Виробництво друкованих плат використовує багато способів перевірки якості друкованих плат. Процес контролю включає візуальні перевірки, електричні випробування та автоматичне лазерне вимірювання. Перевірка друкованих плат відбувається в різний час під час виробництва. Перевірка голої плати виявляє проблеми перед складанням. Перевірка зібраної друкованої плати перевіряє паяні з'єднання та місця розміщення деталей. Ці кроки допомагають запобігти несправностям у друкованих платах та покращити їхню роботу. Методи контролю дуже важливі на кожному етапі виробництва як голих, так і зібраних друкованих плат.
Ключові винесення
Рання перевірка голі друковані плати використовує електричні випробування та лазерні вимірювання. Це допомагає виявити проблеми перед складанням. Це економить час і гроші.
Автоматизовані візуальні перевірки зі штучним інтелектом швидко виявляють дрібні дефекти. Вони роблять це краще, ніж ручні перевірки. Це покращує якість і зменшує кількість відходів.
Такі перевірки складання, як AOI, SPI та рентгенівський аналіз, працюють разом. Вони виявляють поверхневі та приховані проблеми. Це гарантує міцність паяних з'єднань. Також перевіряється, чи деталі знаходяться на правильному місці.
Електричні випробування, такі як внутрішньосхемні та літальні випробування зонда, перевіряють правильність роботи друкованих плат. Вони гарантують відповідність друкованих плат галузевим стандартам перед відправкою.
Фінальні перевірки та належна документація захищають якість продукції. Вони допомагають забезпечити відповідність вимогам. Вони також допомагають виробникам створювати кращі конструкції друкованих плат у майбутньому.
Інспекція виробництва друкованих плат
Тестування голої дошки
Тестування голої плати перевіряє друковані плати перед додаванням деталей. Цей крок допомагає виявити проблеми на ранніх етапах виробництва друкованої плати. Електричні зонди використовуються для пошуку розірваних ланцюгів та коротких замикань. Ці тести переконуються, що кожна доріжка та перехідний отвір на друкованій платі працюють належним чином. Якщо проблема виявлена зараз, виробник може виправити її перед складанням. Це економить час і гроші під час виробництва.
Тестування голої плати також перевіряє її розмір та форму. Виробники використовують спеціальні інструменти для вимірювання плати та перевірки її відповідності дизайну. Цей крок запобігає виникненню проблем пізніше під час складання. Коли дефекти виявляються на ранній стадії, виробники уникають дорогого ремонту та затримок.
Візуальний огляд
Візуальний огляд – один із найстаріших і найпростіших способів перевірки друкованих плат. Працівники або машини оглядають оголену плату, щоб виявити видимі проблеми. Ці проблеми включають подряпини, відсутні контактні площадки або зайву мідь. Ручний візуальний огляд добре працює для простих друкованих плат, але він може пропустити невеликі або приховані проблеми. Оскільки конструкції друкованих плат стають складнішими, ручний огляд не так добре працює.
Примітка: Ручний візуальний огляд часто пропускає багато проблем і є повільним. Він недостатньо хороший для виготовлення великої кількості друкованих плат. Перевірка на основі машинного зору може перевіряти багато друкованих плат щохвилини та виявляти крихітні дефекти розміром до 0.01 мм.
Ринок інструментів візуального контролю швидко зростає. У 2024 році обсяг ринку становив 1.2 мільярда доларів США. Експерти вважають, що до 2.5 року він зросте до 2033 мільярда доларів США. Це зростання відбувається тому, що люди хочуть кращої електроніки та складніших друкованих плат. Нові технології, такі як штучний інтелект та машинне навчання, допомагають машинам легше знаходити проблеми. Ці нові інструменти допомагають заощадити час і гроші, а також зменшити кількість електронних відходів.
Метрика/Аспект | Деталі |
|---|---|
Розмір ринку (2024) | 1.2 млрд. Доларів США |
Прогнозований розмір ринку (2033) | 2.5 млрд. Доларів США |
CAGR (2026-2033) | 9.2% |
Ключові ринкові драйвери | Попит на надійну електроніку, складність друкованих плат, автоматизацію, зростання в ключових секторах |
Технологічні тенденції | Штучний інтелект, машинне навчання, розумне виробництво, інтеграція Інтернету речей |
Значення | Забезпечує якість, зменшує витрати та відходи, підтримує надійність |
Автоматичне лазерне вимірювання
Автоматичне лазерне вимірювання використовує лазери для перевірки розміру та форми друкованих плат. Цей метод дає дуже точні результати. Хороші лазерні інструменти можуть вимірювати з похибкою до 0.0005 дюйма (0.0127 мм). Деякі лазерні системи використовують камери та Bluetooth для швидкої передачі даних. Ці інструменти також можуть вимірювати площу та об'єм, що допомагає перевірити товщину міді або глибину отвору.
Виробники використовують автоматичне лазерне вимірювання, щоб переконатися, що кожна друкована плата відповідає дизайну. Цей крок важливий, оскільки навіть невеликі помилки можуть спричинити проблеми в кінцевому продукті. Лазерне вимірювання швидше та точніше, ніж перевірка вручну. Воно також допомагає з повністю автоматичною перевіркою під час виробництва.
Лазерні вимірювальні прилади можуть мати точність до 1/16 дюйма на відстані 400 футів.
Деякі системи використовують глибоке навчання для вимірювання розмірів покриттів з точністю понад 98%.
Високоточні лазерні інтерферометри можуть досягати точності 2-3 мікродюймів.
Автоматичне лазерне вимірювання допомагає виробникам виявляти проблеми на ранній стадії. Це зменшує кількість відходів і робить друковані плати надійнішими.
Методи перевірки складання
Після встановлення деталей на друковану плату виробники перевіряють наявність проблем. Вони використовують різні методи перевірки щоб знайти дефекти. Ці перевірки спрямовані на виявлення таких речей, як погана пайка, відсутні деталі або деталі в неправильних місцях. Хороша перевірка на цьому етапі покращує роботу друкованих плат і збільшує термін їх служби.
Ручний візуальний огляд
Ручний візуальний огляд означає, що навчені працівники оглядають кожну друковану плату. Вони шукають проблеми, які вони можуть побачити, такі як відсутні деталі або погані паяні з'єднання. Цей метод добре підходить для невеликих партій або простих плат. Іноді працівники виявляють проблеми, які машини не бачать. Це корисно для замовлених або спеціальних продуктів.
Але ручний огляд не ідеальний. Люди можуть втомитися або помилитися. Дослідження показують, що він виявляє більшість дефектів, але не всі. Інспектори можуть перевіряти від 50 до 100 виробів щогодини. Результати залежать від кваліфікації кожного працівника. Через це результати можуть бути різними щоразу.
особливість | Ручна перевірка | Автоматизована перевірка |
|---|---|---|
швидкість | 50-100 штук/год | 2,000-3,000 штук/год |
Точність | 85% -95% | До 99.9% |
Трудова залежність | Високий | Minimal |
масштабованість | Тяжкий | Легко масштабується |
Гнучкість | Висока для індивідуальних робіт | Найкраще підходить для стандартизованих продуктів |
Ручний контроль найкраще підходить для прототипів або спеціальних конструкцій. Для великих робіт автоматизований контроль є швидшим і точнішим.
Автоматизована оптична перевірка (AOI)
Автоматизований оптичний контроль використовує камери для перевірки друкованих плат після складання. Системи AOI сканують кожну плату та порівнюють її з якісним зображенням. Вони знаходять проблеми, такі як відсутні деталі, неправильні деталі або паяні містки. AOI працює набагато швидше, ніж люди, і дає стабільні результати.
Сучасна система пошуку продукції (AOI) використовує штучний інтелект та машинне навчання. Ці системи можуть перевіряти від 2,000 до 3,000 товарів щогодини. Вони можуть бути майже точними на 99.9%. В одному дослідженні моделі штучного інтелекту виявили понад 98% дефектів. Це допомагає виробникам виправляти проблеми на ранній стадії та зменшувати відходи.
Дослідження / Метод | Деталі набору даних | Звітні показники | Підсумок результатів |
|---|---|---|---|
Нахар і Падке (2019) | 103 зразки друкованих плат, 134 дефекти | Точність виявлення | Точність виявлення 91.1% без дискримінації класу дефектів |
Бхаттачар'я та Клутьє (2022) | 1,386 зображень, 6 класів дефектів | Середня точність, коефіцієнт хибнопозитивних результатів | Середня точність 98.3%, рівень хибнопозитивних результатів менше 5% |
Модель T-YOLOv5 (покращена YOLOv5) | Набір даних друкованої плати (невизначений розмір) | Точність, повнота, mAP (IoU=0.5), статистична значущість (t-значення, p-значення) | Точність: 98.37%, повнота: 99.24%, mAP: 99.15%; t-значення > 1.96, p-значення < 0.001 |
Автоматизована оптична перевірка зменшує кількість помилок і збільшує кількість плат, які можна перевірити. Близько 72% компаній, які використовують її, спостерігають 50% зростання продуктивності. AOI також веде облік перевірки кожної друкованої плати.
Перевірка паяльної пасти (SPI)
Перевірка паяльної пасти перевіряє паяльну пасту перед додаванням деталей. SPI використовує 3D-зображення для вимірювання кількості пасти на платі. Для міцних з'єднань та якісних контактів потрібна хороша паяльна паста.
SPI виявляє такі проблеми, як недостатня кількість пасти, занадто велика кількість пасти або паста в неправильному місці. Ці проблеми можуть спричинити розриви ланцюгів, коротке замикання або слабкі з'єднання. Автоматизований SPI працює швидко та надає детальні звіти. Він допомагає виправити проблеми з друком, перш ніж вони поширяться.
SPI – важливий крок у складанні друкованих плат. Він запобігає багатьом поширеним дефектам і допомагає більшій кількості плат пройти перший тест. Виявляючи проблеми на ранній стадії, SPI зменшує потребу в повторній роботі та зменшує кількість відходів.
Рентгенівський огляд
Рентгенівський контроль дозволяє виявити приховані проблеми всередині друкованих плат. Це важливо для плат зі складним розташуванням елементів або деталей, таких як BGA. Рентгенівський контроль може виявити порожнечі, паяні містки та тріщини, які інші перевірки пропускають.
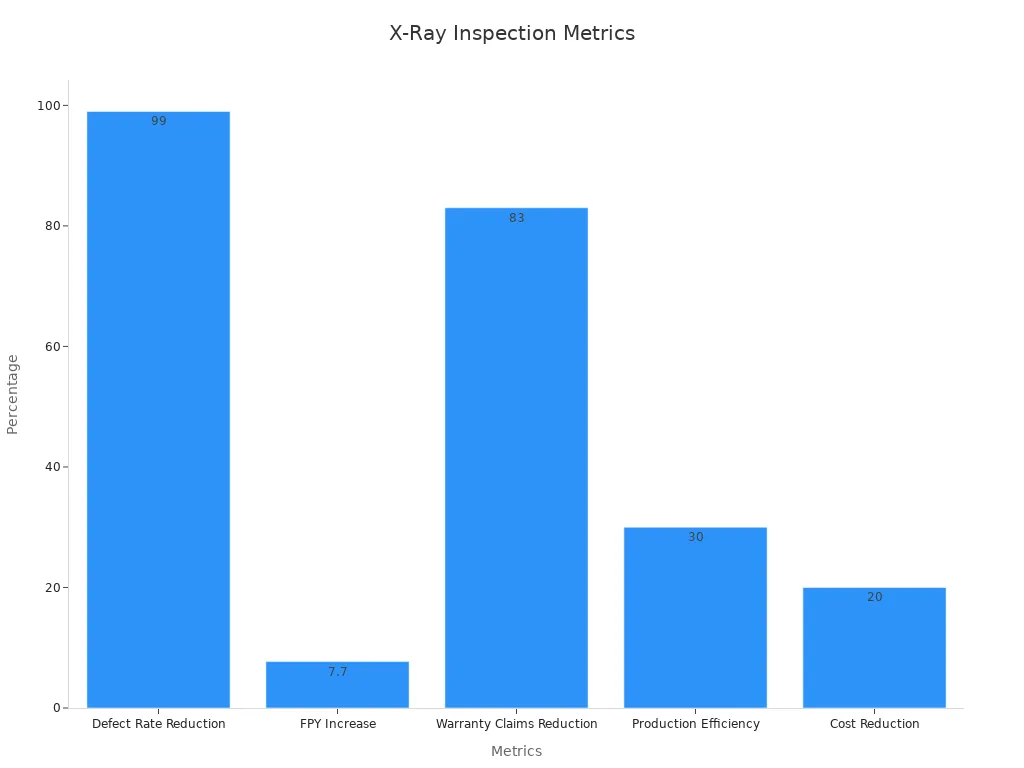
Удосконалена рентгенівська технологія використовує мікро-КТ для створення 3D-зображень друкованої плати. Ці системи можуть виявляти крихітні дефекти розміром менше 0.015 мм. Автоматизований рентген може знизити рівень дефектів до 99%. Він може підвищити вихід першого проходу з 92% до 99.7% в автомобільній електроніці. Виробники також можуть заощадити до 20% витрат і виготовляти на 30% більше плат.
Рентгенівський контроль чудово підходить для виявлення прихованих дефектів. Він допомагає виготовляти високоякісні друковані плати та відповідати суворим галузевим нормам.
Порада: Найкраще використовувати спільне використання AOI, SPI та рентгенівського випромінювання. Кожен метод виявляє різні проблеми, тому перевірка є більш повною.
Типові дефекти, виявлені під час перевірки складання
Перевірка складання виявляє багато видів дефектів, таких як:
Паяльні містки та відкриті з'єднання
Деталі розташовані неправильно або відсутні
Надгробки (частини, що стоять торцем)
Недостатньо або забагато паяльної пасти
Порожнечі та тріщини в паяних з'єднаннях
Зігнуті або зламані дроти
Ці кроки гарантують, що друковані плати справні, перш ніж рухатися далі. Автоматизована перевірка, особливо за допомогою штучного інтелекту, постійно вдосконалюється у пошуку дефектів та виробництві більшої кількості плат.
Електричні випробування

Електричні випробування відіграють ключову роль у перевірці друкованих плат. Вони перевіряють, чи кожна плата працює належним чином, перш ніж вона покине завод. Виробники використовують кілька методи тестування знаходити дефекти, які можуть бути пропущені під час візуального або рентгенівського контролю. Ці методи допомагають гарантувати, що кожна друкована плата відповідає суворим галузевим стандартам і працює в реальних умовах.
Тестування в схемі (ICT)
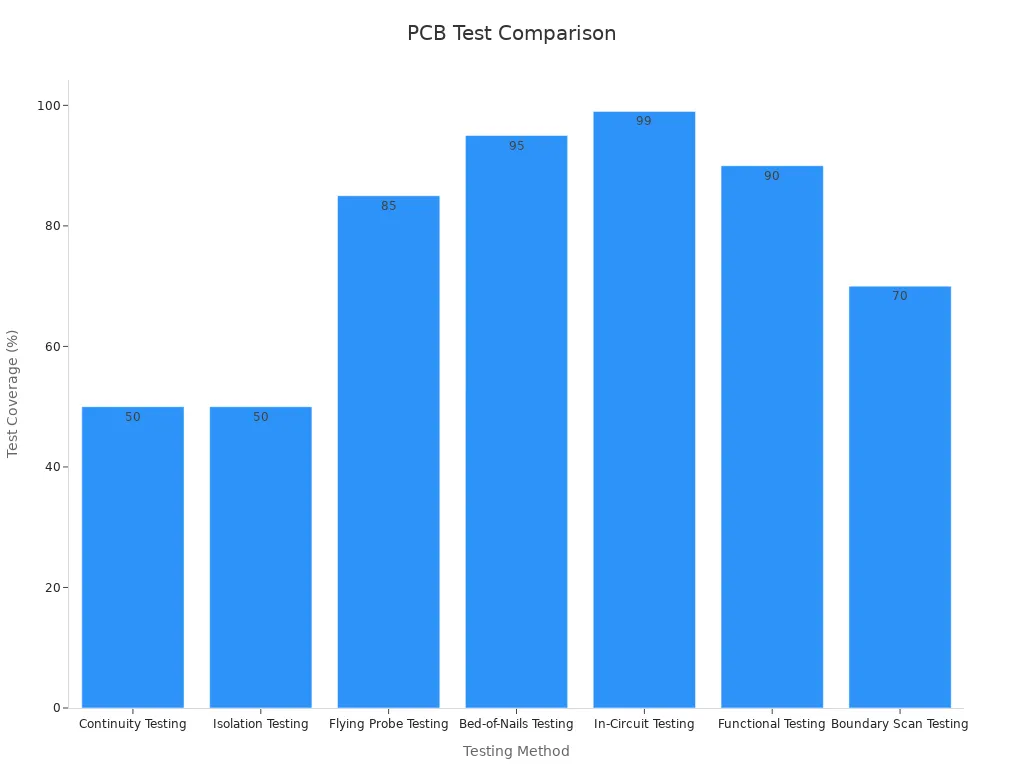
Внутрішньосхемне тестування використовує пристосування для перевірки кожного компонента на друкованій платі. Воно виявляє проблеми, такі як розриви ланцюгів, короткі замикання та неправильні деталі. ICT може протестувати плату з 300 деталями всього за 3-4 секунди. Така швидкість робить його ідеальним для масового виробництва. Метод охоплює від 95% до 98% можливих несправностей, що робить його одним з найнадійніших етапів перевірки.
Metric | значення | Опис |
|---|---|---|
Покриття несправностей | 95% - 98% | Високий рівень виявлення обривів, коротких замикань та помилок |
Час тестування | 3-4 секунди на 300 деталей | Швидко для великих партій |
Тестування літаючого зонда
Тестування за допомогою літаючих зондів використовує рухомі зонди для дотику до тестових точок на друкованій платі. Для цього не потрібен спеціальний кріплення, тому він добре працює для прототипів та невеликих партій. Цей метод охоплює від 80% до 90% несправностей. Він діє як автоматизований мультиметр, видаючи детальні звіти для кожної плати. Тестування за допомогою літаючих зондів допомагає інженерам налагоджувати нові конструкції та виявляти проблеми на ранній стадії.
Метод випробувань | Типове тестове покриття |
|---|---|
Літаючий зонд | 80-90% |
Ліжко з цвяхів | 90-95% |
Внутрішньосхемний тест | 95-98% |
Сканування меж | 95-99% |
Тестування граничного сканування
Тестування граничного сканування перевіряє з'єднання всередині мікросхем за допомогою спеціальних тестових схем. Воно добре працює для щільних або складних збірок друкованих плат, куди інші інструменти перевірки не можуть дістатися. Цей метод дає швидкі результати та знижує витрати на налаштування. Граничне сканування може знаходити несправності аж до рівня контактів. Воно найкраще підходить для плат з мікросхемами, сумісними з JTAG.
Функціональне тестування
Функціональне тестування вмикає живлення друкованої плати та перевіряє її роботу в реальних умовах. Воно завантажує прошивку та тестує логіку, вхід/вихід і стабільність системи. Цей крок виявляє до 70% проблем з продуктивністю, які інші етапи перевірки можуть пропустити. Функціональне тестування – це остання перевірка перед відправкою, яка гарантує, що кожна плата відповідає потребам клієнта.
Галузеві стандарти, такі як IPC-SM 785, IPC 9701, MIL-STD 202 та JEDEC, керують усіма цими етапами перевірки та випробування.
До інструментів тестування належать тестери літаючих зондів, світильники та рефлектометри часової області.
Ці методи гарантують, що кожна друкована плата є безпечною, надійною та готовою до використання в таких галузях, як медицина та аерокосмічна промисловість.
Тестування надійності та стресу
Тестування на вигорання
Випробування на спрацювання допомагає виявити слабкі друковані плати перед відправкою. Друкована плата працює при високій температурі та напрузі протягом встановленого часу. Це призводить до ранніх поломок на заводі, а не пізніше. Інженери використовують випрацювання, щоб побачити, як довго друкована плата може прослужити під навантаженням. Дослідження показують, що використання тестових даних і комп'ютерних моделей допомагає передбачити термін служби друкованої плати. Ці методи допомагають інженерам створювати кращі конструкції та довговічніші плати. Випробування на спрацювання важливі для того, щоб переконатися, що в майбутньому будуть використовуватися лише хороші друковані плати.
Екологічний стрес
Екологічні стрес-тестування перевіряє, як друковані плати витримують реальне використання. Інженери використовують тепло, холод, струшування та вологе повітря для тестування плат. Це тестування виявляє проблеми, такі як тріщини або зміни опору. Дослідники використовують тест на міжконтактне навантаження (IST), щоб прискорити старіння та знайти слабкі місця. Статистичні моделі, такі як рівняння Норріса-Ландзберга, допомагають виміряти, як зміни впливають на надійність. Тестування з різними навантаженнями показує, що робить друковані плати довговічнішими. Ці тести допомагають виробникам прогнозувати збої та покращувати якість.
Тестування на вплив навколишнього середовища виявляє приховані несправності, такі як проблеми з мікроперехідними отворами.
Статистичні моделі та перевірки розміру вибірки показують, чи покращується надійність.
Швидкі тести копіюють реальне використання та допомагають передбачити довгострокові збої.
Пайність та забруднення
Тестування на паяність та забруднення перевіряє, чи можуть друковані плати створювати міцні та чисті з'єднання. Погана паяність призводить до слабких з'єднань та передчасних поломок. Інженери використовують різні тести, щоб побачити, наскільки добре припій прилипає до контактних площадок та виводів.
Назва тесту | Кількісні показники | Опис |
|---|---|---|
Баланс змочування (меніскограф) | Змочувальна сила, час змочування | Вимірює силу, яку розплавлений припій застосовує до контактних площадок з часом, створюючи криву змочування. |
Поверхневий опір ізоляції (SIR) | Значення опору ізоляції | Перевіряє наявність забруднення шляхом вимірювання опору між провідниками в контрольованих умовах. |
Тест на занурення та погляд | Якісний | Візуальна перевірка покриття припоєм; не виміряне значення. |
Ці випробування допомагають виробникам знаходити та усувати проблеми перед складанням. Використовуючи випробування на баланс змочування та SIR, вони гарантують, що кожна друкована плата відповідає високим стандартам. якість і надійність.
Остаточна перевірка друкованої плати
Остаточні візуальні перевірки
Остаточна візуальна перевірка – це останній крок перед відправкою. Інспектори дуже ретельно оглядають кожну плату. Вони намагаються знайти будь-які проблеми, пропущені раніше. Вони шукають подряпини, відсутні деталі або погані паяні з'єднання. Цей крок гарантує, що кожна плата є якісною та відповідає потребам клієнтів.
Виробники використовують різні способи перевірки плат на цьому етапі. Ці способи включають візуальний огляд, автоматизований оптичний огляд, рентгенівський огляд, електричні випробування та іноді аналіз поперечного перерізу. Кожен спосіб має щось найкраще. Візуальний огляд швидкий і дешевий, але виявляє лише поверхневі проблеми. Автоматизований оптичний огляд добре підходить для великих груп плат і є дуже точним. Рентгенівський огляд може зазирнути всередину плати, щоб знайти приховані проблеми. Електричні випробування перевіряють, чи плата працює належним чином. Аналіз поперечного перерізу є деструктивним, але показує внутрішню частину плати.
Інспектори використовують галузеві стандарти як-от IPC-A-600 та IPC-6012. Ці правила визначають, що вважається проблемою та як перевіряти якість. Заключні візуальні перевірки допомагають зменшити кількість поганих плат та покращити продукцію. Вони також надають дані, які допоможуть зробити майбутні плати ще кращими.
Порада: Остаточна перевірка – це останній шанс виявити проблеми, перш ніж клієнти отримають дошки. Ретельна перевірка тепер захищає ім'я компанії та запобігає дорогим поверненням.
Документація
Документація є важливою частиною останнього етапу перевірки. Вона відстежує кожну перевірку та її результат. Належні записи допомагають виробникам виявляти та усувати проблеми на ранній стадії. Вони також показують, що кожна плата відповідає всім необхідним правилам і стандартам.
Документація допомагає дотримуватися правил і залишатися задоволеними клієнтами.
Він зберігає нотатки про проблеми та те, як їх було вирішено.
Це допомагає спланувати, як робити дошки в майбутньому.
Це забезпечує облік для аудитів та забезпечує чесність постачальників.
Це допомагає контролювати якість і знижує ризики.
Процес включає розгляд конструкторської документації, перевірку матеріалів та запис результатів перевірок. Ведення належного обліку гарантує, що далі йдуть лише ті ради директорів, які пройшли всі перевірки. Документація дуже важлива в таких галузях, як аерокосмічна промисловість, автомобілі, електроніка та медичне обладнання. Вона допомагає компаніям дотримуватися суворих правил та випускати якісну продукцію.
Гарний процес перевірки та тестування допомагає виготовляти високоякісні друковані плати. Будь-який спосіб перевірки, такий як візуальний огляд або використання рентгенівських променів, дозволяє виявляти проблеми на ранній стадії. Це забезпечує належну роботу друкованих плат. Такі етапи тестування, як внутрішньосхемне та функціональне тестування, показують, чи працюють друковані плати в реальних умовах. Інструменти контролю якості, такі як статистичний контроль процесів та шість сигм, допомагають запобігти помилкам та покращити роботу.
Візуальний, AOI та рентгенівський огляд виявляють проблеми до того, як вони погіршаться.
Внутрішньосхемні та стрес-тестування показують, що друковані плати можуть працювати в складних умовах.
Використання даних для контролю якості зменшує кількість помилок та заощаджує гроші.
Ці кроки допомагають друкованим платам (друкованим платам) прийняти суворі правила для автомобілів, літаків та інших застосувань.
FAQ
Яка різниця між AOI та рентгенівським контролем?
AOI використовує камери та світло для перевірки поверхні плати. Він виявляє видимі проблеми, такі як відсутні деталі або поганий припій. Рентгенівський контроль заглядає всередину друкованої плати. Він виявляє приховані проблеми, такі як тріщини або порожні простори під деталями. Обидва методи допомагають покращити друковані плати, але вони виявляють різні проблеми.
Чому виробники використовують як ручні, так і автоматизовані перевірки?
Ручна перевірка добре підходить для невеликих або спеціальних плат. Автоматизована перевірка перевіряє багато плат швидко та дуже точно. Використання обох способів допомагає виявити більше проблем і гарантує високу якість плат.
Як інспекція паяльної пасти (SPI) допомагає під час складання друкованих плат?
SPI перевіряє, скільки паяльної пасти знаходиться на платі та де вона знаходиться. Цей крок запобігає виникненню слабких з'єднань, розривів ланцюгів та коротких замикань. Гарне покриття паяльною пастою робить з'єднання міцнішими та надійнішими.
Які стандарти керують перевіркою та випробуванням друкованих плат?
Такі галузеві стандарти, як IPC-A-600, IPC-6012 та JEDEC, встановлюють правила якості друкованих плат. Ці правила повідомляють виробникам, що перевіряти та як вимірювати проблеми. Дотримання цих правил забезпечує безпеку та надійність друкованих плат.