Výroba desek plošných spojů (PCB) využívá mnoho způsobů kontroly kvality. Proces kontroly zahrnuje vizuální kontroly, elektrické testování a automatické laserové měření. Kontrola desek plošných spojů probíhá v různých fázích výroby. Kontrola holých desek plošných spojů odhaluje problémy před montáží. Kontrola sestavených desek plošných spojů se zaměřuje na pájené spoje a umístění součástek. Tyto kroky pomáhají zabránit chybám v deskách plošných spojů a zlepšit jejich funkčnost. Metody kontroly jsou velmi důležité v každé fázi výroby jak holých, tak i sestavených desek plošných spojů.
Key Takeaways
Včasná kontrola holé desky plošných spojů používá elektrické testy a laserové měření. To pomáhá odhalit problémy před montáží. Šetří čas a peníze.
Automatizované vizuální kontroly s umělou inteligencí rychle odhalují drobné vady. Dělají to lépe než manuální kontroly. To zlepšuje kvalitu a snižuje plýtvání.
Kontroly montáže, jako je AOI, SPI a rentgen, spolupracují. Odhalují povrchové i skryté problémy. Tím se zajišťuje pevnost pájených spojů. Také se kontroluje, zda jsou součásti na správném místě.
Elektrické testy, jako je testování v obvodu a testování sondy s nulovým napětím, kontrolují, zda desky plošných spojů fungují správně. Před odesláním se ujistí, že desky plošných spojů splňují průmyslové standardy.
Závěrečné kontroly a dobrá dokumentace chrání kvalitu výrobků. Pomáhají s dodržováním předpisů. Také pomáhají výrobcům vytvářet lepší návrhy desek plošných spojů v budoucnu.
Inspekce výroby desek plošných spojů
Testování holé desky
Testování holých desek Kontroluje desky plošných spojů před přidáním součástek. Tento krok pomáhá odhalit problémy v rané fázi výrobního procesu desek plošných spojů. Elektrické sondy se používají k vyhledávání přerušených obvodů a zkratů. Tyto testy zajišťují, aby každá stopa a propojení na desce plošných spojů fungovaly správně. Pokud se problém zjistí nyní, výrobce jej může opravit před montáží. To šetří čas i peníze během výroby.
Testování holé desky s plošnými spoji také kontroluje její velikost a tvar. Výrobci používají speciální nástroje k měření desky a k zjištění, zda odpovídá návrhu. Tento krok zabraňuje problémům, které by mohly nastat později při montáži. Když jsou vady odhaleny včas, výrobci se vyhnou nákladným opravám a zpožděním.
Vizuální kontrola
Vizuální kontrola je jedním z nejstarších a nejjednodušších způsobů kontroly desek plošných spojů. Pracovníci nebo stroje se dívají na holou desku, aby odhalili viditelné problémy. Mezi tyto problémy patří škrábance, chybějící kontaktní plošky nebo přebytečná měď. Ruční vizuální kontrola funguje dobře u jednoduchých desek plošných spojů, ale může přehlédnout malé nebo skryté problémy. S rostoucí složitostí návrhů desek plošných spojů ruční kontrola nefunguje tak dobře.
Poznámka: Ruční vizuální kontrola často přehlédne mnoho problémů a je pomalá. Není dostatečně dobrá pro výrobu velkého množství desek plošných spojů. Kontrola založená na strojovém vidění dokáže zkontrolovat mnoho desek plošných spojů za minutu a najde drobné vady o velikosti pouhých 0.01 mm.
Trh s nástroji pro vizuální kontrolu rychle roste. V roce 2024 činil trh 1.2 miliardy USD. Odborníci se domnívají, že do roku 2.5 vzroste na 2033 miliardy USD. K tomuto růstu dochází, protože lidé chtějí lepší elektroniku a složitější desky plošných spojů. Nové technologie, jako je umělá inteligence a strojové učení, pomáhají strojům snáze nacházet problémy. Tyto nové nástroje pomáhají šetřit čas a peníze a také pomáhají snižovat elektronický odpad.
Metrika/Aspekt | Detaily |
|---|---|
Velikost trhu (2024) | 1.2 miliardy USD |
Předpokládaná velikost trhu (2033) | 2.5 miliardy USD |
CAGR (2026–2033) | 9.2% |
Klíčové faktory trhu | Poptávka po spolehlivé elektronice, složitost plošných spojů, automatizace, růst v klíčových odvětvích |
Technologické trendy | AI, strojové učení, inteligentní výroba, integrace IoT |
Význam | Zajišťuje kvalitu, snižuje náklady a odpad, podporuje spolehlivost |
Automatické laserové měření
Automatické laserové měření využívá lasery ke kontrole velikosti a tvaru desek plošných spojů. Tato metoda poskytuje velmi přesné výsledky. Dobré laserové přístroje dokáží měřit s chybou pouhých 0.0005 palce (0.0127 mm). Některé laserové systémy používají kamery a Bluetooth pro rychlý přenos dat. Tyto přístroje dokáží také měřit plochu a objem, což pomáhá kontrolovat tloušťku mědi nebo hloubku otvoru.
Výrobci používají automatické laserové měření, aby se ujistili, že každá deska plošných spojů odpovídá návrhu. Tento krok je důležitý, protože i malé chyby mohou způsobit problémy v konečném produktu. Laserové měření je rychlejší a přesnější než ruční kontrola. Pomáhá také s plně automatickou kontrolou během výroby.
Laserová měřicí zařízení mohou být přesná až s 1/16 palce na 400 stop (XNUMX metrů).
Některé systémy používají hluboké učení k měření velikostí povlaků s přesností přes 98 %.
Vysoce přesné laserové interferometry mohou dosáhnout přesnosti 2-3 mikropalce.
Automatické laserové měření pomáhá výrobcům včas odhalit problémy. To snižuje množství odpadu a zvyšuje spolehlivost desek plošných spojů.
Metody kontroly montáže
Po osazení součástek na desku plošných spojů výrobci kontrolují případné problémy. Používají různé inspekční metody k nalezení vad. Tyto kontroly hledají věci, jako je špatné pájení, chybějící díly nebo díly na nesprávném místě. Dobrá kontrola v tomto kroku zajišťuje lepší funkčnost a delší životnost desek plošných spojů.
Ruční vizuální kontrola
Manuální vizuální kontrola znamená, že vyškolení pracovníci prohlížejí každou desku plošných spojů. Hledají problémy, které vidí, jako jsou chybějící díly nebo špatné pájené spoje. Tato metoda je vhodná pro malé série nebo jednoduché desky. Někdy pracovníci najdou problémy, které stroje nevidí. To je užitečné pro zakázkové nebo speciální produkty.
Ruční kontrola ale není dokonalá. Lidé se mohou unavit nebo udělat chyby. Studie ukazují, že zjistí většinu vad, ale ne všechny. Inspektoři mohou každou hodinu zkontrolovat asi 50 až 100 položek. Výsledky závisí na tom, jak zkušený je každý pracovník. To může vést k tomu, že výsledky se pokaždé liší.
vlastnost | Ruční inspekce | Automatická kontrola |
|---|---|---|
Rychlost | 50-100 položek/hod | 2,000-3,000 položek/hod |
Přesnost | 85%-95% | Až 99.9% |
Pracovní závislost | Vysoký | Minimální |
Škálovatelnost | Obtížný | Snadno škálovatelné |
Flexibilita | Vysoká pro zakázkové práce | Nejlepší pro standardizované produkty |
Manuální kontrola je nejlepší pro prototypy nebo speciální návrhy. U velkých zakázek je automatizovaná kontrola rychlejší a přesnější.
Automatická optická kontrola (AOI)
Automatická optická kontrola používá kamery ke kontrole desek plošných spojů po sestavení. Systémy AOI skenují každou desku a porovnávají ji s dobrým obrázkem. Nacházejí problémy, jako jsou chybějící díly, špatné díly nebo pájené můstky. AOI pracuje mnohem rychleji než lidé a poskytuje stabilní výsledky.
Moderní AOI využívá umělou inteligenci a strojové učení. Tyto systémy dokáží každou hodinu zkontrolovat 2,000 3,000 až 99.9 98 položek. Mohou být téměř XNUMX% přesné. V jedné studii modely umělé inteligence zjistily více než XNUMX % vad. To pomáhá výrobcům včas řešit problémy a snižovat plýtvání.
Studie / Metoda | Podrobnosti o datové sadě | Hlášené metriky | Shrnutí výsledků |
|---|---|---|---|
Nahar a Phadke (2019) | 103 vzorků desek plošných spojů, 134 defektů | Přesnost detekce | Přesnost detekce 91.1 % bez rozlišení třídy vad |
Bhattacharya a Cloutier (2022) | 1,386 6 snímků, XNUMX tříd vad | Průměrná přesnost, míra falešně pozitivních výsledků | Průměrná přesnost 98.3 %, míra falešně pozitivních výsledků pod 5 % |
Model T-YOLOv5 (vylepšený YOLOv5) | Datový soubor PCB (neurčená velikost) | Přesnost, Retail, mAP (IoU=0.5), Statistická významnost (t-hodnoty, p-hodnoty) | Přesnost: 98.37 %, Recall: 99.24 %, mAP: 99.15 %; t-hodnoty > 1.96, p-hodnoty < 0.001 |
Automatizovaná optická kontrola snižuje počet chyb a zvyšuje počet kontrolovaných desek. Přibližně 72 % společností, které ji používají, zaznamenává 50% nárůst produkce. AOI také vede záznamy o kontrole každé desky plošných spojů.
Kontrola pájecí pasty (SPI)
Kontrola pájecí pasty kontroluje její stav před přidáním součástek. SPI používá 3D snímky k měření množství pasty na desce. Pro pevné spoje a dobré připojení je potřeba dobrá pájecí pasta.
SPI vyhledává problémy, jako je nedostatek pasty, příliš mnoho pasty nebo pasta na nesprávném místě. Tyto problémy mohou způsobit přerušené obvody, zkraty nebo slabé spoje. Automatizované SPI pracuje rychle a poskytuje podrobné zprávy. Pomáhá řešit problémy s tiskem dříve, než se rozšíří.
SPI je důležitým krokem při osazování desek plošných spojů. Zabraňuje mnoha běžným vadám a pomáhá více deskám projít prvním testem. Včasným odhalením problémů SPI snižuje potřebu oprav a snižuje množství odpadu.
Rentgenová inspekce
Rentgenová kontrola se zaměřuje na vnitřek desek plošných spojů a odhaluje skryté problémy. To je důležité pro desky se složitým rozvržením nebo součástky, jako jsou BGA. Rentgen dokáže najít dutiny, pájecí můstky a praskliny, které jiné kontroly přehlédnou.
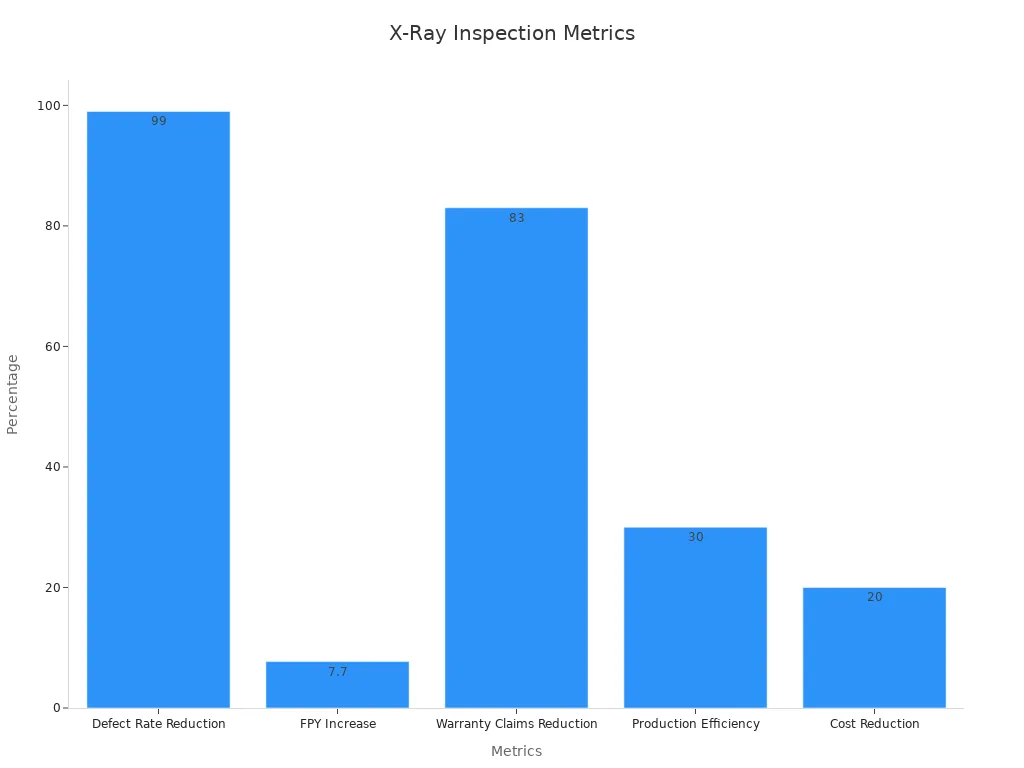
Pokročilý rentgen využívá mikro-CT k vytváření 3D snímků desky plošných spojů. Tyto systémy dokáží detekovat drobné defekty menší než 0.015 mm. Automatizovaný rentgen dokáže snížit míru vad až o 99 %. Dokáže zvýšit výtěžnost prvního průchodu z 92 % na 99.7 % v automobilové elektronice. Výrobci mohou také ušetřit až 20 % nákladů a vyrobit o 30 % více desek plošných spojů.
Rentgenová kontrola je skvělá pro nalezení skrytých vad. Pomáhá vyrábět vysoce kvalitní desky plošných spojů a splňovat přísné průmyslové předpisy.
Tip: Nejlépe se hodí společné použití AOI, SPI a rentgenu. Každá metoda odhaluje jiné problémy, takže inspekce je úplnější.
Typické vady zjištěné během kontroly montáže
Montážní kontrola odhaluje mnoho typů vad, jako například:
Pájecí můstky a otevřené spoje
Díly na špatném místě nebo chybí
Tombstone (části stojící na konci)
Nedostatek nebo příliš mnoho pájecí pasty
Dutiny a praskliny v pájených spojích
Ohnuté nebo zlomené vodiče
Tyto kroky zajistí, že desky plošných spojů jsou v pořádku, než budete pokračovat. Automatizovaná kontrola, zejména s využitím umělé inteligence, se neustále zlepšuje v hledání vad a výrobě dalších desek.
Elektrické zkoušky

Elektrické testování hraje klíčovou roli v kontrole desek plošných spojů. Před opuštěním továrny kontroluje, zda každá deska funguje tak, jak je navržena. Výrobci používají několik testovací metody najít závady, které by vizuální nebo rentgenová kontrola mohla přehlédnout. Tyto metody pomáhají zajistit, aby každá deska plošných spojů splňovala přísné průmyslové standardy a fungovala v reálných podmínkách.
In-Circuit Testing (ICT)
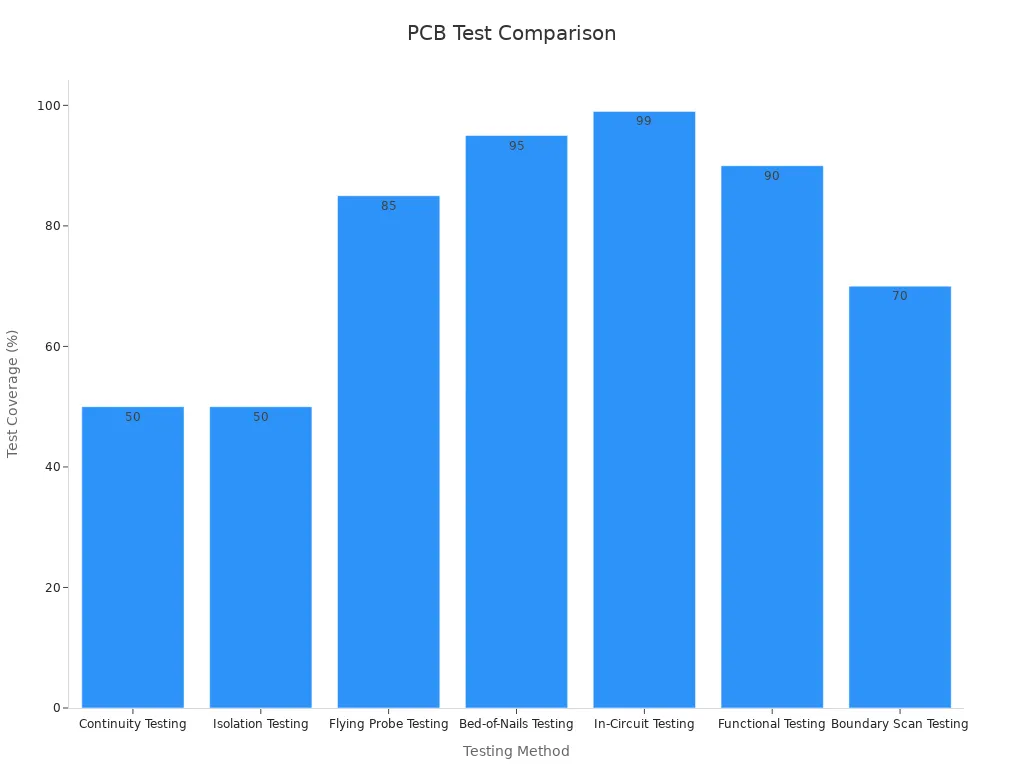
Testování v obvodu využívá upínací přípravek s hřebíky ke kontrole každé součástky na desce plošných spojů. Nachází problémy, jako jsou přerušené obvody, zkraty a chybné součástky. ICT dokáže otestovat desku s 300 součástkami za pouhé 3–4 sekundy. Tato rychlost je ideální pro hromadnou výrobu. Metoda pokrývá 95 % až 98 % možných závad, což z ní činí jeden z nejspolehlivějších inspekčních kroků.
metrický | Hodnota | Popis |
|---|---|---|
Krytí poruch | 95% - 98% | Vysoká míra detekce přerušení, zkratů a chyb |
Čas testování | 3–4 sekundy na 300 dílů | Rychlé pro velké dávky |
Testování létající sondy
Testování pomocí letící sondy využívá pohyblivé sondy k dotyku testovacích bodů na desce plošných spojů. Nevyžaduje speciální přípravek, takže funguje dobře pro prototypy a malé série. Tato metoda pokrývá 80 % až 90 % závad. Funguje jako automatizovaný multimetr a poskytuje podrobné zprávy pro každou desku. Testování pomocí letící sondy pomáhá inženýrům ladit nové návrhy a včas odhalovat problémy.
Testovací metoda | Typické pokrytí testy |
|---|---|
Létající sonda | 80-90% |
Postel nehtů | 90-95% |
Test v obvodu | 95-98% |
Hraniční skenování | 95-99% |
Testování Boundary Scan
Boundary Scan testování kontroluje spojení uvnitř čipů pomocí speciálních testovacích obvodů. Funguje dobře pro husté nebo složité sestavy desek plošných spojů, kam se jiné inspekční nástroje nedostanou. Tato metoda poskytuje rychlé výsledky a snižuje náklady na instalaci. Boundary Scan dokáže najít chyby až na úrovni pinů. Je nejvhodnější pro desky s čipy kompatibilními s JTAG.
Funkční testování
Funkční testování zapne desku plošných spojů a ověří, zda funguje v reálných podmínkách. Načte firmware a otestuje logiku, vstup/výstup a stabilitu systému. Tento krok odhalí až 70 % problémů s výkonem, které by jiné kroky kontroly mohly přehlédnout. Funkční testování je poslední kontrolou před odesláním, která zajišťuje, aby každá deska splňovala potřeby zákazníka.
Všechny tyto kroky kontroly a testování se řídí průmyslovými normami jako IPC-SM 785, IPC 9701, MIL-STD 202 a JEDEC.
Mezi testovací nástroje patří testery s létajícími sondami, přípravky a reflektometry v časové doméně.
Tyto metody zajišťují, že každá deska plošných spojů je bezpečná, spolehlivá a připravená k použití v oblastech, jako je lékařství a letecký průmysl.
Spolehlivost a zátěžové testování
Testování zapálením
Zapalovací test pomáhá odhalit slabé desky plošných spojů před odesláním. Desky plošných spojů jsou po stanovenou dobu vystaveny vysokému teplu a napětí. Díky tomu k včasným poruchám dochází již v továrně, nikoli později. Inženýři používají zapalovací test, aby zjistili, jak dlouho deska plošných spojů vydrží pod zátěží. Studie ukazují, že použití testovacích dat a počítačových modelů pomáhá předpovědět životnost desek plošných spojů. Tyto metody pomáhají inženýrům vytvářet lepší návrhy a desky s delší životností. Zapalovací test je důležitý pro zajištění toho, aby se v budoucnu používaly pouze dobré desky plošných spojů.
Environmentální stres
Environmentální zátěžové testování Testuje se, jak desky plošných spojů zvládají reálné použití. Inženýři k testování desek používají teplo, chlad, třesení a vlhký vzduch. Toto testování odhaluje problémy, jako jsou praskliny nebo změny odporu. Výzkumníci používají Interconnect Stress Test (IST) k urychlení stárnutí a nalezení slabých míst. Statistické modely, jako je Norris-Landzbergova rovnice, pomáhají měřit, jak změny ovlivňují spolehlivost. Testování s různým namáháním ukazuje, co prodlužuje životnost desek plošných spojů. Tyto testy pomáhají výrobcům předvídat poruchy a zlepšovat kvalitu.
Zátěžové testy vlivem prostředí odhalují skryté poruchy, jako jsou problémy s mikrootvory.
Statistické modely a kontroly velikosti vzorku ukazují, zda se spolehlivost zlepšuje.
Rychlé testy kopírují reálné používání a pomáhají předvídat dlouhodobé selhání.
Pájitelnost a kontaminace
Testování pájitelnosti a kontaminace kontroluje, zda desky plošných spojů dokáží vytvořit pevné a čisté spoje. Špatná pájitelnost způsobuje slabé spojení a předčasné selhání. Inženýři používají různé testy, aby zjistili, jak dobře pájka přilne k ploškám a vývodům.
Název testu | Kvantitativní metriky | Popis |
|---|---|---|
Smáčecí bilance (meniskograf) | Smáčivost, doba smáčení | Měří, jakou sílu roztavená pájka vyvíjí na kontaktní plošky v průběhu času, a vytváří tak smáčecí křivku. |
Povrchový izolační odpor (SIR) | Hodnoty izolačního odporu | Kontroluje kontaminaci měřením odporu mezi vodiči za kontrolovaných podmínek. |
Test ponoření a pohledu | Kvalitativní | Vizuální kontrola pokrytí pájkou; nejedná se o naměřenou hodnotu. |
Tyto testy pomáhají výrobcům najít a opravit problémy před montáží. Pomocí testů smáčivosti a SIR zajišťují, aby každá deska plošných spojů splňovala vysoké standardy pro kvalitu a spolehlivost.
Závěrečná kontrola desek plošných spojů
Závěrečné vizuální kontroly
Závěrečné vizuální kontroly jsou posledním krokem před odesláním. Inspektoři každou desku velmi pečlivě prohlížejí. Snaží se najít jakékoli dříve přehlédnuté problémy. Hledají škrábance, chybějící díly nebo špatné pájené spoje. Tento krok zajišťuje, aby každá deska byla v pořádku a splňovala požadavky zákazníků.
Výrobci v této fázi používají různé způsoby kontroly desek. Mezi tyto způsoby patří vizuální kontrola, automatizovaná optická kontrola, rentgenová kontrola, elektrické testování a někdy i analýza průřezu. Každý způsob má něco, v čem je nejlepší. Vizuální kontrola je rychlá a levná, ale odhaluje pouze povrchové problémy. Automatizovaná optická kontrola je vhodná pro velké skupiny desek a je velmi přesná. Rentgenová kontrola umožňuje nahlédnout dovnitř desky a najít skryté problémy. Elektrické testování kontroluje, zda deska funguje správně. Analýza průřezu je destruktivní, ale ukazuje vnitřek desky.
Inspektoři používají průmyslové standardy jako IPC-A-600 a IPC-6012. Tato pravidla určují, co se považuje za problém a jak kontrolovat kvalitu. Závěrečné vizuální kontroly pomáhají snižovat počet vadných desek a vylepšovat produkty. Poskytují také data, která pomohou vylepšit budoucí desky.
Tip: Závěrečná kontrola je poslední šancí odhalit problémy předtím, než zákazníci desky obdrží. Pečlivá kontrola nyní chrání jméno společnosti a zabraňuje drahému vrácení zboží.
Dokumentace
Dokumentace je důležitou součástí posledního kroku kontroly. Zaznamenává každou kontrolu a výsledek inspekce. Dobré záznamy pomáhají výrobcům včas odhalit a opravit problémy. Také ukazují, že každá deska splňuje všechna potřebná pravidla a normy.
Dokumentace pomáhá dodržovat pravidla a udržuje spokojenost zákazníků.
Uchovává si poznámky o problémech a o tom, jak byly opraveny.
Pomáhá to naplánovat, jak se desky budou v budoucnu vyrábět.
Poskytuje záznamy pro audity a udržuje dodavatele poctivých.
Pomáhá kontrolovat kvalitu a snižuje riziko.
Proces zahrnuje kontrolu konstrukční dokumentace, kontrolu materiálů a zaznamenávání výsledků inspekcí. Vedení řádných záznamů zajišťuje, že dále postoupí pouze ty rady, které projdou všemi kontrolami. Dokumentace je velmi důležitá v oblastech, jako je letectví a kosmonautika, automobily, elektronika a zdravotnické prostředky. Pomáhá společnostem dodržovat přísná pravidla a dodávat kvalitní produkty.
Dobrý proces kontroly a testování pomáhá vyrábět vysoce kvalitní desky plošných spojů. Každý způsob kontroly, jako je oční prohlídka nebo použití rentgenu, odhaluje problémy včas. Díky tomu desky plošných spojů dobře fungují. Kroky testování, jako je testování uvnitř obvodu a funkční testování, ukazují, zda desky plošných spojů fungují v reálném provozu. Nástroje pro kontrolu kvality, jako je statistická kontrola procesů a Six Sigma, pomáhají předcházet chybám a zlepšovat věci.
Vizuální, AOI a rentgenová kontrola odhalí problémy dříve, než se zhorší.
Testování v obvodu a zátěžové testy ukazují, že desky plošných spojů zvládnou náročné podmínky.
Využití dat pro kontrolu kvality snižuje chyby a šetří peníze.
Tyto kroky pomáhají deskám plošných spojů prosadit přísná pravidla pro auta, letadla a další použití.
Nejčastější dotazy
Jaký je rozdíl mezi AOI a rentgenovou kontrolou?
AOI (Autoinspekce plošných spojů) používá kamery a světlo ke kontrole povrchu desky. Najde viditelné problémy, jako jsou chybějící součástky nebo špatná pájka. Rentgenová kontrola se dívá dovnitř desky plošných spojů. Najde skryté problémy, jako jsou praskliny nebo prázdné prostory pod součástkami. Obě metody pomáhají vylepšovat desky plošných spojů, ale odhalují různé problémy.
Proč výrobci používají manuální i automatizované kontroly?
Ruční kontrola je vhodná pro malé nebo speciální desky. Automatická kontrola kontroluje mnoho desek rychle a velmi přesně. Použití obou způsobů pomáhá odhalit více problémů a zajišťuje vysokou kvalitu desek.
Jak pomáhá kontrola pájecí pasty (SPI) při osazování desek plošných spojů?
SPI kontroluje, kolik pájecí pasty je na desce a kde se nachází. Tento krok zabraňuje vzniku slabých spojů, přerušených obvodů a zkratů. Dobré pokrytí pájecí pastou činí spojení pevnějším a spolehlivějším.
Jaké normy upravují kontrolu a testování desek plošných spojů?
Průmyslové normy jako IPC-A-600, IPC-6012 a JEDEC stanoví pravidla pro kvalitu desek plošných spojů. Tato pravidla říkají výrobcům, co mají kontrolovat a jak měřit problémy. Dodržování těchto pravidel zajišťuje bezpečnost a spolehlivost desek plošných spojů.