Standardet e rrafshësisë së PCB-së janë shumë të rëndësishme për performancë të mirë. Lakimi dhe përdredhja janë mënyra se si një pllakë qarku e shtypur mund të përkulet. Lakimi është kur pllaka përkulet përgjatë gjatësisë së saj. Përdredhja është kur qoshet janë në lartësi të ndryshme. Këto probleme mund ta bëjnë montimin të vështirë dhe të dëmtojnë mënyrën se si funksionon PCB-ja. Standardet IPC-6011 thonë se qarqet duhet të jenë të balancuara dhe të ndërtuara njësoj në të dyja anët. Kjo ndihmon në ndalimin e lakimit dhe përdredhjes. Kur pesha e bakrit është 3 oz/ft² ose më shumë, nevojiten rregulla më të rrepta. Kontrolli i rrafshësisë e mban PCB-në të qëndrueshme dhe ndalon nevojën për pjesë shtesë mbështetëse.
Lakimi dhe përdredhja ndryshojnë se sa e sheshtë është një PCB dhe vendosin nëse pllaka e qarkut të shtypur do t'i kalojë rregullave të ashpra të industrisë.
Ndërmarrjet kryesore
Përkulja dhe përdredhja bëjnë që PCB-të të përkulen, gjë që mund të dëmtojë mënyrën e funksionimit të tyre. Është e rëndësishme të kontrolloni harkun dhe përdredhjen. – Përdorimi i mjeteve IPC-TM-650 kontrollon rrafshësinë herët. Kjo ndihmon në gjetjen e problemeve shpejt dhe siguron që pllakat të ndjekin rregullat. – Prodhimi i PCB-ve me bakër të njëtrajtshëm dhe njolla inteligjente të pjesëve ndihmon në ndalimin e harkut dhe përdredhjes gjatë prodhimit të tyre. – Zgjedhja e materialeve të mira dhe trashësia e duhur i mban PCB-të të forta. Kjo i bën ato më pak të prirura të përkulen nga nxehtësia ose uji. – Biseda e mirë midis prodhuesve dhe klientëve ndihmon në zgjidhjen e problemeve më shpejt dhe i bën PCB-të më të mira.
Standardet e Sheshësisë së PCB-së
Përkulje dhe Kthesë
Rrafshësia e PCB-së do të thotë se sa e lëmuar dhe e njëtrajtshme është pllaka. Lakimi dhe përdredhja janë mënyrat kryesore se si një pllakë mund të humbasë rrafshësinë. Lakimi ndodh kur të katër cepat prekin tabelën, por mesi ngrihet lart. Përdredhja është kur tre cepa prekin, por një cep është më i lartë ose më i ulët. Këto probleme mund të shfaqen gjatë prodhimit të pllakës, veçanërisht pas hapave të ngrohjes. Lakimi mund të jetë deri në 0.47 mm dhe ndryshon me materialin e pllakës dhe nxehtësinë. Përdredhja është kur pllaka kthehet përgjatë diagonales së saj, kështu që një cep është lart ose poshtë.
Harku dhe përdredhja nuk ndjekin një model normal. Materiale të ndryshme dhe nxehtësia gjatë saldimit shkaktojnë këto ndryshime. Njerëzit përdorin mënyra të veçanta për të kontrolluar harkun dhe përdredhjen. Ata e shikojnë pllakën, përdorin mjete për rrafshim dhe ndonjëherë skanim 3D. Rregulla si IPC-TM-650 2.4.22 shpjegojnë se si të maten dhe pranohen pllakat për harkun dhe përdredhjen.
Tabela më poshtë tregon harkun dhe rrotullimin më të madh të lejuar për secilin lloj dërrase:
Lloji i bordit | Përkulja dhe Kthesa Maksimale (%) |
|---|---|
Me Pajisje Montimi Sipërfaqësor | 0.75% |
Pa SMD | 1.5% |
Këto kufizime vijnë nga rregullat IPC 2422-1 dhe IPC 2422-2. Ato sigurohen që dërrasat të funksionojnë mirë, edhe nëse përkulen pak.
Pse ka rëndësi sheshtësia
Rrafshësia është shumë e rëndësishme për mënyrën se si funksionon një PCB. Lakimi dhe përdredhja mund ta bëjnë të vështirë vendosjen e pjesëve në pllakë. Nëse pllaka nuk është e sheshtë, pjesët mund të mos përshtaten siç duhet dhe ngjitësi mund të mos ngjitet mirë. Kjo mund të shkaktojë qarqe të hapura ose pika të dobëta.
Studimet tregojnë se PCB-të e sheshta zgjasin më shumë dhe funksionojnë më mirë. Shumë hark ose përdredhje ushtron presion mbi nyjet e saldimit. Mënyra se si e fiksoni pllakën, si p.sh. vendi ku vendosni bulonat, ndryshon se sa e përkulni atë. Bulonat larg pjesëve të rëndësishme ndihmojnë që nyjet e saldimit të zgjasin më shumë. Nëse bulonat bashkojnë PCB-në me gjëra që zgjerohen ndryshe me nxehtësinë, nyjet e saldimit mund të prishen deri në 60% më shpejt. Testet dhe modelet kompjuterike tregojnë se planet e mbështetjes ndryshojnë se ku fillojnë çarjet dhe sa zgjasin nyjet e saldimit.
Studiuesit zbuluan se PCB-të më të sheshta japin rezultate më të mira në prodhimin e pllakave. Pllakat me më pak koplanaritet kanë më pak probleme me saldimin. Për shembull, në koplanaritet 0.177 mm, mundësia e hapjes së një saldimi është rreth 1%. Pllakat që kalojnë testet janë zakonisht më të sheshta se ato që dështojnë. Vendi ku ndodhet pllaka në panel dhe mënyra se si thyhet ajo gjithashtu ka rëndësi, por balanca dhe materiali i bakrit nuk i ndryshojnë shumë gjërat.
Kontrolli i harkut dhe rrotullimit nuk ka të bëjë vetëm me ndjekjen e rregullave. Ai ndihmon që çdo qark i shtypur të funksionojë mirë dhe të zgjasë më shumë në jetën reale.
Metodat e Matjes
IPC-TM-650
Inxhinierët përdorin mënyra të ndryshme për të kontrolluar se sa i sheshtë është një qark i shtypur. Standardi IPC-TM-650 shpjegon se si të testohet për harkun dhe përdredhjen. Për ta bërë këtë, e vendosni pllakën në një sipërfaqe të sheshtë. Pastaj matni pikat më të larta dhe më të ulëta. Njerëzit përdorin mjete ose kamera speciale për këtë. Disa mjete të zakonshme janë moiré hije, projeksioni i skajeve dhe matja konfokale. Këto mjete mund të gjejnë ndryshime shumë të vogla në lartësi, ndonjëherë aq të vogla sa 5 mikrometra. Disa projektues duan kontrolle edhe më të sakta, si 1 ose 3 mikrometra.
Për të matur rrafshësinë, duhet të ndiqni disa hapa:
Piqeni më parë dërrasën për të hequr ujin.
Lyejeni tabelën me të bardhë që kamerat të shohin më mirë.
Pritini dërrasën në mënyrë që të futet në furrë.
Vendosni termoçiftet afër, por jo brenda, zonës së provës.
Përdorni nxehtësi që rritet ngadalë, midis 0.5°C dhe 1.0°C çdo sekondë.
Standardi IPC-TM-650 gjithashtu thotë që panelet e mëdha duhet të kontrollohen përpara se t'i priten në dërrasa më të vogla. Kjo siguron që të gjitha dërrasat janë të mira përpara se t'i montoni së bashku.
Kufijtë e pranueshëm
Ekzistojnë rregulla të qarta se sa e sheshtë duhet të jetë një dërrasë. Numrat e saktë varen nga lloji i dërrasës dhe si do të përdoret. Tabela më poshtë tregon kufizimet kryesore:
Lloji i bordit | Limiti i harkut dhe rrotullimit (%) |
|---|---|
Pllaka qarqesh të shtypura për montim në sipërfaqe | 0.75 |
Lloje të tjera të bordeve | 1.5 |
Dërrasat gjithashtu duhet të kenë trashësinë e duhur dhe të kenë skaje të lëmuara. Nëse një dërrasë është më e trashë se 31 mil, ajo duhet të jetë brenda ±10% të trashësisë së duhur. Dërrasat më të holla mund të jenë të gabuara vetëm me ±3 mil. Nëse një dërrasë përkulet më shumë se 0.75%, nuk është në rregull për shumicën e punëve. Këto rregulla ndihmojnë të sigurohen që dërrasat të funksionojnë mirë kur prodhohen dhe përdoren.
Duke ndjekur këto teste të harkut dhe përdredhjes, kompanitë mund të prodhojnë dërrasa që përmbushin rregullat dhe nuk dështojnë aq shumë.
Faktorët që ndikojnë në sheshtësinë e PCB-së
Dizajni dhe Paraqitja
Mënyra se si e projektoni dhe e vendosni një PCB ndryshon se sa e sheshtë do të qëndrojë ajo. Inxhinierët përpiqen ta mbajnë bakrin në të njëjtën linjë në të dyja anët. Nëse njëra anë ka më shumë bakër, pllaka mund të përkulet. Kjo ndodh kur pllaka ftohet. Një grumbullim i ekuilibruar ndihmon në ndalimin e këtij problemi. Gjurmët dhe planet vendosen për të shpërndarë stresin. Prerjet ose vrimat e mëdha mund të krijojnë pika të dobëta. Këto pika të dobëta e bëjnë më të mundshme përkuljen ose përdredhjen gjatë laminimit. Vendi ku vendosni pjesët dhe vrimat gjithashtu ka rëndësi. Zgjedhjet e mira në dizajn ndihmojnë në ndalimin e përkuljes. Kjo e bën PCB-në të funksionojë më mirë dhe të zgjasë më shumë.
Këshillë: Mbajtja e bakrit në nivel dhe vendosja e pjesëve në vende të zgjuara ndihmon në ndalimin e harkut dhe përdredhjes kur duke bërë një tabelë qarku.
Materialet dhe Trashësia
Materialet dhe trashësia që zgjidhni përcaktojnë se sa e sheshtë do të jetë pllaka ngjitëse. Materiale të ndryshme veprojnë ndryshe me nxehtësinë dhe ujin. FR4, Tefloni dhe substratet fleksibël kanë secili tipare të veçanta. FR4 ka një CTE mesatare, por CTE e Teflonit është shumë më e lartë. Substratet fleksibël kanë nevojë për kujdes shtesë për të qëndruar të sheshta. Kur këto materiale nxehen gjatë laminimit, ato rriten dhe tkurren me shpejtësi të ndryshme. Kjo mund të bëjë që pllaka të përkulet ose të shtrembërohet.
Trashësia e dërrasës gjithashtu ka shumë rëndësi. Dërrasat e holla përkulen ose rrotullohen më lehtë. Dërrasat e trasha nuk përkulen aq shumë, por mund të jenë shumë të ngurta. Tabela më poshtë tregon se si materiali dhe trashësia ndryshojnë rrafshësinë dhe tolerancën:
Parametër | Përshkrim | Ndikimi në sheshtësinë dhe tolerancat e PCB-së |
|---|---|---|
materiali Flete | FR4, Teflon, Substrate fleksibël | CTE të ndryshme bëjnë që dërrasat të deformohen ose tkurren; Tefloni është më i vështirë për t'u mbajtur i sheshtë, substratet fleksibël kanë nevojë për kujdes të veçantë. |
Gama e trashësisë (mm) | 0.2-0.4 | Toleranca ±0.1 mm; dërrasat e trasha humbasin fleksibilitetin, ato të hollat janë të dobëta |
Gama e trashësisë (mm) | 0.5-1.0 | Toleranca ±0.2 mm; pllakat e trasha ngadalësojnë sinjalet me shpejtësi të lartë, ato të hollat nuk janë të qëndrueshme |
Gama e trashësisë (mm) | 1.0-1.5 | Toleranca ±0.3 mm; dërrasat e trasha janë të vështira për t'u montuar, ato të hollat mund të thyhen |
Efektet e zgjerimit termik | FR4 (14-16 ppm/°C), Teflon (30-40 ppm/°C), Poliimid (10-20 ppm/°C) | CTE më e lartë do të thotë më shumë deformim, gjë që dëmton sheshtësinë |
Faktorët e Mjedisit | Temperatura, Lagështia | Nxehtësia dhe uji bëjnë që dërrasat të rriten, tkurren ose deformohen |
Proceset e prodhimit | Stresi termik i saldimit me ripërpunim | Ftohja e pabarabartë përkul dërrasat dhe lëviz pjesët |
Inxhinierët zgjedhin materialet dhe trashësinë bazuar në nevojat e pllakës ngjitëse. Ata gjithashtu mendojnë se si këto zgjedhje ndryshojnë harkun dhe përdredhjen gjatë prodhimit dhe përdorimit të pllakës.
Numërimi i shtresave
Numri i shtresave në një PCB ndryshon shkallën e përkuljes së saj. Më shumë shtresa nënkuptojnë më shumë hapa laminimi. Çdo hap përdor nxehtësi dhe presion. Këta hapa mund ta bëjnë pllakën të përkulet ose të shtrembërohet nëse nuk është e balancuar. Më shumë shtresa mund të nënkuptojnë më shumë stres. Nëse shtresat nuk kanë të njëjtën trashësi ose lloj, pllakën mund ta përkulin pas laminimit.
Dizajnerët përdorin shtresa të barabarta për të ndihmuar në këtë drejtim. Ata përputhin shtresat sipër dhe poshtë mesit. Kjo e mban dërrasën të sheshtë gjatë punimit. Nëse grumbullimi nuk është i barabartë, dërrasa mund të përkulet gjatë laminimit. Planifikimi i numrit të shtresave dhe grumbullimit ndihmon në parandalimin e harkut dhe përdredhjes.
Procesi i prodhimit
Mënyra se si prodhohet PCB-ja ndryshon se sa e sheshtë është në fund. Çdo hap, si laminimi dhe saldimi, mund të shkaktojë probleme. Laminimi përdor nxehtësi dhe presion për të ngjitur shtresat së bashku. Nëse nxehtësia ose presioni nuk janë të njëtrajtshëm, pllaka mund të përkulet. Ftohja që nuk është e njëtrajtshme pas laminimit gjithashtu shkakton përkulje. Gjatë saldimit me ripërpunim, pllaka nxehet përsëri. Kjo nxehtësi mund ta bëjë tabelën të përkulet, veçanërisht nëse materialet rriten me ritme të ndryshme.
Prodhuesit përdorin hapa të kujdesshëm për të ndaluar këto probleme. Ata monitorojnë nxehtësinë dhe presionin gjatë laminimit. Ata i pjekin dërrasat para se të bashkohen me kallaj për t'i tharë. Këta hapa ndihmojnë në ndalimin e lakimit dhe përdredhjes. Ekipet kontrollojnë rrafshësinë shumë herë gjatë prodhimit. Kontrollet e hershme gjejnë probleme para hapit tjetër. Kontrolli i mirë i procesit e mban pllakëzën e shtypur (PCB) të sheshtë dhe ul mundësinë e problemeve.
Shënim: Mbajtja e procesit të qëndrueshëm gjatë prodhimit dhe petëzimit është shumë e rëndësishme për të ndaluar lakimin dhe përdredhjen në çdo pllakë ngjitëse.
Sigurimi i pajtueshmërisë me PCB-të
Praktikat më të mira
Prodhuesit përdorin mënyra të ndryshme për të ruajtur rrafshësinë e PCB-së. Ata zgjedhin sipërfaqe të mbaruara si ENIG ose ENEPIG. Këto përfundime ndihmojnë që pllakat të qëndrojnë të njëtrajtshme dhe të forta. Maskat e saldimit me film të thatë mund t'i bëjnë pllakat shumë të sheshta, deri në 5-7 mikrometra. Inxhinierët projektojnë pirgje që janë të njëjta në të dyja anët. Ata balancojnë bakrin për të ndaluar lakimin dhe përdredhjen. Pikat bosh të bakrit mbushen për të mbajtur veshjen të njëtrajtshme. Gjatë laminimit, ata vëzhgojnë nxehtësinë dhe presionin për të ndaluar deformimin. Tabela më poshtë rendit disa numra të rëndësishëm:
Aspekt | Detajet / Standardet Numerike |
|---|---|
Limitet e deformimit të faqes IPC | 0.1% për dërrasat e Klasës 3; 0.05% për Klasën 4; 0.2% për Klasën 1 |
Trashësia kryesore | 1.6 mm ndihmon që panelet e mëdha të qëndrojnë të ngurta edhe nëse janë mbi 400 mm |
Shpërndarja e bakrit | Bakri i balancuar ul rrezikun e deformimit me 15-20% |
Përzgjedhja e materialit | FR-4 me Tg të Lartë (>170°C) ose poliimid (deri në 260°C) e ul zgjerimin me rreth 20%. |
Këshillë: Puna në fazat e hershme me prodhuesit dhe prodhimi i shpejtë i dërrasave për testim mund të zbulojë deri në 80% të problemeve të rrafshësisë përpara se të prodhohen shumë dërrasa.
Komunikimi Prodhues-Klient
Komunikimi i mirë midis prodhuesve dhe klientëve ndihmon pajtueshmëria e PCB-sëTë dyja palët duhet të bien dakord për rregullat e rrafshësisë përpara se të prodhojnë dërrasa. Ndarja e planeve të grumbullimit, zgjedhjes së materialeve dhe hapave të petëzimit parandalon surprizat. Prodhuesit mund të tregojnë teste kompjuterike për të shpjeguar se si do të veprojë pllaka ngjitëse gjatë montimit. Klientët duhet t'u tregojnë prodhuesve çdo problem të gjetur gjatë testimit. Kjo punë ekipore ndihmon në përmirësimin si të projektimit ashtu edhe të hapave të prodhimit.
Takimet e rregullta i mbajnë të gjithë të informuar.
Ndarja e rezultateve të testeve dhe mostrave ndihmon në rregullimin e shpejtë të gjërave.
Duke folur për problemet në bërjen e kontakteve drejt zgjidhjeve më të shpejta.
Adresimi i Çështjeve
Kur shfaqen probleme me rrafshësinë, ekipet ndjekin hapat për t'i zgjidhur ato. Së pari, ata kontrollojnë nëse bakri është i balancuar dhe nëse grumbullimi është i njëtrajtshëm. Më pas, ata shohin nëse janë përdorur materialet dhe trashësia e duhur. Nëse problemi është shkaktuar nga laminimi ose saldimi, ata ndryshojnë cilësimet e procesit. Ndonjëherë, ata përdorin mbajtëse të posaçme gjatë montimit për të parandaluar përkuljen e pllakave. Studimet e rasteve tregojnë se provimi i dizajneve të reja ose ndryshimi i mënyrës se si bashkohen pjesët mund të zgjidhë probleme të vështira. Për shembull, një projekt evropian me sensorë arriti një rrafshësi më të mirë duke testuar tre dizajne të reja. Kjo i ndihmoi ata të krijonin më shumë pllaka. Në pajisjet mjekësore, krijimi i shumë pllakave testuese dhe marrja e ndihmës për dizajnin çoi në rezultate më të mira dhe pllaka më të forta.
Ekipet që i gjejnë problemet herët dhe e përmirësojnë procesin e tyre kanë më pak probleme me rrafshësinë dhe performancë më të mirë të PCB-së.
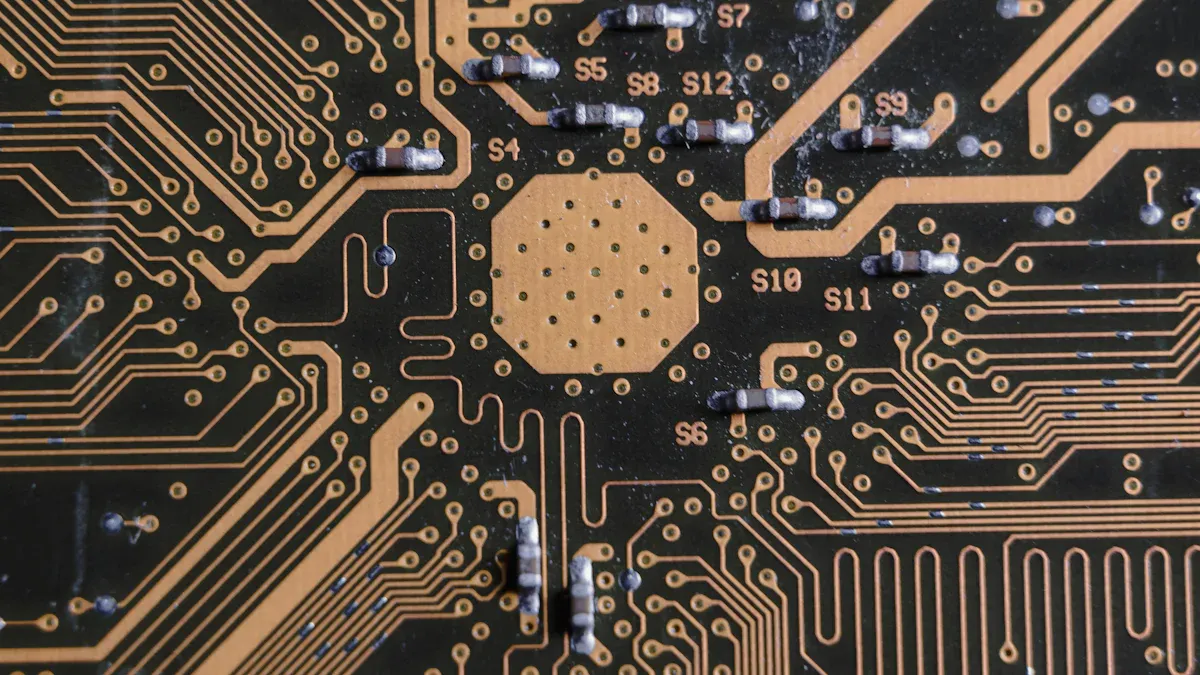
Njohja e standardeve të PCB-së dhe ajo që ndikon në cilësi i ndihmon inxhinierët të krijojnë produkte të mira. Dizajni i mirë, zgjedhja e materialeve të duhura dhe hapat e kujdesshëm parandalojnë përkuljen e pllakave. Kjo gjithashtu ndihmon në vendosjen më të mirë të pjesëve në tabelë. Tabela më poshtë tregon dy mënyra për të prerë pllakat veç e veç. Ajo tregon se si secila mënyrë ndryshon skajin dhe stresin:
Aspekt | Depanelimi i Vrimës së Vulës | Depaneling me V-Scoring |
|---|---|---|
Kostoja e përpunimit | I lirë dhe i lehtë për t’u bërë | I shtrenjtë dhe kërkon më shumë punë |
Cilësia e Depanelimit | Skajet janë të ashpra dhe duhet të shkurtohen | Skajet janë të lëmuara dhe duken bukur |
Stresi i Depanelimit | Nuk ka shumë stres, është i mirë për pjesët e brishta | Shumë stres, kështu që pjesët kanë nevojë për mbrojtje |
Fleksibiliteti i projektimit | Funksionon për shumë forma dhe dizajne | Funksionon vetëm për forma të thjeshta dhe të rregullta |
Skenarët e përshtatshëm | I mirë për punë të vogla dhe tabela testimi | Më e mira për të bërë shumë dërrasa që duhet të jenë të sheshta |
Për më shumë ndihmë, kontrolloni rregullat IPC-6012 dhe IPC-2221. Kontrollimi i shpeshtë i tabelave dhe puna së bashku i ndihmon të gjithë të arrijnë rezultate më të mira.
FAQ
Çfarë e shkakton humbjen e rrafshësisë së një PCB-je?
Shumë gjëra mund ta bëjnë një PCB jo të sheshtë. Nëse bakri nuk shpërndahet në mënyrë të barabartë, pllaka mund të përkulet. Zgjedhja e materialeve të gabuara gjithashtu shkakton probleme. Nxehtësia gjatë prodhimit të tabelës mund të shkaktojë përkulje ose dredhje. Projektuesit dhe prodhuesit duhet t'i kenë parasysh këto gjëra për ta mbajtur tabelën të sheshtë.
Si e matin inxhinierët sheshtësinë e PCB-së?
Inxhinierët përdorin mjete të posaçme për të kontrolluar rrafshësinë. Disa mjete janë moiré hije, projeksioni i skajeve dhe matja konfokale. Ata ndjekin rregullat nga IPC-TM-650. Pllaka vendoset mbi një tavolinë të sheshtë. Pastaj ata kontrollojnë pikat më të larta dhe më të ulëta. Kjo ndihmon për t'u siguruar që pllaka është mjaftueshëm e mirë për përdorim.
Çfarë ndodh nëse një PCB nuk i plotëson standardet e rrafshësisë?
Nëse një PCB nuk është mjaftueshëm e sheshtë, kjo mund të shkaktojë probleme. Pjesët mund të mos përshtaten siç duhet në pllakë. Lidhjet e saldimit mund të dobësohen dhe të thyhen. Kjo mund të bëjë që pllaka të ndalojë së punuari ose të mos zgjasë shumë. Prodhuesit duhet ta rregullojnë problemin para se ta përdorin pllakën.
A mund të përmirësojnë ndryshimet në dizajn rrafshësinë e PCB-së?
Po, ndryshimet në dizajn mund të ndihmojnë në mbajtjen e dërrasave të sheshta. Inxhinierët balancojnë shtresat e bakrit dhe zgjedhin materiale të mira. Ata planifikojnë që grumbullimi të jetë i njëtrajtshëm. Ata nuk përdorin prerje të mëdha dhe i vendosin pjesët në vende të zgjuara. Këta hapa ndihmojnë në ndalimin e lakimit dhe përdredhjes gjatë prodhimit të dërrasës.