuella produkter, leksaker, hushållsapparater, militära produkter etc. När det gäller PCBA-svetsning av elektroniska produkter används manuell svetsning vanligtvis i provfasen. Fördelen med manuell svetsning är att det är billigt och kan göras med en lödkolv. Om några få provkort svetsas av maskinen räcker inte provets värde för att täcka maskinens kostnad. För att förbättra effektiviteten vid manuell svetsning och noggrannheten vid komponentsvetsning har wonderfulpcb DFM lanserat ett visuellt svetsverktyg som interagerar med BOM-listan och PCB-diagrammet. Detta verktyg kan också hjälpa SMT-fabriker att kontrollera och räkna komponentmaterial och hitta reparationspunkter. Visuella BOM-svetsverktyg är effektiva och praktiska, vilket verkligen är en välsignelse för SMT.
Vikten av komponentlayout för PCBA
1. Förhindra tennanslutna kortslutningarSäkerhetsavståndet är nära relaterat till stålnätets expansion under SMT-patchbearbetning. Faktorer som stålnätets öppningsstorlek, tjocklek, spänning och deformation kan orsaka svetsavvikelser, vilket leder till kortslutningar på grund av tennbryggning. 2. Underlätta operationerTillräckligt avstånd säkerställer driftseffektivitet vid handsvetsning, selektiv svetsning, verktyg, omarbetning, inspektion, testning och montering. Korrekt avstånd tillgodoser driftsutrymmeskraven. 3. Undvika bryggning i chipkomponenterKomponentavstånd påverkar monteringens tillförlitlighet. Om chipkomponenter till exempel är för nära varandra kan lödpastan klättra upp på lödytan, vilket ökar risken för bryggning och kortslutningar, särskilt med tunnare komponenter. 4. Säkerhetsavstånd som en variabelKraven på komponentavstånd beror på utrustningens kapacitet och tillverkningsstandarder för montering. DFM-programvara använder allvarlighetsnivåer – röd, gul och grön – för att indikera säkerhetsnivåerna för detekteringsparametrar för komponentavstånd. Fallstudie om defekter i orimlig komponentlayout: Kortslutning från otillräcklig