
Контроль температури паяння під час складання друкованих плат означає, що ви контролюєте нагрівання на кожному кроці. Це допомагає створювати міцні паяні з'єднання. Це також захищає чутливі електронні деталі. Якщо використовувати занадто багато тепла, можна пошкодити деталі. Якщо використовувати занадто мало тепла, з'єднання можуть бути слабкими. Кожен крок паяння потребує ретельного контролю температури:
Стадія теплового профілю | Діапазон температур / швидкість | Тривалість / Нотатки |
|---|---|---|
Зона попереднього нагріву | 1-3°C за секунду | Повільно нагрівайте, щоб запобігти тепловому шоку |
Зона замочування | Температура залишається незмінною | 60-120 секунд для дії флюсу |
Зона оплавлення | пік 235-250°C | Паяльна паста плавиться для міцних з'єднань |
Зона охолодження | 3-10°C за секунду | Повільно охолоджуйте, щоб запобігти проблемам |
Якщо ви будете дотримуватися цих кроків, контроль температури паяння під час складання друкованих плат забезпечить безпеку та належну роботу ваших плат.
Ключові винесення
Ретельно контролюйте температуру паяння для створення міцних з'єднань. Це також допомагає захистити дрібні деталі на друкованих платах.
Використовуйте правильну температуру для кожного етапу паяння. Виберіть правильний діапазон для типу припою. Це допоможе запобігти ослабленню з'єднань або пошкодженню.
Спостерігайте за процесом паяння за допомогою спеціальних інструментів. Використовуйте такі речі, як термопрофілометри та термостатувальні праски. Ці інструменти допомагають підтримувати стабільну температуру.
Не використовуйте занадто багато або занадто мало тепла. Це допоможе запобігти таким проблемам, як поломка деталей. Це також запобігає поганому розтікання припою та зміщенню деталей з місця.
Змініть налаштування паяння відповідно до типу припою та товщини друкованої плати. Також враховуйте умови в приміщенні. Це допоможе створити плати, які добре працюють і служать довго.
Контроль температури паяння при складанні друкованих плат
Визначення
Контроль температури паяння під час складання друкованих плат означає, що ви стежите за нагріванням на кожному кроці. Ви використовуєте спеціальні інструменти для підтримки температури в потрібному діапазоні. Це допомагає розплавити припій рівно стільки, скільки потрібно для міцних з'єднань. Вам потрібно враховувати температуру плавлення припою. Вам також потрібно знати товщину друкованої плати. Деякі деталі чутливі до тепла та потребують додаткового догляду.
Ось таблиця, яка показує основні моменти щодо контролю температури паяння при складанні друкованих плат:
Аспект паяння | Опис |
|---|---|
Визначення | Ви контролюєте нагрівання, щоб розплавити припій та створити якісні з'єднання на друкованих платах. |
Основні фактори | Температура плавлення припою, товщина друкованої плати, чутливість деталі, метод паяння. |
Значення | Зупиняє такі проблеми, як слабкість суглобів, мостинг, або зламані деталі. Переконайтеся, що дошки щоразу виготовляються однаково. |
Загальні методи та діапазони температур | – Пакування: попереднє нагрівання 150-180°C, витримка 180-200°C, пікова температура пакування 230-250°C, контрольоване охолодження. |
Інструменти для контролю температури | Використовуйте праски з контрольованою температурою, печі оплавлення, машини для хвильового паяння та термічне профілювання. |
Наслідки неправильного контролю | Занадто низьке тепло послаблює з'єднання. Занадто високе тепло може зламати деталі або спричинити такі проблеми, як перемички та утворення надгробків. |
Оптимізація процесу | Слідкуйте за температурами плавлення припою. Використовуйте термічне профілювання. Подумайте про Дизайн друкованої плати щоб допомогти при спеці. |
Ви використовуєте спеціальні праски, печі та машини для підтримки стабільного нагрівання. Ви також перевіряєте температуру за допомогою інструментів для термічного профілювання. Ретельний контроль температури паяння допомагає запобігти холодним з'єднанням або поломкам деталей.
Значення
Вам потрібен контроль температури паяння під час складання друкованих плат, щоб ваші плати працювали добре та довго служили. Якщо ви не контролюєте температуру, ви можете отримати слабкі з'єднання або поламати деталі. Правильна температура дозволяє припою розтікається та покривати контактні площадки та виводи. Це забезпечує міцні та якісні з'єднання.
Дослідження показують, що контроль температури дуже важливий для міцності паяних з'єднань та терміну служби деталей. Якщо температура зміниться лише на 10°C, у паяних з'єднаннях методом перевернутого чіпа може виникнути деформація зсуву до 4%. Таке велике напруження може призвести до руйнування з'єднань лише після кількох сотень циклів. Високий нагрів також пришвидшує хімічні зміни в припої. Ці зміни, такі як ріст інтерметалідів та перекристалізація, роблять з'єднання слабшими. Якщо використовувати занадто мало тепла, припій погано тече. Це призводить до поганого змочування та слабких з'єднань.
Ви можете перевірити, наскільки добре припій покриває поверхню, за допомогою тесту на баланс змочування. Цей тест перевіряє силу та час, необхідні для покриття припоєм зразка за встановлених температур, зазвичай від 245°C до 255°C. Гарне змочування означає, що у вас правильна температура та міцні з'єднання.
Згідно з галузевими нормами, такими як IPC J-STD-002 та MIL-STD-883, необхідно покривати виводи та контактні площадки припоєм щонайменше 95%. Досягти цих норм можна лише за умови підтримки правильної температури паяння. Занадто висока температура може призвести до окислення та втрати матеріалу. Занизька температура може призвести до поганої пайки та слабких з'єднань.
Дослідження припоїв Sn-Zn показують, що вища температура паяння може покращити паяні з'єднання, зменшуючи кількість дефектів, таких як плаваючі шматочки та погане заповнення. Але якщо температура перевищує 250°C, починається більше окислення та втрата матеріалу. Це означає, що для досягнення найкращих результатів необхідно збалансувати температуру.
Також потрібно враховувати, як тепло передається по друкованій платі. Дослідження показують, що невеликий нахил плати під час паяння в парофазній фазі допомагає краще розподілити тепло. Це зменшує такі проблеми, як надгробки та рухомі деталі. Гарний контроль температури та правильний кут нахилу плати допомагають отримати кращі паяні з'єднання.
Порада: Завжди використовуйте правильні температурні діапазони для вашого припою та типу друкованої плати. Використовуйте термічне профілювання, щоб забезпечити безпеку вашого процесу.
Якщо ви добре контролюєте температуру паяння, ви запобігаєте дефектам, захищаєте свої деталі та забезпечуєте відповідність паяння галузевим правилам. Це забезпечує безпеку та надійність вашої продукції для ваших клієнтів.
Діапазон температур паяння
Загальні діапазони
Важливо знати правильну температуру паяння для кожного кроку. Більшість методів паяння використовують температуру від 180°C до 260°C. Цей діапазон плавить припій і створює міцні з'єднання. Він також забезпечує безпеку плати та деталей. Експерти перевіряють паяні з'єднання, нагріваючи та охолоджуючи їх від -40°C до +125°C. Це показує, чи витримає паяння в реальних умовах.
Паяльна піч має різні зони зі стабільним нагріванням. Кожна зона підтримує рівномірну температуру. Це допомагає припою плавитися та охолоджуватися правильним чином. Піч переміщує тепло за допомогою конвекції та теплопровідності. Кожна зона підтримує стабільну температуру. Це запобігає таким проблемам, як холодні з'єднання або надмірне нагрівання.
Процес пайки | Типовий діапазон температур |
|---|---|
Паяння відновлюють | 230°C – 250°C (пік) |
240 ° C - 260 ° C | |
Ручне паяння (на основі свинцю) | 330°C – 370°C (залізний наконечник) |
Ручне паяння (без свинцю) | 350°C – 400°C (залізний наконечник) |
Порада: Завжди використовуйте правильний температурний профіль для вашого процесу. Це допоможе вам отримати найкращі результати.
Ручне та машинне паяння
Паяти можна вручну або за допомогою апаратів. Для ручного паяння використовується паяльник. Ви налаштовуєте паяльник відповідно до типу припою. Для припою на основі свинцю встановіть температуру від 330°C до 370°C. безсвинцевий припій, використовуйте від 350°C до 400°C. Машинне паяння використовує печі або хвилі паяння. Ці машини контролюють нагрівання в кожній зоні. Це забезпечує стабільну температуру та краще паяння.
Матеріальні коригування
Вам потрібно змінити температуру паяння для вашого припою та плати. Різні припої плавляться за різної температури. Безсвинцевий припій потребує більше тепла, ніж припій на основі свинцю. Деякі плати товстіші або мають більше шарів. Їм потрібно більше тепла, щоб досягти потрібної температури. Дослідження показують, що вам слід змінювати температуру для кожної плати та припою. Якщо ви її не зміните, ви можете отримати слабкі з'єднання або дефекти. Використання правильної температури для ваших матеріалів забезпечує міцні та надійні з'єднання.
Наслідки поганого контролю температури паяння
Проблеми з високою температурою
Якщо використовувати занадто багато тепла, ваша друкована плата та деталі можуть пошкодитися. Висока температура паяння може призвести до перевищення допустимої температури паяння. Це може призвести до спалення, розплавлення або тріснуття мікросхем та дротів. Паяння без свинцю потребує більше тепла, тому додає більше напруги. Якщо перевищити температуру склування або точку плавлення, можна пошкодити плату та зробити її слабкою. Високе тепло також пришвидшує хімічні зміни. Всередині з'єднань можуть утворюватися крихкі шари. Ці зміни погіршують стан паяних з'єднань і можуть призвести до їх передчасного виходу з ладу.
Примітка: Надмірне нагрівання може спричинити провідні анодні нитки, напруження з'єднань дротів та руйнування корпусу. Ці проблеми погіршують паяння та можуть призвести до швидшего виходу плати з ладу.
Проблеми з низькими температурами
Якщо ви використовуєте занадто мало тепла, припій може неправильно розплавитися. Це означає, що припій погано тече або погано прилипає. Ви можете спостерігати сухе паяння, коли припій не покриває контактні площадки. Недостатнє нагрівання також може означати, що менше припою потрапляє до з'єднань. Це робить їх слабкими. Нерівномірне або низьке нагрівання може спричинити дефекти, такі як надгробки, коли деталі піднімаються, або перекіс, коли деталі рухаються під час паяння. Ці проблеми погіршують паяні з'єднання та можуть перешкодити роботі вашої плати.
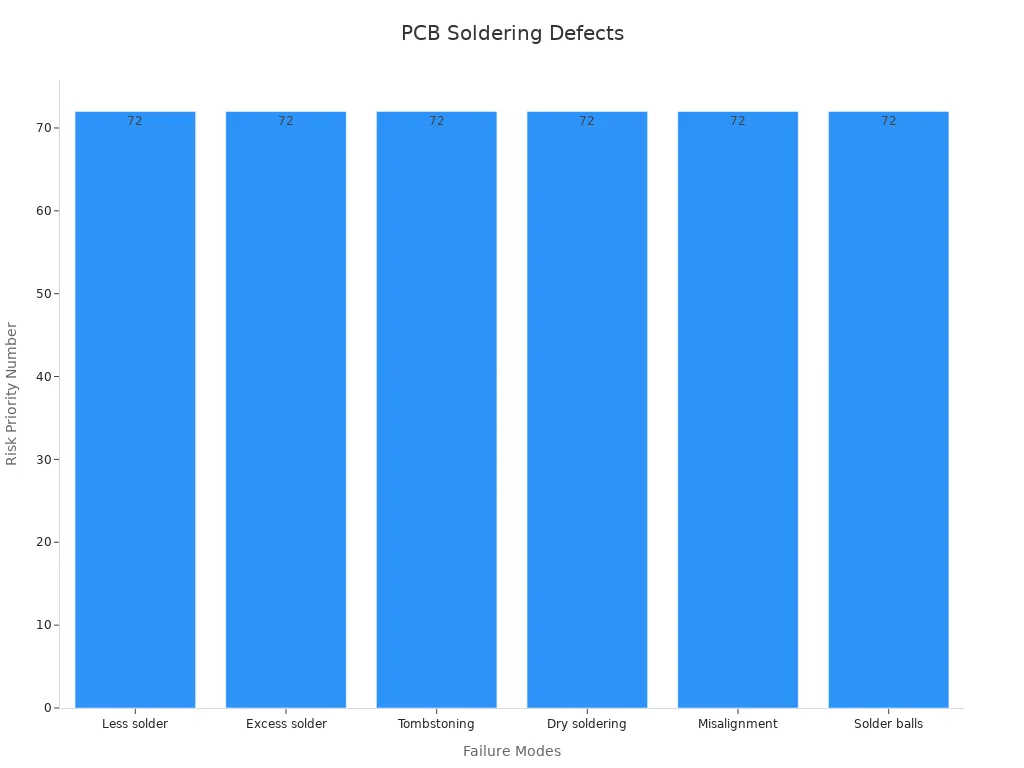
Ось таблиця, яка показує поширені проблеми, пов'язані з поганим контролем температури паяння:
Режим несправності | Опис | Номер пріоритету ризику (RPN) | Ефект |
|---|---|---|---|
Менше припою | Недостатньо припою на з'єднаннях | 72 | Функціональний збій |
Надлишок припою | Занадто багато припою призводить до перемичок та коротких замикань | 72 | Функціональний збій |
Надгробок | Нерівномірне нагрівання піднімає деталі з плати | 72 | Функціональний збій |
Сухе паяння | Погане зволоження через неправильну температуру | 72 | Функціональний збій |
Невідповідність | Деталі рухаються під час паяння | 72 | Функціональний збій |
Припійні кульки | Маленькі кульки припою спричиняють коротке замикання | 72 | Функціональний збій |
Ви можете бачити, що кожна проблема може призвести до неправильної роботи вашої дошки.
Вплив на надійність
Поганий контроль температури паяння не лише спричиняє швидкі проблеми. Він також знижує термін служби вашої друкованої плати. Якщо не контролювати температуру, ви отримаєте крихітні тріщини, розірвані схеми та шари, які розпадаються. Це робить паяні з'єднання слабкими, а вашу плату менш надійною. Дослідження показують, що близько 70% поломок електронних пристроїв пов'язані з проблемами упаковки, основною причиною яких є вихід з ладу паяних з'єднань. Значні перепади температури та швидке нагрівання або охолодження призводять до утворення крихких шарів у з'єднаннях. Це призводить до тріщин.
Такі випробування, як термоциклування та випробування на довговічність, показують, що поганий контроль температури призводить до втоми паяного з'єднання, розшарування та передчасного виходу з ладу деталей. Наприклад, перехід від -40°C до +125°C може призвести до появи крихітних тріщин та скорочення терміну служби плати. Волога та швидкі перепади температури також можуть зрушити метал та спричинити відшарування. Це робить плату ще слабшою.
Паяні мости і надгробки трапляються часто, коли ви не контролюєте тепло.
Недостатня кількість припою та деформація можуть вплинути на 12% плат.
Усі ці проблеми погіршують стан паяних з'єднань та знижують надійність ваших виробів.
Порада: Хороший контроль температури паяння допоможе вам зупинити ці проблеми і забезпечує тривалішу роботу ваших дощок.
Методи контролю температури паяння
Інструменти та обладнання
Вам потрібні правильні інструменти для безпечного паяння. Використовуйте паяльники з регульованою температурою для ручного паяння. Ці паяльники дозволяють вибрати правильну температуру для вашої роботи. Такі машини, як печі оплавлення та системи хвильового паяння Використовуйте датчики. Ці датчики допомагають підтримувати стабільний нагрів. Завжди перевіряйте свої інструменти за допомогою регулярного калібрування. Калібрування гарантує, що жало нагрівається так само, як ви його встановлюєте. Якщо ви змінюєте жало або нагрівач, перевірте інструмент ще раз. Деякі паяльники мають мікропроцесори. Вони підтримують стабільний нагрів, навіть якщо ви замінюєте жало.
Тип складання | Оптимальний температурний діапазон (°C) | Примітки щодо контролю температури та використання обладнання |
|---|---|---|
Монтаж через отвір | 310 - 380 | Використовуйте паяльник з регульованою температурою для стабільного нагрівання. |
250 - 270 | Нижча температура захищає чутливі деталі; точний контроль є ключовим. | |
Пайка дроту | 350 - 400 | Потрібна вища температура; контроль температури запобігає пошкодженню. |
Порада: Завжди використовуйте правильний інструмент для паяння. Це допоможе вам запобігти пошкодженню та створити міцні з’єднання.
Моніторинг процесу
Ви повинні стежити за процесом паяння, щоб підтримувати правильний нагрів. Використовуйте термопари для перевірки нагріву в різних місцях. Це допоможе вам побачити, чи рівномірний нагрів. Складіть контрольні діаграми для відстеження температури. Ці діаграми показують, чи безпечний нагрів. Якщо ви помітили проблему, ви можете швидко її виправити. Використовуйте панелі керування в режимі реального часу, щоб спостерігати за процесом паяння. Автоматизовані датчики допомагають збирати дані та бачити зміни. Ви також можете використовувати тести, такі як аналіз балансу змочування. Цей тест перевіряє, чи добре тече припій за встановленої температури.
Виберіть ключовий фактор, за яким слід стежити, наприклад, нагрівання паяння.
Збирайте дані за допомогою датчиків під час паяння.
Встановіть безпечні межі на основі старих результатів.
Слідкуйте за змінами або проблемами.
Виправте будь-які проблеми, щоб забезпечити безпеку.
Фактори навколишнього середовища
Кімната може змінити те, як працює паяння. Температура в кімнаті, вологість та потік повітря мають значення. Якщо в кімнаті холодно, плата охолоджується занадто швидко. Якщо в кімнаті спекотно, можливо, вам доведеться зменшити встановлену температуру. Гарний потік повітря допомагає підтримувати рівномірний нагрів. Завжди перевіряйте кімнату, перш ніж розпочати паяння. Змініть налаштування, якщо температура в кімнаті сильно змінюється. Це допоможе вам забезпечити стабільність паяння та міцність з'єднань.
Примітка: Слідкуйте за змінами в кімнаті. Навіть невеликі зміни можуть вплинути на те, як плавиться та тече припій.
Ви допомагаєте забезпечити міцність та довговічність ваших друкованих плат. Дослідження показують, що зі зменшенням розмірів електроніки та збільшенням її обсягу паяні з'єднання піддаються більшому навантаженню та нагріванню. Ретельне спостереження за температурою допомагає запобігти появі тріщин, порожніх місць та інших проблем. Якщо ви дотримуєтеся правил, таких як IPC-7530A, та використовуєте хороші інструменти для вимірювання температури, ви захищаєте свої деталі та отримуєте кращі результати. Завжди використовуйте правильні температурні діапазони, щоб ваші плати були безпечними та добре працювали протягом тривалого часу.
FAQ
Що станеться, якщо використовувати неправильну температуру паяння?
Якщо використовувати неправильну температуру, з’єднання можуть ослабнути або деталі пошкодитися. Надмірне нагрівання може спалити компоненти. Занадто низьке нагрівання може призвести до поганого з’єднання. Завжди перевіряйте налаштування перед початком роботи.
Як дізнатися правильну температуру паяння для вашого проекту?
Вам слід перевірити тип припою та матеріал дошкиПерегляньте інструкцію виробника. Використовуйте таблицю теплового профілю. Це допоможе вам вибрати найкращу температуру для міцних та безпечних з'єднань.
Чи можна використовувати однакову температуру для всіх паяльних робіт?
Ні, не можна. Різні припої та плати потребують різної температури. Безсвинцевий припій потребує більше тепла, ніж свинцевий. Товсті плати можуть потребувати вищих температур. Завжди налаштовуйте параметри для кожного завдання.
Чому кімнатна температура має значення під час паяння?
Температура в кімнаті впливає на швидкість нагрівання та охолодження плати. Якщо в кімнаті занадто холодно або занадто спекотно, можливо, вам доведеться змінити налаштування паяння. Гарний потік повітря також допомагає підтримувати рівномірну температуру.


