Pro připojení součástek k desce plošných spojů se používá proces pájení reflow. Tato metoda zahřívá pájecí pastu, dokud se neroztaví. Roztavená pasta drží součástky na místě. Mnoho společností volí proces pájení reflow pro desky plošných spojů. Funguje dobře s malými součástkami a poskytuje přesné výsledky. Je také vhodný pro automatizaci. Proces pájení reflow má několik kroků. Nejprve se nanese pájecí pasta. Poté se umístí součástky. Poté se deska předehřeje. Poté se deska namočí. Dále se pájka reflow. Nakonec se deska ochladí. Musíte si dávat pozor na vady a nové technologie. Mohou se vyskytnout problémy, jako je tombstoning nebo zvednuté kontaktní plošky.
Zde jsou některé běžné vady, které můžete pozorovat při procesu pájení reflow:
Typ defektu | Popis |
|---|---|
Posun komponenty | Vývody a kontaktní plošky se nesrovnávají, protože se součástky během ohřevu pohybují. |
Náhrobní kameny | Jeden konec čipu se zvedne, zatímco druhý zůstává připájený. K tomu dochází v důsledku nerovnoměrného ohřevu. |
Přeskočená pájka | Žádná pájka na kontaktní plošce nebo vodiči. To může způsobit přerušení obvodu. |
Zvednutá podložka | Měděné kontaktní plošky se z desky plošných spojů odlupují v důsledku přílišného tepla nebo namáhání. |
Dýchací otvor/dírka | Malé otvory v pájených spojích způsobené zachyceným plynem. Tyto otvory zeslabují spoj. |
Kontaminace/chemické zbytky | Zbytky chemikálií mohou poškodit kov a způsobit problémy s obvody. |
Zlomený pájený spoj | Pájené spoje praskají v důsledku změn teploty nebo třesení. |
Přerušení drátu | Dráty se v pájených spojích lámou v důsledku ohýbání nebo nárazu. |
Ztráta tepla | Pájené spoje se dostatečně nezahřívají, protože teplo odchází příliš rychle. To brání správnému pájení. |
Proces pájení reflow při osazování desek plošných spojů
Co je proces pájení reflow?
Pro připojení součástek k desce plošných spojů se používá proces pájení reflow. Nejprve se na kontaktní plošky nanese pájecí pasta. Pasta drží součástky na místě před zahřátím. Poté se součástky umístí na desku. Ujistí se, že se shodují s kontaktními ploškami. Poté se deska plošných spojů zahřeje v reflow peci. Pájecí pasta se roztaví a spojí kontaktní plošky a součástky. Po vychladnutí se deska zkontroluje, zda na ní nejsou žádné problémy. Tento proces pomáhá vytvářet silné a kvalitní pájené spoje.
Hlavní kroky procesu pájení reflow:
Naneste pájecí pastu na desky plošných spojů pomocí šablony.
Umístěte díly na desku a zarovnejte je.
Zahřejte desku plošných spojů v reflow peci, aby se roztavila pájecí pasta a spojily se součástky.
Zkontrolujte desku, zda na ní nejsou problémy, a ujistěte se, že je v pořádku.
Proč používat pájení reflow pro desky plošných spojů?
Pájení reflow se u desek plošných spojů volí, protože funguje dobře s malými a choulostivými součástkami. Tato metoda umožňuje lépe kontrolovat teplo, a tím chránit součástky. Pájení reflow je nejlepší pro... Technologie povrchové montáže (SMT), který se hojně používá při osazování nových desek plošných spojů. Když se podíváte na pájení reflow a pájení vlnou, vidíte několik velkých rozdílů:
Vzhled | Pájení přetavením | Pájení vlnou |
|---|---|---|
Pracovní princip | Díly se nanášejí na desku plošných spojů a pájecí pasta se zahřívá v reflow peci. | Desky plošných spojů s díly se přesouvají do vlnového pájecího stroje, kde se používají pájecí vlny. |
Scénáře použití | Používá se převážně pro SMT montáž. | Používá se hlavně pro montáž do průchozích otvorů (THT). |
Potřeby pájení | Umožňuje lepší svařování s kontrolovaným teplem. | Vytváří hodně tepla, které může poškodit citlivé části těla. |
Složitost pájení | Potřebuje složitější stroje a ovládací prvky. | Snadnější nastavení, stačí změnit nastavení svařování. |
Výhody | Skvělé pro SMT, menší tepelný šok a menší potřeba pracovníků. | Šetří čas, snižuje náklady a vytváří silné pájené spoje. |
Hlavní výhody
Použitím procesu pájení reflow získáte mnoho výhod:
Díky kontrolovanému zahřívání a chlazení získáte úhledné a rovnoměrné pájené spoje.
Můžete vyrobit spoustu desek plošných spojů najednou, takže pracujete rychleji a lépe.
Stroje dělají práci, takže lidé dělají méně chyb a vy toho opravujete méně.
Dobré pájení reflow vytváří hladké spoje, které jsou odolné proti elektřině a drží součástky.
Změnou teploty a použitím dusíku získáte méně problémů a lepší desky.
Díky těmto výhodám je proces pájení reflow nejlepší volbou pro montáž nových desek plošných spojů.
Fáze procesu pájení reflow
Proces pájení reflow má mnoho kroků. Každý krok pomáhá vytvořit silné spojení na desce plošných spojů. Pokud budete postupovat podle každého kroku, můžete předejít problémům a vylepšit sestavu.
Aplikace pájecí pasty
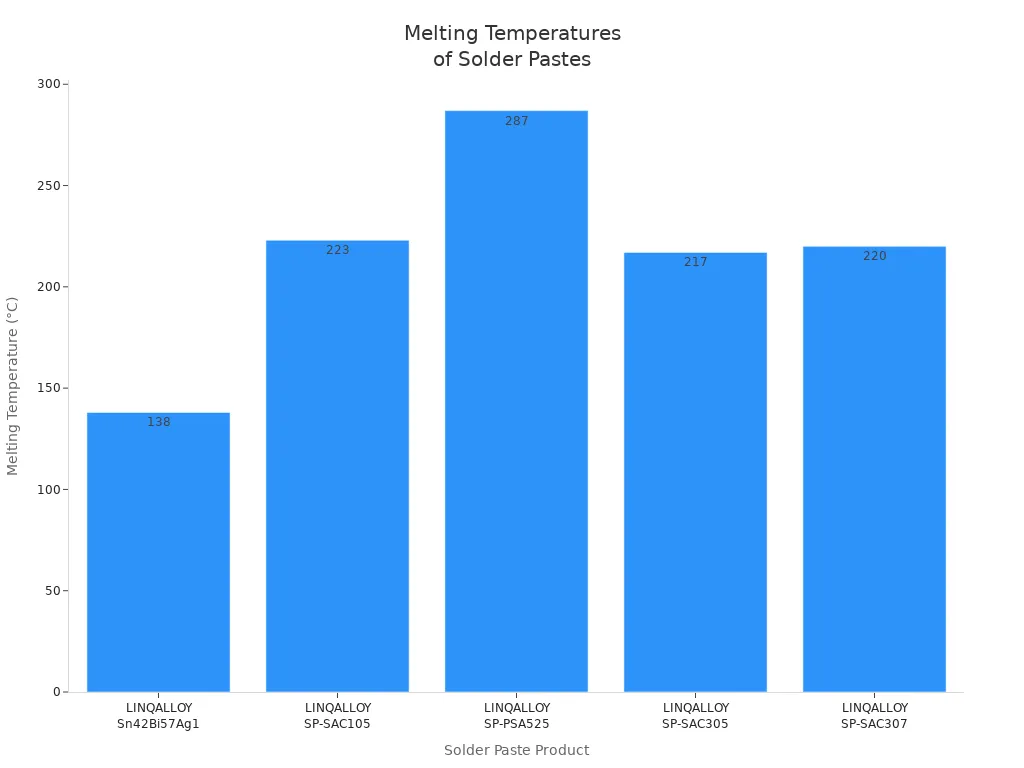
Nejprve nanesete na desku plošných spojů pájecí pastu. Pasta obsahuje drobné kovové částice a tavidlo. Před zahřátím drží součástky pro povrchovou montáž a další součástky. Pomocí šablony nanesete pastu pouze na požadované kontaktní plošky. Druh pájecí pasty, který si vyberete, ovlivní, jak se věci budou vyvíjet a jak dobrý bude výsledek. Zde je tabulka s některými pájecími pastami a jejich funkcemi:
Produktový vývoj | Popis | Slitina | Distribuce velikosti částic | Viskozita (mPA·s) | Teplota tání | Doba použitelnosti |
|---|---|---|---|---|---|---|
SLITINA LINQALLOY Sn42Bi57Ag1 | Nízkoeutektická pájecí pasta pro montáž LED diod | Sn42Bi57Ag1 | Typ 3, 4 | - | 138 ° C | 6 měsíců při 5°C |
LINQALLOY SP-SAC105 | Pájecí pasta bez obsahu olova určená pro technologii povrchové montáže (SMT) | SAC105 | Typ 3, 4, 5 | 200 | 223 ° C | 6 měsíců při 5°C |
LINQALLOY SP-PSA525 | Pájecí pasta s vysokým obsahem olova určená pro procesy dávkování a upevňování matric bez ucpávání | Pb92.5Sn5Ag2.5 | Typ 3, 4, 5 | 130 - 170 | 287 ° C | 6 měsíců při 5°C |
LINQALLOY SP-SAC305 | Pájecí pasta bez obsahu olova určená pro technologii povrchové montáže (SMT) | SAC305 | Typ 3, 4 | 160 - 230 | 217 ° C | 6 měsíců při 5°C |
LINQALLOY SP-SAC307 | Pájecí pasta bez obsahu olova určená pro technologii povrchové montáže (SMT) | SAC307 | Typ 3, 4, 5 | 190 - 230 | 220 ° C | 6 měsíců při 5°C |
Pro pájecí pastu si také můžete vybrat různé typy tavidlů:
Tavidla na bázi kalafuny používají přírodní kalafunu a vyžadují speciální čisticí prostředky.
Ve vodě rozpustné tavidla používají organické látky a smývají se vodou nebo jinými čisticími prostředky.
Tavidlo bez čištění po sobě nezanechává téměř nic a je nejlepší pro čistá místa.
Výběr správné pájecí pasty a tavidla vám pomůže dosáhnout dobrých spojů a silného pájení.
Umístění součástek na desce plošných spojů
Po nanesení pájecí pasty přidáte součástky na desku plošných spojů. Zde musíte být velmi opatrní. Pokud součástku umístíte na nesprávné místo, můžete mít slabé spoje nebo problémy. Většina továren používá stroje k... umístěte díly pro povrchovou montáž a další díly. Tyto stroje jsou velmi přesné. Například systém umístění by měl být s přesností ±0.001″. Tolerance XY je obvykle ±0.2 mm. Musíte se také ujistit, že vývody každého dílu zakrývají kontaktní plošky. Pravidla IPC-A-610 a J-STD-001 říkají, že je potřeba alespoň poloviční překrytí a někdy až tři čtvrtiny u desek, které musí vydržet dlouho.
I malá chyba, jako je posunutí součástky o 0.1 mm, může způsobit špatné pájení nebo zkraty. Aby vaše deska plošných spojů fungovala správně, musíte zkontrolovat směr a polohu každé součástky.
Předehřívání a namáčení
Dále vložíte desku plošných spojů do reflow pece pro předehřátí a namáčení. Pomalu zahřejete desku a součástky, abyste je připravili na pájení. Tento krok zabrání tepelnému šoku a umožní tavidlu působit. Použité teplo závisí na použité pájecí pastě. Zde je tabulka s normálními rozmezími:
Typ pájky | Rozsah teplot předehřívání | Rozsah teplot namáčení |
|---|---|---|
Olovnatý | 25 ° C až 150 ° C | 150 ° C až 200 ° C |
Bezolovnaté | Až do 180 ° C | 180 ° C až 220 ° C |
Předehřev se obvykle nastavuje mezi 120 °C a 160 °C. Fáze namáčení se pohybuje od 160 °C do 180 °C. Pro bezolovnaté pájení můžete použít předehřev od 150 °C do 190 °C a namáčení kolem 217 °C. Pokud teplotu dobře regulujete, pájecí pasta se roztaví rovnoměrně a vyhnete se problémům.
Fáze přetavení
Nejdůležitější částí je fáze přetavování. Desku plošných spojů zahříváte, dokud pájecí pasta se taví a vytváří pevné spoje mezi kontaktními ploškami a součástkami. Teplotní profil je zde velmi důležitý. Musíte dosáhnout správné maximální teploty a udržet ji po správnou dobu. Příliš mnoho tepla může poškodit součástky nebo způsobit praskliny. Nedostatečné teplo znamená, že se pájka úplně neroztaví a spoje budou slabé.
Nejvyšší teplota a doba, po kterou ji udržujete, ovlivňují kvalitu pájených spojů.
Příliš dlouhé držení může rozložit materiály a zvýšit pravděpodobnost selhání.
Abyste dosáhli pevných a bezpečných spojů, musíte pečlivě sledovat teplotu.
Chlazení
Po přetavení je třeba desku plošných spojů ochladit. Chlazení ztvrdne a zesílí pájené spoje. Musíte kontrolovat rychlost chlazení, abyste zabránili tepelnému šoku a udrželi součásti v bezpečí. Nejlepší rychlost chlazení je 3–6 °C za sekundu. Pokud ochlazujete příliš pomalu, v pájce se objeví velká zrna, což oslabí spoje. Pokud ochlazujete příliš rychle, můžete ohnout součásti nebo spoje prasknout.
Tip: Udržování stabilní rychlosti chlazení vám pomůže dosáhnout silných pájených spojů a kvalitních desek plošných spojů. Vždy sledujte krok chlazení, abyste předešli problémům.
Každý krok procesu pájení reflow je důležitý pro to, aby vaše deska plošných spojů fungovala správně. Pokud budete věnovat pozornost pájecí pastě, umístění součástek, regulaci teploty a chlazení, můžete vytvořit pevné spoje a zabránit běžným problémům.
Výhody desek plošných spojů
Přesnost a automatizace
Pájení reflow vám pomůže umístit díly velmi přesněStroje nanášejí pájecí pastu pouze tam, kde je potřeba. To je dobré pro desky s mnoha malými součástkami. Pec udržuje stabilní teplotu, takže součástky se příliš nezahřívají ani nechladí. To pomáhá předcházet chybám a vytváří silné spoje. Malé součástky můžete přidávat pomocí tenkých vývodů, aniž byste museli vytvářet pájecí můstky. Automatizace používá k umisťování součástek na desku stroje typu „pick-and-place“. Tyto stroje pracují rychle a nedělají mnoho chyb. Speciální kontrolní stroje hledají problémy. To vám pomůže zjistit, zda je vaše deska dobře vyrobena.
Pájecí pasta se dostane přesně tam, kam má, na drobné součástky.
Stálé teplo zastavuje stres a snižuje počet chyb
Stroje Pick-and-Place umisťují díly na správná místa
Inspekční stroje odhalují problémy včas
Škálovatelnost
Pájení reflow vám umožní rychle vyrobit mnoho desek. Pokud potřebujete tisíce desek, stroje vám pomohou pracovat rychle. Tento proces můžete použít pro velké dávky nebo jen pro několik desek. Když vyrobíte více desek, každá z nich stojí méně. Zde je tabulka, která ukazuje, jak vám reflow pomůže vyrobit více desek:
Škálovatelnost | Vhodné pro více než 10,000 XNUMX desek | Vhodné pro malé dávky nebo méně než 1,000 XNUMX desek |
|---|---|---|
Výroba Speed | Rychlejší se stroji | Pomalejší, často ručně |
Cena za jednotku | Nižší, když hodně vyděláte | Vyšší, když jich vyrobíte jen pár |
Flexibilita
Pájení reflow funguje pro mnoho druhů desek plošných spojů. Je skvělé pro technologii povrchové montáže. Umožňuje vám umístit součástky přímo na desku. Můžete použít různé typy pouzder v jednom kroku. Díky tomu je reflow vhodné pro novou elektroniku, která vyžaduje pečlivou práci. Můžete stavět desky s součástkami na obou stranách a kombinovat mnoho typů součástek v jednom procesu.
Tip: Pájení reflow umožňuje navrhovat desky s velkým množstvím součástek a těsnými prostory.
Spolehlivost
Pájení reflow umožňuje silné a bezpečné spojeTrouba udržuje teplotu tak akorát pro vytvoření dobrých spojů. Desku můžete otestovat pomocí testů tepelným šokem. Tím se zkontroluje, zda spoje zůstanou pevné i při změně teploty. Tenká vrstva ve spoji jej zesílí. Pokud je vrstva příliš silná, spoj se může zlomit. Pájení reflow pomáhá udržet vrstvu tenkou, takže deska vydrží déle.
Zkoušky tepelným šokem kontrolují, zda jsou spoje pevné
Tenké vrstvy ve spojích je zlepšují
Stálé vytápění a chlazení vytváří pevná spojení
Prevence vad při pájení reflow
Chcete, aby vaše deska plošných spojů vydržela dlouho. Musíte zabránit vzniku vad během pájení reflow. Tato část vysvětluje, jak regulovat teplotu, vybírat pájecí pastu, kontrolovat desky, používat dusík a řešit problémy. Každý krok vám pomůže vytvořit silné spoje a lepší desky plošných spojů.
Teplotní profilování
Teplotu musíte sledovat v každém kroku. Dobrá regulace teploty zabraňuje vadám a chrání vaši desku plošných spojů. Ke kontrole teploty na desce se používají speciální nástroje. Zde je několik tipů:
Během předehřívání pomalu zvyšujte teplotu. Udržujte rychlost náběhu mezi 0.5 °C a 2.0 °C za sekundu. Tím se zastaví tepelný šok a spustí se působení tavidla.
Podržte namáčecí fázi při teplotě 150 °C až 180 °C po dobu 60–120 sekund. Tím se teplo udrží rovnoměrně na desce plošných spojů.
Nastavte vrchol přetavovacího stupně o 20–30 °C nad bodem tání pájky. Udržujte dobu nad bodem likvidu (TAL) mezi 30–90 sekundami.
Desku ochlazujte rychlostí 2–4 °C za sekundu. To pomáhá vytvářet pevné spoje.
Pro získání správných tepelných dat používejte kvalitní termometry.
Zkontrolujte více než jednu desku, abyste zjistili, zda se trouby liší.
Sledujte a často měňte profily, aby výsledky zůstaly stabilní.
Vždy si přečtěte datový list pájecí pasty, kde najdete informace o speciálních teplotních požadavcích.
Tip: Pečlivá regulace teploty vám pomůže zabránit vzniku vad a udrží vaši desku plošných spojů v dobrém stavu.
Pájecí pasta a tavidlo
Pro vaši desku plošných spojů je třeba vybrat nejlepší pájecí pastu a tavidlo. Typ pájecí pasty ovlivňuje, jak dobře pájení funguje a kolik defektů vznikne. Podívejte se na slitinu, typ prášku a mikrostrukturu. Sférický prášek s nízkým obsahem oxidu vytváří lepší spoje. Přizpůsobte pájecí pastu velikosti desky a kontaktních plošek. Prášky typu 3 až typu 6 fungují pro různé velikosti kontaktních plošek a pomáhají zabránit přemostění.
Míru vad při tisku pájecí pasty může ovlivnit mnoho faktorů. Zde je tabulka, která ukazuje, na čem záleží nejvíc:
Úroveň | Popis faktoru |
|---|---|
1 | Tvar otvoru šablony podle toho, jak je vyroben |
2 | Pájecí pasta odpovídající |
3 | Vlivy čekací doby |
4 | Výběr materiálu stěrky |
5 | Nastavení tiskového stroje |
6 | Nastavení pájení reflow |
Také je třeba vybrat správné tavidlo. Tavidlo na bázi kalafuny vyžaduje speciální čištění. Ve vodě rozpustné tavidlo se smývá vodou. Tavidlo, které se nečistí, po sobě téměř nic nezanechává. Správná pájecí pasta a tavidlo vám pomohou dosáhnout pevných spojů a menšího počtu vad.
Inspekční metody
Po pájení musíte zkontrolovat desku plošných spojů, abyste včas odhalili problémy. K vyhledávání vad se používají různé způsoby. Zde je tabulka, která ukazuje nejběžnější způsoby:
Inspekční metoda | Popis |
|---|---|
Vizuální kontrola | Lidé hledají vady pouhým okem. |
Automatická optická kontrola (AOI) | Kamery a software nacházejí chybějící pájku a vadné součástky. |
Rentgenová inspekce | Nachází skryté problémy, jako jsou dutiny a pájené můstky uvnitř desky plošných spojů. |
Funkční testování | Ihned po sestavení zkontroluje, zda deska plošných spojů funguje. |
AOI používá kamery k nalezení chybějících dílů a špatných spojů. Rentgenové snímky prohlížejí vnitřek desky plošných spojů, aby odhalily praskliny a díry. Funkční testování kontroluje, zda deska plošných spojů funguje. Tyto metody se používají k odhalení problémů dříve, než se zhorší.
Řízená atmosféra
Během pájení reflow můžete použít dusík. Dusík vám pomůže vytvořit lepší spoje a pevnější desky. Zde je tabulka, která ukazuje jeho výhody:
Prospěch | Popis |
|---|---|
Tvorba oxidů | Dusík snižuje množství oxidů během pájení. |
Zlepšení smáčivosti | Pájka lépe teče a vytváří pevnější spoje. |
Snížené vady | Máte méně problémů, jako je špatná pájka a přemostění. |
Flexibilita při výběru tavidla | Můžete použít více typů tavidel, protože vzduch je regulovaný. |
Požadavky po čištění | Po pájení strávíte méně času čištěním. |
Vyšší spolehlivost | Pájení v dusíku prodlužuje životnost vaší desky plošných spojů. |
Poznámka: Použití dusíku při pájení reflow pomáhá vytvářet pevné spoje a snižuje míru vad.
Běžné závady a řešení
Na desce plošných spojů se mohou vyskytnout problémy, jako je tvorba náhrobků, přemostění a dutiny. Tyto problémy můžete vyřešit pomocí osvědčených kroků. Zde je seznam řešení:
Otvory v šabloně by měly mít velikost 80-90 % velikosti kontaktní plošky a měly by odpovídat rozvržení desky plošných spojů.
Kontrolujte množství pájecí pasty. Pro malé díly použijte šablonu o tloušťce 0.1–0.15 mm, abyste zabránili nadměrnému nanesení pasty.
Změňte profil přetavování. Při předehřívání použijte pomalou rychlost náběhu (1–3 °C za sekundu), abyste zabránili rychlému tavení pájky.
Zkontrolujte umístění dílu. Pro přesné umístění použijte kvalitní ukládací stroje typu pick-and-place.
Vyvažte profil přetavení. Nastavte předehřev na 150–180 °C po dobu 60–90 sekund, aby se teplo rovnoměrně rozložilo.
Vytvořte stejnou konstrukci podložek. Ujistěte se, že podložky pod díly mají stejnou velikost a tvar.
Zkontrolujte pájecí pastu na ploškách. Pomocí nástrojů SPI se ujistěte, že je pasta rovnoměrně nanesena na obě plošky.
Zlepšete umisťování. Kalibrujte stroje typu „pick-and-place“ pro umisťování dílů s přesností ±0.05 mm.
Postupujte podle těchto kroků zastavit běžné vady a udržujte svou desku plošných spojů v dobrém stavu. Dobrá kontrola pájecí pasty, teploty, kontroly a dusíku vám pomůže vytvářet pevné spoje a lepší desky plošných spojů.
Inovace v procesu pájení reflow
Nové technologie neustále mění způsob, jakým lidé vyrábějí desky plošných spojů. V současné době dochází k velkým vylepšením v oblasti pájení reflow. Mezi novinky patří vakuové reflow, chytré pece a zmenšování součástek. Tyto změny pomáhají vytvářet lepší spoje. Také prodlužují životnost desek plošných spojů. Menší součástky pro povrchovou montáž se používají častěji.
Vakuové přetavování
Vakuové reflow využívá speciální komoru pece. Tato komora během pájení odvádí vzduch a plyny. Pomáhá snížit množství dutin v pájených spojích na pouhých 1–2 %. Díky vakuovému reflow jsou spoje pevnější. Teplo se lépe šíří deskou. To je důležité pro auta a letadla. Vaše deska plošných spojů vydrží déle a zvládne větší namáhání. Méně slabých míst znamená lepší výkon.
Tip: Vakuové reflow pomáhá dosáhnout silných a spolehlivých spojů. Je skvělé pro povrchově montované součástky.
Chytré trouby
Chytré trouby vám dávají větší kontrolu nad pájením. Používají senzory, které neustále sledují teplotu. Problémy se u těchto troub odhalují brzy. V tabulce níže si můžete prohlédnout, jak chytré trouby zabraňují vadám:
Typ poruchy | Dopad na kvalitu | Tipy na prevenci |
|---|---|---|
Porucha ohřívače | Špatné pájení, poškozené součástky | Zkontrolujte topení, používejte upozornění v reálném čase |
Kalibrační posun dopravníku | Více vad, jako je přemostění | Často kalibrujte, sledujte rychlost dopravníku |
Problém s tepelným únikem | Nekonzistentní pájení, poškození desky plošných spojů | Sledujte teplotní zóny, vyhýbejte se velkým teplotním rozdílům |
Nesrovnalosti v proudění vzduchu | Nespolehlivé pájení, více poruch | Vyčistěte filtry, změřte přenos tepla |
Selhání chladicího systému | Více škod, nákladné přepracování | Udržujte chladicí systém v čistotě, monitorujte chladicí zóny |
Chytré trouby Udržujte stabilní teplotu v rozmezí ±2 °C. To vám zajistí dobré výsledky a méně problémů. Včasným řešením problémů ušetříte čas a peníze.
Miniaturizace pro osazování desek plošných spojů
Zmenšení rozměrů součástek změnilo montáž desek plošných spojů. Nyní se používají drobné kontaktní plošky a malé součástky pro povrchovou montáž. Také usazeniny pájky jsou menší. Někdy se vytvoří pouze jedno pájecí zrno. To může zeslabit spoje. Abyste to napravili, musíte ochlazovat rychleji, nad 2 °C za sekundu. Pomáhají i nové receptury pájecích past.
Na každou desku plošných spojů se vejde více součástek pro povrchovou montáž.
Body pájecí pasty jsou menší, takže ovládání musí být přesné.
Stroje Pick and Place používají dva pruhy pro rychlejší pohyb.
Provozní teploty jsou vyšší, zejména u bezolovnaté pájky.
Chemické složení pájecí pasty se změnilo pro vysoké teploty.
Můžete stavět složitější desky a pracovat rychleji. Tyto změny vám pomohou splnit potřeby nové elektroniky. Nyní záleží na každém milimetru.
Poznámka: Globální trh s reflow pecemi rychle roste. To ukazuje, jak důležité jsou tyto nové nápady pro výrobu desek plošných spojů.
Pájení reflow se používá k výrobě pevných desek plošných spojů pro novou elektroniku. Tento proces umožňuje velmi dobře kontrolovat teplotu. Pomáhá dosáhnout pevných pájených spojů a méně problémů.
Opatrný regulace teploty chrání součásti před poškozením.
Dobrá pájecí pasta a tavidlo pomáhají lépe přilnout součástkám.
Kontrola desek a použití dusíku prodlužuje jejich životnost.
Chytré trouby a stroje pomáhají předcházet chybám.
Elektronika je stále menší a její výroba je stále obtížnější. Pro vyřešení těchto problémů a prodloužení životnosti produktů byste měli zvolit pájení reflow.
Nejčastější dotazy
Jaký je hlavní účel pájení reflow?
Pro připevnění elektronických součástek k desce se používá pájení reflow. Tento proces roztaví pájecí pastu a vytvoří silná spojeníPomáhá vám vytvářet spolehlivé a vysoce kvalitní desky pro mnoho zařízení.
Lze použít pájení reflow pro obě strany desky plošných spojů?
Ano, můžete použít pájení reflow na obou stranách. Nejprve připájíte jednu stranu, poté desku otočíte a postup opakujete. Tato metoda funguje dobře pro složité desky plošných spojů.
Jak předcházíte vadám během pájení reflow?
Řídíte teplotní profil a používáte správnou pájecí pastu. Desku také kontrolujete pomocí inspekčních nástrojů. Tyto kroky vám pomohou vyhnout se běžné problémy, jako je pokládání náhrobků nebo přemostění.
Proč se při pájení reflow používá dusík?
Dusík se používá ke snížení oxidace během pájení. Tento plyn pomáhá dosáhnout čistších spojů a menšího množství vad. Dusík také zlepšuje pevnost pájených spojů.
Jaký je rozdíl mezi pájením reflow a vlnou?
Pro povrchově montované součásti se používá pájení reflow. Vlnové pájení funguje nejlépe pro součásti s průchozími otvory. Reflow využívá vyhřátou pec, zatímco vlnové pájení používá vlnu roztavené pájky.