Для з'єднання деталей з друкованою платою використовується процес паяння оплавленням. Цей метод нагріває паяльну пасту до її розплавлення. Розплавлена паста утримує деталі на місці. Багато компаній обирають процес паяння оплавленням для друкованих плат. Він добре працює з невеликими деталями та дає точні результати. Він також корисний для автоматизації. Процес паяння оплавленням складається з кількох етапів. Спочатку ви наносите паяльну пасту. Далі ви розміщуєте компоненти. Потім ви попередньо нагріваєте плату. Після цього ви замочуєте її. Далі ви оплавляєте припій. Нарешті, ви охолоджуєте плату. Ви повинні стежити за дефектами та новими технологіями. Можуть виникнути такі проблеми, як надгробки або підняті контактні площадки.
Ось деякі поширені дефекти, які ви можете побачити в процесі паяння оплавленням:
Тип дефекту | Опис |
|---|---|
Зсув компонента | Виводи та контактні площадки не збігаються, оскільки деталі рухаються під час нагрівання. |
Надгробок | Один кінець мікросхеми піднімається, а інший залишається припаяним. Це відбувається через нерівномірне нагрівання. |
Пропущений припій | Немає припою на контактній площадкі або виводі. Це може призвести до розриву ланцюга. |
Піднятий килимок | Мідні контактні площадки відриваються від друкованої плати від надмірного нагрівання або навантаження. |
Дихало/Отвір | Невеликі отвори в паяних з'єднаннях від затриманого газу. Ці отвори роблять з'єднання слабшим. |
Забруднення/хімічні залишки | Залишки хімікатів можуть пошкодити метал і спричинити проблеми з ланцюгом. |
Зламане паяне з'єднання | Паяні з'єднання тріскаються від перепадів температури або тряски. |
Обрив дроту | Дроти ламаються в місцях паяних з'єднань від згинання або ударів. |
Втрата тепла | Паяні з'єднання не нагріваються достатньо, оскільки тепло виходить занадто швидко. Це перешкоджає належному паянню. |
Процес паяння оплавленням при складанні друкованих плат
Що таке процес паяння оплавленням?
Для кріплення деталей до друкованої плати використовується процес паяння оплавленням. Спочатку на контактні площадки наносять паяльну пасту. Паста утримує деталі на місці перед нагріванням. Далі встановлюють деталі на плату. Переконайтеся, що вони відповідають контактним площадкам. Потім нагрівають друковану плату в печі оплавлення. Паяльна паста плавиться та з'єднує контактні площадки та деталі. Після охолодження перевіряють плату на наявність проблем. Цей процес допомагає створювати міцні та якісні паяні з'єднання.
Основні етапи процесу паяння оплавленням:
Нанесіть паяльну пасту на контактні площадки друкованої плати за допомогою трафарету.
Розмістіть деталі на дошці та вирівняйте їх.
Нагрійте друковану плату в печі оплавлення, щоб розтопити паяльну пасту та з'єднати деталі.
Перевірте дошку на наявність проблем і переконайтеся, що вона справна.
Чому варто використовувати пайку оплавленням для друкованих плат?
Ви обираєте процес паяння оплавленням для друкованих плат, оскільки він добре працює з дрібними та делікатними деталями. Цей метод дозволяє краще контролювати нагрівання, захищаючи деталі. Паяння оплавленням найкраще підходить для... технологія поверхневого монтажу (SMT), який часто використовується при складанні нових друкованих плат. Якщо розглянути паяння оплавленням та паяння хвилею паяння, можна побачити деякі суттєві відмінності:
Аспект | Паяння відновлюють | Хвильова пайка |
|---|---|---|
Принцип роботи | Деталі монтуються на друковану плату, а паяльна паста нагрівається в печі оплавлення. | Друковані плати з деталями переміщуються до машини для хвильового паяння, де використовуються хвилі припою. |
Сценарії використання | Використовується переважно для поверхневого монтажу (SMT). | Використовується переважно для складання наскрізних отворів (THT). |
Потреби в паянні | Забезпечує краще зварювання з контрольованим нагріванням. | Виділяє багато тепла, що може пошкодити чутливі частини тіла. |
Складність пайки | Потрібні складніші машини та засоби керування. | Простіше налаштування, просто змініть параметри зварювання. |
Переваги | Чудово підходить для ЗМТ, менше теплового шоку та менше потреби в працівниках. | Заощаджує час, зменшує витрати та створює міцні паяні з'єднання. |
Основні переваги
Коли ви використовуєте процес паяння оплавленням, ви отримуєте багато переваг:
Ви отримуєте акуратні та рівні паяні з'єднання, оскільки нагрівання та охолодження контролюються.
Ви можете виготовити багато друкованих плат одночасно, тому працюватимете швидше та краще.
Машини виконують роботу, тому люди роблять менше помилок, а ви виправляєте менше.
Гарне паяння оплавленням створює гладкі з'єднання, які є міцними для електрики та утримують деталі.
Змінюючи температуру та використовуючи азот, ви отримуєте менше проблем і кращі дошки.
Ці переваги роблять процес паяння оплавленням найкращим вибором для складання нових друкованих плат.
Етапи процесу паяння оплавленням
Процес паяння оплавленням складається з багатьох етапів. Кожен крок допомагає створити міцні з'єднання на вашій друкованій платі. Якщо ви будете дотримуватися кожного кроку, ви зможете запобігти проблемам і покращити свою збірку.
Нанесення паяльної пасти
Спочатку ви наносите паяльну пасту на друковану плату. Паста містить крихітні металеві частинки та флюс. Вона утримує пристрої для поверхневого монтажу та інші деталі перед нагріванням. Ви використовуєте трафарет, щоб наносити пасту лише на потрібні контактні площадки. Тип паяльної пасти, який ви оберете, впливає на те, як все відбувається і наскільки хорошим буде результат. Ось таблиця з деякими продуктами паяльної пасти та їх дією:
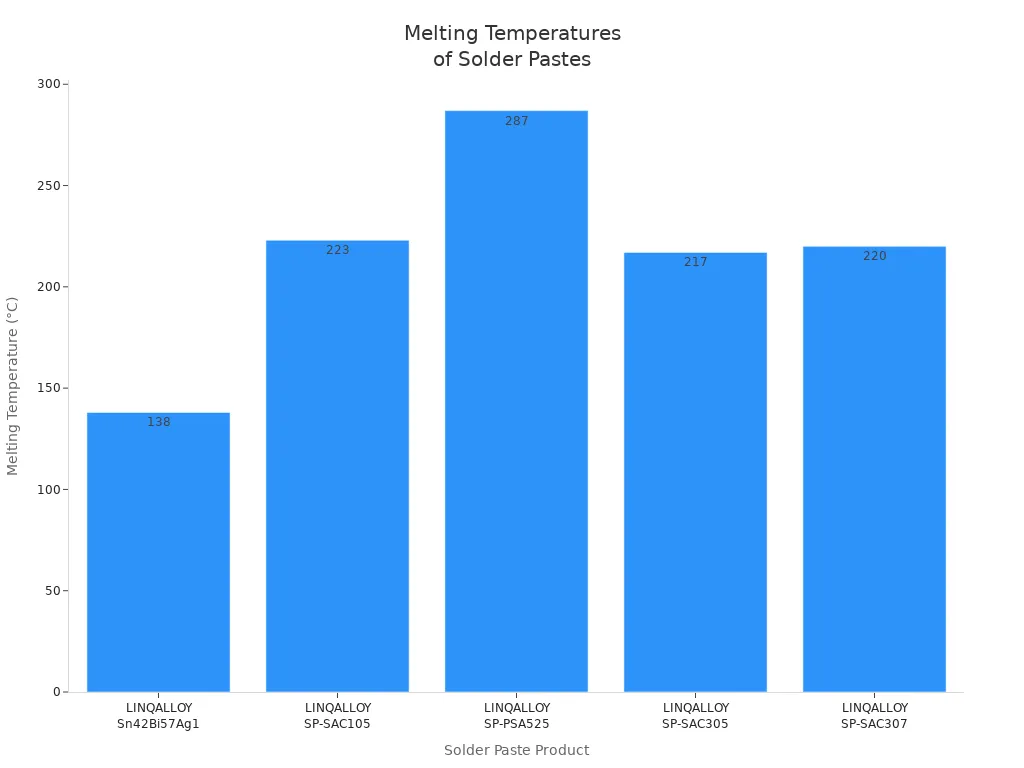
Продукт | Опис | Сплав | Гранулометричний склад | В'язкість (мПа·с) | Температура плавлення | Термін придатності при зберіганні |
|---|---|---|---|---|---|---|
ЛІНКАЛОЙ Sn42Bi57Ag1 | Низькоевтектична паяльна паста для складання світлодіодів | Sn42Bi57Ag1 | Тип 3, 4 | - | 138 °C | 6 місяців при 5°C |
LINQALLOY SP-SAC105 | Безсвинцева паяльна паста, розроблена для технології поверхневого монтажу (SMT) | SAC105 | Тип 3, 4, 5 | 200 | 223 °C | 6 місяців при 5°C |
LINQALLOY SP-PSA525 | Паяльна паста з високим вмістом свинцю, розроблена для процесів дозування та кріплення матриць без засмічення | Pb92.5Sn5Ag2.5 | Тип 3, 4, 5 | 130 - 170 | 287 °C | 6 місяців при 5°C |
LINQALLOY SP-SAC305 | Безсвинцева паяльна паста, розроблена для технології поверхневого монтажу (SMT) | SAC305 | Тип 3, 4 | 160 - 230 | 217 °C | 6 місяців при 5°C |
LINQALLOY SP-SAC307 | Безсвинцева паяльна паста, розроблена для технології поверхневого монтажу (SMT) | SAC307 | Тип 3, 4, 5 | 190 - 230 | 220 °C | 6 місяців при 5°C |
Ви також можете вибрати різні типи флюсу для вашої паяльної пасти:
Флюси на основі каніфолі використовують натуральну каніфоль і потребують спеціальних очищувачів.
Водорозчинні флюси використовують органічні речовини та змиваються водою або іншими засобами для чищення.
Флюс, що не потребує очищення, майже нічого не залишає і найкраще підходить для чистих місць.
Вибір правильної паяльної пасти та флюсу допоможе вам отримати якісні з'єднання та міцне паяння.
Розміщення компонентів на друкованій платі
Після нанесення паяльної пасти ви додаєте деталі до друкованої плати. Тут потрібно бути дуже обережним. Якщо ви розмістите деталь не в тому місці, ви можете отримати слабкі з'єднання або проблеми. Більшість заводів використовують машини для... розміщення деталей для поверхневого монтажу та інші деталі. Ці машини дуже точні. Наприклад, система розміщення повинна бути в межах ±0.001 дюйма. Допуск XY зазвичай становить ±0.2 мм. Також потрібно переконатися, що виводи кожної деталі покривають контактні площадки. Правила IPC-A-610 та J-STD-001 говорять, що вам потрібно щонайменше половинне перекриття, а іноді до трьох чвертей для плат, які повинні служити довго.
Навіть незначна помилка, така як зміщення деталі на 0.1 мм, може призвести до поганої пайки або короткого замикання. Ви повинні перевірити напрямок і положення кожної деталі, щоб ваша друкована плата працювала належним чином.
Попереднє нагрівання та замочування
Далі ви поміщаєте друковану плату в піч для оплавлення для попереднього нагрівання та замочування. Ви повільно нагріваєте плату та деталі, щоб підготувати їх до паяння. Цей крок запобігає тепловому удару та дозволяє флюсу діяти. Тепло, яке ви використовуєте, залежить від вашої паяльної пасти. Ось таблиця з нормальними діапазонами:
Тип припою | Діапазон температур попереднього нагрівання | Діапазон температур замочування |
|---|---|---|
Вела | 25 ° C до 150 ° C | 150 ° C до 200 ° C |
Без свинцю | До 180 ° C | 180 ° C до 220 ° C |
Зазвичай попередній нагрів встановлюється в межах від 120°C до 160°C. Стадія витримки триває від 160°C до 180°C. Для паяння без свинцю можна використовувати попередній нагрів від 150°C до 190°C та витримку близько 217°C. Якщо добре контролювати температуру, паяльна паста рівномірно плавиться, і ви уникаєте проблем.
Стадія переплавлення
Етап оплавлення є найважливішою частиною. Ви нагріваєте друковану плату до паяльна паста плавиться і створює міцні з'єднання між контактними майданчиками та деталями. Тут дуже важливий температурний профіль. Ви повинні досягти правильної максимальної температури та утримувати її протягом потрібного часу. Занадто сильне нагрівання може пошкодити деталі або спричинити тріщини. Недостатнє нагрівання означає, що припій не розплавиться повністю, і ви отримаєте слабкі з'єднання.
Максимальна температура та тривалість її утримання впливають на якість паяних з'єднань.
Занадто тривале витримування може зруйнувати матеріали та збільшити ймовірність поломок.
Ви повинні уважно стежити за нагріванням, щоб отримати міцні та безпечні з'єднання.
Охолодження
Після оплавлення потрібно охолодити друковану плату. Охолодження робить паяні з'єднання твердими та міцними. Ви повинні контролювати швидкість охолодження, щоб запобігти тепловому удару та забезпечити безпеку деталей. Найкраща швидкість охолодження становить 3–6 °C за секунду. Якщо охолоджувати занадто повільно, у припої з'являться великі зерна, що послабить з'єднання. Якщо охолоджувати занадто швидко, можна зігнути деталі або тріснути з'єднання.
Порада: Підтримка стабільної швидкості охолодження допомагає отримати міцні паяні з'єднання та якісні друковані плати. Завжди стежте за кроком охолодження, щоб запобігти проблемам.
Кожен крок процесу паяння оплавленням важливий для належної роботи вашої друкованої плати. Якщо ви звертаєте увагу на паяльну пасту, розміщення деталей, контроль температури та охолодження, ви можете створювати міцні з'єднання та запобігати поширеним проблемам.
Переваги друкованих плат
Точність і автоматизація
Паяння оплавленням допоможе вам розміщувати деталі дуже точноМашини наносять паяльну пасту лише там, де це потрібно. Це добре підходить для плат з великою кількістю дрібних деталей. Піч підтримує стабільний температуру, тому деталі не нагріваються або не охолоджуються занадто сильно. Це допомагає запобігти помилкам і створює міцні з'єднання. Ви можете додавати дрібні деталі за допомогою тонких виводів, не створюючи паяльних містків. Автоматизація використовує машини для встановлення деталей на плату. Ці машини працюють швидко і не допускають багато помилок. Спеціальні інспекційні машини виявляють проблеми. Це допомагає вам переконатися, що ваша плата виготовлена якісно.
Паяльна паста потрапляє саме туди, куди потрібно, для крихітних деталей
Постійне тепло зупиняє стрес і зменшує кількість помилок
Машини для забирання та розміщення розміщують деталі в потрібному місці
Інспекційні машини виявляють проблеми на ранній стадії
масштабованість
Паяння оплавленням дозволяє швидко виготовляти багато плат. Якщо вам потрібні тисячі плат, машини допоможуть вам працювати швидко. Ви можете використовувати цей процес для великих партій або лише для кількох плат. Коли ви виготовляєте більше плат, кожна з них коштує менше. Ось таблиця, яка показує, як оплавлення допомагає вам виготовляти більше плат:
масштабованість | Підходить для понад 10 000 дощок | Працює для невеликих партій або менше 1,000 дощок |
|---|---|---|
Швидкість виробництва | Швидше з машинами | Повільніше, часто робиться вручну |
Вартість одиниці | Знижуйте, коли багато заробляєте | Вищий, коли ви робите лише кілька |
Гнучкість
Паяння оплавленням підходить для багатьох типів конструкцій плат. Воно чудово підходить для технології поверхневого монтажу. Це дозволяє розміщувати деталі безпосередньо на платі. Ви можете використовувати різні типи корпусів за один прохід. Це робить оплавлення корисним для нової електроніки, яка потребує ретельної роботи. Ви можете створювати плати з деталями з обох боків та поєднувати різні типи деталей за один процес.
Порада: Паяння оплавленням дозволяє створювати плати з великою кількістю деталей та обмеженим простором.
Надійність
Паяння оплавленням робить міцні та безпечні з'єднанняДуховка підтримує температуру саме для створення якісних з'єднань. Ви можете перевірити свою плату за допомогою термошокових випробувань. Це перевіряє, чи залишаються з'єднання міцними при зміні температури. Тонкий шар на з'єднанні робить його міцнішим. Якщо шар занадто товстий, з'єднання може зламатися. Пайка оплавленням допомагає зберегти шар тонким, тому ваша плата служить довше.
Випробування на термічний удар перевіряють міцність з'єднань
Тонкі шари на стиках покращують їхню структуру.
Постійне нагрівання та охолодження створює міцні з'єднання
Запобігання дефектам при паянні оплавленням
Ви хочете, щоб ваша друкована плата прослужила довго. Вам потрібно запобігти дефектам під час паяння оплавленням. У цій частині пояснюється, як контролювати температуру, вибирати паяльну пасту, перевіряти плати, використовувати азот та усувати проблеми. Кожен крок допоможе вам створити міцні з'єднання та покращити плати.
Профілювання температури
Ви повинні стежити за температурою на кожному кроці. Хороший контроль температури запобігає дефектам і забезпечує безпеку вашої друкованої плати. Ви використовуєте спеціальні інструменти для перевірки нагрівання плати. Ось кілька порад:
Повільно збільшуйте температуру під час попереднього нагрівання. Підтримуйте швидкість нарощування температури від 0.5°C до 2.0°C за секунду. Це запобігає тепловому удару та запускає роботу флюсу.
Витримуйте етап замочування при температурі від 150°C до 180°C протягом 60-120 секунд. Це рівномірно зберігає тепло на друкованій платі.
Встановіть пікову точку паяння на 20-30°C вище точки плавлення припою. Тримайте час вище ліквідусу (TAL) у межах 30-90 секунд.
Охолоджуйте дошку зі швидкістю 2-4°C за секунду. Це сприяє створенню міцних з'єднань.
Використовуйте хороші термоінструменти, щоб отримати правильні дані про тепло.
Перевірте більше однієї дошки, щоб побачити, чи відрізняються духовки.
Часто переглядайте та змінюйте профілі, щоб результати були стабільними.
Завжди читайте технічні характеристики паяльної пасти для отримання інформації про спеціальні потреби в нагріві.
Порада: Ретельний контроль температури допомагає запобігти дефектам і забезпечує належну роботу вашої друкованої плати.
Паяльна паста та флюс
Вам потрібно вибрати найкращу паяльну пасту та флюс для вашої друкованої плати. Тип паяльної пасти впливає на те, наскільки добре працюватиме паяння та скільки дефектів ви отримаєте. Зверніть увагу на сплав, тип порошку та мікроструктуру. Сферичний порошок з низьким вмістом оксиду забезпечує кращі з'єднання. Підберіть паяльну пасту відповідно до розміру вашої плати та контактних площадок. Порошки типу 3 - типу 6 підходять для різних розмірів контактних площадок та допомагають запобігти утворенню містків.
Багато факторів у друку паяльною пастою можуть впливати на рівень браку. Ось таблиця, яка показує, що найважливіше:
рівень | Опис фактора |
|---|---|
1 | Форма отвору трафарету залежно від того, як його виготовляють |
2 | Підбір паяльної пасти |
3 | Вплив часу очікування |
4 | Вибір матеріалу для ракеля |
5 | Налаштування друкарської машини |
6 | Налаштування паяння оплавленням |
Також потрібно вибрати правильний флюс. Флюс на основі каніфолі потребує спеціального очищення. Водорозчинний флюс змивається водою. Флюс, що не очищається, майже нічого не залишає. Правильно підібрана паяльна паста та флюс допоможуть отримати міцні з'єднання та менше дефектів.
Методи перевірки
Ви повинні перевірити свою друковану плату після паяння, щоб виявити проблеми на ранній стадії. Використовуються різні способи пошуку дефектів. Ось таблиця, яка показує найпоширеніші способи:
Метод перевірки | Опис |
|---|---|
Візуальний огляд | Люди шукають дефекти на око. |
Автоматизована оптична перевірка (AOI) | Камери та програмне забезпечення знаходять відсутні місця припою та несправні деталі. |
Рентгенологічне обстеження | Знаходить приховані проблеми, такі як порожнечі та паяні містки всередині друкованої плати. |
Функціональне тестування | Перевіряє, чи працює друкована плата одразу після складання. |
AOI використовує камери для пошуку відсутніх деталей та поганих з'єднань. Рентгенівський знімок досліджує всередині друкованої плати, щоб знайти тріщини та отвори. Функціональне тестування перевіряє, чи працює друкована плата. Ви використовуєте ці способи, щоб виявити проблеми, перш ніж вони погіршаться.
Контрольована атмосфера
Ви можете використовувати азот під час паяння оплавленням. Азот допомагає створювати кращі з'єднання та міцніші плати. Ось таблиця, яка показує його переваги:
Користь | Опис |
|---|---|
Утворення оксиду | Азот знижує рівень оксидів під час паяння. |
Покращення змочуваності | Припій краще тече і створює міцніші з'єднання. |
Зменшення дефектів | Ви отримуєте менше проблем, таких як поганий припій та перемикання. |
Гнучкість у виборі флюсу | Ви можете використовувати більше типів флюсів, оскільки повітря контролюється. |
Вимоги до післяочищення | Ви витрачаєте менше часу на очищення після паяння. |
Підвищена надійність | Пайка в азоті подовжує термін служби вашої друкованої плати. |
Примітка: Використання азоту під час паяння оплавленням допомагає створювати міцні з'єднання та знижує рівень дефектів.
Поширені дефекти та рішення
Ви можете зіткнутися з такими проблемами, як надгробки, перемички та пустоти на вашій друкованій платі. Ви можете виправити їх, виконавши кілька кроків. Ось список рішень:
Зробіть отвори трафарету розміром 80-90% від розміру контактної площадки та відповідайте розташуванню друкованої плати.
Контролюйте кількість паяльної пасти. Використовуйте трафарет товщиною 0.1-0.15 мм для дрібних деталей, щоб запобігти потраплянню занадто великої кількості пасти.
Змініть профіль оплавлення. Використовуйте повільну швидкість нарощування (1-3°C за секунду) під час попереднього нагрівання, щоб запобігти швидкому плавленню припою.
Перевірте розташування деталей. Використовуйте якісні машини для точного розміщення.
Збалансуйте профіль пакування. Встановіть попередній нагрів на 150-180°C протягом 60-90 секунд для рівномірного нагрівання.
Зробіть дизайн колодок однаковим. Переконайтеся, що колодки під деталями мають однаковий розмір і форму.
Перевірте паяльну пасту на контактних площадках. Використовуйте інструменти SPI, щоб переконатися, що паста рівномірно розподілена на обох контактних площадках.
Покращте розміщення. Калібруйте машини для захвату та розміщення, щоб розміщувати деталі з точністю ±0.05 мм.
Ви виконуєте ці кроки, щоб зупинити поширені дефекти і підтримувати справність вашої друкованої плати. Гарний контроль паяльної пасти, нагрівання, перевірки та азоту допомагає створювати міцні з'єднання та кращі плати.
Інновації в процесі паяння оплавленням
Нові технології постійно змінюють те, як люди виготовляють друковані плати. Зараз спостерігаються значні покращення в паянні оплавленням. Деякі нові речі - це вакуумне оплавлення, інтелектуальні печі та зменшення розмірів деталей. Ці зміни допомагають створювати кращі з'єднання. Вони також подовжують термін служби плат. Менші деталі для поверхневого монтажу використовуються частіше.
Вакуумне оплавлення
Вакуумне оплавлення використовує спеціальну камеру печі. Ця камера видаляє повітря та гази під час паяння. Це допомагає зменшити кількість пустот у паяних з'єднаннях до 1-2%. Завдяки вакуумному оплавленню з'єднання стають міцнішими. Тепло краще поширюється через плату. Це важливо для автомобілів та літаків. Ваша друкована плата може служити довше та витримувати більше навантаження. Менше слабких місць означає кращу продуктивність.
Порада: Вакуумне оплавлення допомагає отримати міцні та надійні з'єднання. Це чудово підходить для пристроїв поверхневого монтажу.
Розумні духовки
Розумні печі дають вам більше контролю над паянням. Вони використовують датчики для постійного контролю температури. Проблеми з цими печами виявляються на ранній стадії. Ви можете побачити, як розумні печі запобігають дефектам, у таблиці нижче:
Тип несправності | Вплив на якість | Поради щодо профілактики |
|---|---|---|
Несправність обігрівача | Погана пайка, пошкоджені компоненти | Перевіряйте обігрівачі, використовуйте сповіщення в режимі реального часу |
Дрейф калібрування конвеєра | Більше дефектів, таких як перекриття | Часто калібруйте, відстежуйте швидкість конвеєра |
Проблема теплового розливу | Нерівномірна пайка, пошкодження друкованої плати | Слідкуйте за температурними зонами, уникайте великих перепадів температур |
Нерівномірності повітряного потоку | Ненадійне паяння, більше поломок | Очистіть фільтри, виміряйте теплопередачу |
Несправність системи охолодження | Більше пошкоджень, дороге перероблення | Підтримуйте чистоту охолодження, контролюйте зони охолодження |
Розумні печі підтримуйте стабільну температуру в межах ±2°C. Це дає вам хороші результати та менше проблем. Ви економите час і гроші, вирішуючи проблеми на ранній стадії.
Мініатюризація для складання друкованих плат
Зменшення розмірів деталей змінило складання друкованих плат. Тепер використовуються крихітні контактні площадки та невеликі деталі для поверхневого монтажу. Відкладення припою також менші. Іноді утворюється лише одне зерно припою. Це може зробити з'єднання слабшими. Щоб виправити це, потрібно швидше охолоджувати, вище 2°C за секунду. Також допомагають нові формули паяльної пасти.
На кожній друкованій платі поміщається більше пристроїв для поверхневого монтажу.
Плями паяльної пасти менші, тому контроль має бути точним.
Автомати для збору та розміщення використовують дві смуги для швидшого руху.
Робочі температури вищі, особливо при використанні безсвинцевого припою.
Хімічний склад паяльної пасти змінився для роботи при високих температурах.
Ви можете створювати складніші плати та працювати швидше. Ці зміни допомагають вам задовольнити потреби нової електроніки. Тепер кожен міліметр має значення.
Примітка: Світовий ринок печей для оплавлення швидко зростає. Це показує, наскільки важливі ці нові ідеї для виробництва друкованих плат.
Для виготовлення міцних друкованих плат для нової електроніки використовується паяння оплавленням. Цей процес дозволяє дуже добре контролювати температуру. Він допомагає отримати міцні паяні з'єднання та зменшити кількість проблем.
ретельний контроль температури захищає деталі від пошкоджень.
Хороша паяльна паста та флюс допомагають деталям краще зчепитися.
Перевірка дощок та використання азоту роблять їхню роботу довшою.
Розумні духовки та машини допомагають запобігти помилкам.
Електроніка стає меншою та складнішою у виготовленні. Щоб вирішити ці проблеми та забезпечити довговічність виробів, слід обирати паяння оплавленням.
FAQ
Яке основне призначення паяння оплавленням?
Для кріплення електронних компонентів до плати використовується паяння оплавленням. Цей процес плавить паяльну пасту, утворюючи міцні зв'язкиЦе допомагає вам створювати надійні та високоякісні плати для багатьох пристроїв.
Чи можна використовувати паяння оплавленням для обох сторін друкованої плати?
Так, ви можете використовувати паяння оплавленням з обох боків. Спочатку ви припаюєте одну сторону, потім перевертаєте плату та повторюєте процес. Цей метод добре працює для складних друкованих плат.
Як запобігти дефектам під час паяння оплавленням?
Ви контролюєте температурний профіль і використовуєте правильну паяльну пасту. Ви також перевіряєте плату за допомогою інспекційних інструментів. Ці кроки допоможуть вам уникнути поширені проблеми, такі як надгробки або перекриття.
Чому азот використовується в паянні оплавленням?
Ви використовуєте азот для зменшення окислення під час паяння. Цей газ допомагає отримати чистіші з'єднання та менше дефектів. Азот також покращує міцність паяних з'єднань.
Яка різниця між паянням оплавленням та хвильовою пайкою?
Для поверхневого монтажу деталей використовується паяння оплавленням. Хвилеве паяння найкраще підходить для деталей з наскрізними отворами. Для оплавлення використовується нагріта піч, тоді як для хвильового паяння використовується хвиля розплавленого припою.