PCB-produktion bruger mange måder at kontrollere kvaliteten i printkort. Inspektionsprocessen omfatter visuelle kontroller, elektrisk test og automatisk lasermåling. PCB-inspektion sker på forskellige tidspunkter under produktionen. Inspektion af rene printkort finder problemer før samling. Inspektion af samlede printkort ser på loddeforbindelser og hvor delene er placeret. Disse trin hjælper med at stoppe fejl i printkort og få dem til at fungere bedre. Inspektionsmetoder er meget vigtige i alle dele af fremstillingen af både rene printkort og samlede printkort.
Nøgleforsøg
Tidlig inspektion af bare printkort bruger elektriske tests og lasermålinger. Dette hjælper med at finde problemer før montering. Det sparer tid og penge.
Automatiserede visuelle inspektioner med AI opdager hurtigt små defekter. De gør dette bedre end manuelle kontroller. Dette forbedrer kvaliteten og reducerer spild.
Samlingsinspektioner som AOI, SPI og røntgen arbejder sammen. De finder overfladeproblemer og skjulte problemer. Dette sikrer, at loddesamlingerne er stærke. Det kontrollerer også, at delene er på plads.
Elektriske tests som f.eks. test i kredsløb og test af flyvende prober kontrollerer, om printkortene fungerer korrekt. De sikrer, at printkortene opfylder branchestandarderne før afsendelse.
Slutinspektioner og god dokumentation beskytter produktkvaliteten. De bidrager til overholdelse af regler og standarder. De hjælper også producenter med at lave bedre printkortdesigns i fremtiden.
Inspektion af PCB-produktion
Bare Board Testing
Test af nøgne printplader kontrollerer printkort, før dele tilføjes. Dette trin hjælper med at finde problemer tidligt i printkortets fremstillingsprocessen. Elektriske sonder bruges til at lede efter åbne kredsløb og kortslutninger. Disse tests sikrer, at alle spor og via på printkortet fungerer korrekt. Hvis der findes et problem nu, kan producenten løse det før montering. Dette sparer både tid og penge under produktionen.
Test af rene plader kontrollerer også pladens størrelse og form. Producenter bruger specialværktøj til at måle pladen og se, om den matcher designet. Dette trin forhindrer problemer i at opstå senere i samlingen. Når fejl opdages tidligt, undgår producenter dyre reparationer og forsinkelser.
Visuel inspektion
Visuel inspektion er en af de ældste og nemmeste måder at kontrollere printkort på. Arbejdere eller maskiner kigger på det bare printkort for at finde synlige problemer. Disse problemer omfatter ridser, manglende puder eller ekstra kobber. Manuel visuel inspektion fungerer godt til simple printkort, men den kan overse små eller skjulte problemer. Efterhånden som printkortdesign bliver mere komplekse, fungerer manuel inspektion ikke så godt.
Bemærk: Manuel visuel inspektion overser ofte mange problemer og er langsom. Det er ikke godt nok til at lave mange printkort. Maskinbaseret inspektion kan kontrollere mange printkort hvert minut og finde små defekter helt ned til 0.01 mm.
Markedet for visuel inspektionsværktøj vokser hurtigt. I 2024 var markedsstørrelsen 1.2 milliarder USD. Eksperter forventer, at det vil vokse til 2.5 milliarder USD i 2033. Denne vækst sker, fordi folk ønsker bedre elektronik og mere komplekse printkort. Ny teknologi som AI og maskinlæring hjælper maskiner med at finde problemer lettere. Disse nye værktøjer hjælper med at spare tid og penge, og de hjælper også med at reducere elektronisk affald.
Metrik/Aspekt | Detaljer |
|---|---|
Markedsstørrelse (2024) | USD 1.2 milliard |
Forventet markedsstørrelse (2033) | USD 2.5 milliard |
CAGR (2026-2033) | 9.2% |
Nøglemarkedsdrivere | Efterspørgsel efter pålidelig elektronik, printkortkompleksitet, automatisering, vækst i nøglesektorer |
Teknologiske tendenser | AI, maskinlæring, smart produktion, IoT-integration |
Vigtighed | Sikrer kvalitet, reducerer omkostninger og spild, understøtter pålidelighed |
Automatisk lasermåling
Automatisk lasermåling bruger lasere til at kontrollere størrelsen og formen på printkort. Denne metode giver meget præcise resultater. Gode laserværktøjer kan måle med en fejl helt ned til 0.0005 tommer (0.0127 mm). Nogle lasersystemer bruger kameraer og Bluetooth til at sende data hurtigt. Disse værktøjer kan også måle areal og volumen, hvilket hjælper med at kontrollere kobbertykkelse eller huldybde.
Producenter bruger automatisk lasermåling for at sikre, at hvert printkort matcher designet. Dette trin er vigtigt, fordi selv små fejl kan forårsage problemer i det endelige produkt. Lasermåling er hurtigere og mere præcis end manuel kontrol. Det hjælper også med fuldautomatisk inspektion under produktionen.
Lasermåleinstrumenter kan være nøjagtige op til 1/16 tomme på 400 fod.
Nogle systemer bruger deep learning til at måle belægningsstørrelser med over 98% nøjagtighed.
Højpræcisionslaserinterferometre kan nå en præcision på 2-3 mikrotommer.
Automatisk lasermåling hjælper producenter med at finde problemer tidligt. Dette reducerer spild og gør printkort mere pålidelige.
Metoder til inspektion af samling
Efter at have sat dele på printkortet, kontrollerer producenterne for problemer. De bruger forskellige inspektionsmetoder at finde defekter. Disse kontroller leder efter ting som dårlig lodning, manglende dele eller dele på det forkerte sted. God inspektion på dette trin får printkort til at fungere bedre og holde længere.
Manuel visuel inspektion
Manuel visuel inspektion betyder, at uddannede medarbejdere ser på hvert printkort. De søger efter problemer, de kan se, såsom manglende dele eller dårlige loddeforbindelser. Denne metode er god til små partier eller simple printkort. Nogle gange finder medarbejdere problemer, som maskiner ikke ser. Dette er nyttigt til specialprodukter.
Men manuel inspektion er ikke perfekt. Folk kan blive trætte eller lave fejl. Undersøgelser viser, at den finder de fleste defekter, men ikke alle. Inspektører kan kontrollere omkring 50 til 100 genstande i timen. Resultaterne afhænger af, hvor dygtig hver enkelt medarbejder er. Dette kan gøre resultaterne forskellige hver gang.
Feature | Manuel inspektion | Automatiseret inspektion |
|---|---|---|
Speed | 50-100 varer/time | 2,000-3,000 varer/time |
Nøjagtighed | 85%-95% | Op til 99.9% |
Arbejdsafhængighed | Høj | Minimum |
Skalerbarhed | Svært | Let skalerbar |
Fleksibilitet | Høj til specialopgaver | Bedst til standardiserede produkter |
Manuel inspektion er bedst til prototyper eller specialdesign. Til store opgaver er automatiseret inspektion hurtigere og mere præcis.
Automatiseret optisk inspektion (AOI)
Automatiseret optisk inspektion bruger kameraer til at kontrollere printkort efter samling. AOI-systemer scanner hvert printkort og sammenligner det med et godt billede. De finder problemer som manglende dele, forkerte dele eller loddebroer. AOI arbejder meget hurtigere end mennesker og giver stabile resultater.
Moderne AOI bruger kunstig intelligens og maskinlæring. Disse systemer kan kontrollere 2,000 til 3,000 varer i timen. De kan være næsten 99.9% nøjagtige. I én undersøgelse fandt AI-modeller over 98% af defekterne. Dette hjælper producenter med at løse problemer tidligt og spilde mindre.
Undersøgelse / Metode | Datasætdetaljer | Rapporterede målinger | Resultatoversigt |
|---|---|---|---|
Nahar og Phadke (2019) | 103 PCBA-prøver, 134 defekter | Detektions nøjagtighed | 91.1% detektionsnøjagtighed uden diskrimination af defektklasser |
Bhattacharya og Cloutier (2022) | 1,386 billeder, 6 defektklasser | Gennemsnitlig nøjagtighed, falsk positiv rate | Gennemsnitlig nøjagtighed på 98.3%, falsk positiv rate under 5% |
T-YOLOv5-model (forbedret YOLOv5) | PCB-datasæt (uspecificeret størrelse) | Nøjagtighed, genkendelse, mAP (IoU=0.5), statistisk signifikans (t-værdier, p-værdier) | Nøjagtighed: 98.37 %, Genkendelse: 99.24 %, mAP: 99.15 %; t-værdier > 1.96, p-værdier < 0.001 |
Automatiseret optisk inspektion reducerer fejl og øger antallet af printkort, der kan kontrolleres. Omkring 72 % af de virksomheder, der bruger det, oplever en stigning i output på 50 %. AOI fører også registre over inspektionen af hvert printkort.
Loddepasta-inspektion (SPI)
Inspektion af loddepasta kontrollerer loddepastaen, før dele tilføjes. SPI bruger 3D-billeder til at måle, hvor meget pasta der er på printpladen. God loddepasta er nødvendig for stærke samlinger og gode forbindelser.
SPI finder problemer som for lidt pasta, for meget pasta eller pasta på det forkerte sted. Disse problemer kan forårsage åbne kredsløb, kortslutninger eller svage samlinger. Automatiseret SPI fungerer hurtigt og giver detaljerede rapporter. Det hjælper med at løse udskrivningsproblemer, før de spreder sig.
SPI er et vigtigt trin i printkortsamling. Det forhindrer mange almindelige defekter og hjælper flere printkort med at bestå den første test. Ved at finde problemer tidligt reducerer SPI behovet for efterarbejde og reducerer spild.
Røntgen inspektion
Røntgeninspektion undersøger indersiden af printkort for at finde skjulte problemer. Dette er vigtigt for printkort med vanskelige layouts eller dele som BGA'er. Røntgen kan finde hulrum, loddebroer og revner, som andre kontroller overser.
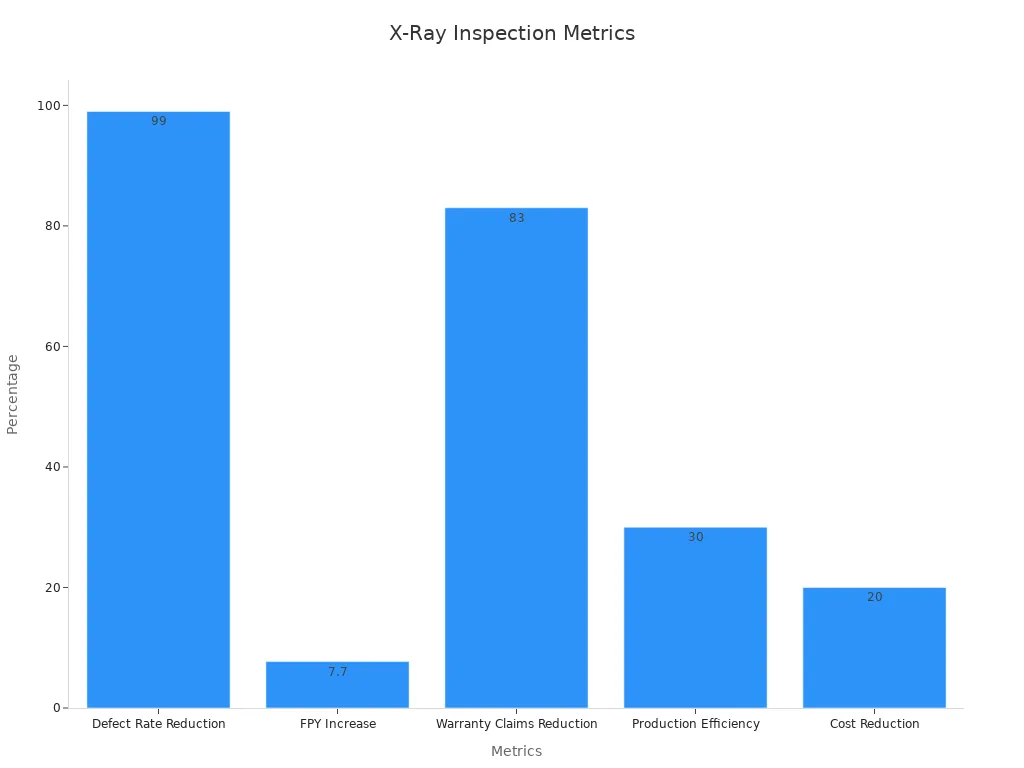
Avanceret røntgen bruger mikro-CT til at lave 3D-billeder af printkortet. Disse systemer kan finde små defekter mindre end 0.015 mm. Automatiseret røntgen kan reducere defektraterne med op til 99 %. Det kan øge førstegangsudbyttet fra 92 % til 99.7 % i bilelektronik. Producenter kan også spare op til 20 % i omkostninger og producere 30 % flere printkort.
Røntgeninspektion er fremragende til at finde skjulte fejl. Det hjælper med at fremstille printkort af høj kvalitet og overholde strenge brancheregler.
Tip: Det fungerer bedst at bruge AOI, SPI og røntgen sammen. Hver metode finder forskellige problemer, så inspektionen bliver mere komplet.
Typiske defekter opdaget under monteringsinspektion
Monteringsinspektion finder mange typer defekter, såsom:
Loddebroer og åbne samlinger
Dele på det forkerte sted eller mangler
Tombstoning (dele står på højkant)
Ikke nok eller for meget loddepasta
Hulrum og revner i loddeforbindelser
Bøjede eller knækkede ledninger
Disse trin sikrer, at printkortene er i orden, før man går videre. Automatiseret inspektion, især med AI, bliver hele tiden bedre til at finde defekter og lave flere printkort.
Elektrisk test

Elektrisk test spiller en nøglerolle i printkortinspektion. Det kontrolleres, om hvert printkort fungerer som designet, før det forlader fabrikken. Producenter bruger flere testmetoder at finde fejl, som visuel inspektion eller røntgeninspektion kan overse. Disse metoder er med til at sikre, at hvert printkort opfylder strenge branchestandarder og fungerer under virkelige forhold.
In-Circuit Testing (IKT)
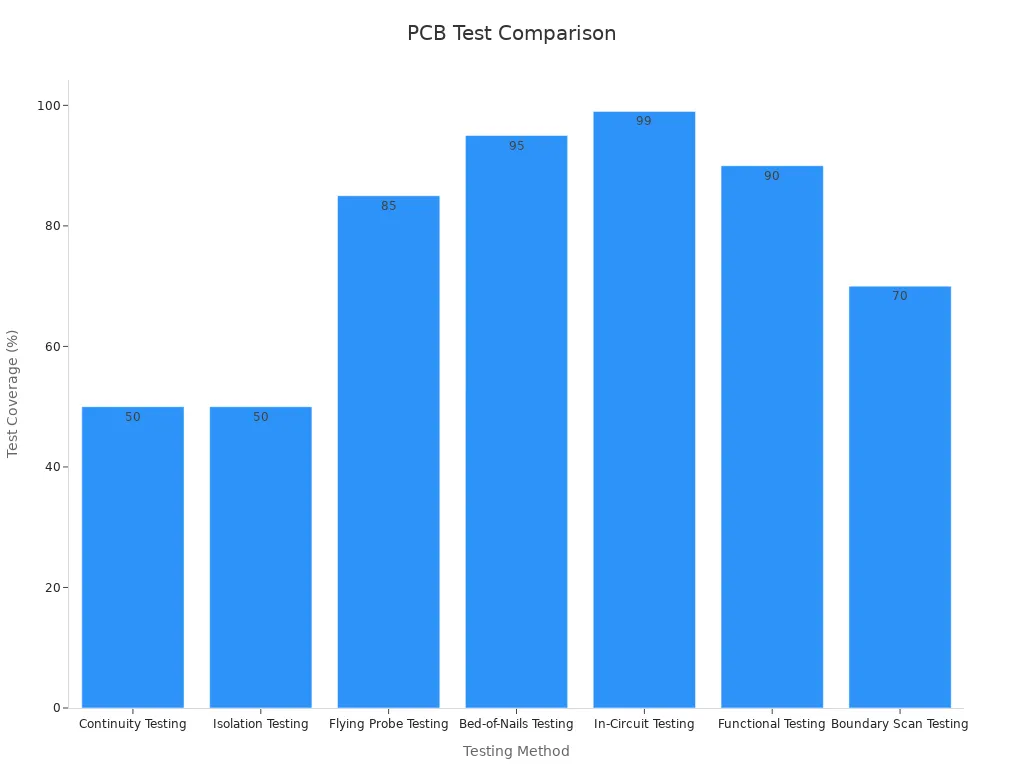
In-circuit testning bruger en fastmonteret fikstur til at kontrollere hver komponent på printkortet. Den finder problemer som åbne kredsløb, kortslutninger og forkerte dele. ICT kan teste et printkort med 300 dele på bare 3-4 sekunder. Denne hastighed gør den perfekt til masseproduktion. Metoden dækker 95% til 98% af mulige fejl, hvilket gør den til et af de mest pålidelige inspektionstrin.
metric | Værdi | Beskrivelse |
|---|---|---|
Fejldækning | 95% - 98% | Høj detektionsrate for åbninger, kortslutninger og fejl |
Testtid | 3-4 sekunder pr. 300 dele | Hurtig til store partier |
Test af flyvende sonde
Flyvende probe-testning bruger bevægelige prober til at berøre testpunkter på printkortet. Det kræver ikke en specialbeslag, så det fungerer godt til prototyper og små partier. Denne metode dækker 80% til 90% af fejlene. Den fungerer som et automatiseret multimeter, der giver detaljerede rapporter for hvert printkort. Flyvende probe-testning hjælper ingeniører med at fejlsøge nye designs og finde problemer tidligt.
Testmetode | Typisk testdækning |
|---|---|
Flyvende sonde | 80-90% |
Seng af negle | 90-95% |
In-Circuit test | 95-98% |
Grænsescanning | 95-99% |
Grænsescanningstest
Boundary scan-testning kontrollerer forbindelser inde i chips ved hjælp af specielle testkredsløb. Det fungerer godt til tætte eller komplekse printkortsamlinger, hvor andre inspektionsværktøjer ikke kan nå. Denne metode giver hurtige resultater og sænker opsætningsomkostningerne. Boundary scan kan finde fejl ned til pin-niveau. Det er bedst til printkort med JTAG-kompatible chips.
Funktionstest
Funktionstest tænder printkortet og kontrollerer, om det fungerer under reelle forhold. Den indlæser firmware og tester logik, input/output og systemstabilitet. Dette trin finder op til 70 % af de ydeevneproblemer, som andre inspektionstrin måske ville overse. Funktionstest er den sidste kontrol før forsendelse, der sikrer, at hvert printkort opfylder kundens behov.
Industristandarder som IPC-SM 785, IPC 9701, MIL-STD 202 og JEDEC vejleder alle disse inspektions- og testtrin.
Testværktøjer omfatter flyvende probetestere, armaturer og tidsdomænereflektometre.
Disse metoder sikrer, at hvert printkort er sikkert, pålideligt og klar til brug inden for områder som medicin og luftfart.
Pålidelighed og stresstestning
Indbrændingstest
Indbrændingstest hjælper med at finde svage printkort før forsendelse. Printkortet køres ved høj varme og spænding i en bestemt periode. Dette gør, at tidlige fejl sker på fabrikken, ikke senere. Ingeniører bruger indbrændingstest til at se, hvor længe et printkort kan holde under belastning. Undersøgelser viser, at brugen af testdata og computermodeller hjælper med at forudsige printkortets levetid. Disse metoder hjælper ingeniører med at lave bedre designs og printkort med længere levetid. Indbrændingstest er vigtig for at sikre, at kun gode printkort overlever.
Miljøstress
Miljøstresstest kontrollerer, hvordan printkort håndterer brug i den virkelige verden. Ingeniører bruger varme, kulde, rystelser og våd luft til at teste printkort. Denne test finder problemer som revner eller ændringer i modstand. Forskere bruger Interconnect Stress Test (IST) til at fremskynde aldring og finde svage punkter. Statistiske modeller, som Norris-Landzberg-ligningen, hjælper med at måle, hvordan ændringer påvirker pålideligheden. Test med forskellige belastninger viser, hvad der får printkort til at holde længere. Disse test hjælper producenter med at forudsige fejl og forbedre kvaliteten.
Miljøstresstestning finder skjulte fejl, såsom problemer med mikrovia.
Statistiske modeller og stikprøvestørrelseskontroller viser, om pålideligheden forbedres.
Hurtige tests kopierer brugen i virkeligheden og hjælper med at forudsige langsigtede fejl.
Loddebarhed og kontaminering
Loddeevne- og kontamineringstest kontrollerer, om printkort kan lave stærke, rene samlinger. Dårlig lodning forårsager svage forbindelser og tidlige fejl. Ingeniører bruger forskellige tests til at se, hvor godt loddet klæber til pads og ledninger.
Testnavn | Kvantitative målinger | Beskrivelse |
|---|---|---|
Fugtbalance (meniskograf) | Befugtningskraft, befugtningstid | Måler, hvor meget kraft smeltet loddetin bruger på puderne over tid, hvilket danner en befugtningskurve. |
Overfladeisoleringsmodstand (SIR) | Isolationsmodstandsværdier | Kontrollerer for kontaminering ved at måle modstand mellem ledere under kontrollerede forhold. |
Dyp og se-test | Kvalitativ | Visuel kontrol af loddedækning; ikke en målt værdi. |
Disse tests hjælper producenter med at finde og løse problemer før samling. Ved at bruge befugtningsbalance- og SIR-tests sikrer de, at hvert printkort opfylder høje standarder for kvalitet og pålidelighed.
Endelig printkortinspektion
Sidste visuelle kontroller
De sidste visuelle kontroller er det sidste trin før forsendelse. Inspektører ser meget omhyggeligt på hvert printkort. De forsøger at finde eventuelle problemer, der blev overset tidligere. De leder efter ridser, manglende dele eller dårlige loddeforbindelser. Dette trin sikrer, at hvert printkort er godt og opfylder kundernes ønsker.
Producenter bruger forskellige måder at kontrollere printkort på i denne fase. Disse metoder omfatter visuel inspektion, automatiseret optisk inspektion, røntgeninspektion, elektrisk test og nogle gange tværsnitsanalyse. Hver metode har noget, den er bedst til. Visuel inspektion er hurtig og billig, men finder kun overfladeproblemer. Automatiseret optisk inspektion er god til store grupper af printkort og er meget præcis. Røntgeninspektion kan se indersiden af printkortet for at finde skjulte problemer. Elektrisk test kontrollerer, om printkortet fungerer korrekt. Tværsnitsanalyse er destruktiv, men viser printkortets inderside.
Inspektører bruger industristandarder som IPC-A-600 og IPC-6012. Disse regler angiver, hvad der tæller som et problem, og hvordan kvaliteten kontrolleres. Afsluttende visuelle kontroller hjælper med at reducere antallet af dårlige printkort og gøre produkterne bedre. De giver også data, der kan hjælpe med at gøre fremtidige printkort endnu bedre.
Tip: Den endelige inspektion er sidste chance for at finde problemer, før kunderne modtager brædderne. Omhyggelig kontrol beskytter nu virksomhedens navn og forhindrer dyre returneringer.
Dokumentation
Dokumentation er en vigtig del af det sidste inspektionstrin. Den holder styr på alle kontroller og resultater fra inspektionen. Gode optegnelser hjælper producenter med at finde og løse problemer tidligt. De viser også, at hver plade opfylder alle de nødvendige regler og standarder.
Dokumentation hjælper med at følge regler og holde kunderne tilfredse.
Den holder noter om problemer og hvordan de blev løst.
Det hjælper med at planlægge, hvordan man laver brædder i fremtiden.
Det giver en registrering af revisioner og holder leverandørerne ærlige.
Det hjælper med at kontrollere kvaliteten og mindsker risikoen.
Processen omfatter gennemgang af designpapirer, kontrol af materialer og nedskrivning af inspektionsresultater. God registrering sikrer, at kun bestyrelser, der består alle kontroller, går videre. Dokumentation er meget vigtig inden for områder som luftfart, biler, elektronik og medicinsk udstyr. Det hjælper virksomheder med at følge strenge regler og sende gode produkter ud.
En god inspektions- og testproces hjælper med at fremstille printkort af høj kvalitet. Enhver kontrolmetode, som f.eks. at se med øjnene eller bruge røntgen, finder problemer tidligt. Dette sikrer, at printkort fungerer godt. Testtrin som in-circuit og funktionel testning viser, om printkort fungerer i virkeligheden. Kvalitetskontrolværktøjer som Statistical Process Control og Six Sigma hjælper med at forhindre fejl og forbedre tingene.
Visuel inspektion, AOI-inspektion og røntgeninspektion afdækker problemer, før de bliver værre.
In-circuit og stresstestning viser, at printkort kan klare barske forhold.
Brug af data til kvalitetskontrol reducerer fejl og sparer penge.
Disse trin hjælper printkort med at vedtage strenge regler for biler, fly og andre anvendelser.
Ofte stillede spørgsmål
Hvad er forskellen mellem AOI og røntgeninspektion?
AOI bruger kameraer og lys til at kontrollere printpladens overflade. Den finder problemer, du kan se, såsom manglende dele eller dårlig lodning. Røntgeninspektion ser på indersiden af printpladen. Den finder skjulte problemer, såsom revner eller tomme rum under dele. Begge metoder hjælper med at forbedre printplader, men de finder forskellige problemer.
Hvorfor bruger producenter både manuelle og automatiserede inspektioner?
Manuel inspektion er god til små eller specielle plader. Automatiseret inspektion kontrollerer mange plader hurtigt og meget præcist. Brug af begge metoder hjælper med at finde flere problemer og sikrer, at plader er af høj kvalitet.
Hvordan hjælper loddepastainspektion (SPI) med printkortsamling?
SPI kontrollerer, hvor meget loddepasta der er på printpladen, og hvor den er. Dette trin forhindrer svage samlinger, åbne kredsløb og kortslutninger. God dækning med loddepasta gør forbindelserne stærkere og mere pålidelige.
Hvilke standarder styrer PCB-inspektion og -testning?
Industristandarder som IPC-A-600, IPC-6012 og JEDEC fastsætter regler for printkortkvalitet. Disse regler fortæller producenterne, hvad de skal kontrollere, og hvordan de skal måle problemer. Overholdelse af disse regler holder printkort sikre og pålidelige.