Prodhimi i PCB-ve përdor shumë mënyra për të kontrolluar cilësinë në pllakat e qarqeve të shtypura. Procesi i inspektimit përfshin kontrolle vizuale, testime elektrike dhe matje automatike me lazer. Inspektimi i PCB-së ndodh në kohë të ndryshme gjatë prodhimit. Inspektimi i pllakës së zhveshur gjen probleme para montimit. Inspektimi i PCB-së së montuar shqyrton nyjet e saldimit dhe vendet ku vendosen pjesët. Këta hapa ndihmojnë në ndalimin e defekteve në PCB dhe i bëjnë ato të funksionojnë më mirë. Metodat e inspektimit janë shumë të rëndësishme në çdo pjesë të prodhimit si të pllakave të zhveshura ashtu edhe të PCB-ve të montuara.
Ndërmarrjet kryesore
Inspektimi i hershëm i PCB të zhveshura përdor teste elektrike dhe matje me lazer. Kjo ndihmon në gjetjen e problemeve para montimit. Kursen kohë dhe para.
Inspektimet vizuale të automatizuara me inteligjencë artificiale i dallojnë shpejt defektet e vogla. Ato e bëjnë këtë më mirë sesa kontrollet manuale. Kjo përmirëson cilësinë dhe zvogëlon mbeturinat.
Inspektimet e montimit si AOI, SPI dhe X-ray punojnë së bashku. Ato gjejnë probleme sipërfaqësore dhe të fshehura. Kjo siguron që nyjet e saldimit janë të forta. Gjithashtu kontrollon që pjesët janë në vendin e duhur.
Testet elektrike, si testimi brenda qarkut dhe testimi me sondë fluturuese, kontrollojnë nëse PCB-të funksionojnë siç duhet. Ata sigurohen që PCB-të përmbushin standardet e industrisë përpara se të dërgohen.
Inspektimet përfundimtare dhe dokumentacioni i mirë mbrojnë cilësinë e produktit. Ato ndihmojnë me pajtueshmërinë. Ato gjithashtu ndihmojnë prodhuesit të bëjnë dizajne më të mira të PCB-ve në të ardhmen.
Inspektimi i Prodhimit të PCB-ve
Testimi i bordit të zhveshur
Testimi i tabelës së zhveshur Kontrollon tabelat e qarqeve të shtypura para se të shtojë pjesë. Ky hap ndihmon në gjetjen e problemeve në fazat e hershme të procesit të prodhimit të PCB-së. Sondat elektrike përdoren për të kërkuar qarqe të hapura dhe qarqe të shkurtra. Këto teste sigurohen që çdo gjurmë dhe lidhje në PCB funksionon siç duhet. Nëse gjendet një problem tani, prodhuesi mund ta rregullojë atë para montimit. Kjo kursen si kohë ashtu edhe para gjatë prodhimit.
Testimi i pllakës së zhveshur kontrollon gjithashtu madhësinë dhe formën e pllakës. Prodhuesit përdorin mjete të posaçme për të matur pllakën dhe për të parë nëse përputhet me dizajnin. Ky hap parandalon që problemet të ndodhin më vonë në montim. Kur defektet gjenden herët, prodhuesit shmangin riparimet dhe vonesat e kushtueshme.
Inspektimi vizual
Inspektimi vizual është një nga mënyrat më të vjetra dhe më të lehta për të kontrolluar pllakat PCB. Punëtorët ose makinat shikojnë pllakën e zhveshur për të dalluar problemet e dukshme. Këto probleme përfshijnë gërvishtjet, mungesën e jastëkëve ose bakrin shtesë. Inspektimi vizual manual funksionon mirë për pllakat PCB të thjeshta, por mund të mos i dallojë problemet e vogla ose të fshehura. Ndërsa dizajnet e pllakave PCB bëhen më komplekse, inspektimi manual nuk funksionon aq mirë.
Shënim: Inspektimi vizual manual shpesh nuk identifikon shumë probleme dhe është i ngadaltë. Nuk është mjaftueshëm i mirë për të bërë shumë PCB. Inspektimi i bazuar në vizionin e makinës mund të kontrollojë shumë PCB çdo minutë dhe gjen defekte të vogla deri në 0.01 mm.
Tregu për mjetet e inspektimit vizual po rritet me shpejtësi. Në vitin 2024, madhësia e tregut ishte 1.2 miliardë dollarë amerikanë. Ekspertët mendojnë se do të rritet në 2.5 miliardë dollarë amerikanë deri në vitin 2033. Kjo rritje ndodh sepse njerëzit duan elektronikë më të mirë dhe tabela qarqesh të shtypura më komplekse. Teknologjia e re si inteligjenca artificiale dhe të mësuarit automatik i ndihmon makinat të gjejnë problemet më lehtë. Këto mjete të reja ndihmojnë në kursimin e kohës dhe parave, dhe gjithashtu ndihmojnë në uljen e mbeturinave elektronike.
Metrikë/Aspekt | Detaje |
|---|---|
Madhësia e tregut (2024) | 1.2 miliardë dollarë |
Madhësia e parashikuar e tregut (2033) | 2.5 miliardë dollarë |
CAGR (2026-2033) | 9.2% |
Drejtuesit kryesorë të tregut | Kërkesa për elektronikë të besueshme, kompleksitet të PCB-ve, automatizim, rritje në sektorët kryesorë |
Tendencat teknologjike | IA, mësim automatik, prodhim inteligjent, integrim i IoT |
Rëndësi | Siguron cilësi, zvogëlon kostot dhe mbeturinat, mbështet besueshmërinë |
Matja Automatike me Lazer
Matja automatike me lazer përdor lazerë për të kontrolluar madhësinë dhe formën e PCB-ve. Kjo metodë jep rezultate shumë të sakta. Mjetet e mira me lazer mund të matin me një gabim aq të vogël sa 0.0005 inç (0.0127 mm). Disa sisteme me lazer përdorin kamera dhe Bluetooth për të dërguar të dhëna shpejt. Këto mjete gjithashtu mund të matin sipërfaqen dhe vëllimin, gjë që ndihmon në kontrollin e trashësisë së bakrit ose thellësisë së vrimës.
Prodhuesit përdorin matje automatike me lazer për t'u siguruar që çdo pcb përputhet me dizajnin. Ky hap është i rëndësishëm sepse edhe gabimet e vogla mund të shkaktojnë probleme në produktin përfundimtar. Matja me lazer është më e shpejtë dhe më e saktë sesa kontrolli me dorë. Ndihmon gjithashtu me inspektimin plotësisht automatik gjatë prodhimit.
Pajisjet matëse me lazer mund të jenë të sakta deri në 1/16 inç në 400 metra.
Disa sisteme përdorin të mësuarit e thellë për të matur madhësitë e veshjeve me saktësi mbi 98%.
Interferometrat lazer me saktësi të lartë mund të arrijnë saktësi 2-3 mikro-inç.
Matja automatike me lazer i ndihmon prodhuesit të gjejnë problemet herët. Kjo zvogëlon mbeturinat dhe i bën qarqet e shtypura më të besueshme.
Metodat e Inspektimit të Montimit
Pasi vendosin pjesë në pcb, prodhuesit kontrollojnë për probleme. Ata përdorin të ndryshme metodat e inspektimit për të gjetur defekte. Këto kontrolle kërkojnë gjëra të tilla si saldim i keq, pjesë që mungojnë ose pjesë në vendin e gabuar. Një inspektim i mirë në këtë hap bën që PCB-të të funksionojnë më mirë dhe të zgjasin më shumë.
Inspektimi vizual manual
Inspektimi vizual manual do të thotë që punëtorët e trajnuar shikojnë çdo PCB. Ata kërkojnë probleme që mund të shohin, si pjesë që mungojnë ose nyje të këqija saldimi. Kjo metodë është e mirë për grupe të vogla ose pllaka të thjeshta. Ndonjëherë, punëtorët gjejnë probleme që makinat nuk i shohin. Kjo është e dobishme për produktet e personalizuara ose speciale.
Por inspektimi manual nuk është perfekt. Njerëzit mund të lodhen ose të bëjnë gabime. Studimet tregojnë se ai gjen shumicën e defekteve, por jo të gjitha. Inspektorët mund të kontrollojnë rreth 50 deri në 100 artikuj çdo orë. Rezultatet varen nga sa i aftë është secili punëtor. Kjo mund t'i bëjë rezultatet të ndryshme çdo herë.
tipar | Inspektimi manual | Inspektim i automatizuar |
|---|---|---|
Shpejtësi | 50-100 artikuj/orë | 2,000-3,000 artikuj/orë |
Saktësi | 85%-95% | Deri në% 99.9 |
Varësia e Punës | i lartë | Minimal |
Shkallëzueshmëria | I vështirë | Lehtësisht i shkallëzueshëm |
Fleksibiliteti | I lartë për punë të personalizuara | Më e mira për produktet e standardizuara |
Inspektimi manual është më i miri për prototipet ose dizajnet speciale. Për punë të mëdha, inspektimi i automatizuar është më i shpejtë dhe më i saktë.
Inspektimi optik i automatizuar (AOI)
Inspektim optik i automatizuar përdor kamera për të kontrolluar PCB-të pas montimit. Sistemet AOI skanojnë çdo pllakë dhe e krahasojnë atë me një imazh të mirë. Ato gjejnë probleme si pjesë që mungojnë, pjesë të gabuara ose ura saldimi. AOI punon shumë më shpejt se njerëzit dhe jep rezultate të qëndrueshme.
AOI moderne përdor inteligjencën artificiale dhe të mësuarit automatik. Këto sisteme mund të kontrollojnë 2,000 deri në 3,000 artikuj çdo orë. Ato mund të jenë pothuajse 99.9% të sakta. Në një studim, modelet e IA-së gjetën mbi 98% të defekteve. Kjo i ndihmon prodhuesit të rregullojnë problemet herët dhe të humbasin më pak.
Studimi / Metoda | Detajet e të dhënave | Metrikat e raportuara | Përmbledhja e rezultateve |
|---|---|---|---|
Nahar dhe Phadke (2019) | 103 mostra PCBA, 134 defekte | Saktësia e zbulimit | Saktësi zbulimi prej 91.1% pa dallim të klasës së defektit |
Bhattacharya dhe Cloutier (2022) | 1,386 imazhe, 6 klasa defektesh | Saktësia mesatare, Shkalla e pozitiveve të rreme | Saktësia mesatare prej 98.3%, shkalla e pozitivitetit të rremë nën 5% |
Modeli T-YOLOv5 (YOLOv5 i përmirësuar) | Seti i të dhënave të PCB-së (madhësi e paspecifikuar) | Saktësia, Kujtesa, mAP (IoU=0.5), Rëndësia statistikore (vlerat-t, vlerat-p) | Saktësia: 98.37%, Rikujtesa: 99.24%, mAP: 99.15%; vlerat-t > 1.96, vlerat-p < 0.001 |
Inspektimi i automatizuar optik zvogëlon gabimet dhe rrit numrin e pllakave që mund të kontrollohen. Rreth 72% e kompanive që e përdorin atë shohin një rritje prej 50% të prodhimit. AOI gjithashtu mban të dhëna për inspektimin e secilës pcb.
Inspektimi i pastës së saldimit (SPI)
Inspektimi i pastës së saldimit kontrollon pastën e saldimit përpara se të shtojë pjesë. SPI përdor imazhe 3D për të matur se sa pastë ka në pllakë. Pastë e mirë saldimi është e nevojshme për nyje të forta dhe lidhje të mira.
SPI gjen probleme si ngjitje e pamjaftueshme, ngjitje e tepërt ose ngjitje në vendin e gabuar. Këto probleme mund të shkaktojnë qarqe të hapura, lidhje të shkurtra ose nyje të dobëta. SPI i automatizuar punon shpejt dhe jep raporte të detajuara. Ai ndihmon në zgjidhjen e problemeve të printimit përpara se ato të përhapen.
SPI është një hap i rëndësishëm në montimin e PCB-së. Ai parandalon shumë defekte të zakonshme dhe ndihmon më shumë pllaka të kalojnë testin e parë. Duke i gjetur problemet herët, SPI zvogëlon nevojën për ripërpunim dhe zvogëlon mbeturinat.
Inspektimi me rreze X
Inspektimi me rreze X shikon brenda pllakave PCB për të gjetur probleme të fshehura. Kjo është e rëndësishme për pllakat me paraqitje të ndërlikuara ose pjesë si BGA-të. Rrezet X mund të gjejnë boshllëqe, ura saldimi dhe çarje që kontrollet e tjera nuk i shohin.
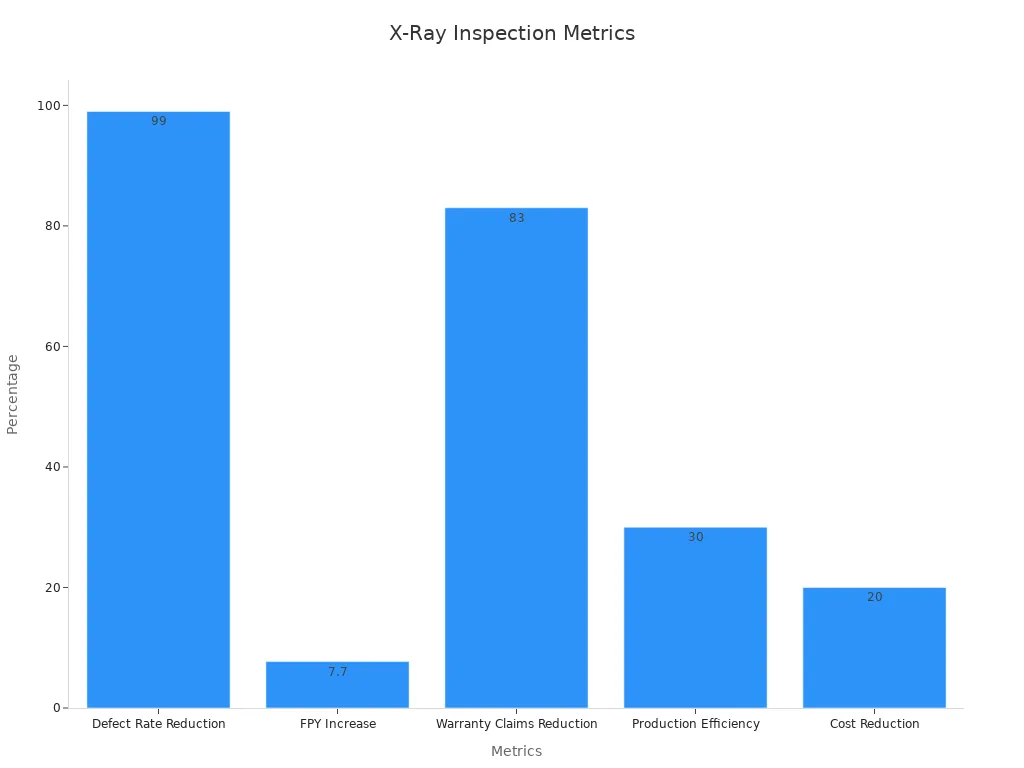
Rrezet X të avancuara përdorin mikro-CT për të krijuar imazhe 3D të PCB-së. Këto sisteme mund të dallojnë defekte të vogla më të vogla se 0.015 mm. Rrezet X të automatizuara mund të ulin shkallën e defekteve deri në 99%. Mund të rrisin rendimentin e kalimit të parë nga 92% në 99.7% në elektronikën e makinave. Prodhuesit gjithashtu mund të kursejnë deri në 20% në kosto dhe të prodhojnë 30% më shumë pllaka.
Inspektimi me rreze X është shumë i mirë për të gjetur defekte të fshehura. Ndihmon në prodhimin e PCB-ve me cilësi të lartë dhe në përmbushjen e rregullave të rrepta të industrisë.
Këshillë: Përdorimi i AOI, SPI dhe rrezeve X së bashku funksionon më mirë. Çdo metodë gjen probleme të ndryshme, kështu që inspektimi është më i plotë.
Defektet tipike të zbuluara gjatë inspektimit të montimit
Inspektimi i montimit zbulon shumë lloje defektesh, të tilla si:
Ura saldimi dhe nyje të hapura
Pjesët janë në vendin e gabuar ose mungojnë
Gurëzimi i varreve (pjesët qëndrojnë në fund)
Jo mjaftueshëm ose shumë pastë saldimi
Zbrazëtira dhe çarje në nyjet e saldimit
Tela të përkulura ose të thyera
Këto hapa sigurohen që pllakat e printuara (PCB) të jenë në rregull përpara se të vazhdojmë më tej. Inspektimi i automatizuar, veçanërisht me inteligjencën artificiale, vazhdon të përmirësohet në gjetjen e defekteve dhe prodhimin e më shumë pllakave.
Testimi Elektrik

Testimi elektrik luan një rol kyç në inspektimin e PCB-së. Ai kontrollon nëse çdo pllakë funksionon siç është projektuar përpara se të dalë nga fabrika. Prodhuesit përdorin disa metodat e testimit për të gjetur defekte që inspektimi vizual ose me rreze X mund të mos i vërë re. Këto metoda ndihmojnë në sigurimin që çdo PCB të përmbushë standardet strikte të industrisë dhe të funksionojë në kushte reale.
Testimi në qark (TIK)
Testimi brenda qarkut përdor një pajisje fiksuese për të kontrolluar çdo komponent në pcb. Ai gjen probleme si qarqe të hapura, lidhje të shkurtra dhe pjesë të gabuara. Teknologjia e Informacionit dhe Komunikimit (TIK) mund të testojë një pllakë me 300 pjesë në vetëm 3-4 sekonda. Kjo shpejtësi e bën atë të përsosur për prodhim masiv. Metoda mbulon 95% deri në 98% të defekteve të mundshme, duke e bërë atë një nga hapat më të besueshëm të inspektimit.
Metrik | vlerë | Përshkrim |
|---|---|---|
Mbulimi i defekteve | 95% - 98% | Shkallë e lartë zbulimi për hapje, lidhje të shkurtra dhe gabime |
Koha e provës | 3-4 sekonda për 300 pjesë | I shpejtë për sasi të mëdha |
Testimi i Sondës Fluturuese
Testimi i sondave fluturuese përdor sonda lëvizëse për të prekur pikat e testimit në pllakë llogaritëse. Nuk ka nevojë për një pajisje të personalizuar, kështu që funksionon mirë për prototipa dhe grupe të vogla. Kjo metodë mbulon 80% deri në 90% të defekteve. Vepron si një multimetër i automatizuar, duke dhënë raporte të hollësishme për secilën pllakë. Testimi i sondave fluturuese i ndihmon inxhinierët të debugojnë dizajne të reja dhe të gjejnë problemet herët.
Metoda Test | Mbulimi tipik i testimit |
|---|---|
Sonda Fluturuese | 80-90% |
Shtrati i Thonjve | 90-95% |
Testi në qark | 95-98% |
Skanimi i kufijve | 95-99% |
Testimi i skanimit të kufijve
Testimi i skanimit kufitar kontrollon lidhjet brenda çipave duke përdorur qarqe speciale testimi. Funksionon mirë për montime të dendura ose komplekse të PCB-ve ku mjetet e tjera të inspektimit nuk mund të arrijnë. Kjo metodë jep rezultate të shpejta dhe ul kostot e instalimit. Skanimi kufitar mund të gjejë defekte deri në nivelin e pinit. Është më i miri për pllakat me çipa në përputhje me JTAG.
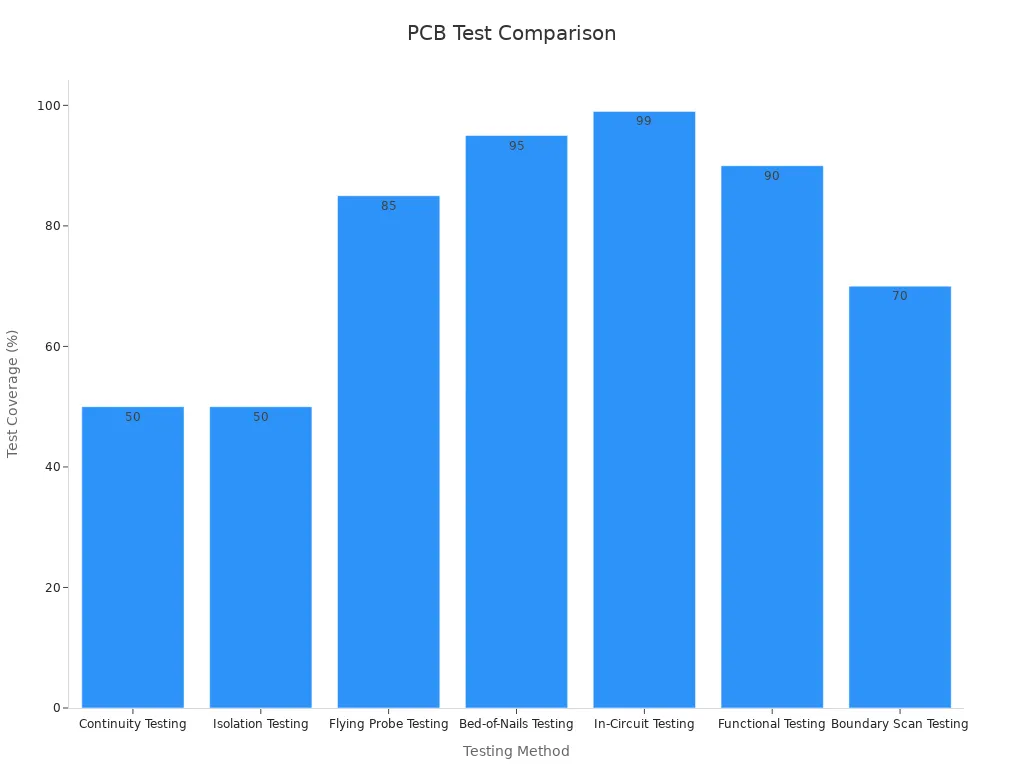
Testimi funksional
Testimi funksional e vë në punë pcb-në dhe kontrollon nëse funksionon në kushte reale. Ai ngarkon firmware-in dhe teston logjikën, hyrjen/daljen dhe stabilitetin e sistemit. Ky hap gjen deri në 70% të problemeve të performancës që hapat e tjerë të inspektimit mund të mos i shohin. Testimi funksional është kontrolli i fundit para dërgesës, duke u siguruar që çdo pllakë plotëson nevojat e klientit.
Standardet e industrisë si IPC-SM 785, IPC 9701, MIL-STD 202 dhe JEDEC udhëzojnë të gjitha këto hapa inspektimi dhe testimi.
Mjetet e testimit përfshijnë testues të sondave fluturuese, pajisje fiksuese dhe reflektometra në domenin kohor.
Këto metoda sigurojnë që çdo PCB të jetë e sigurt, e besueshme dhe gati për përdorim në fusha si mjekësia dhe hapësira ajrore.
Besueshmëria dhe Testimi i Stresit
Testimi i djegies
Testimi i djegies ndihmon në gjetjen e PCB-ve të dobëta para transportimit. PCB-ja funksionon në nxehtësi dhe tension të lartë për një kohë të caktuar. Kjo bën që dështimet e hershme të ndodhin në fabrikë, jo më vonë. Inxhinierët përdorin djegien për të parë se sa gjatë mund të zgjasë një PCB nën stres. Studimet tregojnë se përdorimi i të dhënave të testimit dhe modeleve kompjuterike ndihmon në parashikimin e jetëgjatësisë së PCB-së. Këto metoda i ndihmojnë inxhinierët të bëjnë dizajne më të mira dhe pllaka më jetëgjata. Testimi i djegies është i rëndësishëm për t'u siguruar që vetëm PCB-të e mira ecin përpara.
Stresi mjedisor
Testimi i stresit mjedisor Kontrollon se si PCB-të përballojnë përdorimin në botën reale. Inxhinierët përdorin nxehtësinë, të ftohtin, dridhjet dhe ajrin e lagësht për të testuar pllakat. Ky testim gjen probleme si çarje ose ndryshime në rezistencë. Studiuesit përdorin Testin e Stresit të Ndërlidhjes (IST) për të përshpejtuar plakjen dhe për të gjetur pika të dobëta. Modelet statistikore, si ekuacioni Norris-Landzberg, ndihmojnë në matjen se si ndryshimet ndikojnë në besueshmëri. Testimi me strese të ndryshme tregon se çfarë i bën PCB-të të zgjasin më shumë. Këto teste i ndihmojnë prodhuesit të parashikojnë dështimet dhe të përmirësojnë cilësinë.
Testimi i stresit mjedisor gjen dështime të fshehura, si problemet e mikroviumit.
Modelet statistikore dhe kontrollet e madhësisë së mostrës tregojnë nëse besueshmëria përmirësohet.
Testet e shpejta kopjojnë përdorimin në jetën reale dhe ndihmojnë në parashikimin e dështimeve afatgjata.
Saldueshmëria dhe Kontaminimi
Testet e ngjitshmërisë dhe ndotjes kontrollojnë nëse PCB-të mund të krijojnë nyje të forta dhe të pastra. Bashkueshmëria e dobët shkakton lidhje të dobëta dhe dështime të hershme. Inxhinierët përdorin teste të ndryshme për të parë se sa mirë ngjitet ngjitësi në jastëkë dhe tela.
Emri i testit | Metrikat Sasiore | Përshkrim |
|---|---|---|
Bilanci i Lagjes (Meniskografi) | Forca e lagies, Koha e lagies | Mat forcën që ushtron kallaji i shkrirë mbi jastëkët me kalimin e kohës, duke krijuar një kurbë lagieje. |
Rezistenca e Izolimit të Sipërfaqes (SIR) | Vlerat e rezistencës së izolimit | Kontrollon për ndotje duke matur rezistencën midis përçuesve në kushte të kontrolluara. |
Testi i Zhytjes dhe Shikimit | cilësore | Kontroll vizual i mbulimit të saldimit; jo një vlerë e matur. |
Këto teste i ndihmojnë prodhuesit të gjejnë dhe të rregullojnë problemet para montimit. Duke përdorur balancimin e lagështisë dhe testet SIR, ata sigurohen që çdo PCB përmbush standardet e larta për cilësinë dhe besueshmërinë.
Inspektimi përfundimtar i PCB-së
Kontrollet përfundimtare vizuale
Kontrollet vizuale përfundimtare janë hapi i fundit para transportit. Inspektorët e shqyrtojnë çdo pllakë me shumë kujdes. Ata përpiqen të gjejnë çdo problem të pavërejtur më parë. Ata kërkojnë gërvishtje, pjesë që mungojnë ose nyje të këqija saldimi. Ky hap sigurohet që çdo pllakë të jetë e mirë dhe të përmbushë dëshirat e klientëve.
Prodhuesit përdorin mënyra të ndryshme për të kontrolluar pllakat në këtë fazë. Këto mënyra përfshijnë inspektimin vizual, inspektimin e automatizuar optik, inspektimin me rreze X, testimin elektrik dhe ndonjëherë analizën e prerjes tërthore. Secila mënyrë ka diçka që e bën më mirë. Inspektimi vizual është i shpejtë dhe i lirë, por gjen vetëm probleme sipërfaqësore. Inspektimi i automatizuar optik është i mirë për grupe të mëdha pllakash dhe është shumë i saktë. Inspektimi me rreze X mund të shohë brenda tabelës për të gjetur probleme të fshehura. Testimi elektrik kontrollon nëse pllaka funksionon siç duhet. Analiza e prerjes tërthore është shkatërruese, por tregon pjesën e brendshme të tabelës.
Inspektorët përdorin standardet e industrisë si IPC-A-600 dhe IPC-6012. Këto rregulla përcaktojnë se çfarë konsiderohet problem dhe si të kontrollohet cilësia. Kontrollet vizuale përfundimtare ndihmojnë në uljen e numrit të tabelave të këqija dhe në përmirësimin e produkteve. Ato gjithashtu japin të dhëna për të ndihmuar në përmirësimin e tabelave të ardhshme.
Këshillë: Inspektimi përfundimtar është shansi i fundit për të gjetur problemet përpara se klientët të marrin tabelat. Kontrolli i kujdesshëm tani mbron emrin e kompanisë dhe ndalon kthimet e shtrenjta.
dokumentim
Dokumentacioni është një pjesë e rëndësishme e hapit të fundit të inspektimit. Ai mban gjurmët e çdo kontrolli dhe rezultati nga inspektimi. Të dhënat e mira i ndihmojnë prodhuesit të gjejnë dhe të rregullojnë problemet herët. Ato gjithashtu tregojnë se çdo pllakë i plotëson të gjitha rregullat dhe standardet e nevojshme.
Dokumentacioni ndihmon në ndjekjen e rregullave dhe i mban klientët të kënaqur.
Mban shënime rreth problemeve dhe mënyrës se si janë zgjidhur ato.
Ndihmon në planifikimin e mënyrës së krijimit të dërrasave në të ardhmen.
Ai jep një regjistër për auditimet dhe i mban furnizuesit të ndershëm.
Ndihmon në kontrollin e cilësisë dhe ul rrezikun.
Procesi përfshin shqyrtimin e dokumenteve të projektimit, kontrollin e materialeve dhe shënimin e rezultateve të inspektimit. Mbajtja e të dhënave të mira siguron që vetëm bordet që kalojnë të gjitha kontrollet të kalojnë më tej. Dokumentacioni është shumë i rëndësishëm në fusha si hapësira ajrore, makinat, elektronika dhe pajisjet mjekësore. Ai i ndihmon kompanitë të ndjekin rregulla të rrepta dhe të dërgojnë produkte të mira.
Një proces i mirë inspektimi dhe testimi ndihmon në prodhimin e PCB-ve me cilësi të lartë. Çdo mënyrë kontrolli, si shikimi me sy ose përdorimi i rrezeve X, i gjen problemet herët. Kjo i mban qarqet e shtypura në funksionim të mirë. Hapat e testimit, siç janë testimi brenda qarkut dhe testimi funksional, tregojnë nëse PCB-të funksionojnë në jetën reale. Mjetet e kontrollit të cilësisë si Kontrolli Statistikor i Proceseve dhe Six Sigma ndihmojnë në ndalimin e gabimeve dhe përmirësimin e gjërave.
Inspektimi vizual, ai me anë të ao-së dhe ai me rreze X i zbulon problemet përpara se ato të përkeqësohen.
Testet brenda qarkut dhe testet e stresit tregojnë se PCB-të mund të përballojnë kushte të vështira.
Përdorimi i të dhënave për kontrollin e cilësisë ul gabimet dhe kursen para.
Këto hapa i ndihmojnë PCB-të të miratojnë rregulla të ashpra për makinat, aeroplanët dhe përdorime të tjera.
FAQ
Cili është ndryshimi midis AOI dhe inspektimit me rreze X?
AOI përdor kamera dhe dritë për të kontrolluar sipërfaqen e pllakës. Ai gjen probleme që mund të shihen, si pjesë që mungojnë ose saldim i keq. Inspektimi me rreze X shikon brenda PCB-së. Ai gjen probleme të fshehura, si çarje ose hapësira boshe nën pjesë. Të dyja metodat ndihmojnë në përmirësimin e PCB-ve, por ato gjejnë probleme të ndryshme.
Pse prodhuesit përdorin inspektime si manuale ashtu edhe automatike?
Inspektimi manual është i mirë për bordet e vogla ose të veçanta. Inspektimi i automatizuar kontrollon shumë borde shpejt dhe me shumë saktësi. Përdorimi i të dyja mënyrave ndihmon në gjetjen e më shumë problemeve dhe siguron që bordet të jenë me cilësi të lartë.
Si ndihmon inspektimi i pastës së saldimit (SPI) në montimin e PCB-së?
SPI kontrollon se sa pastë kallaji ka në pllakë dhe ku ndodhet. Ky hap parandalon nyjet e dobëta, qarqet e hapura dhe lidhjet e shkurtra. Mbulimi i mirë me pastë kallaji i bën lidhjet më të forta dhe më të besueshme.
Cilat standarde udhëzojnë inspektimin dhe testimin e PCB-ve?
Standardet e industrisë si IPC-A-600, IPC-6012 dhe JEDEC përcaktojnë rregulla për cilësinë e PCB-ve. Këto rregulla u tregojnë prodhuesve se çfarë të kontrollojnë dhe si të matin problemet. Ndjekja e këtyre rregullave i mban PCB-të të sigurta dhe të besueshme.