Процесс пайки оплавлением используется для соединения компонентов на печатной плате. При этом паяльная паста нагревается до расплавления. Расплавленная паста удерживает компоненты на месте. Многие компании выбирают этот метод для печатных плат. Он хорошо подходит для небольших деталей и даёт точные результаты. Он также подходит для автоматизации. Процесс пайки оплавлением состоит из нескольких этапов. Сначала наносится паяльная паста. Затем устанавливаются компоненты. Затем плата предварительно нагревается. После этого она вымачивается. Затем оплавляется припой. Наконец, плата охлаждается. Необходимо следить за дефектами и новыми технологиями. Могут возникнуть такие проблемы, как эффект «надгробного камня» или отслоение контактных площадок.
Вот некоторые распространенные дефекты, которые можно увидеть в процессе пайки оплавлением:
Тип дефекта | Описание |
|---|---|
Сдвиг компонента | Выводы и контактные площадки не совмещаются, поскольку детали перемещаются во время нагрева. |
Надгробие | Один конец чипа приподнимается, а другой остаётся припаянным. Это происходит из-за неравномерного нагрева. |
Пропущенный припой | Не допускайте попадания припоя на контактную площадку или вывод. Это может привести к разрыву цепи. |
Поднятая накладка | Медные контактные площадки отрываются от печатной платы из-за слишком сильного нагрева или напряжения. |
Дыхало/отверстие | Небольшие отверстия в паяных соединениях, образующиеся из-за скопившегося газа. Эти отверстия ослабляют соединение. |
Загрязнение/химический остаток | Оставшиеся химикаты могут повредить металл и вызвать проблемы в цепи. |
Трещиноватое паяное соединение | Паяные соединения трескаются из-за перепадов температуры или тряски. |
Обрыв провода | Провода ломаются в местах пайки из-за изгиба или удара. |
Потери тепла | Паяные соединения не прогреваются достаточно, поскольку тепло уходит слишком быстро. Это мешает качественной пайке. |
Процесс пайки оплавлением припоя при сборке печатных плат
Что такое процесс пайки оплавлением?
Для крепления компонентов к печатной плате используется метод пайки оплавлением припоя. Сначала на контактные площадки наносится паяльная паста. Паста фиксирует компоненты на месте до нагрева. Затем компоненты устанавливаются на плату. Необходимо убедиться, что они соответствуют контактным площадкам. После этого печатная плата нагревается в печи для пайки оплавлением припоя. Паста расплавляется и соединяет контактные площадки и компоненты. После охлаждения плата проверяется на наличие дефектов. Этот процесс помогает создать прочные и качественные паяные соединения.
Основные этапы процесса пайки оплавлением:
Нанесите паяльную пасту на контактные площадки печатной платы с помощью трафарета.
Разместите детали на доске и выровняйте их.
Нагрейте печатную плату в печи оплавления, чтобы расплавить паяльную пасту и соединить детали.
Проверьте плату на наличие проблем и убедитесь, что она в порядке.
Зачем использовать пайку оплавлением припоя для печатных плат?
Вы выбираете метод пайки оплавлением припоя для печатных плат, потому что он хорошо подходит для небольших и хрупких деталей. Этот метод позволяет лучше контролировать нагрев, защищая компоненты. Пайка оплавлением припоя лучше всего подходит для: технология поверхностного монтажа (SMT), который широко используется при сборке новых печатных плат. Если взглянуть на пайку оплавлением и пайку волной припоя, можно заметить существенные различия:
Аспект | Пайка оплавлением | пайка волной |
|---|---|---|
Принцип работы | Детали устанавливаются на печатную плату, а паяльная паста нагревается в печи оплавления. | Печатные платы с деталями перемещаются в машину для пайки волной припоя, где используется волна припоя. |
Сценарии использования | Используется в основном для поверхностного монтажа. | Используется в основном для сквозного монтажа (THT). |
Потребности в пайке | Обеспечивает лучшую сварку с контролируемым нагревом. | Выделяет много тепла, которое может повредить чувствительные части тела. |
Сложность пайки | Нужны более сложные машины и элементы управления. | Более простая настройка, просто измените параметры сварки. |
Преимущества | Отлично подходит для поверхностного монтажа, меньше теплового шока и требуется меньше рабочих. | Экономит время, снижает затраты и обеспечивает прочные паяные соединения. |
Ключевые преимущества
При использовании процесса пайки оплавлением вы получаете много хороших вещей:
Вы получаете аккуратные и ровные паяные соединения, поскольку нагрев и охлаждение контролируются.
Вы можете изготавливать много печатных плат одновременно, поэтому работать будете быстрее и лучше.
Всю работу выполняют машины, поэтому люди делают меньше ошибок, а вам приходится меньше исправлять.
Хорошая пайка оплавлением позволяет создавать гладкие соединения, выдерживающие высокие нагрузки и удерживающие детали.
Изменяя нагрев и используя азот, вы получаете меньше проблем и более качественные платы.
Все эти преимущества делают процесс пайки оплавлением припоя лучшим выбором для сборки новых печатных плат.
Этапы процесса пайки оплавлением
Процесс пайки оплавлением состоит из нескольких этапов. Каждый из них способствует созданию прочных соединений на печатной плате. Соблюдение каждого этапа позволит избежать проблем и улучшить качество сборки.
Нанесение паяльной пасты
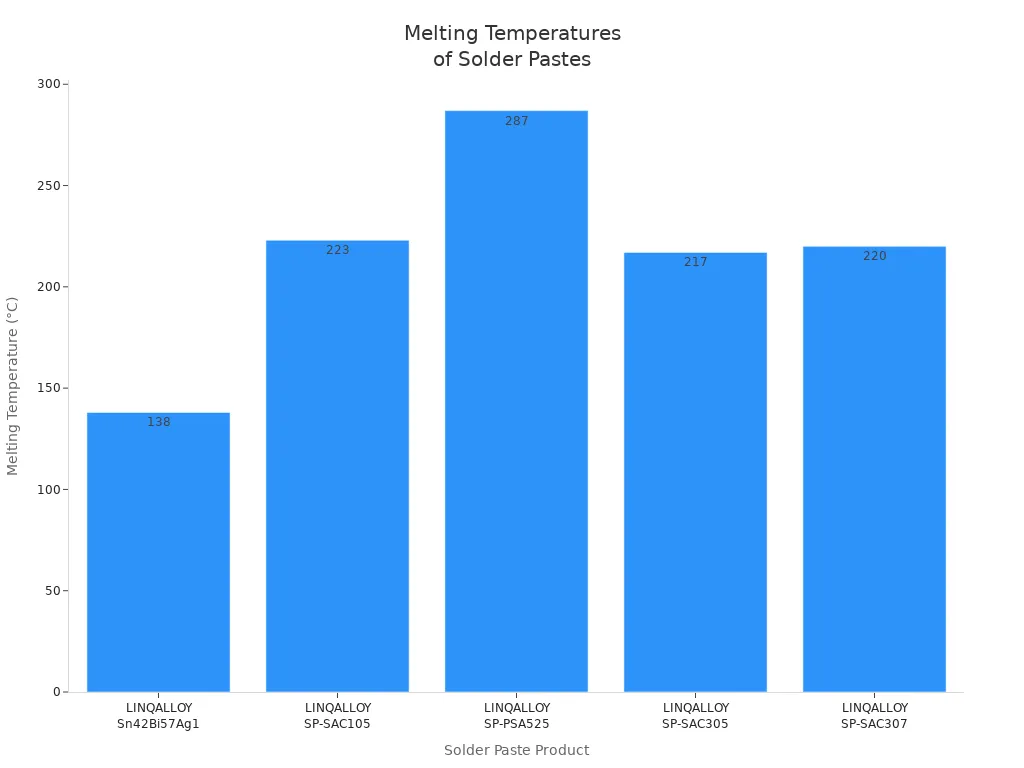
Сначала на печатную плату наносится паяльная паста. Паста содержит мельчайшие металлические частицы и флюс. Она фиксирует компоненты поверхностного монтажа и другие компоненты до нагрева. С помощью трафарета паста наносится только на нужные контактные площадки. Выбор паяльной пасты влияет на результат и его эффективность. Ниже представлена таблица с некоторыми видами паяльной пасты и их свойствами:
Продукт | Описание | сплав | Распределение частиц по размерам | Вязкость (мПа.с) | Температура плавления | Срок годности |
|---|---|---|---|---|---|---|
ЛИНКАЛЛОЙ Sn42Bi57Ag1 | Низкоэвтектическая паяльная паста для сборки светодиодов | Sn42Bi57Ag1 | Тип 3, 4 | – | 138 ° C | 6 месяцев при 5 ° C |
LINQALLOY SP-SAC105 | Бессвинцовая паяльная паста, предназначенная для технологии поверхностного монтажа (SMT) | SAC105 | Тип 3, 4, 5 | 200 | 223 ° C | 6 месяцев при 5 ° C |
LINQALLOY SP-PSA525 | Паяльная паста с высоким содержанием свинца, предназначенная для бесперебойного нанесения и присоединения кристаллов | Pb92.5Sn5Ag2.5 | Тип 3, 4, 5 | 130 – 170 | 287 ° C | 6 месяцев при 5 ° C |
LINQALLOY SP-SAC305 | Бессвинцовая паяльная паста, предназначенная для технологии поверхностного монтажа (SMT) | SAC305 | Тип 3, 4 | 160 – 230 | 217 ° C | 6 месяцев при 5 ° C |
LINQALLOY SP-SAC307 | Бессвинцовая паяльная паста, предназначенная для технологии поверхностного монтажа (SMT) | SAC307 | Тип 3, 4, 5 | 190 – 230 | 220 ° C | 6 месяцев при 5 ° C |
Вы также можете выбрать различные типы флюса для паяльной пасты:
Флюсы на основе канифоли содержат натуральную канифоль и требуют специальных очистителей.
Водорастворимые флюсы используют органические вещества и смываются водой или другими чистящими средствами.
Не требующий отмывки флюс практически не оставляет следов и лучше всего подходит для чистых мест.
Правильный выбор паяльной пасты и флюса поможет вам получить качественные соединения и надежную пайку.
Размещение компонентов на печатной плате
После нанесения паяльной пасты вы устанавливаете детали на печатную плату. Здесь нужно быть очень осторожным. Если установить деталь в неправильном месте, могут возникнуть проблемы с соединением. На большинстве заводов для пайки используются машины. разместить детали для поверхностного монтажа и другие детали. Эти станки очень точны. Например, система позиционирования должна быть с точностью ±0.001 дюйма. Допуск по осям X и Y обычно составляет ±0.2 мм. Также необходимо убедиться, что выводы каждой детали перекрывают контактные площадки. Правила IPC-A-610 и J-STD-001 предписывают необходимость перекрытия как минимум на половину, а иногда и на три четверти для плат, которые должны прослужить долго.
Даже незначительная ошибка, например, смещение детали на 0.1 мм, может привести к плохой пайке или короткому замыканию. Для корректной работы печатной платы необходимо проверять направление и положение каждой детали.
Предварительный нагрев и замачивание
Затем вы помещаете печатную плату в печь для предварительного нагрева и выдержки. Плата и компоненты медленно прогреваются, чтобы подготовиться к пайке. Это предотвращает термошок и позволяет флюсу действовать. Необходимая температура зависит от используемой паяльной пасты. Ниже приведена таблица с допустимыми диапазонами:
Тип припоя | Диапазон температур предварительного нагрева | Диапазон температур замачивания |
|---|---|---|
Этилированный | 25 ° C до 150 ° C | 150 ° C до 200 ° C |
Без свинца | До 180 ° C | 180 ° C до 220 ° C |
Обычно предварительный нагрев устанавливается в диапазоне от 120 до 160 °C. Стадия выдержки длится от 160 до 180 °C. Для бессвинцовой пайки можно использовать предварительный нагрев в диапазоне от 150 до 190 °C и выдержку около 217 °C. Если контролировать нагрев, паяльная паста будет плавиться равномерно, и проблем не возникнет.
Стадия оплавления
Этап оплавления — самый важный этап. Вы нагреваете печатную плату до тех пор, пока... паяльная паста плавится и обеспечивает прочное соединение контактных площадок с деталями. Здесь очень важен температурный профиль. Необходимо достичь нужной максимальной температуры и поддерживать её в течение нужного времени. Избыточный нагрев может повредить детали или привести к трещинам. Недостаточный нагрев означает, что припой не расплавится полностью, и соединения будут непрочными.
Максимальная температура и продолжительность ее поддержания влияют на качество паяных соединений.
Слишком долгое удерживание может привести к разрушению материалов и повысить вероятность отказов.
Чтобы суставы получились крепкими и безопасными, необходимо внимательно следить за температурой.
Охлаждение
После оплавления необходимо охладить печатную плату. Охлаждение делает паяные соединения твёрдыми и прочными. Необходимо контролировать скорость охлаждения, чтобы предотвратить термошок и обеспечить сохранность деталей. Оптимальная скорость охлаждения составляет 3–6 °C в секунду. Слишком медленное охлаждение приводит к образованию крупных зерен припоя, что ослабляет соединения. Слишком быстрое охлаждение может привести к изгибу деталей или растрескиванию соединений.
Совет: Поддержание постоянной скорости охлаждения поможет получить прочные паяные соединения и качественные печатные платы. Всегда следите за процессом охлаждения, чтобы избежать проблем.
Каждый этап процесса пайки оплавлением важен для надёжной работы печатной платы. Правильно подобранная паяльная паста, размещение компонентов, контроль нагрева и охлаждения позволят вам создавать прочные соединения и избежать распространённых проблем.
Преимущества для печатных плат
Точность и автоматизация
Пайка оплавлением поможет вам размещайте детали очень точноАвтоматы наносят паяльную пасту только туда, где это необходимо. Это хорошо для плат с большим количеством мелких деталей. Печь поддерживает постоянный нагрев, поэтому детали не перегреваются и не переохлаждаются. Это помогает избежать ошибок и обеспечивает прочные соединения. Вы можете устанавливать мелкие детали с тонкими выводами, не создавая припойных перемычек. Автоматизация использует комбинированные машины для установки деталей на плату. Эти машины работают быстро и редко допускают ошибки. Специальные контрольные машины выявляют проблемы. Это помогает убедиться в качестве изготовления платы.
Паяльная паста попадает именно туда, куда нужно, для мелких деталей.
Постоянное тепло снимает стресс и снижает количество ошибок
Машины-перехватчики размещают детали в нужном месте
Инспекционные машины обнаруживают проблемы на ранней стадии
Масштабируемость
Пайка оплавлением позволяет быстро изготавливать большое количество плат. Если вам нужны тысячи плат, оборудование поможет вам работать быстрее. Этот процесс можно использовать как для больших партий, так и для нескольких плат. Чем больше плат, тем дешевле каждая из них. Вот таблица, показывающая, как пайка оплавлением помогает вам изготавливать больше плат:
Масштабируемость | Подходит для более чем 10,000 XNUMX досок | Подходит для небольших партий или менее 1,000 досок. |
|---|---|---|
Скорость производства | Быстрее с машинами | Медленнее, часто выполняется вручную |
Стоимость за единицу | Ниже, когда вы делаете много | Выше, когда вы делаете только несколько |
Гибкость
Пайка оплавлением припоя подходит для многих типов плат. Она отлично подходит для технологии поверхностного монтажа. Это позволяет устанавливать компоненты непосредственно на плату. Можно использовать различные типы корпусов за один проход. Это делает пайку оплавлением припоя подходящим методом для новых электронных компонентов, требующих тщательной обработки. Вы можете создавать платы с компонентами с обеих сторон и комбинировать различные типы компонентов в одном процессе.
Совет: Пайка оплавлением позволяет проектировать платы с большим количеством деталей и ограниченным пространством.
Надежность
Пайка оплавлением делает прочные и безопасные соединенияПечь поддерживает температуру, оптимальную для создания качественных соединений. Вы можете проверить плату, проведя испытания на термошок. Это позволит проверить прочность соединений при изменении температуры. Тонкий слой припоя делает соединение прочнее. Если слой слишком толстый, соединение может разрушиться. Пайка оплавлением припоя помогает сохранить тонкий слой, что продлевает срок службы платы.
Испытания на термический удар проверяют прочность соединений.
Тонкие слои на стыках делают их лучше
Постоянное нагревание и охлаждение создают прочные связи
Предотвращение дефектов при пайке оплавлением
Вы хотите, чтобы ваша печатная плата прослужила долго? Вам необходимо предотвратить дефекты во время пайки оплавлением. В этой части объясняется, как контролировать нагрев, выбирать паяльную пасту, проверять платы, использовать азот и устранять неполадки. Каждый шаг поможет вам создавать прочные соединения и улучшать качество плат.
Профилирование температуры
Необходимо следить за температурой на каждом этапе. Правильный контроль температуры предотвращает появление дефектов и обеспечивает безопасность печатной платы. Для контроля нагрева платы используются специальные инструменты. Вот несколько советов:
Медленно увеличивайте температуру во время предварительного нагрева. Поддерживайте скорость нагревания от 0.5 до 2.0 °C в секунду. Это предотвращает тепловой удар и запускает работу флюса.
Выдерживайте температуру 150–180 °C в течение 60–120 секунд. Это позволит равномерно распределить тепло по печатной плате.
Установите пиковую температуру оплавления на 20–30 °C выше температуры плавления припоя. Время выдержки над точкой ликвидуса (TAL) должно составлять от 30 до 90 секунд.
Охлаждайте доску со скоростью 2–4 °C в секунду. Это способствует созданию прочных соединений.
Используйте качественные тепловизионные приборы для получения точных данных о тепле.
Проверьте несколько досок, чтобы увидеть, отличаются ли духовки.
Регулярно просматривайте и меняйте профили, чтобы результаты были стабильными.
Всегда читайте спецификацию паяльной пасты на предмет особых требований к нагреву.
Совет: Тщательный контроль температуры поможет предотвратить появление дефектов и обеспечит бесперебойную работу печатной платы.
Паяльная паста и флюс
Вам необходимо выбрать лучшую паяльную пасту и флюс для вашей печатной платы. Тип паяльной пасты влияет на качество пайки и количество возникающих дефектов. Обратите внимание на сплав, тип порошка и микроструктуру. Сферический порошок с низким содержанием оксидов обеспечивает более качественные соединения. Подберите паяльную пасту в соответствии с вашей платой и размером контактных площадок. Порошки типов 3 и 6 подходят для контактных площадок разных размеров и помогают предотвратить образование перемычек.
На частоту дефектов при печати паяльной пастой может влиять множество факторов. Вот таблица, в которой показаны наиболее важные из них:
Уровень | Фактор Описание |
|---|---|
1 | Форма отверстия трафарета, как она сделана |
2 | Подбор паяльной пасты |
3 | Эффекты времени ожидания |
4 | Выбор материала ракеля |
5 | Настройки печатной машины |
6 | Настройки пайки оплавлением |
Вам также необходимо выбрать правильный флюс. Флюс на основе канифоли требует специальной очистки. Водорастворимый флюс смывается водой. Флюс, не требующий отмывки, практически не оставляет следов. Правильно подобранная паяльная паста и флюс помогут вам получить прочные соединения и уменьшить количество дефектов.
Методы проверки
После пайки необходимо проверить печатную плату, чтобы выявить проблемы на ранней стадии. Существуют различные способы поиска дефектов. Ниже представлена таблица с наиболее распространёнными способами:
Метод проверки | Описание |
|---|---|
Визуальный осмотр | Люди ищут дефекты на глаз. |
Автоматизированный оптический контроль (AOI) | Камеры и программное обеспечение обнаруживают отсутствующую пайку и неисправные детали. |
Рентгенологическое обследование | Находит скрытые проблемы, такие как пустоты и паяные перемычки внутри печатной платы. |
Функциональное тестирование | Проверяет работоспособность печатной платы сразу после сборки. |
AOI использует камеры для обнаружения отсутствующих деталей и неисправных соединений. Рентгеновское излучение позволяет обнаружить трещины и отверстия внутри печатной платы. Функциональное тестирование проверяет работоспособность печатной платы. Эти методы позволяют выявить проблемы до того, как они усугубятся.
Контролируемая атмосфера
Азот можно использовать при пайке оплавлением. Он способствует получению более качественных соединений и повышению прочности плат. Ниже представлена таблица, демонстрирующая его преимущества:
Польза | Описание |
|---|---|
Оксидное образование | Азот снижает оксидацию во время пайки. |
Улучшение смачиваемости | Припой лучше течет и обеспечивает более прочные соединения. |
Уменьшение количества дефектов | У вас будет меньше проблем, таких как плохая пайка и образование перемычек. |
Гибкость в выборе флюса | Вы можете использовать больше типов флюса, поскольку воздух контролируется. |
Требования к последующей очистке | Вы тратите меньше времени на уборку после пайки. |
Повышенная надежность | Пайка в азоте продлевает срок службы печатной платы. |
Примечание: использование азота при пайке оплавлением припоя помогает создавать прочные соединения и снижает уровень дефектов.
Распространенные дефекты и решения
На вашей печатной плате могут возникнуть такие проблемы, как эффект «надгробного камня», образование перемычек и пустоты. Их можно устранить, следуя рекомендациям. Вот список решений:
Отверстия в трафарете должны составлять 80–90 % от размера контактной площадки и соответствовать макету печатной платы.
Контролируйте количество паяльной пасты. Используйте трафарет толщиной 0.1–0.15 мм для небольших деталей, чтобы избежать излишнего нанесения пасты.
Измените профиль оплавления. Используйте медленную скорость нагрева (1–3 °C в секунду) при предварительном нагреве, чтобы предотвратить быстрое плавление припоя.
Проверьте размещение деталей. Используйте качественные подъемно-транспортные машины для точного размещения.
Сбалансируйте профиль оплавления. Установите предварительный нагрев на 150–180 °C в течение 60–90 секунд для равномерного распределения тепла.
Сделайте конструкцию подкладки одинаковой. Убедитесь, что подкладки под деталями имеют одинаковый размер и форму.
Проверьте наличие паяльной пасты на контактных площадках. Используйте инструменты SPI, чтобы равномерно распределить пасту по обеим площадкам.
Улучшите размещение. Откалибруйте подъемно-транспортные машины, чтобы размещать детали с точностью ±0.05 мм.
Вы выполняете следующие шаги, чтобы остановить распространенные дефекты и поддерживайте работоспособность вашей печатной платы. Правильный контроль паяльной пасты, температуры, контроля и азота поможет вам создавать прочные соединения и более качественные платы.
Инновации в процессе пайки оплавлением припоя
Новые технологии продолжают менять способы изготовления печатных плат. В настоящее время наблюдается значительный прогресс в пайке оплавлением. Среди нововведений — вакуумная пайка, интеллектуальные печи и уменьшение размеров компонентов. Эти изменения способствуют повышению качества соединений. Они также увеличивают срок службы плат. Более мелкие компоненты для поверхностного монтажа используются чаще.
Вакуумная пайка
Вакуумная пайка осуществляется в специальной камере печи. Эта камера отводит воздух и газы во время пайки. Это помогает уменьшить количество пустот в паяных соединениях до всего 1-2%. Вакуумная пайка делает соединения прочнее. Тепло лучше распределяется по плате. Это важно для автомобилей и самолетов. Ваша печатная плата прослужит дольше и выдержит большую нагрузку. Меньше слабых мест означает лучшую производительность.
Совет: Вакуумная пайка помогает получить прочные и надёжные соединения. Она отлично подходит для устройств с поверхностным монтажом.
Умные Духовки
Умные печи обеспечивают больший контроль над пайкой. Они оснащены датчиками для постоянного контроля температуры. Эти печи позволяют обнаружить проблемы на ранней стадии. В таблице ниже показано, как умные печи предотвращают дефекты:
Тип неисправности | Влияние на качество | Советы по профилактике |
|---|---|---|
Неисправность нагревателя | Плохая пайка, поврежденные компоненты | Проверьте обогреватели, используйте оповещения в режиме реального времени |
Дрейф калибровки конвейера | Больше дефектов, таких как перемычки | Регулярно калибруйте, отслеживайте скорость конвейера |
Проблема теплового разлива | Некачественная пайка, повреждение печатной платы | Следите за температурными зонами, избегайте больших перепадов температур |
Несоответствия воздушного потока | Ненадежная пайка, больше отказов | Очистите фильтры, измерьте теплопередачу |
Отказ системы охлаждения | Больше повреждений, дорогостоящая переделка | Поддерживайте чистоту системы охлаждения, следите за зонами охлаждения |
Умные печи Поддерживайте температуру в пределах ±2°C. Это обеспечивает хорошие результаты и снижает количество проблем. Вы экономите время и деньги, устраняя проблемы на ранних стадиях.
Миниатюризация для сборки печатных плат
Уменьшение размеров деталей изменило процесс сборки печатных плат. Теперь используются крошечные контактные площадки и небольшие компоненты для поверхностного монтажа. Размеры припоя также уменьшились. Иногда образуется только одно зерно припоя. Это может ослабить соединения. Чтобы решить эту проблему, нужно ускорить охлаждение, более чем на 2°C в секунду. Новые формулы паяльной пасты также помогают.
На каждой печатной плате помещается больше устройств поверхностного монтажа.
Пятна паяльной пасты меньше, поэтому контроль должен быть точным.
Машины для подъема и размещения грузов используют две полосы движения, чтобы двигаться быстрее.
Рабочие температуры выше, особенно при использовании бессвинцового припоя.
Химический состав паяльной пасты изменился для работы при высоких температурах.
Вы сможете создавать более сложные платы и работать быстрее. Эти изменения помогут вам удовлетворить потребности новой электроники. Сейчас важен каждый миллиметр.
Примечание: Мировой рынок печей для оплавления припоя стремительно растёт. Это показывает, насколько важны эти новые идеи для производства печатных плат.
Пайка оплавлением припоя используется для создания прочных печатных плат для новых электронных устройств. Этот процесс позволяет очень хорошо контролировать нагрев. Он способствует получению прочных паяных соединений и снижению количества проблем.
Осторожный контроль температуры предохраняет детали от повреждений.
Хорошая паяльная паста и флюс способствуют лучшему склеиванию деталей.
Проверка плат и использование азота позволяют им работать дольше.
Умные печи и машины помогают избежать ошибок.
Электроника становится всё меньше и её сложнее собирать. Чтобы решить эти проблемы и продлить срок службы изделий, следует выбрать пайку оплавлением.
FAQ
Какова основная цель пайки оплавлением?
Для крепления электронных компонентов к плате используется пайка оплавлением припоя. Этот процесс расплавляет паяльную пасту, чтобы... сильные связи. Поможет вам создавать надежные и качественные платы для многих устройств.
Можно ли использовать пайку оплавлением припоя для обеих сторон печатной платы?
Да, пайку оплавлением можно использовать с обеих сторон. Сначала запаивается одна сторона, затем плата переворачивается и процесс повторяется. Этот метод хорошо подходит для сложных печатных плат.
Как предотвратить дефекты во время пайки оплавлением?
Вы контролируете температурный профиль и используете правильную паяльную пасту. Вы также проверяете плату с помощью контрольных приборов. Эти шаги помогут вам избежать распространенные проблемы, такие как захоронение или мостик.
Почему при пайке оплавлением припоя используется азот?
Азот используется для уменьшения окисления во время пайки. Этот газ способствует получению более чистых соединений и уменьшению количества дефектов. Азот также повышает прочность паяных соединений.
В чем разница между пайкой оплавлением и пайкой волной припоя?
Пайка оплавлением используется для компонентов поверхностного монтажа. Пайка волной припоя лучше всего подходит для компонентов сквозного монтажа. При оплавлении используется нагретая печь, а при пайке волной — волна расплавленного припоя.