PCB製造では、プリント基板の品質チェックに様々な方法が用いられます。検査工程には、目視検査、電気試験、自動レーザー測定が含まれます。PCB検査は製造工程の様々な段階で行われます。ベアボード検査では、組み立て前に問題を発見します。組み立て済みPCB検査では、はんだ接合部と部品の配置を確認します。これらの手順は、PCBの不具合を防ぎ、より良好な動作を実現するのに役立ちます。検査方法は、ベアボードと組み立て済みPCBの両方の製造工程において非常に重要です。
主要なポイント(要点)
早期検査 むき出しのPCB 電気試験とレーザー測定を採用しています。これにより、組み立て前に問題を発見でき、時間とコストを節約できます。
AIを活用した自動目視検査は、微細な欠陥を素早く発見します。手作業による検査よりも優れた検査結果を提供し、品質の向上と無駄の削減を実現します。
AOI、SPI、X線などの組立検査は連携して機能します。表面的な問題だけでなく、隠れた問題も発見します。これにより、はんだ接合部の強度が確保されます。また、部品が正しい位置に配置されているかどうかも確認できます。
インサーキットテストやフライングプローブテストなどの電気テストは、PCBが正常に動作するかどうかを確認します。出荷前にPCBが業界標準を満たしていることを確認します。
最終検査と適切な文書化は製品の品質を守ります。コンプライアンス遵守にも役立ちます。また、メーカーが将来的にPCB設計を改善するのにも役立ちます。
PCB製造検査
ベアボードテスト
ベアボードテスト 部品を装着する前にプリント基板を検査します。このステップは、PCB製造プロセスの早い段階で問題を発見するのに役立ちます。電気プローブを用いて断線や短絡を検出します。これらのテストにより、PCB上のすべての配線とビアが正常に機能していることを確認します。この時点で問題が見つかった場合、製造業者は組み立て前に修正することができます。これにより、製造工程における時間とコストの両方を節約できます。
ベアボードテストでは、基板のサイズと形状も確認します。メーカーは特殊な工具を用いて基板を測定し、設計通りかどうかを確認します。この工程により、後工程での組み立てにおける問題発生を未然に防ぎます。早期に欠陥を発見することで、メーカーは高額な修理や遅延を回避できます。
外観検査
目視検査は、PCBを検査する最も古く、最も簡単な方法の一つです。作業員または機械が基板を検査し、目に見える問題を見つけます。これらの問題には、傷、パッドの欠落、余分な銅箔などが含まれます。目視検査はシンプルなPCBであれば有効ですが、小さな問題や隠れた問題を見逃してしまう可能性があります。PCB設計が複雑になるにつれて、目視検査は有効ではなくなります。
注意: 手作業による目視検査では、多くの問題を見逃してしまうことが多く、検査時間もかかります。大量のPCBを製造するには不十分です。マシンビジョンによる検査では、0.01分間に多数のPCBを検査し、XNUMXmmという微細な欠陥も検出できます。
外観検査ツール市場は急速に成長しています。2024年の市場規模は1.2億米ドルでした。専門家は、2.5年までに2033億米ドルに成長すると予測しています。この成長は、人々がより優れた電子機器とより複雑なプリント基板を求めていることによるものです。AIや機械学習といった新しい技術は、機械がより簡単かつ容易に問題を発見することを可能にします。これらの新しいツールは、時間とコストの節約に役立ち、電子機器廃棄物の削減にも貢献します。
メートル法/アスペクト | Details |
|---|---|
市場規模(2024年) | 1.2億米ドル |
予測市場規模(2033年) | 2.5億米ドル |
CAGR (2026-2033) | 9.2% |
主要な市場推進要因 | 信頼性の高い電子機器の需要、PCBの複雑さ、自動化、主要分野の成長 |
技術動向 | AI、機械学習、スマート製造、IoT統合 |
重要性 | 品質を保証し、コストと無駄を削減し、信頼性をサポートします |
自動レーザー測定
自動レーザー測定は、レーザーを用いてPCBのサイズと形状を検査します。この方法は非常に正確な結果をもたらします。優れたレーザーツールは、0.0005インチ(0.0127 mm)という小さな誤差で測定できます。一部のレーザーシステムでは、カメラとBluetoothを使用してデータを高速送信します。これらのツールは面積と体積も測定できるため、銅の厚さや穴の深さの検査に役立ちます。
メーカーは、各PCBが設計通りであることを確認するために、自動レーザー測定を使用しています。このステップは重要です。小さなミスでも最終製品に問題を引き起こす可能性があるためです。レーザー測定は手作業による確認よりも迅速かつ正確です。また、製造中の完全自動検査にも役立ちます。
レーザー測定装置は 1 フィートで最大 16/400 インチの精度を実現します。
一部のシステムではディープラーニングを使用して、98% 以上の精度でコーティングのサイズを測定します。
高精度レーザー干渉計は 2 ~ 3 マイクロインチの精度を達成できます。
自動レーザー測定は、メーカーが問題を早期に発見するのに役立ちます。これにより、無駄が削減され、プリント基板の信頼性が向上します。
組立検査方法
部品をプリント基板に取り付けた後、メーカーは問題がないか確認します。 検査方法 欠陥を見つけるためです。これらの検査では、はんだ付け不良、部品の欠落、部品の誤った位置への配置などを調べます。この段階で適切な検査を行うことで、PCBの性能が向上し、寿命が長くなります。
手動目視検査
手作業による目視検査とは、訓練を受けた作業員が各PCBを検査することを意味します。部品の欠落やはんだ接合不良など、目に見える問題を探します。この方法は、少量生産やシンプルな基板に適しています。作業員は、機械では検出できない問題を発見することもあります。これは、カスタム製品や特殊製品の製造に役立ちます。
しかし、手作業による検査は完璧ではありません。作業員は疲労したり、ミスを犯したりする可能性があります。研究によると、手作業による検査ではほとんどの欠陥は発見できますが、全てではないことが分かっています。検査員は50時間あたり約100~XNUMX点の検査が可能です。検査結果は各作業員のスキルに依存し、毎回異なる結果になる可能性があります。
機能 | 手動検査 | 自動検査 |
|---|---|---|
速度 | 50~100 個/時間 | 2,000~3,000 個/時間 |
精度 | 85%-95% | 最大99.9% |
労働依存度 | ハイ | 最小限の |
拡張性 | 上級 | 簡単に拡張可能 |
柔軟性 | カスタムジョブの場合は高 | 標準化された製品に最適 |
プロトタイプや特殊な設計には手動検査が最適です。大規模な作業では、自動検査の方がより迅速かつ正確です。
自動光学検査(AOI)
自動光学検査 組み立て後のPCB検査にはカメラを使用します。AOIシステムは各基板をスキャンし、良品画像と比較します。部品の不足、部品の間違い、はんだブリッジなどの問題を検出します。AOIは人力よりもはるかに高速に動作し、安定した結果をもたらします。
最新のAOI(自動検査装置)は、人工知能(AI)と機械学習を活用しています。これらのシステムは、2,000時間あたり3,000~99.9個の検査対象物を検査でき、その精度はほぼ98%に達します。ある研究では、AIモデルがXNUMX%以上の欠陥を発見しました。これにより、メーカーは問題を早期に解決し、無駄を削減できます。
研究 / 方法 | データセットの詳細 | 報告された指標 | 結果の概要 |
|---|---|---|---|
ナハールとファドケ(2019) | 103個のPCBAサンプル、134個の欠陥 | 検出精度 | 欠陥クラスの判別なしで91.1%の検出精度 |
バッタチャリヤとクルーティエ(2022) | 1,386枚の画像、6つの欠陥クラス | 平均精度、偽陽性率 | 平均精度98.3%、偽陽性率5%未満 |
T-YOLOv5モデル(改良版YOLOv5) | PCB データセット(サイズ未指定) | 精度、再現率、mAP(IoU=0.5)、統計的有意性(t値、p値) | 精度: 98.37%、再現率: 99.24%、mAP: 99.15%; t値 > 1.96、p値 < 0.001 |
自動光学検査はミスを減らし、検査可能な基板数を増加させます。AOIを導入している企業の約72%で、生産量が50%増加しました。AOIは各PCBの検査記録も保持します。
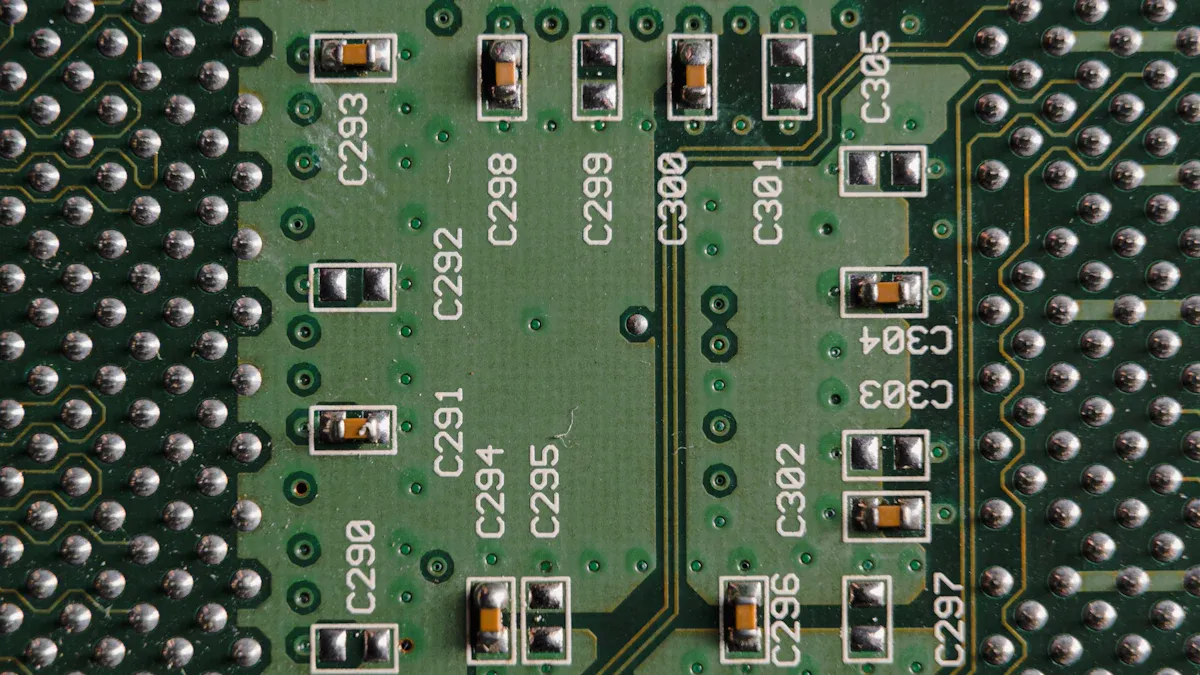
はんだペースト検査(SPI)
はんだペースト検査は、部品を実装する前にはんだペーストの状態を検査します。SPIは3D画像を用いて、基板上のはんだペーストの量を計測します。良好な接合部と良好な接続には、良質のはんだペーストが不可欠です。
SPIは、ペースト不足、ペースト過多、ペースト塗布位置の誤りといった問題を検出します。これらの問題は、断線、ショート、接合部の脆弱化につながる可能性があります。自動化されたSPIは高速に動作し、詳細なレポートを提供します。印刷の問題が拡大する前に修正するのに役立ちます。
SPIはPCB組立において重要なステップです。多くの一般的な欠陥を防止し、より多くの基板が一次試験に合格するのに役立ちます。問題を早期に発見することで、手直しの必要性を減らし、無駄を削減します。
X線検査
X線検査はPCB内部を検査し、隠れた問題を見つけ出します。これは、複雑なレイアウトやBGAなどの部品を持つ基板にとって重要です。X線検査は、他の検査では見逃されるボイド、はんだブリッジ、亀裂などを発見できます。
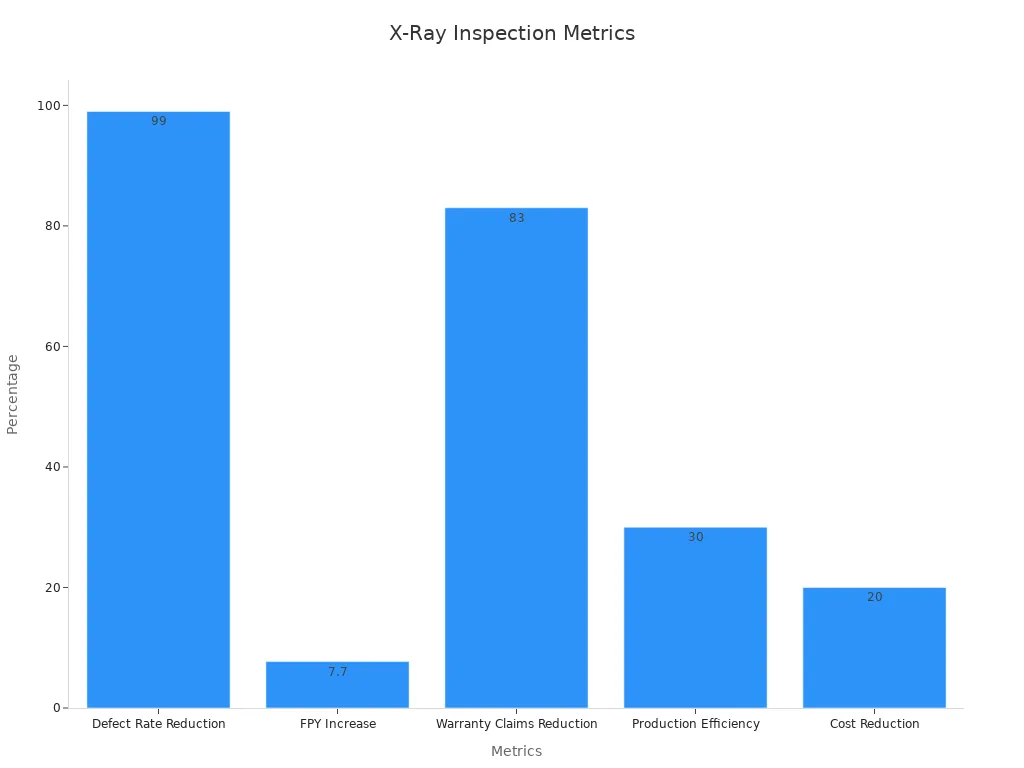
高度なX線検査技術は、マイクロCTを用いてプリント基板の3D画像を作成します。これらのシステムは、0.015mm未満の微細な欠陥も検出できます。自動化されたX線検査により、不良率を最大99%削減できます。車載電子機器の一次通過歩留まりは、92%から99.7%に向上します。メーカーはコストを最大20%削減し、基板の生産数を30%増加させることも可能です。
X線検査は隠れた欠陥を見つけるのに最適です。高品質なPCBの製造と厳しい業界規制の遵守に役立ちます。
ヒント:AOI、SPI、X線検査を組み合わせると、より効果的な結果が得られます。それぞれの検査方法によって検出できる問題が異なるため、より包括的な検査が可能になります。
組立検査中に検出される典型的な欠陥
組立検査では、次のような多くの種類の欠陥が見つかります。
はんだブリッジとオープンジョイント
部品が間違った場所にある、または紛失している
トゥームストーン(部品が垂直に立っている)
はんだペーストが足りない、または多すぎる
はんだ接合部のボイドとクラック
曲がったり折れたりしたリード
これらの手順により、次の工程に進む前にPCBが良品であることを確認します。特にAIを活用した自動検査は、欠陥の発見と基板の生産能力の向上に大きく貢献しています。
電気試験

電気試験はPCB検査において重要な役割を果たします。工場出荷前に各基板が設計通りに動作するかを確認します。メーカーは複数の試験方法を用いています。 試験方法 目視検査やX線検査では見逃される可能性のある欠陥を検出します。これらの方法により、すべてのPCBが厳格な業界基準を満たし、実際の使用環境で動作することを保証できます。
インサーキットテスト(ICT)
インサーキットテストでは、釘のベッドと呼ばれる治具を用いてPCB上の各部品を検査します。断線、ショート、部品の誤装着などの問題を検出します。ICTは、300個の部品を搭載した基板をわずか3~4秒でテストできます。この速度は量産に最適です。この方法は、起こりうる故障の95%~98%をカバーできるため、最も信頼性の高い検査手順の一つとなっています。
メトリック | 値 | 詳細説明 |
|---|---|---|
故障範囲 | 95の% - 98% | オープン、ショート、エラーの高検出率 |
テスト時間 | 3部品あたり4~300秒 | 大量バッチ処理も高速 |
フライングプローブテスト
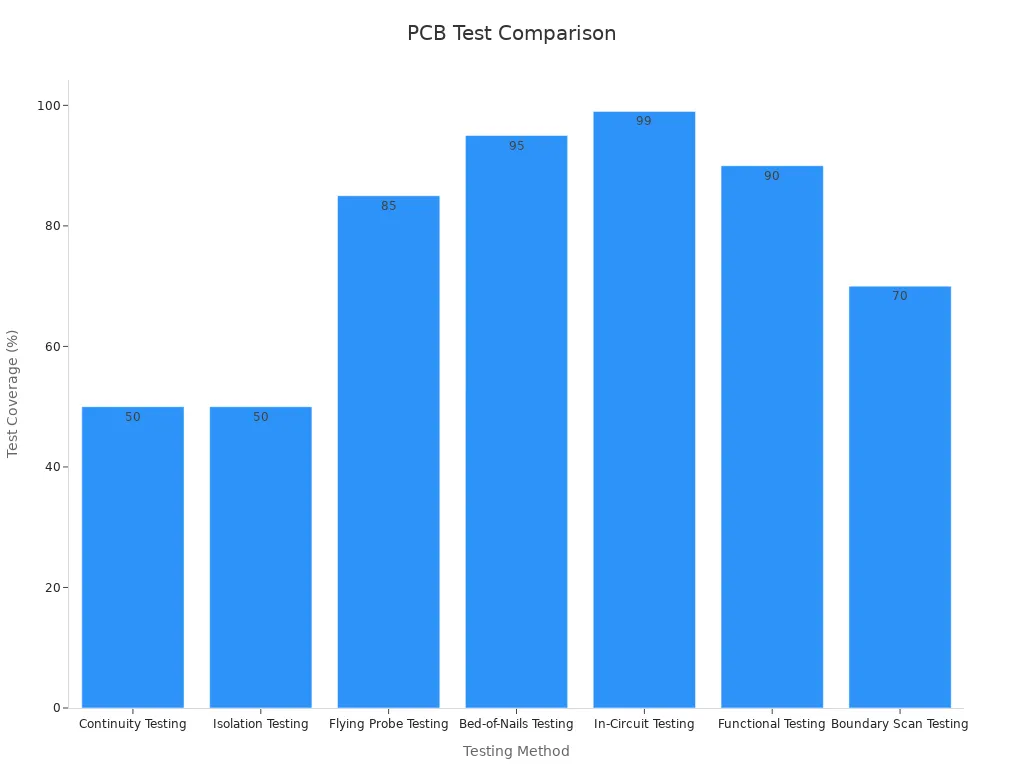
フライングプローブテストでは、可動プローブを用いてPCB上のテストポイントに接触します。専用の治具を必要としないため、試作や少量生産に適しています。この方法は、80%から90%の不良をカバーします。自動マルチメーターのように機能し、各基板の詳細なレポートを提供します。フライングプローブテストは、エンジニアが新しい設計をデバッグし、問題を早期に発見するのに役立ちます。
試験方法 | 典型的なテスト範囲 |
|---|---|
フライングプローブ | 80-90% |
釘のベッド | 90-95% |
インサーキットテスト | 95-98% |
バウンダリスキャン | 95-99% |
バウンダリスキャンテスト
バウンダリスキャンテストは、特殊なテスト回路を用いてチップ内部の接続をチェックします。他の検査ツールでは届かない高密度または複雑なPCBアセンブリに最適です。この手法は迅速な結果提供とセットアップコストの削減を実現します。バウンダリスキャンはピンレベルまでの故障検出が可能です。JTAG準拠のチップを搭載した基板に最適です。
機能テスト
機能テストでは、PCBに電源を投入し、実際の環境で動作するかを確認します。ファームウェアをロードし、ロジック、入出力、システムの安定性をテストします。このステップでは、他の検査手順では見逃される可能性のあるパフォーマンス上の問題の最大70%を検出します。機能テストは出荷前の最後のチェックであり、各ボードがお客様のニーズを満たしていることを確認します。
IPC-SM 785、IPC 9701、MIL-STD 202、JEDEC などの業界標準が、これらすべての検査およびテスト手順をガイドします。
テスト ツールには、フライング プローブ テスター、フィクスチャ、および時間領域反射計が含まれます。
これらの方法により、各 PCB が安全で信頼性が高く、医療や航空宇宙などの分野で使用できる状態になることが保証されます。
信頼性とストレステスト
バーンインテスト
バーンイン試験は、出荷前にPCBの不良箇所を発見するのに役立ちます。PCBは一定時間、高熱と高電圧で動作させられます。これにより、工場で早期の故障が発生し、後になって故障が発生するのを防ぎます。エンジニアはバーンイン試験を用いて、PCBがストレス下でどれくらいの耐久性があるかを確認します。研究によると、試験データとコンピュータモデルを用いることで、PCBの寿命を予測できることが示されています。これらの手法は、エンジニアがより良い設計とより長寿命の基板を開発するのに役立ちます。バーンイン試験は、良質なPCBだけが製造工程に送り出されるようにするために重要です。
環境ストレス
環境ストレステスト PCBが実際の使用環境にどのように耐えられるかを検査します。エンジニアは、熱、冷気、振動、湿った空気を用いて基板を試験します。この試験により、ひび割れや抵抗値の変化といった問題が発見されます。研究者は、インターコネクトストレステスト(IST)を用いて、経年劣化を加速させ、弱点を見つけます。ノリス・ランツバーグ方程式などの統計モデルは、変化が信頼性に及ぼす影響を測定するのに役立ちます。さまざまなストレスを与える試験を行うことで、PCBの寿命を延ばす要因が明らかになります。これらの試験は、メーカーが故障を予測し、品質を向上させるのに役立ちます。
環境ストレステストでは、マイクロビアの問題などの隠れた障害が見つかります。
統計モデルとサンプルサイズのチェックにより、信頼性が向上するかどうかがわかります。
高速テストは実際の使用を再現し、長期的な障害を予測するのに役立ちます。
はんだ付け性と汚染
はんだ付け性と汚染試験は、PCBが強固できれいな接合部を形成できるかどうかを検査します。はんだ付け性が悪いと、接続が弱くなり、早期に故障が発生します。エンジニアは、はんだがパッドやリードにどれだけしっかりと付着するかを確認するために、様々な試験を行います。
テスト名 | 定量的メトリック | 詳細説明 |
|---|---|---|
濡れバランス(メニスコグラフ) | 濡れ力、濡れ時間 | 濡れ曲線を作成し、時間の経過とともに溶融はんだがパッド上でどの程度の力をかけるかを測定します。 |
表面絶縁抵抗(SIR) | 絶縁抵抗値 | 制御された条件下で導体間の抵抗を測定することにより、汚染をチェックします。 |
ディップアンドルックテスト |
| はんだの付着量を目視で確認するものであり、測定値ではありません。 |
これらのテストは、メーカーが組み立て前に問題を発見し、修正するのに役立ちます。濡れバランスとSIRテストを使用することで、各PCBが高い基準を満たしていることを確認します。 品質と信頼性.
最終PCB検査
最終目視チェック
最終目視検査は出荷前の最後のステップです。検査員は各基板を非常に注意深く検査します。これまで見落とされていた問題がないか確認するため、傷、部品の欠落、はんだ接合不良などがないか確認します。この工程により、すべての基板が良品であり、お客様のご要望を満たしていることを確認します。
メーカーはこの段階で基板を検査するために様々な方法を用います。これらの方法には、目視検査、自動光学検査、X線検査、電気試験、そして場合によっては断面分析が含まれます。それぞれの方法には、それぞれ得意とするところがあります。目視検査は迅速で安価ですが、表面的な問題しか発見できません。自動光学検査は、多数の基板に適しており、非常に正確です。X線検査は基板内部を観察できるため、隠れた問題を見つけることができます。電気試験は、基板が正常に動作するかどうかを確認します。断面分析は破壊検査ですが、基板内部の状態を確認することができます。
検査官は 業界標準 IPC-A-600やIPC-6012などです。これらの規則は、何が問題とみなされ、どのように品質をチェックするかを規定しています。最終的な目視検査は、不良品の基板数を減らし、製品の品質向上に役立ちます。また、将来の基板をさらに改善するためのデータも提供します。
ヒント:最終検査は、お客様がボードを受け取る前に問題を発見できる最後のチャンスです。今、入念なチェックを行うことで、会社の評判を守り、高額な返品を防ぐことができます。
ドキュメント
文書化は、最終検査ステップにおいて重要な要素です。すべての検査項目と検査結果を記録し、適切な記録を残すことで、メーカーは問題を早期に発見し、修正することができます。また、各基板が必要な規則や基準をすべて満たしていることも証明できます。
ドキュメント化はルールの遵守と顧客満足に役立ちます。
問題とその解決方法に関するメモを保存します。
今後のボードの作り方を計画するのに役立ちます。
監査の記録を提供し、サプライヤーの誠実性を維持します。
品質管理とリスク低減に役立ちます。
このプロセスには、設計図の確認、材料の確認、検査結果の記録が含まれます。適切な記録を保管することで、すべての検査に合格したボードだけが次のステップに進むことができます。航空宇宙、自動車、電子機器、医療機器などの分野では、文書化が非常に重要です。これにより、企業は厳格な規則を遵守し、良質な製品を送り出すことができます。
適切な検査・試験プロセスは、高品質なプリント基板の製造に役立ちます。目視やX線検査など、あらゆる検査方法によって問題を早期に発見できます。これにより、プリント基板の良好な動作が維持されます。インサーキットテストや機能テストといった試験手順により、プリント基板が実際に正常に動作するかどうかを確認できます。統計的工程管理(SPC)やシックスシグマといった品質管理ツールは、ミスを防ぎ、製品の品質向上に役立ちます。
目視、AOI、X 線検査により、問題が悪化する前に発見できます。
回路内テストとストレステストにより、PCB が厳しい条件に耐えられることが証明されました。
品質管理にデータを使用すると、ミスが減り、コストが削減されます。
これらの手順により、PCB は自動車、飛行機、その他の用途に関する厳しい規則を通過できるようになります。
FAQ
AOI と X 線検査の違いは何ですか?
AOIはカメラと光を使って基板の表面を検査します。部品の欠落やはんだ不良など、目に見える問題を検出します。X線検査は基板内部を検査します。ひび割れや部品下の空洞など、目に見えない問題を検出します。どちらの方法も基板の品質向上に役立ちますが、検出する問題は異なります。
メーカーはなぜ手動検査と自動検査の両方を使用するのでしょうか?
小型基板や特殊な基板には手動検査が適しています。自動検査は多くの基板を迅速かつ正確に検査します。両方の方法を組み合わせることで、より多くの問題を発見し、基板の高品質を確保できます。
はんだペースト検査 (SPI) は PCB アセンブリにどのように役立ちますか?
SPIは、基板上のはんだペーストの量と位置を確認します。この工程により、接合部の弱化、断線、ショートの発生を防ぎます。はんだペーストの塗布範囲が広いほど、接続がより強固になり、信頼性が高まります。
PCB の検査とテストを規定する規格は何ですか?
IPC-A-600、IPC-6012、JEDECといった業界規格は、PCBの品質に関する規則を定めています。これらの規則は、メーカーに何をチェックし、どのように問題を測定するべきかを指示しています。これらの規則に従うことで、PCBの安全性と信頼性が確保されます。