Na pripojenie súčiastok k doske plošných spojov sa používa proces spájkovania reflow. Táto metóda zahrieva spájkovaciu pastu, kým sa neroztopí. Roztavená pasta drží súčiastky na mieste. Mnoho spoločností si vyberá proces spájkovania reflow pre dosky plošných spojov. Funguje dobre s malými súčiastkami a poskytuje presné výsledky. Je tiež vhodný na automatizáciu. Proces spájkovania reflow má niekoľko krokov. Najprv nanesiete spájkovaciu pastu. Potom umiestnite súčiastky. Potom dosku predhrejete. Potom ju namáčate. Potom pretavíte spájku. Nakoniec dosku ochladíte. Musíte si dávať pozor na chyby a nové technológie. Môžu sa vyskytnúť problémy, ako je napríklad tombstoning alebo zdvihnuté kontaktné plošky.
Tu sú niektoré bežné chyby, ktoré môžete pozorovať pri procese spájkovania reflow:
Typ defektu | Popis |
|---|---|
Posun komponentu | Vývody a kontaktné plošky nie sú zarovnané, pretože sa súčiastky počas ohrevu pohybujú. |
Náhrobné kamene | Jeden koniec čipu sa zdvihne, zatiaľ čo druhý zostáva spájkovaný. Stáva sa to v dôsledku nerovnomerného zahrievania. |
Preskočená spájka | Žiadna spájka na kontaktnej ploške alebo vodiči. Môže to spôsobiť prerušenie obvodov. |
Zdvihnutá podložka | Medené podložky sa z dosky plošných spojov odlupujú v dôsledku prílišného tepla alebo namáhania. |
Búchadlo/dierka | Malé otvory v spájkovaných spojoch spôsobené zachyteným plynom. Tieto otvory oslabujú spoj. |
Kontaminácia/chemické zvyšky | Zvyšné chemikálie môžu poškodiť kov a spôsobiť problémy s obvodmi. |
Zlomený spájkovaný spoj | Spájkované spoje praskajú v dôsledku zmien teploty alebo otrasov. |
Prerušenie drôtu | Drôty sa v spájkovaných spojoch lámu v dôsledku ohýbania alebo nárazu. |
Strata tepla | Spájkované spoje sa dostatočne nezahrejú, pretože teplo odchádza príliš rýchlo. To zabráni správnemu spájkovaniu. |
Proces spájkovania pretavením pri montáži dosiek plošných spojov
Čo je proces spájkovania reflow?
Na pripojenie súčiastok k doske plošných spojov sa používa proces spájkovania pretavením. Najprv sa nanesie spájkovacia pasta na kontaktné plošky. Pasta udrží súčiastky na mieste pred zahriatím. Potom sa súčiastky umiestnia na dosku. Uistíte sa, že sa k ploškám hodia. Potom sa doska plošných spojov zahreje v pretavovacej peci. Spájkovacia pasta sa roztaví a spojí kontaktné plošky a súčiastky. Po vychladnutí sa skontroluje, či sa na doske nevyskytujú problémy. Tento proces pomáha vytvárať silné a dobré spájkované spoje.
Hlavné kroky procesu spájkovania reflow:
Naneste spájkovaciu pastu na dosky plošných spojov pomocou šablóny.
Umiestnite časti na dosku a zarovnajte ich.
Zahrejte dosku plošných spojov v pretavovacej peci, aby sa roztavila spájkovacia pasta a spojili sa súčiastky.
Skontrolujte dosku, či nie sú problémy, a uistite sa, že je v poriadku.
Prečo používať spájkovanie reflow pre dosky plošných spojov?
Pre dosky plošných spojov si vyberáte proces spájkovania reflow, pretože funguje dobre s malými a chúlostivými súčiastkami. Táto metóda vám umožňuje lepšie kontrolovať teplo, čím chránite súčiastky. Spájkovanie reflow je najlepšie pre Technológia povrchovej montáže (SMT), ktorý sa hojne používa pri montáži nových dosiek plošných spojov. Keď sa pozriete na spájkovanie reflow a spájkovanie vlnou, uvidíte niekoľko veľkých rozdielov:
Aspekt | Spájkové spájkovanie | Spájkovanie vlnou |
|---|---|---|
pracovný princíp | Súčiastky sa nanášajú na dosku plošných spojov a spájkovacia pasta sa zahrieva v pretavovacej peci. | Dosky plošných spojov s dielmi sa presúvajú do vlnového spájkovacieho stroja, kde sa používajú spájkovacie vlny. |
Scenáre použitia | Používa sa prevažne na SMT montáž. | Používa sa hlavne na montáž priechodných otvorov (THT). |
Potreby spájkovania | Poskytuje lepšie zváranie s kontrolovanou teplotou. | Vytvára veľa tepla, ktoré môže poškodiť citlivé časti tela. |
Zložitosť spájkovania | Vyžaduje si to zložitejšie stroje a ovládacie prvky. | Jednoduchšie nastavenie, stačí zmeniť nastavenia zvárania. |
výhody | Skvelé pre SMT, menší tepelný šok a menej potrebných pracovníkov. | Šetrí čas, znižuje náklady a vytvára silné spájkované spoje. |
Hlavné výhody
Keď použijete proces spájkovania reflow, získate veľa výhod:
Vďaka regulovanému zahrievaniu a chladeniu získate čisté a rovnomerné spájkované spoje.
Môžete vyrobiť veľa dosiek plošných spojov naraz, takže pracujete rýchlejšie a lepšie.
Stroje robia prácu, takže ľudia robia menej chýb a vy opravujete menej.
Dobré spájkovanie reflow vytvára hladké spoje, ktoré sú pevné pre elektrinu a držia súčiastky.
Zmenou teploty a použitím dusíka získate menej problémov a lepšie dosky.
Vďaka týmto dobrým vlastnostiam je proces spájkovania reflow najlepšou voľbou pre montáž nových dosiek plošných spojov.
Fázy procesu spájkovania reflow
Proces spájkovania pretavením má mnoho krokov. Každý krok pomáha vytvoriť silné spojenia na doske plošných spojov. Ak budete postupovať podľa každého kroku, môžete predísť problémom a zlepšiť svoju zostavu.
Aplikácia spájkovacej pasty
Najprv nanesiete spájkovaciu pastu na dosku plošných spojov. Pasta obsahuje drobné kovové čiastočky a tavidlo. Pred zahriatím drží zariadenia na povrchovú montáž a ďalšie súčiastky. Na nanesenie pasty iba na požadované kontaktné plošky použijete šablónu. Druh spájkovacej pasty, ktorú si vyberiete, ovplyvní priebeh a výsledok. Tu je tabuľka s niektorými spájkovacími pastami a ich funkciami:
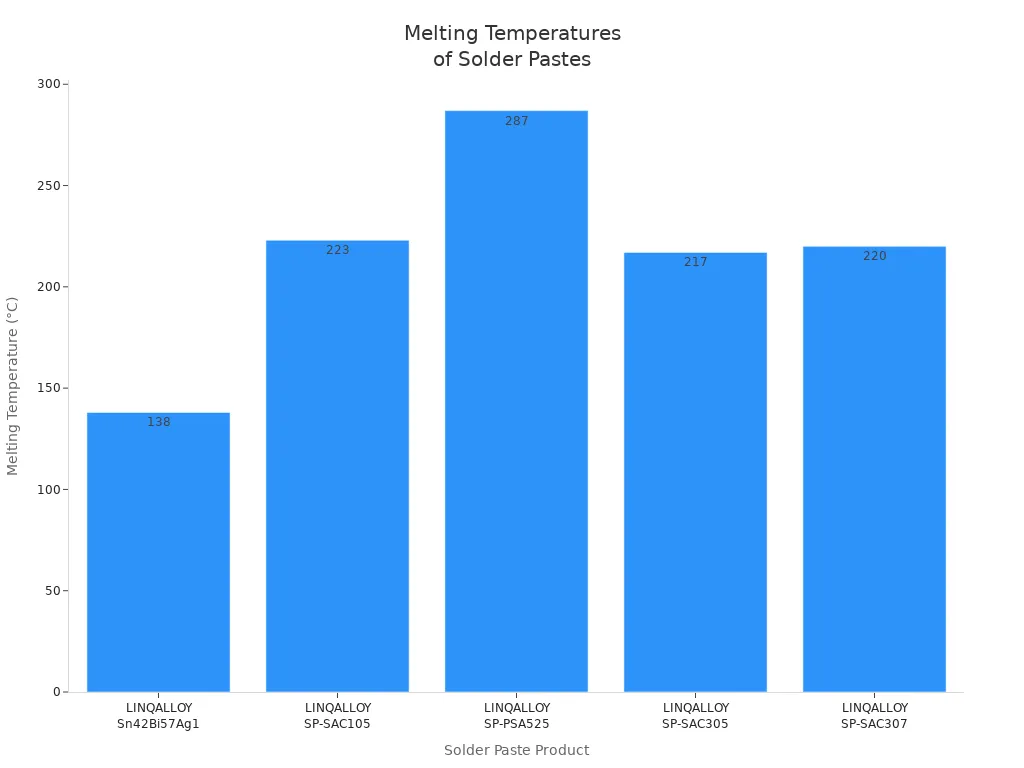
Produkt | Popis | Zliatina | Distribúcia veľkosti častíc | Viskozita (mPA.s) | Teplota topenia | Životnosť |
|---|---|---|---|---|---|---|
ZLIATINA LINQALLOY Sn42Bi57Ag1 | Nízkoeutektická spájkovacia pasta pre montáž LED diód | Sn42Bi57Ag1 | Typ 3, 4 | - | 138 ° C | 6 mesiacov pri 5°C |
LINQALLOY SP-SAC105 | Bezolovná spájkovacia pasta určená pre technológiu povrchovej montáže (SMT) | SAC105 | Typ 3, 4, 5 | 200 | 223 ° C | 6 mesiacov pri 5°C |
LINQALLOY SP-PSA525 | Spájkovacia pasta s vysokým obsahom olova určená pre procesy dávkovania a upevňovania matrice bez upchávania | Pb92.5Sn5Ag2.5 | Typ 3, 4, 5 | 130 - 170 | 287 ° C | 6 mesiacov pri 5°C |
LINQALLOY SP-SAC305 | Bezolovná spájkovacia pasta určená pre technológiu povrchovej montáže (SMT) | SAC305 | Typ 3, 4 | 160 - 230 | 217 ° C | 6 mesiacov pri 5°C |
LINQALLOY SP-SAC307 | Bezolovná spájkovacia pasta určená pre technológiu povrchovej montáže (SMT) | SAC307 | Typ 3, 4, 5 | 190 - 230 | 220 ° C | 6 mesiacov pri 5°C |
Pre spájkovaciu pastu si môžete vybrať aj rôzne typy tavidla:
Tavidlá na báze kolofónie používajú prírodný kolofón a vyžadujú si špeciálne čistiace prostriedky.
Vo vode rozpustné tavidlá používajú organické látky a zmývajú sa vodou alebo inými čistiacimi prostriedkami.
Tavidlo bez čistenia nezanecháva takmer nič a je najlepšie pre čisté miesta.
Výber správnej spájkovacej pasty a tavidla vám pomôže dosiahnuť dobré spoje a silné spájkovanie.
Umiestnenie súčiastok na doske plošných spojov
Po nanesení spájkovacej pasty pridáte súčiastky na dosku plošných spojov. Musíte byť veľmi opatrní. Ak umiestnite súčiastku na nesprávne miesto, môžete mať slabé spoje alebo problémy. Väčšina tovární používa stroje na... umiestniť diely na povrchovú montáž a ďalšie kusy. Tieto stroje sú veľmi presné. Napríklad systém umiestnenia by mal byť s presnosťou ±0.001″. Tolerancia XY je zvyčajne ±0.2 mm. Musíte sa tiež uistiť, že vývody každej súčiastky prekrývajú kontaktné podložky. Pravidlá IPC-A-610 a J-STD-001 hovoria, že je potrebné prekrytie aspoň z polovice a niekedy až z troch štvrtín pre dosky, ktoré musia vydržať dlho.
Aj malá chyba, ako napríklad posunutie súčiastky o 0.1 mm, môže spôsobiť zlé spájkovanie alebo skraty. Musíte skontrolovať smer a polohu každej súčiastky, aby vaša doska plošných spojov fungovala správne.
Predhrievanie a namáčanie
Potom vložíte dosku plošných spojov do pretavovacej pece na predhriatie a namáčanie. Pomaly zahrievate dosku a súčiastky, aby ste ich pripravili na spájkovanie. Tento krok zastaví tepelný šok a umožní tavidlu pôsobiť. Použité teplo závisí od vašej spájkovacej pasty. Tu je tabuľka s bežnými rozsahmi:
Typ spájky | Rozsah teplôt predhrievania | Rozsah teplôt namáčania |
|---|---|---|
olovnatý | 25 ° C až 150 ° C | 150 ° C až 200 ° C |
Bez olova | Až do 180 ° C | 180 ° C až 220 ° C |
Predhrev sa zvyčajne nastavuje medzi 120 °C a 160 °C. Fáza namáčania sa pohybuje od 160 °C do 180 °C. Pre bezolovnaté spájkovanie môžete použiť predhrev od 150 °C do 190 °C a namáčanie okolo 217 °C. Ak teplotu dobre kontrolujete, spájkovacia pasta sa rovnomerne roztopí a vyhnete sa problémom.
Fáza preformovania
Najdôležitejšia časť je fáza pretavovania. Dosku plošných spojov zahrievate, kým spájkovacia pasta sa taví a vytvára pevné spoje medzi kontaktnými podložkami a súčiastkami. Teplotný profil je tu veľmi dôležitý. Musíte dosiahnuť správnu maximálnu teplotu a udržať ju správny čas. Príliš veľa tepla môže poškodiť súčiastky alebo spôsobiť praskliny. Nedostatočné teplo znamená, že sa spájka úplne neroztaví a spoje budú slabé.
Najvyššia teplota a dĺžka jej udržiavania ovplyvňujú kvalitu spájkovaných spojov.
Príliš dlhé držanie môže rozložiť materiály a zvýšiť pravdepodobnosť porúch.
Pre dosiahnutie pevných a bezpečných spojov musíte pozorne sledovať teplotu.
Chladenie
Po pretavení je potrebné dosku plošných spojov ochladiť. Chladenie spájkované spoje stvrdne a zosilní. Musíte kontrolovať rýchlosť chladenia, aby ste zabránili tepelnému šoku a chránili súčiastky. Najlepšia rýchlosť chladenia je 3 – 6 °C za sekundu. Ak chladíte príliš pomaly, v spájke sa objavia veľké zrná, čo oslabí spoje. Ak chladíte príliš rýchlo, môžete ohnúť súčiastky alebo spoje prasknúť.
Tip: Udržiavanie stabilnej rýchlosti chladenia vám pomôže dosiahnuť silné spájkované spoje a dobré dosky plošných spojov. Vždy sledujte krok chladenia, aby ste predišli problémom.
Každý krok v procese spájkovania pretavením je dôležitý pre správne fungovanie vašej dosky plošných spojov. Ak venujete pozornosť spájkovacej paste, umiestneniu súčiastok, regulácii teploty a chladeniu, môžete vytvoriť pevné spoje a predísť bežným problémom.
Výhody pre PCB
Presnosť a automatizácia
Reflow spájkovanie vám pomôže umiestniť diely veľmi presneStroje nanášajú spájkovaciu pastu iba tam, kde je potrebná. To je dobré pre dosky s množstvom malých súčiastok. Rúra udržiava stabilnú teplotu, takže súčiastky sa príliš nezohrievajú ani nevychladzujú. To pomáha predchádzať chybám a vytvára silné spojenia. Malé súčiastky môžete pridávať s tenkými vodičmi bez vytvárania spájkovacích mostíkov. Automatizácia používa na umiestňovanie súčiastok na dosku stroje typu „pick-and-place“. Tieto stroje pracujú rýchlo a nerobia veľa chýb. Špeciálne kontrolné stroje hľadajú problémy. To vám pomôže zistiť, či je vaša doska dobre vyrobená.
Spájkovacia pasta ide presne tam, kam má, na malé súčiastky
Stále teplo zastavuje stres a znižuje počet chýb
Stroje Pick-and-place umiestňujú diely na správne miesto
Kontrolné stroje včas odhalia problémy
škálovateľnosť
Spájkovanie reflow vám umožňuje rýchlo vyrobiť veľa dosiek. Ak potrebujete tisíce dosiek, stroje vám pomôžu pracovať rýchlo. Tento proces môžete použiť pre veľké dávky alebo len pre niekoľko dosiek. Keď vyrobíte viac dosiek, každá jedna stojí menej. Tu je tabuľka, ktorá ukazuje, ako vám reflow pomáha vyrobiť viac dosiek:
škálovateľnosť | Vhodné pre viac ako 10 000 dosiek | Funguje pre malé dávky alebo menej ako 1 000 dosiek |
|---|---|---|
Výroba Speed | Rýchlejšie so strojmi | Pomalšie, často ručne |
Cena za jednotku | Znížte, keď zarobíte veľa | Vyššie, keď urobíte len niekoľko |
flexibilita
Spájkovanie pretavením funguje pre mnoho druhov návrhov dosiek. Je skvelé pre technológiu povrchovej montáže. Umožňuje vám umiestniť súčiastky priamo na dosku. V jednom kroku môžete použiť rôzne typy puzdier. Vďaka tomu je pretavenie vhodné pre novú elektroniku, ktorá vyžaduje starostlivú prácu. Môžete zostaviť dosky s súčiastkami na oboch stranách a kombinovať mnoho typov súčiastok v jednom procese.
Tip: Reflow spájkovanie umožňuje navrhovať dosky s množstvom súčiastok a stiesnenými priestormi.
Spoľahlivosť
Reflow spájkovanie robí silné a bezpečné spojeRúra udržiava teplotu tak akurát na vytvorenie dobrých spojov. Dosku môžete otestovať pomocou testov tepelného šoku. Tým sa overí, či spoje zostanú pevné aj pri zmene teploty. Tenká vrstva na spoji ho posilní. Ak je vrstva príliš hrubá, spoj sa môže zlomiť. Spájkovanie pretavením pomáha udržiavať vrstvu tenkú, takže doska vydrží dlhšie.
Skúšky tepelným šokom kontrolujú pevnosť spojov
Tenké vrstvy v kĺboch ich robia lepšími
Stále vykurovanie a chladenie vytvárajú pevné spojenia
Prevencia defektov pri reflow spájkovaní
Chcete, aby vaša doska plošných spojov vydržala dlho. Musíte zabrániť chybám počas spájkovania pretavením. Táto časť vysvetľuje, ako kontrolovať teplotu, vybrať spájkovaciu pastu, skontrolovať dosky, použiť dusík a opraviť problémy. Každý krok vám pomôže vytvoriť silné spoje a lepšie dosky.
Profilovanie teploty
Teplotu musíte sledovať v každom kroku. Dobrá kontrola teploty zabraňuje chybám a chráni vašu dosku plošných spojov. Na kontrolu tepla na doske sa používajú špeciálne nástroje. Tu je niekoľko tipov:
Počas predhrievania pomaly zvyšujte teplotu. Udržujte rýchlosť nábehu medzi 0.5 °C a 2.0 °C za sekundu. Tým sa zastaví tepelný šok a spustí sa pôsobenie tavidla.
Podržte fázu namáčania pri teplote 150 °C až 180 °C po dobu 60 – 120 sekúnd. Tým sa teplo rovnomerne udrží na doske plošných spojov.
Nastavte vrchol fázy pretavovania o 20 – 30 °C nad bodom topenia spájky. Udržujte čas nad bodom likvidu (TAL) medzi 30 – 90 sekundami.
Dosku ochladzujte rýchlosťou 2 – 4 °C za sekundu. To pomáha vytvárať pevné spoje.
Na získanie správnych údajov o teplote používajte vhodné tepelné prístroje.
Skontrolujte viac ako jednu dosku, aby ste zistili, či sa rúry líšia.
Sledujte a často meňte profily, aby ste udržali stabilné výsledky.
Vždy si prečítajte technický list spájkovacej pasty, kde nájdete informácie o špeciálnych teplotných potrebách.
Tip: Starostlivá kontrola teploty vám pomôže predchádzať chybám a udržiavať vašu dosku plošných spojov v dobrom stave.
Spájkovacia pasta a tavidlo
Musíte si vybrať najlepšiu spájkovaciu pastu a tavidlo pre vašu dosku plošných spojov. Typ spájkovacej pasty ovplyvňuje, ako dobre spájkovanie funguje a koľko defektov sa vyskytne. Pozrite sa na zliatinu, typ prášku a mikroštruktúru. Sférický prášok s nízkym obsahom oxidu vytvára lepšie spoje. Prispôsobte spájkovaciu pastu veľkosti vašej dosky a kontaktných plošiek. Prášky typu 3 až typu 6 fungujú pre rôzne veľkosti kontaktných plošiek a pomáhajú predchádzať premosteniu.
Pri tlači spájkovacej pasty môže mieru chybovosti ovplyvniť veľa faktorov. Tu je tabuľka, ktorá ukazuje, čo je najdôležitejšie:
Úroveň | Popis faktora |
|---|---|
1 | Tvar otvoru šablóny podľa spôsobu jej výroby |
2 | Zhoda spájkovacej pasty |
3 | Účinky čakacej doby |
4 | Výber materiálu stierky |
5 | Nastavenia tlačiarenského stroja |
6 | Nastavenia spájkovania pretavením |
Tiež si musíte vybrať správne tavidlo. Tavidlo na báze kolofónie si vyžaduje špeciálne čistenie. Vo vode rozpustné tavidlo sa zmýva vodou. Tavidlo, ktoré sa nečistí, po sebe takmer nič nezanecháva. Správna spájkovacia pasta a tavidlo vám pomôžu dosiahnuť pevné spoje a menej defektov.
Metódy kontroly
Po spájkovaní musíte skontrolovať dosku plošných spojov, aby ste včas odhalili problémy. Na hľadanie chýb sa používajú rôzne spôsoby. Tu je tabuľka, ktorá zobrazuje najčastejšie spôsoby:
Metóda kontroly | Popis |
|---|---|
Vizuálna kontrola | Ľudia hľadajú chyby okom. |
Automatická optická kontrola (AOI) | Kamery a softvér nájdu chýbajúce spájky a chybné súčiastky. |
Röntgenová kontrola | Nájde skryté problémy, ako sú dutiny a spájkované mostíky vo vnútri dosky plošných spojov. |
Funkčné testovanie | Skontroluje, či doska plošných spojov funguje hneď po montáži. |
AOI používa kamery na nájdenie chýbajúcich častí a chybných spojov. Röntgenové snímky skúmajú vnútro dosky plošných spojov, aby našli praskliny a diery. Funkčné testovanie kontroluje, či doska plošných spojov funguje. Tieto spôsoby sa používajú na odhalenie problémov skôr, ako sa zhoršia.
Riadená atmosféra
Počas spájkovania reflow môžete použiť dusík. Dusík vám pomôže vytvoriť lepšie spoje a pevnejšie dosky. Tu je tabuľka, ktorá ukazuje jeho výhody:
Prospech | Popis |
|---|---|
Tvorba oxidu | Dusík znižuje množstvo oxidov počas spájkovania. |
Zlepšenie zmáčateľnosti | Spájka lepšie tečie a vytvára pevnejšie spoje. |
Znížené chyby | Máte menej problémov, ako je zlá spájka a premostenie. |
Flexibilita pri výbere tavidla | Môžete použiť viac typov tavidla, pretože vzduch je regulovaný. |
Požiadavky po čistení | Po spájkovaní strávite menej času čistením. |
Zvýšená spoľahlivosť | Spájkovanie v dusíku predlžuje životnosť dosky plošných spojov. |
Poznámka: Použitie dusíka pri spájkovaní pretavením pomáha vytvárať pevné spoje a znižuje mieru chybovosti.
Bežné chyby a riešenia
Na doske plošných spojov sa môžu vyskytnúť problémy, ako sú prekážky, premostenia a dutiny. Tieto problémy môžete vyriešiť dodržiavaním správnych krokov. Tu je zoznam riešení:
Otvory šablóny by mali mať veľkosť 80 – 90 % veľkosti podložky a mali by zodpovedať rozloženiu dosky plošných spojov.
Kontrolujte množstvo spájkovacej pasty. Na malé súčiastky použite hrúbku šablóny 0.1 – 0.15 mm, aby ste zabránili naneseniu príliš veľkého množstva pasty.
Zmeňte profil pretavovania. Pri predhrievaní použite pomalú rýchlosť nábehu (1 – 3 °C za sekundu), aby ste zabránili rýchlemu taveniu spájky.
Skontrolujte umiestnenie dielov. Na presné umiestnenie použite kvalitné umiestňovacie stroje.
Vyvážte profil pretavovania. Nastavte predhrievanie na 150 – 180 °C na 60 – 90 sekúnd, aby sa teplo rovnomerne rozložilo.
Urobte rovnaký dizajn podložiek. Uistite sa, že podložky pod dielmi majú rovnakú veľkosť a tvar.
Skontrolujte spájkovaciu pastu na kontaktných ploškách. Pomocou nástrojov SPI sa uistite, že pasta je rovnomerne nanesená na obe plošky.
Zlepšite umiestňovanie. Kalibrujte stroje typu „pick-and-place“ tak, aby umiestňovali diely s presnosťou ±0.05 mm.
Postupujte podľa týchto krokov zastaviť bežné chyby a udržujte svoju dosku plošných spojov v dobrom stave. Dobrá kontrola spájkovacej pasty, tepla, kontroly a dusíka vám pomôže vytvoriť pevné spoje a lepšie dosky plošných spojov.
Inovácie v procese spájkovania reflow
Nové technológie neustále menia spôsob, akým ľudia vyrábajú dosky plošných spojov. V súčasnosti dochádza k veľkým zlepšeniam v oblasti spájkovania pretavením. Medzi nové veci patrí vákuové pretavovanie, inteligentné pece a zmenšovanie súčiastok. Tieto zmeny pomáhajú vytvárať lepšie spoje. Tiež predlžujú životnosť dosiek. Menšie súčiastky na povrchovú montáž sa používajú častejšie.
Vákuové pretavovanie
Vákuové pretavovanie využíva špeciálnu komoru pece. Táto komora počas spájkovania odvádza vzduch a plyny. Pomáha znížiť počet dutín v spájkovaných spojoch na iba 1 – 2 %. Pri vákuovom pretavovaní sú spoje pevnejšie. Teplo sa lepšie prenáša cez dosku. To je dôležité pre autá a lietadlá. Vaša doska plošných spojov vydrží dlhšie a odolá väčšiemu namáhaniu. Menej slabých miest znamená lepší výkon.
Tip: Vákuové pretavenie pomáha dosiahnuť silné a spoľahlivé spojenia. Je skvelé pre zariadenia montované na povrch.
Inteligentné rúry
Inteligentné rúry vám poskytujú väčšiu kontrolu nad spájkovaním. Používajú senzory na neustále sledovanie teploty. Problémy sa pri týchto rúrach odhalia včas. V tabuľke nižšie si môžete pozrieť, ako inteligentné rúry zabraňujú chybám:
Typ poruchy | Vplyv na kvalitu | Tipy na prevenciu |
|---|---|---|
Porucha ohrievača | Zlé spájkovanie, poškodené súčiastky | Skontrolujte ohrievače, používajte upozornenia v reálnom čase |
Kalibračný posun dopravníka | Viac defektov, ako napríklad premostenie | Často kalibrujte, sledujte rýchlosť dopravníka |
Problém s tepelným rozliatím | Nekonzistentné spájkovanie, poškodenie dosky plošných spojov | Sledujte teplotné zóny, vyhýbajte sa veľkým teplotným rozdielom |
Nezrovnalosti v prúdení vzduchu | Nespoľahlivé spájkovanie, viac porúch | Vyčistite filtre, zmerajte prenos tepla |
Porucha chladiaceho systému | Viac škôd, nákladné prepracovanie | Udržujte chladenie čisté, monitorujte chladiace zóny |
Inteligentné rúry udržiavajte teplotu stabilnú v rozmedzí ±2 °C. To vám prinesie dobré výsledky a menej problémov. Včasným riešením problémov ušetríte čas a peniaze.
Miniaturizácia pre montáž plošných spojov
Zmenšenie súčiastok zmenilo montáž dosiek plošných spojov. Teraz sa používajú drobné podložky a malé súčiastky na povrchovú montáž. Usadeniny spájky sú tiež menšie. Niekedy sa vytvorí iba jedno spájkovacie zrno. To môže oslabiť spoje. Na nápravu tohto problému sa chladí rýchlejšie, nad 2 °C za sekundu. Pomáhajú aj nové receptúry spájkovacích pást.
Na každú dosku plošných spojov sa zmestí viac zariadení na povrchovú montáž.
Miesta spájkovacej pasty sú menšie, takže ovládanie musí byť presné.
Stroje na vyberanie a umiestňovanie používajú dva pruhy, aby išli rýchlejšie.
Prevádzkové teploty sú vyššie, najmä pri bezolovnatých spájkach.
Zloženie spájkovacej pasty sa zmenilo pre vysoké teploty.
Môžete zostaviť zložitejšie dosky a pracovať rýchlejšie. Tieto zmeny vám pomôžu splniť potreby novej elektroniky. Teraz záleží na každom milimetri.
Poznámka: Globálny trh s reflow pecami rýchlo rastie. To ukazuje, aké dôležité sú tieto nové nápady pre výrobu dosiek plošných spojov.
Na výrobu pevných dosiek plošných spojov pre novú elektroniku sa používa spájkovanie reflow. Tento proces umožňuje veľmi dobre kontrolovať teplotu. Pomáha dosiahnuť pevné spájkované spoje a znížiť počet problémov.
opatrný ovládanie teploty chráni súčiastky pred poškodením.
Dobrá spájkovacia pasta a tavidlo pomáhajú súčiastkam lepšie priľnúť.
Kontrola dosiek a používanie dusíka im predĺži životnosť.
Inteligentné rúry a stroje pomáhajú predchádzať chybám.
Elektronika je čoraz menšia a jej výroba je ťažšia. Na vyriešenie týchto problémov a predĺženie životnosti produktov by ste mali zvoliť spájkovanie pretavením.
Často kladené otázky
Aký je hlavný účel spájkovania reflow?
Na pripevnenie elektronických súčiastok k doske sa používa spájkovanie reflow. Tento proces roztaví spájkovaciu pastu, čím vznikne silné spojeniaPomáha vám zostaviť spoľahlivé a vysoko kvalitné dosky pre mnoho zariadení.
Môžete použiť spájkovanie reflow na obe strany dosky plošných spojov?
Áno, môžete použiť spájkovanie reflow na oboch stranách. Najprv spájkujete jednu stranu, potom dosku otočíte a proces zopakujete. Táto metóda funguje dobre pre zložité dosky plošných spojov.
Ako predchádzate chybám počas spájkovania reflow?
Ovládate teplotný profil a používate správnu spájkovaciu pastu. Dosku tiež kontrolujete pomocou inšpekčných nástrojov. Tieto kroky vám pomôžu vyhnúť sa bežné problémy, ako je postavenie náhrobných kameňov alebo premostenie.
Prečo sa pri reflow spájkovaní používa dusík?
Na zníženie oxidácie počas spájkovania sa používa dusík. Tento plyn pomáha dosiahnuť čistejšie spoje a menej defektov. Dusík tiež zlepšuje pevnosť spájkovaných spojov.
Aký je rozdiel medzi spájkovaním reflow a vlnovým spájkovaním?
Pre povrchovo montované diely sa používa spájkovanie reflow. Vlnové spájkovanie funguje najlepšie pre diely s priechodnými otvormi. Reflow využíva vyhrievanú pec, zatiaľ čo vlnové spájkovanie používa vlnu roztavenej spájky.