При производстве печатных плат используется множество способов проверки качества печатных плат. Процесс проверки включает визуальные проверки, электрические испытания и автоматическое лазерное измерение. Проверка печатных плат происходит в разное время в процессе производства. Проверка голых плат выявляет проблемы до сборки. Проверка собранных печатных плат проверяет паяные соединения и места размещения деталей. Эти шаги помогают предотвратить неисправности в печатных платах и улучшить их работу. Методы проверки очень важны на каждом этапе изготовления как голых плат, так и собранных печатных плат.
Основные выводы
Ранняя проверка голые печатные платы использует электрические тесты и лазерное измерение. Это помогает обнаружить проблемы до сборки. Это экономит время и деньги.
Автоматизированные визуальные проверки с ИИ быстро обнаруживают мелкие дефекты. Они делают это лучше, чем ручные проверки. Это повышает качество и сокращает отходы.
Такие инспекции сборки, как AOI, SPI и рентгеновский контроль, работают вместе. Они находят поверхностные и скрытые проблемы. Это гарантирует прочность паяных соединений. Также проверяется, что детали находятся на своих местах.
Электрические испытания, такие как внутрисхемные и летающие зондовые испытания, проверяют правильность работы печатных плат. Они гарантируют, что печатные платы соответствуют отраслевым стандартам перед отправкой.
Окончательные проверки и хорошая документация защищают качество продукции. Они помогают в обеспечении соответствия. Они также помогают производителям в будущем создавать более совершенные конструкции печатных плат.
Инспекция производства печатных плат
Тестирование голой платы
Тестирование пустых плат проверяет печатные платы перед добавлением деталей. Этот шаг помогает обнаружить проблемы на ранних этапах процесса производства печатной платы. Электрические зонды используются для поиска открытых цепей и коротких замыканий. Эти тесты гарантируют, что каждая дорожка и переходное отверстие на печатной плате работают правильно. Если проблема обнаружена сейчас, производитель может устранить ее до сборки. Это экономит время и деньги во время производства.
Тестирование платы без платы также проверяет размер и форму платы. Производители используют специальные инструменты для измерения платы и проверки ее соответствия проекту. Этот шаг предотвращает возникновение проблем на более поздних этапах сборки. Когда дефекты обнаруживаются на ранней стадии, производители избегают дорогостоящего ремонта и задержек.
Визуальный осмотр
Визуальный осмотр — один из старейших и самых простых способов проверки печатных плат. Рабочие или машины осматривают голую плату, чтобы обнаружить видимые проблемы. К таким проблемам относятся царапины, отсутствующие контактные площадки или избыток меди. Ручной визуальный осмотр хорошо подходит для простых печатных плат, но он может пропустить небольшие или скрытые проблемы. Поскольку конструкции печатных плат становятся более сложными, ручной осмотр не так эффективен.
Примечание: Ручной визуальный осмотр часто пропускает много проблем и медленный. Он не подходит для изготовления большого количества печатных плат. Инспекция на основе машинного зрения может проверять много печатных плат каждую минуту и находить крошечные дефекты размером до 0.01 мм.
Рынок инструментов визуального контроля быстро растет. В 2024 году объем рынка составил 1.2 млрд долларов США. Эксперты считают, что к 2.5 году он вырастет до 2033 млрд долларов США. Этот рост происходит потому, что люди хотят более совершенную электронику и более сложные печатные платы. Новые технологии, такие как ИИ и машинное обучение, помогают машинам легче находить проблемы. Эти новые инструменты помогают экономить время и деньги, а также сокращать электронные отходы.
Метрика/Аспект | Описание |
|---|---|
Размер рынка (2024 г.) | 1.2 миллиард долларов США |
Прогнозируемый размер рынка (2033 г.) | 2.5 миллиард долларов США |
СГТР (2026-2033) | 9.2% |
Ключевые драйверы рынка | Спрос на надежную электронику, сложность печатных плат, автоматизацию, рост в ключевых секторах |
Технологические тенденции | ИИ, машинное обучение, интеллектуальное производство, интеграция Интернета вещей |
Значение | Гарантирует качество, снижает затраты и отходы, поддерживает надежность |
Автоматическое лазерное измерение
Автоматическое лазерное измерение использует лазеры для проверки размера и формы печатных плат. Этот метод дает очень точные результаты. Хорошие лазерные инструменты могут измерять с погрешностью до 0.0005 дюйма (0.0127 мм). Некоторые лазерные системы используют камеры и Bluetooth для быстрой отправки данных. Эти инструменты также могут измерять площадь и объем, что помогает проверять толщину меди или глубину отверстия.
Производители используют автоматическое лазерное измерение, чтобы убедиться, что каждая печатная плата соответствует дизайну. Этот шаг важен, поскольку даже небольшие ошибки могут вызвать проблемы в конечном продукте. Лазерное измерение быстрее и точнее, чем проверка вручную. Оно также помогает полностью автоматическому контролю во время производства.
Лазерные измерительные приборы могут обеспечивать точность до 1/16 дюйма на расстоянии 400 футов.
Некоторые системы используют глубокое обучение для измерения размеров покрытий с точностью более 98%.
Высокоточные лазерные интерферометры могут достигать точности в 2–3 микродюйма.
Автоматическое лазерное измерение помогает производителям обнаруживать проблемы на ранних стадиях. Это сокращает отходы и делает печатные платы более надежными.
Методы проверки сборки
После установки деталей на печатную плату производители проверяют наличие проблем. Они используют разные методы проверки для поиска дефектов. Эти проверки выявляют такие вещи, как плохая пайка, отсутствующие детали или детали в неправильном месте. Хорошая проверка на этом этапе позволяет печатным платам работать лучше и служить дольше.
Ручной визуальный осмотр
Ручной визуальный осмотр означает, что обученные рабочие осматривают каждую печатную плату. Они ищут проблемы, которые они могут видеть, например, отсутствующие детали или плохие паяные соединения. Этот метод хорош для небольших партий или простых плат. Иногда рабочие находят проблемы, которые машины не видят. Это полезно для индивидуальных или специальных продуктов.
Но ручная проверка не идеальна. Люди могут уставать или совершать ошибки. Исследования показывают, что она находит большинство дефектов, но не все. Инспекторы могут проверять от 50 до 100 изделий в час. Результаты зависят от квалификации каждого работника. Это может сделать результаты разными каждый раз.
Характеристика | Ручная проверка | Автоматизированная проверка |
|---|---|---|
Скорость | 50-100 шт./час | 2,000-3,000 шт./час |
Точность подачи | 85% -95% | До 99.9% |
Трудовая зависимость | Высокий | Минимальные |
Масштабируемость | Трудный | Легко масштабируемый |
Гибкость | Высокая для индивидуальных заказов | Лучше всего подходит для стандартизированных продуктов |
Ручной осмотр лучше всего подходит для прототипов или специальных конструкций. Для больших работ автоматизированный осмотр быстрее и точнее.
Автоматизированный оптический контроль (AOI)
Автоматизированный оптический контроль использует камеры для проверки печатных плат после сборки. Системы AOI сканируют каждую плату и сравнивают ее с хорошим изображением. Они находят такие проблемы, как отсутствующие детали, неправильные детали или перемычки припоя. AOI работает намного быстрее людей и дает стабильные результаты.
Современные AOI используют искусственный интеллект и машинное обучение. Эти системы могут проверять от 2,000 до 3,000 единиц товара каждый час. Они могут быть точными почти на 99.9%. В одном исследовании модели ИИ обнаружили более 98% дефектов. Это помогает производителям устранять проблемы на ранних стадиях и сокращать отходы.
Исследование/Метод | Подробности набора данных | Сообщаемые показатели | Сводка результатов |
|---|---|---|---|
Нахар и Пхадке (2019) | 103 образца печатных плат, 134 дефекта | Точность обнаружения | Точность обнаружения 91.1% без дискриминации по классу дефекта |
Бхаттачарья и Клотье (2022) | 1,386 изображений, 6 классов дефектов | Средняя точность, частота ложных срабатываний | Средняя точность 98.3%, уровень ложноположительных результатов менее 5% |
Модель T-YOLOv5 (улучшенная YOLOv5) | Набор данных печатной платы (неопределенный размер) | Точность, Полнота, mAP (IoU=0.5), Статистическая значимость (t-значения, p-значения) | Точность: 98.37%, полнота: 99.24%, mAP: 99.15%; t-значения > 1.96, p-значения < 0.001 |
Автоматизированный оптический контроль сокращает количество ошибок и увеличивает количество проверяемых плат. Около 72% компаний, использующих его, отмечают 50%-ный скачок производительности. AOI также ведет учет проверки каждой печатной платы.
Контроль паяльной пасты (SPI)
Проверка паяльной пасты проверяет паяльную пасту перед добавлением деталей. SPI использует 3D-изображения для измерения количества пасты на плате. Хорошая паяльная паста необходима для прочных соединений и хороших соединений.
SPI находит такие проблемы, как недостаточное количество пасты, слишком много пасты или паста в неправильном месте. Эти проблемы могут привести к разрывам цепи, коротким замыканиям или слабым соединениям. Автоматизированный SPI работает быстро и выдает подробные отчеты. Он помогает устранять проблемы с печатью до того, как они распространятся.
SPI — важный шаг в сборке печатных плат. Он предотвращает появление многих распространенных дефектов и помогает большему количеству плат пройти первый тест. Обнаруживая проблемы на ранних стадиях, SPI снижает потребность в доработке и сокращает отходы.
Рентгеновское обследование
Рентгеновский контроль заглядывает внутрь печатных плат, чтобы найти скрытые проблемы. Это важно для плат со сложной компоновкой или деталей, таких как BGA. Рентгеновский контроль может обнаружить пустоты, перемычки припоя и трещины, которые другие проверки пропускают.
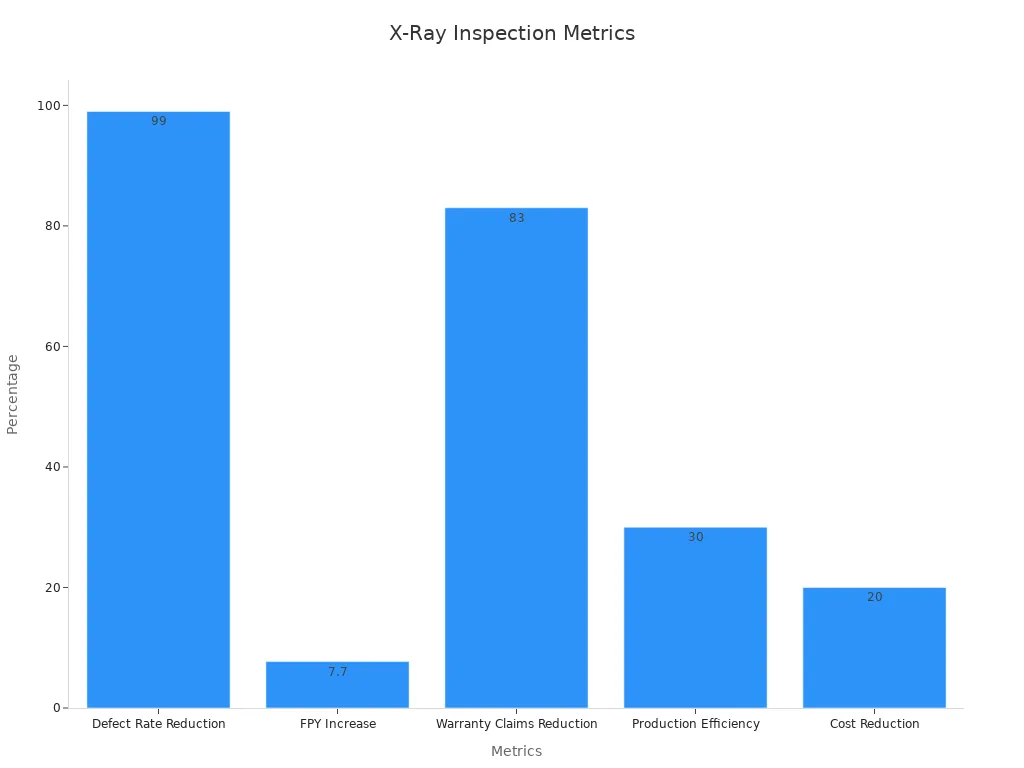
Расширенный рентген использует микро-КТ для создания 3D-изображений печатной платы. Эти системы могут обнаруживать мельчайшие дефекты размером менее 0.015 мм. Автоматизированный рентген может снизить процент дефектов до 99%. Он может повысить выход годных изделий с первого прохода с 92% до 99.7% в автомобильной электронике. Производители также могут сэкономить до 20% затрат и изготовить на 30% больше плат.
Рентгеновский контроль отлично подходит для поиска скрытых дефектов. Он помогает производить высококачественные печатные платы и соответствовать жестким отраслевым нормам.
Совет: Лучше всего использовать AOI, SPI и рентген вместе. Каждый метод находит разные проблемы, поэтому проверка более полная.
Типичные дефекты, обнаруженные при проверке сборки
При осмотре сборки выявляются многие виды дефектов, такие как:
Паечные мостики и открытые соединения
Детали находятся не на своем месте или отсутствуют
Надгробие (детали, стоящие вертикально)
Недостаточно или слишком много паяльной пасты
Пустоты и трещины в паяных соединениях
Погнутые или сломанные провода
Эти шаги позволяют убедиться, что печатные платы в порядке, прежде чем двигаться дальше. Автоматизированная инспекция, особенно с использованием ИИ, становится все лучше в поиске дефектов и производстве большего количества плат.
Электрические испытания

Электрическое тестирование играет ключевую роль в проверке печатных плат. Оно проверяет, работает ли каждая плата так, как задумано, прежде чем она покинет завод. Производители используют несколько методы тестирования для поиска дефектов, которые визуальный или рентгеновский осмотр может пропустить. Эти методы помогают гарантировать, что каждая печатная плата соответствует строгим отраслевым стандартам и работает в реальных условиях.
Внутрисхемное тестирование (ICT)
Внутрисхемное тестирование использует приспособление с гвоздями для проверки каждого компонента на печатной плате. Оно обнаруживает такие проблемы, как обрывы цепей, короткие замыкания и неправильные детали. ICT может протестировать плату с 300 деталями всего за 3-4 секунды. Такая скорость делает его идеальным для массового производства. Метод охватывает от 95% до 98% возможных неисправностей, что делает его одним из самых надежных этапов проверки.
Метрика | Значение | Описание |
|---|---|---|
Покрытие неисправностей | 95% - 98% | Высокая скорость обнаружения обрывов, коротких замыканий и ошибок |
Время тестирования | 3-4 секунды на 300 деталей | Быстро для больших партий |
Испытание летающего зонда
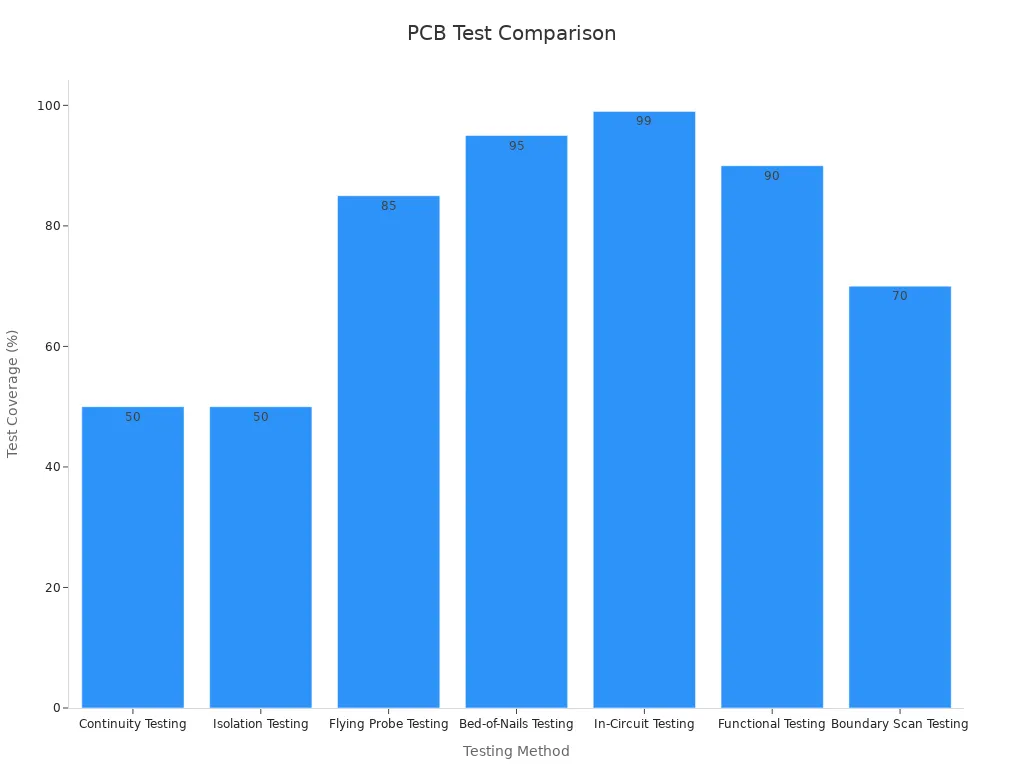
Тестирование летающими зондами использует движущиеся зонды для касания контрольных точек на печатной плате. Для этого не требуется специальное приспособление, поэтому он хорошо подходит для прототипов и небольших партий. Этот метод охватывает от 80% до 90% неисправностей. Он действует как автоматизированный мультиметр, предоставляя подробные отчеты для каждой платы. Тестирование летающими зондами помогает инженерам отлаживать новые конструкции и находить проблемы на ранних стадиях.
Метод испытания | Типичное тестовое покрытие |
|---|---|
Летающий зонд | 80-90% |
Кровать Гвоздей | 90-95% |
Внутрисхемный тест | 95-98% |
Граничное сканирование | 95-99% |
Тестирование граничного сканирования
Тестирование с помощью сканирования границ проверяет соединения внутри чипов с использованием специальных тестовых схем. Он хорошо подходит для плотных или сложных сборок печатных плат, куда другие инструменты проверки не могут добраться. Этот метод дает быстрые результаты и снижает затраты на настройку. Сканирование границ может находить неисправности вплоть до уровня выводов. Лучше всего подходит для плат с чипами, совместимыми с JTAG.
Функциональное тестирование
Функциональное тестирование включает печатную плату и проверяет, работает ли она в реальных условиях. Оно загружает прошивку и тестирует логику, вход/выход и стабильность системы. Этот шаг обнаруживает до 70% проблем производительности, которые другие этапы проверки могут пропустить. Функциональное тестирование — это последняя проверка перед отправкой, которая позволяет убедиться, что каждая плата соответствует потребностям клиента.
Все эти этапы проверки и тестирования регламентируются такими отраслевыми стандартами, как IPC-SM 785, IPC 9701, MIL-STD 202 и JEDEC.
Инструменты для тестирования включают в себя летающие зондовые тестеры, приспособления и рефлектометры временной области.
Эти методы гарантируют, что каждая печатная плата безопасна, надежна и готова к использованию в таких областях, как медицина и аэрокосмическая промышленность.
Надежность и стресс-тестирование
Тестирование на выжигание
Испытание на обжиг помогает обнаружить слабые печатные платы перед отправкой. Печатная плата работает при высокой температуре и напряжении в течение установленного времени. Это приводит к тому, что ранние отказы происходят на заводе, а не позже. Инженеры используют испытание на обжиг, чтобы узнать, как долго печатная плата может работать под нагрузкой. Исследования показывают, что использование данных испытаний и компьютерных моделей помогает предсказать срок службы печатной платы. Эти методы помогают инженерам создавать более качественные конструкции и более долговечные платы. Испытание на обжиг важно для того, чтобы убедиться, что только хорошие печатные платы будут продвигаться вперед.
Экологический стресс
Экологическое стресс-тестирование проверяет, как печатные платы справляются с реальным использованием. Инженеры используют тепло, холод, тряску и влажный воздух для тестирования плат. Это тестирование выявляет такие проблемы, как трещины или изменения сопротивления. Исследователи используют тест на напряжение межсоединений (IST) для ускорения старения и поиска слабых мест. Статистические модели, такие как уравнение Норриса-Ландцберга, помогают измерить, как изменения влияют на надежность. Тестирование с различными нагрузками показывает, что заставляет печатные платы служить дольше. Эти тесты помогают производителям предсказывать отказы и повышать качество.
Испытания на воздействие окружающей среды позволяют обнаружить скрытые неисправности, например, проблемы с микропереходами.
Статистические модели и проверки размера выборки показывают, повышается ли надежность.
Быстрые тесты имитируют реальное использование и помогают прогнозировать долгосрочные сбои.
Паяемость и загрязнение
Тестирование паяемости и загрязнения проверяет, могут ли печатные платы создавать прочные, чистые соединения. Плохая паяемость приводит к слабым соединениям и ранним отказам. Инженеры используют различные тесты, чтобы увидеть, насколько хорошо припой прилипает к площадкам и выводам.
Название теста | Количественным показателям | Описание |
|---|---|---|
Баланс смачивания (менискограф) | Сила смачивания, Время смачивания | Измеряет, какое усилие расплавленный припой оказывает на контактные площадки с течением времени, создавая кривую смачивания. |
Поверхностное сопротивление изоляции (SIR) | Значения сопротивления изоляции | Проверка на наличие загрязнений путем измерения сопротивления между проводниками в контролируемых условиях. |
Тест «Окунь и посмотри» | Качественный | Визуальная проверка покрытия припоем; не измеряемое значение. |
Эти тесты помогают производителям находить и устранять проблемы перед сборкой. Используя тесты баланса смачивания и SIR, они гарантируют, что каждая печатная плата соответствует высоким стандартам качество и надежность.
Окончательная проверка печатной платы
Окончательные визуальные проверки
Окончательные визуальные проверки — это последний шаг перед отправкой. Инспекторы очень внимательно осматривают каждую плату. Они пытаются найти любые проблемы, пропущенные ранее. Они ищут царапины, отсутствующие детали или плохие паяные соединения. Этот шаг гарантирует, что каждая плата хороша и соответствует требованиям клиентов.
Производители используют разные способы проверки плат на этом этапе. К ним относятся визуальный осмотр, автоматизированный оптический осмотр, рентгеновский осмотр, электрические испытания и иногда анализ поперечного сечения. У каждого способа есть то, что он делает лучше всего. Визуальный осмотр быстрый и дешевый, но обнаруживает только поверхностные проблемы. Автоматизированный оптический осмотр хорош для больших групп плат и очень точен. Рентгеновский осмотр может заглянуть внутрь платы, чтобы найти скрытые проблемы. Электрическое тестирование проверяет, правильно ли работает плата. Анализ поперечного сечения является разрушительным, но показывает внутреннюю часть платы.
Инспекторы используют отраслевые стандарты как IPC-A-600 и IPC-6012. Эти правила говорят, что считается проблемой и как проверить качество. Окончательные визуальные проверки помогают снизить количество плохих плат и сделать продукты лучше. Они также предоставляют данные, которые помогут сделать будущие платы еще лучше.
Совет: Окончательная проверка — последний шанс обнаружить проблемы до того, как клиенты получат платы. Тщательная проверка теперь защищает имя компании и предотвращает дорогостоящие возвраты.
Документация
Документация является важной частью последнего этапа проверки. Она отслеживает каждую проверку и результаты проверки. Хорошие записи помогают производителям находить и устранять проблемы на ранних этапах. Они также показывают, что каждая плата соответствует всем необходимым правилам и стандартам.
Документация помогает соблюдать правила и поддерживать удовлетворенность клиентов.
Он хранит записи о проблемах и способах их устранения.
Это помогает планировать, как делать доски в будущем.
Это позволяет проводить аудиты и гарантирует честность поставщиков.
Это помогает контролировать качество и снижает риск.
Процесс включает просмотр проектных документов, проверку материалов и запись результатов проверки. Ведение хороших записей гарантирует, что только платы, прошедшие все проверки, будут отправлены дальше. Документация очень важна в таких областях, как аэрокосмическая промышленность, автомобилестроение, электроника и медицинское оборудование. Она помогает компаниям следовать строгим правилам и отправлять качественную продукцию.
Хороший процесс проверки и тестирования помогает производить высококачественные печатные платы. Каждый способ проверки, например, визуальное наблюдение или использование рентгена, выявляет проблемы на ранней стадии. Это позволяет печатным платам работать хорошо. Такие этапы тестирования, как внутрисхемное и функциональное тестирование, показывают, работают ли печатные платы в реальной жизни. Инструменты контроля качества, такие как статистический контроль процессов и Six Sigma, помогают предотвратить ошибки и улучшить ситуацию.
Визуальный, АОИ и рентгеновский контроль позволяют обнаружить проблемы до того, как они усугубятся.
Внутрисхемное и стресс-тестирование показывает, что печатные платы способны выдерживать сложные условия.
Использование данных для контроля качества снижает количество ошибок и экономит деньги.
Эти шаги помогают печатным платам принять жесткие правила для автомобилей, самолетов и других применений.
FAQ
В чем разница между АОИ и рентгеновским контролем?
AOI использует камеры и свет для проверки поверхности платы. Он находит проблемы, которые вы можете увидеть, например, отсутствующие детали или плохую пайку. Рентгеновский контроль заглядывает внутрь печатной платы. Он находит скрытые проблемы, например, трещины или пустые пространства под деталями. Оба метода помогают улучшить печатные платы, но они находят разные проблемы.
Почему производители используют как ручные, так и автоматизированные проверки?
Ручная инспекция хороша для небольших или специальных плат. Автоматизированная инспекция проверяет много плат быстро и очень точно. Использование обоих способов помогает обнаружить больше проблем и обеспечивает высокое качество плат.
Какую пользу приносит проверка паяльной пасты (SPI) при сборке печатных плат?
SPI проверяет, сколько паяльной пасты находится на плате и где она находится. Этот шаг предотвращает появление слабых соединений, обрывов и коротких замыканий. Хорошее покрытие паяльной пастой делает соединения более прочными и надежными.
Какие стандарты регламентируют проверку и тестирование печатных плат?
Стандарты отрасли, такие как IPC-A-600, IPC-6012 и JEDEC, устанавливают правила качества печатных плат. Эти правила сообщают производителям, что проверять и как измерять проблемы. Соблюдение этих правил обеспечивает безопасность и надежность печатных плат.