আপনার পরবর্তী প্রকল্পের জন্য একটি ১০-স্তর বিশিষ্ট পিসিবি প্রয়োজন, কিন্তু আপনি ভাবছেন নির্মাতারা আসলে কীভাবে জটিল বোর্ডগুলো তৈরি করে। Wonderful PCB এটি আপনাকে স্ট্যাকআপ ডিজাইন, উপকরণ নির্বাচন, ফ্যাব্রিকেশন ধাপসমূহ এবং আপনার প্রয়োজনের জন্য সঠিক ১০ লেয়ার পিসিবি স্ট্যাকআপ ফ্যাক্টরি বেছে নেওয়ার উপায় সম্পর্কে তথ্য দেয়।
১০-স্তর পিসিবি প্রযুক্তির মৌলিক বিষয়াবলী
মাল্টিলেয়ার পিসিবি ওভারভিউ
মাল্টিলেয়ার বোর্ডে তামা এবং অন্তরক পদার্থ স্তরে স্তরে সাজিয়ে একটি স্যান্ডউইচ তৈরি করা হয়। দুটি স্তর? সহজ। চারটি স্তর? তাও সামলানো সম্ভব।
কিন্তু দশটি স্তর?
এখন আপনি এমন এক জগতে প্রবেশ করছেন যেখানে প্রতিটি পদক্ষেপে নির্ভুলতা অপরিহার্য। প্রতিটি অতিরিক্ত স্তর আরও বেশি রাউটিং স্পেস, উন্নততর শিল্ডিং এবং উন্নত পাওয়ার ডিস্ট্রিবিউশন নিয়ে আসে। কিন্তু জটিলতা দ্রুত বাড়তে থাকে। স্তরগুলোর মধ্যে অ্যালাইনমেন্ট অবশ্যই মাইক্রনের মধ্যে হতে হবে; অন্যথায়, আপনার বোর্ডটি বিকল হয়ে যাবে।
১০-স্তর পিসিবি বনাম অন্যান্য বহুস্তর বোর্ড
আট বা বারোটির পরিবর্তে দশটি স্তর কেন বেছে নেবেন?
ছয়-স্তর বিশিষ্ট বোর্ড মাঝারি-ঘনত্বের ডিজাইনের জন্য ভালো কাজ করে, কিন্তু সিগন্যালের সংখ্যা বাড়ার সাথে সাথে এতে জায়গার অভাব দেখা দেয়। আটটি স্তর সহায়ক, যদিও এতে কখনও কখনও বিদ্যুৎ সরবরাহ ব্যবস্থায় ঘাটতি দেখা দেয়। বারোটি স্তর? বেশিরভাগ অ্যাপ্লিকেশনের জন্য এটি অতিরিক্ত, উপরন্তু খরচও অনেক বেড়ে যায়।
দশটি লেয়ার একটি আদর্শ ভারসাম্য তৈরি করে। এতে আপনি চারটি সিগন্যাল লেয়ার, দুটি গ্রাউন্ড প্লেন, দুটি পাওয়ার প্লেন এবং দুটি বাইরের রাউটিং লেয়ার পান। এই ভারসাম্যটি আপনার বাজেট না ভেঙেই উচ্চ-গতির ডিজিটাল সার্কিট, আরএফ মডিউল এবং ঘন পার্ট লেআউটের জন্য কার্যকর।
এর তুলনা করুন একটি চার-স্তর বিশিষ্ট বোর্ডের সাথে, যেখানে আপনাকে ক্রমাগত রাউটিংয়ের জটের সাথে লড়াই করতে হয়। ১০-স্তর বিশিষ্ট পিসিবি স্ট্যাকআপ ঠিক সেখানেই স্বস্তির জায়গা দেয় যেখানে আপনার প্রয়োজন।
স্ট্যান্ডার্ড স্ট্যাক-আপ কনফিগারেশন এবং উপাদান স্তর
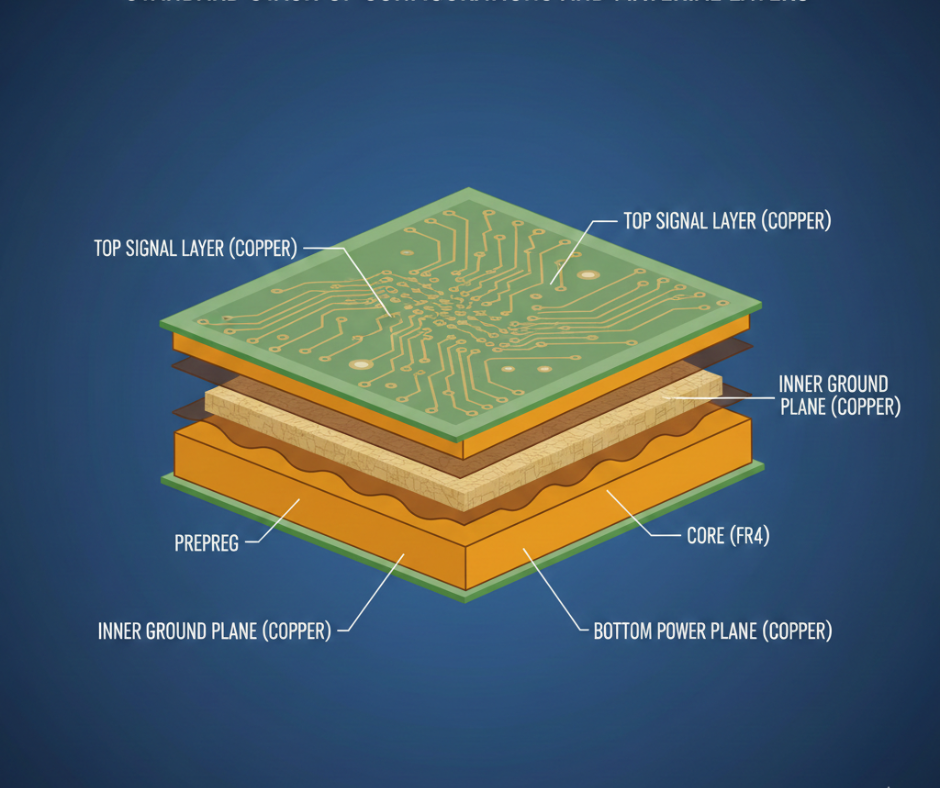
সিগন্যাল স্তর
সিগন্যাল লেয়ারগুলো আপনার ট্রেস, ডেটা লাইন, ক্লক এবং অ্যাড্রেস বাস বহন করে। একটি দশ-লেয়ার কনফিগারেশনে, সিগন্যাল রাউটিং ১, ৩, ৪, ৬, ৭ এবং ১০ নম্বর লেয়ারে সম্পন্ন হয়।
বাইরের স্তরগুলো কম গতির সংকেত পরিচালনা করে। ভেতরের স্তরগুলো উচ্চ-গতির ডিফারেনশিয়াল পেয়ারের জন্য ভালোভাবে কাজ করে, কারণ এগুলো রেফারেন্স প্লেনের মাঝে অবস্থান করে।
কিছু ডিজাইনার ধীরগতির সিগন্যাল বাইরে এবং দ্রুতগতির সিগন্যাল ভেতরে রাখেন। অন্যরা ট্রেস লেংথের প্রয়োজনীয়তার ওপর ভিত্তি করে এ দুটিকে মিশ্রিত করেন। এর কোনো একটি সঠিক পদ্ধতি নেই। আপনার অ্যাপ্লিকেশনই এর অগ্রাধিকার নির্ধারণ করে।
পাওয়ার এবং গ্রাউন্ড প্লেন
লেয়ার ২ এবং ৯ প্রায়শই গ্রাউন্ড প্লেন হিসেবে ব্যবহৃত হয়। লেয়ার ৫ এবং ৮ পাওয়ার প্লেন হিসেবে কাজ করে, যদিও লেয়ার ৫-কে একাধিক ভোল্টেজ ডোমেইনে বিভক্ত করা যায়।
যথাসম্ভব গ্রাউন্ড প্লেনগুলো অখণ্ড থাকা উচিত।
গ্রাউন্ডকে বিভক্ত করলে রিটার্ন-পাথে সমস্যা তৈরি হয়, যা সিগন্যালের অখণ্ডতাকে নষ্ট করে। পাওয়ার প্লেন বিভক্ত করা যেতে পারে, তবে তা সাবধানে করুন। বিভক্ত সীমানা অতিক্রমকারী ট্রেসগুলিতে ইম্পিডেন্সের ধারাবাহিকতার অভাব দেখা যায়।
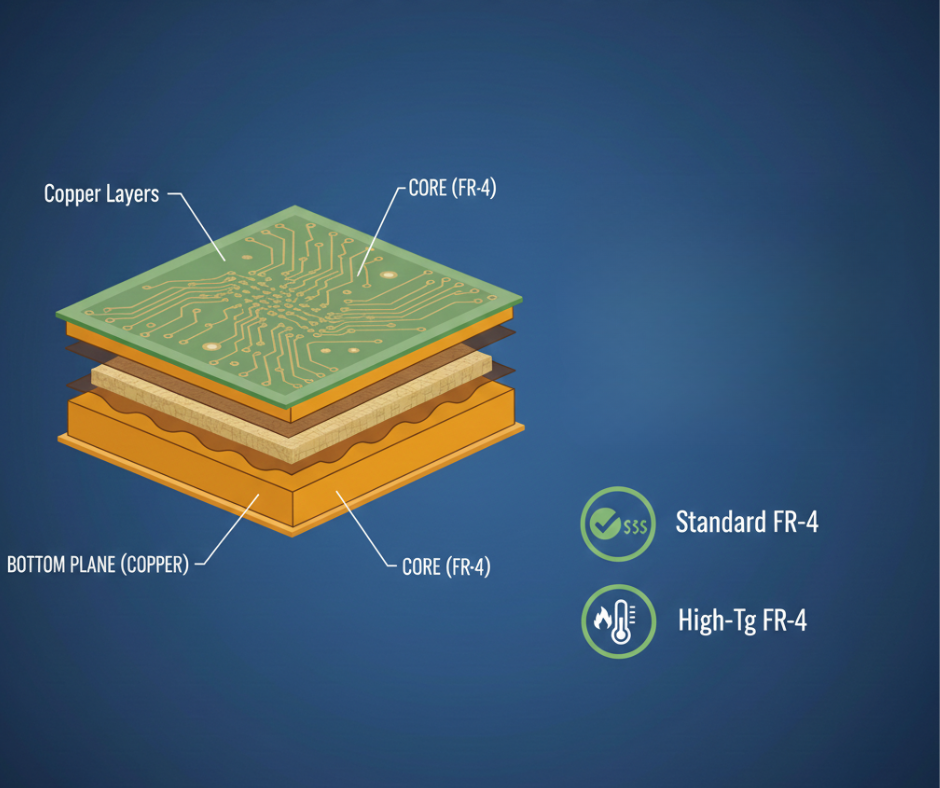
ডাইইলেকট্রিক এবং কোর উপকরণ
বেশিরভাগ ১০-স্তরীয় কাঠামোর জন্য FR-4 এখনও প্রধান উপাদান হিসেবে ব্যবহৃত হয়। পিসিবি উত্পাদন বিভিন্ন প্রোজেক্টের জন্য। স্ট্যান্ডার্ড FR-4 এর দাম কম এবং এটি কয়েক গিগাহার্টজ পর্যন্ত ভালোভাবে কাজ করে। হাই-Tg FR-4 স্তরবিচ্ছিন্ন না হয়েই সীসাহীন সোল্ডারিং তাপমাত্রা সামলাতে পারে।
আরও ভালো উচ্চ-ফ্রিকোয়েন্সি পারফরম্যান্স প্রয়োজন?
রজার্স ল্যামিনেট কম লস ট্যানজেন্ট এবং তাপমাত্রার ব্যাপক পরিবর্তনেও স্থিতিশীল ডাইইলেকট্রিক কনস্ট্যান্ট প্রদান করে। পলিইমাইড চরম তাপচক্র সহ্য করতে পারে। পিটিএফই-ভিত্তিক উপাদান মাইক্রোওয়েভ ফ্রিকোয়েন্সির জন্য কাজ করে, কিন্তু এগুলোর দাম অনেক বেশি।
ল্যামিনেশনের সময় প্রিপ্রেগ শিটগুলো কোর লেয়ারগুলোকে একসাথে জুড়ে দেয়। এর পুরুত্ব বিভিন্ন রকম হয়—উদাহরণস্বরূপ, 2116 প্রিপ্রেগের পুরুত্ব প্রায় ৪ মিল এবং 7628-এর পুরুত্ব প্রায় ৭ মিল। আপনার কাঙ্ক্ষিত ১০-লেয়ারের পিসিবি পুরুত্ব পেতে বিভিন্ন ধরনের প্রিপ্রেগ মিলিয়ে ব্যবহার করুন।
১০-স্তর কাঠামোর জন্য স্বতন্ত্র নকশা বিবেচ্য বিষয়সমূহ
প্রতিবন্ধকতা নিয়ন্ত্রণ
সিগন্যালের গতি কয়েকশ মেগাহার্টজ অতিক্রম করলেই আপনি ইম্পিডেন্স সমস্যার সম্মুখীন হবেন। এটি অনস্বীকার্য। আপনি যদি ডাইইলেকট্রিক কনস্ট্যান্ট উপেক্ষা করেন, তবে আপনার প্রথম হাই-স্পিড বোর্ডটি মারাত্মক হতে পারে। কেন? ট্রেস উইডথ এবং কপার ওয়েট শুধু সংখ্যা নয়; এগুলোই নিয়ম।
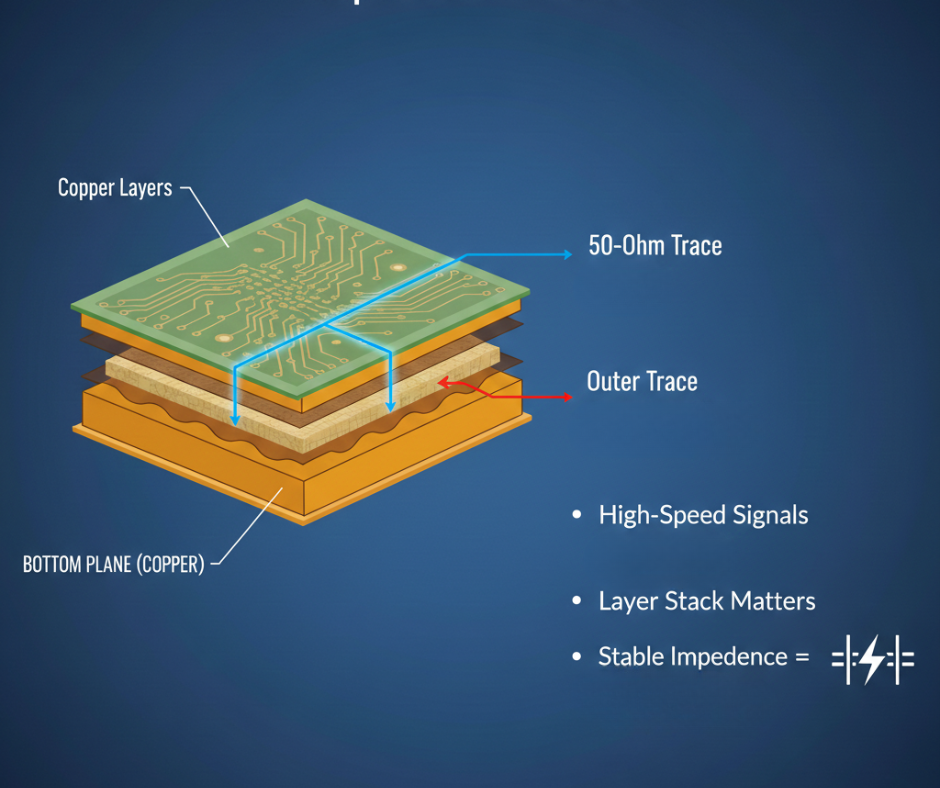
দশ-স্তর বিশিষ্ট একটি স্ট্যাকআপ আপনাকে বিভিন্ন প্লেনের মধ্যে সিগন্যাল স্যান্ডউইচ করার সুযোগ দেয়। তাতে কী? এটি ৫০-ওহম ট্রেসকে বাস্তবে কার্যকর করে তোলে। ভেতরের স্তরগুলো তাদের রেফারেন্সের কাছাকাছি থাকে, অপরদিকে বাইরের স্তরগুলো দূরবর্তী, নিঃসঙ্গ এবং অনির্দেশ্য হয়ে পড়ে।
এর মানে হলো, লেয়ার ৩ বা ৬-এর সরু ট্রেসের মতো একই ইম্পিডেন্স মেলানোর জন্য লেয়ার ১ এবং ১০-এ চওড়া ট্রেস প্রয়োজন।
স্ট্যাকআপ ক্যালকুলেটর সাহায্য করে, কিন্তু আপনার ১০ লেয়ার পিসিবি স্ট্যাকআপ প্রস্তুতকারকের কাছ থেকে সর্বদা ইম্পিড্যান্স পরীক্ষার অনুরোধ করুন।
সংকেত অখণ্ডতা
উচ্চ-গতির সংকেত বিচ্ছিন্নতা পছন্দ করে না।
ভায়া স্টাব ক্যাপাসিট্যান্স যোগ করে। লেয়ার ট্রানজিশন প্রতিফলন সৃষ্টি করে। পাশাপাশি থাকা ট্রেসগুলোর মধ্যে ক্রসটক ওয়েভফর্মকে বিকৃত করে। দশটি লেয়ার আপনাকে এই সমস্যাগুলো প্রশমিত করার সুযোগ দেয়।
রিটার্ন কারেন্ট আপনার সিগন্যাল ট্রেসের ঠিক নিচের তলে প্রবাহিত হয়। যখন একটি ট্রেস স্তর পরিবর্তন করে, তখন রিটার্ন কারেন্টকে ভায়া বা ক্যাপাসিটরের মধ্য দিয়ে নতুন রেফারেন্স তলে যাওয়ার পথ খুঁজে নিতে হয়।
ত্রুটিপূর্ণ রিটার্ন পাথের কারণে ইএমআই এবং গ্রাউন্ড বাউন্স ঘটে।
রিটার্ন কারেন্ট লুপগুলিকে টাইট রাখতে লেয়ার ট্রানজিশনের কাছাকাছি স্টিচিং ভায়া রাখুন।
বিদ্যুৎ বিতরণ এবং তাপ ব্যবস্থাপনা
স্তর সংখ্যা বেশি হলে শক্তির বন্টন আরও ভালো হয়। ডেডিকেটেড পাওয়ার প্লেন ডিসি রেজিস্ট্যান্স কমায় এবং কারেন্টকে সুষমভাবে ছড়িয়ে দেয়।
কিন্তু তাপ একটি উদ্বেগের কারণ হয়ে দাঁড়ায়, কারণ তামা তাপ সুপরিবাহী, অথচ এফআর-৪ তাপ নিরোধক। উপাদানের দশটি স্তর বোর্ডটির ভেতরে তাপ আটকে রাখে।
উত্তপ্ত কম্পোনেন্টগুলোর নিচে থাকা থার্মাল ভায়াগুলো তাপকে বাইরের স্তরগুলোতে সঞ্চালন করে, যেখানে বাতাস বা হিট সিঙ্ক সেই তাপ অপসারিত করে। অতিরিক্ত তাপমাত্রা বৃদ্ধি ছাড়াই কারেন্ট পরিচালনা করার জন্য আপনার পাওয়ার প্লেনগুলোর আকার নির্ধারণ করুন।
৬ স্তরের পিসিবি উৎপাদন প্রক্রিয়া
- ডিজাইন এবং প্রোটোটাইপিং
স্কিম্যাটিক দিয়ে শুরু করুন। অপেক্ষা কেন? এটিকে আল্টিয়াম বা কি-ক্যাড লেআউটে নিয়ে যান। স্ট্যাকআপটি শুরুতেই নির্ধারণ করুন, নইলে আপনার সর্বনাশ হবে। গার্বার, ড্রিল এবং ফ্যাব ড্রয়িং এক্সপোর্ট করুন—আপনার তামার ওজন এবং টলারেন্স নির্দিষ্ট করে দিন।
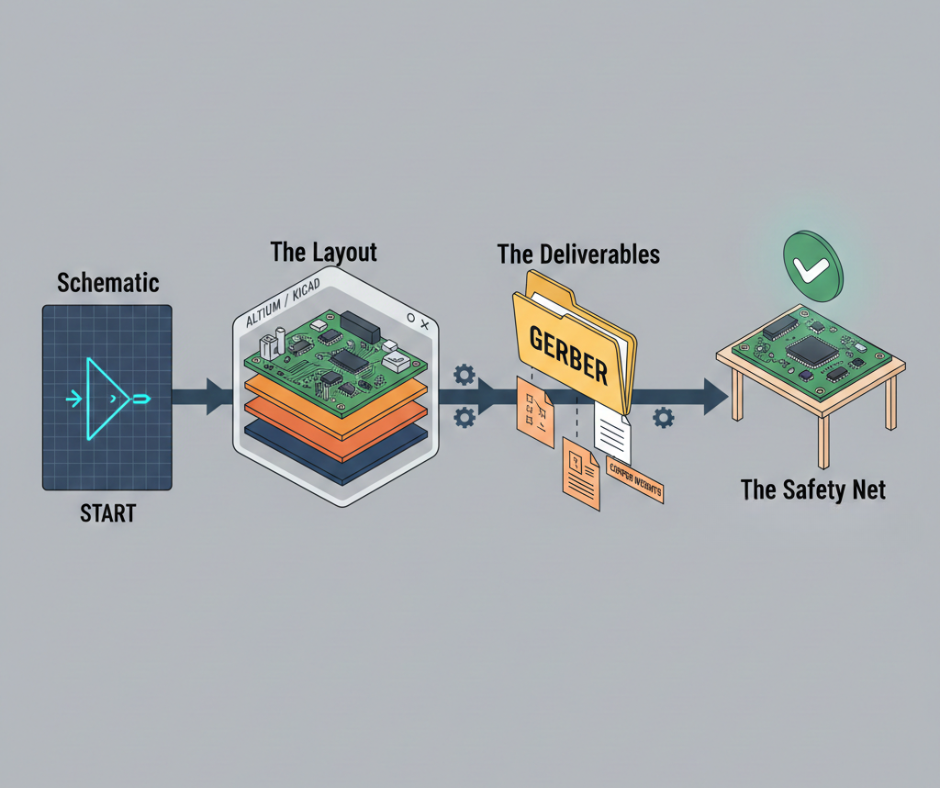
প্রথমে একটি প্রোটোটাইপ তৈরি করুন। এখনই ভুলত্রুটি ধরুন। যদি পূর্ণাঙ্গ উৎপাদনের জন্য অপেক্ষা করেন, তবে একটি ছোট্ট ভুলের পরিণাম আপনার ব্যাংক অ্যাকাউন্টের ওপর মারাত্মক প্রভাব ফেলবে।
- উপাদান প্রস্তুতি এবং নির্বাচন
উৎপাদকরা কোর ল্যামিনেট এবং প্রিপ্রেগ রোল মজুত রাখে। তারা শিটগুলো কেটে প্যানেলের আকারে তৈরি করে। একটি দশ-স্তর বিশিষ্ট বোর্ডের জন্য একাধিক কোর লেয়ারের পাশাপাশি সেগুলোকে জোড়া লাগানোর জন্য প্রিপ্রেগ শিটের প্রয়োজন হয়।
উপাদান নির্বাচন কার্যকারিতা ও মূল্যকে প্রভাবিত করে।
বেশিরভাগ ডিজিটাল ডিজাইনের জন্য স্ট্যান্ডার্ড FR-4 উপযুক্ত। উচ্চ-ফ্রিকোয়েন্সি সার্কিটের জন্য কম লসযুক্ত ল্যামিনেট প্রয়োজন। উচ্চ-কারেন্ট অ্যাপ্লিকেশনের জন্য আরও পুরু তামা দরকার।
- অভ্যন্তরীণ স্তর তৈরি
ল্যামিনেশনের আগে ভেতরের স্তরগুলোতে নকশা করা হয়। এই প্রক্রিয়াটি একটি তামার প্রলেপযুক্ত কোর দিয়ে শুরু হয়। তামার উপর ফটোরেজিস্টের একটি স্তর লেপন করা হয়।
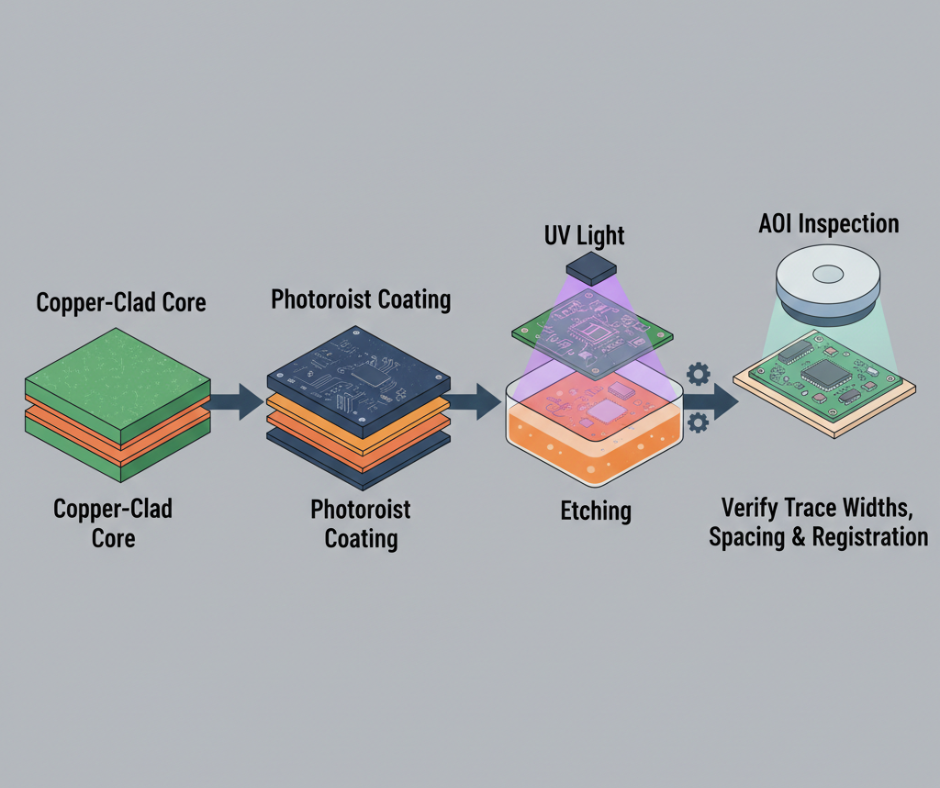
ইউভি আলো একটি ফিল্ম বা লেজার ডাইরেক্ট ইমেজিংয়ের মাধ্যমে রেজিস্টকে উন্মুক্ত করে। ডেভেলপিং প্রক্রিয়ায় অনাবৃত রেজিস্ট অপসারিত হয়, ফলে অনাকাঙ্ক্ষিত স্থানে খালি তামা থেকে যায়। এচিং প্রক্রিয়ায় সেই তামা দ্রবীভূত হয়ে যায়।
ট্রেস উইডথ, স্পেসিং এবং রেজিস্ট্রেশন মার্ক যাচাই করার জন্য প্রতিটি লেয়ারকে AOI-এর অধীনে পরীক্ষা করা হয়।
- স্তর সারিবদ্ধকরণ এবং নিবন্ধন
রেজিস্ট্রেশন মার্ক, যা প্রতিটি স্তরে খোদাই করা ছোট লক্ষ্যবস্তু, স্ট্যাকিংয়ের সময় কোর এবং প্রিপ্রেগ সারিবদ্ধ করতে সাহায্য করে। কয়েক মিলের বেশি অসামঞ্জস্যের কারণে ভায়া প্যাড থেকে বিচ্ছিন্ন হয়ে যায় অথবা ট্রেস প্লেনের সাথে শর্ট হয়ে যায়।
কিছু ১০-স্তর বিশিষ্ট পিসিবি স্ট্যাক-আপ কারখানা পিন ল্যামিনেশন ব্যবহার করে, যেখানে অ্যালাইনমেন্ট ধরে রাখার জন্য টুলিং পিনগুলো সমস্ত স্তর ভেদ করে। অন্যরা কেবল ভিশন সিস্টেমের ওপর নির্ভর করে।
ভায়ার আকার ছোট হওয়ার সাথে সাথে টলারেন্সের প্রয়োজনীয়তা আরও কঠোর হয়, মাইক্রোভায়ার ক্ষেত্রে ±২ মিল বা তার চেয়েও সূক্ষ্ম অ্যালাইনমেন্ট প্রয়োজন।
- ল্যামিনেশন প্রক্রিয়া
স্তরবিন্যাস একটি পরিষ্কার কক্ষে করা হয়। স্তরগুলো ক্রমানুসারে একটি প্রেসে প্রবেশ করানো হয়। ভ্যাকুয়ামের মাধ্যমে বায়ু বুদবুদ দূর করা হয়।
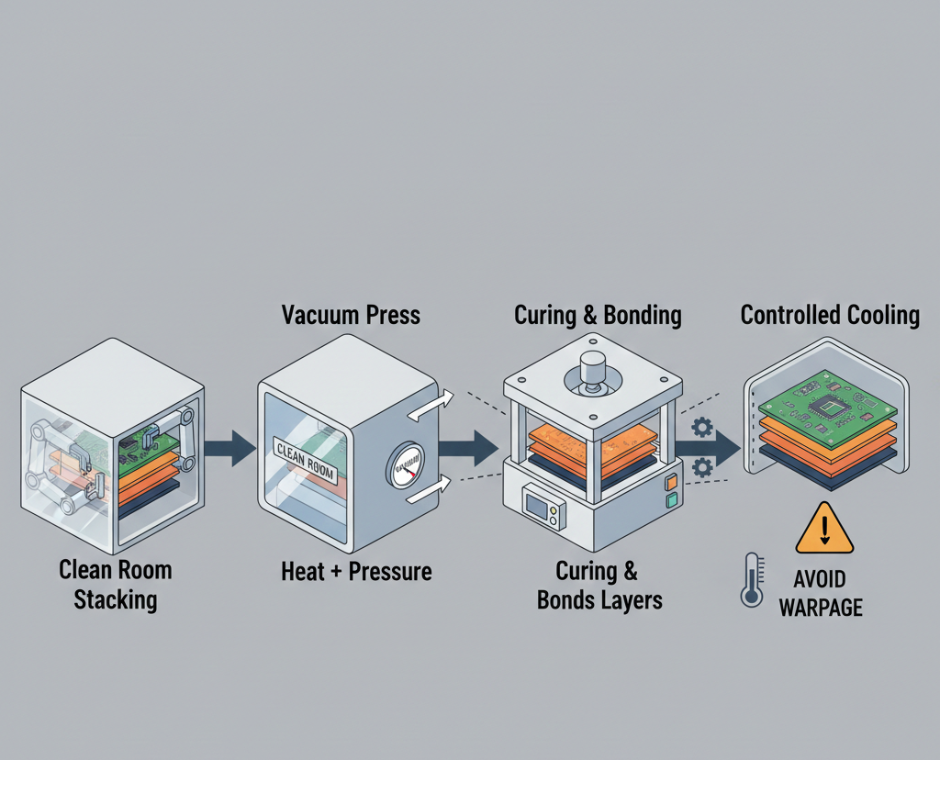
তাপ ও চাপ প্রয়োগে প্রিপ্রেগ রেজিন জমাট বাঁধে, যা সবকিছুকে সংযুক্ত করে একটি নিরেট প্যানেল তৈরি করে।
বেঁকে যাওয়া এড়াতে শীতলীকরণ অবশ্যই ধীরে ধীরে হতে হবে। অসম শীতলীকরণ অভ্যন্তরীণ চাপ সৃষ্টি করে, যা বোর্ডটিকে বাঁকিয়ে দেয়।
- তুরপুন অপারেশন
ল্যামিনেশনের পর, আপনি একটি ফাঁকা বহুস্তরীয় প্যানেল পাবেন। এবার ভায়া এবং কম্পোনেন্ট লিডের জন্য ছিদ্র করুন।
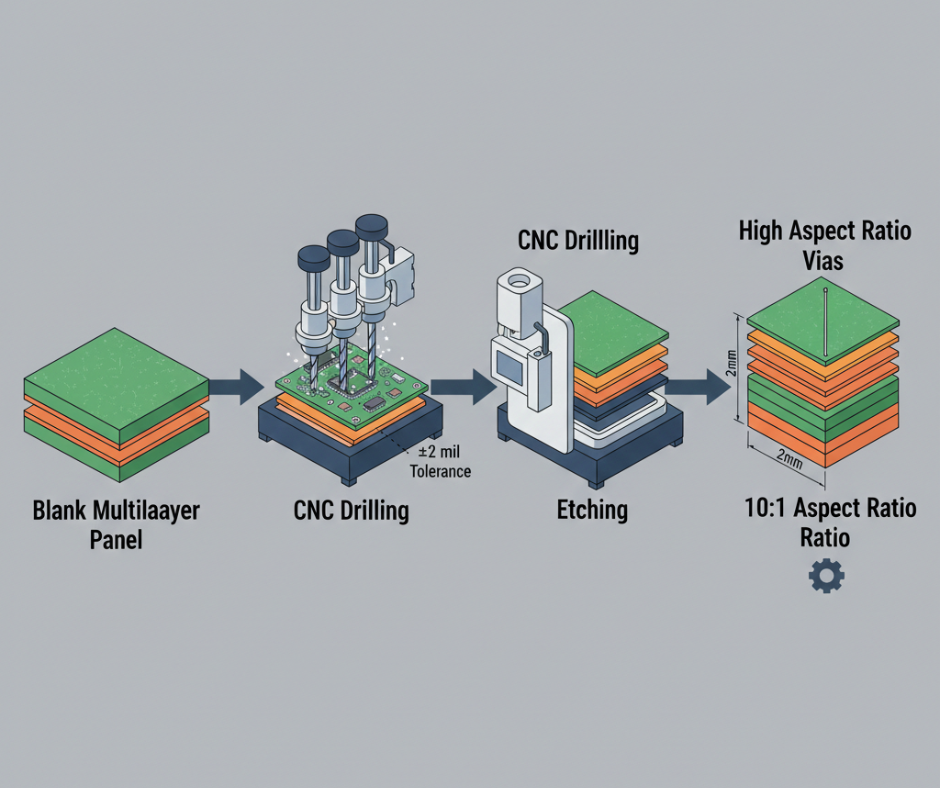
সিএনসি ড্রিলিং মেশিনে কার্বাইড বা ডায়মন্ড-কোটেড বিট ব্যবহার করা হয়। থ্রু-হোলের ক্ষেত্রে ছিদ্রের ব্যাসের সহনশীলতা ±২ মিলস এবং মাইক্রোভায়ার ক্ষেত্রে তা আরও সূক্ষ্ম হয়।
উচ্চ অ্যাসপেক্ট রেশিওর ছিদ্রগুলো প্লেটিং প্রক্রিয়ার জন্য একটি চ্যালেঞ্জ। ২ মিমি পুরুত্বের একটি দশ-স্তর বিশিষ্ট বোর্ডে ০.২ মিমি ভায়া থাকলে তার অ্যাসপেক্ট রেশিও হয় ১০:১, যা প্রচলিত ক্ষমতার একেবারে শেষ প্রান্তে।
- প্রলেপ এবং তামার জমা
ইলেকট্রোলেস কপার ডিপোজিশন একটি পরিবাহী স্তর তৈরি না করা পর্যন্ত খালি ইপোক্সি দেয়াল অকেজো। এরপর, ইলেকট্রোপ্লেটিং এটিকে ২৫ মাইক্রন পুরু করে তোলে। কেন? কারণ এটি স্তরগুলোর মধ্যে বৈদ্যুতিক সেতু হিসেবে কাজ করে। যদি কেন্দ্রভাগ পাতলা হয়, তাহলে তাপীয় চাপের কারণে ভায়াটিতে ফাটল ধরতে পারে। সামঞ্জস্যই জীবন।
- সার্কিট প্যাটার্ন ইমেজিং এবং এচিং
প্লেটিং-এর পরে বাইরের স্তরগুলিতে প্যাটার্ন করা হয়। ভেতরের স্তরগুলির মতোই ড্রাই ফিল্ম রেজিস্ট, মাস্ক এবং এচিং করা হয়। কেন? নির্ভুলতা। ফাইন-পিচ ট্রেসগুলির জন্য কড়া নিয়ন্ত্রণ প্রয়োজন, নইলে সিগন্যালটি কপার সূপের মধ্যে হারিয়ে যায়।
- সোল্ডার মাস্ক অ্যাপ্লিকেশন
সোল্ডার মাস্ক সাধারণত সবুজ রঙের হয়, তবে বাইরের স্তরগুলোতে প্রলেপ দেওয়ার জন্য অন্যান্য রঙও পাওয়া যায়, যার ফলে প্যাড এবং ভায়াগুলো উন্মুক্ত থাকে।
তরল ফটোইমেজেবল সোল্ডার মাস্ক পাতলা স্তরে প্রয়োগ করে ইউভি আলোতে উন্মুক্ত করা হয় এবং ডেভেলপ করা হয়। এটি তামাকে জারণ থেকে রক্ষা করে এবং অ্যাসেম্বলির সময় সোল্ডার ব্রিজ তৈরি হওয়া প্রতিরোধ করে।
- পৃষ্ঠ সমাপ্তি
খালি তামা দ্রুত জারিত হয়। পৃষ্ঠতলের প্রলেপ প্যাডগুলোকে সংযোজনের আগ পর্যন্ত সুরক্ষিত রাখে।
HASL বোর্ডটিকে গলিত সোল্ডারে ডোবায়, যা সস্তা কিন্তু অমসৃণ। ENIG প্যাডগুলোর ওপর প্রথমে নিকেল, তারপর সোনা প্রলেপ দেয়, যা সমতল এবং ফাইন-পিচ পার্টসের জন্য উপযুক্ত, কিন্তু এটি আরও ব্যয়বহুল।
আপনার পছন্দ অ্যাসেম্বলি প্রক্রিয়া এবং সংরক্ষণের সময়ের উপর নির্ভর করে। বেশিরভাগ ১০-স্তর বিশিষ্ট পিসিবি তৈরির প্রকল্পের জন্য ENIG উপযুক্ত, বিশেষ করে যখন ওয়্যার বন্ডিং বা দীর্ঘ শেলফ লাইফ প্রয়োজন হয়।
- বৈদ্যুতিক পরীক্ষা
প্রতিটি বোর্ডকে অবশ্যই বৈদ্যুতিক পরীক্ষায় উত্তীর্ণ হতে হবে।
ফ্লাইং প্রোব টেস্টার চলমান সূঁচ ব্যবহার করে—যা প্রোটোটাইপের জন্য চমৎকার। কিন্তু বড় পরিসরে উৎপাদনের ক্ষেত্রে? পিনযুক্ত ফিক্সচার-ভিত্তিক টেস্টারগুলো দ্রুততর, যদিও সেই কাস্টম ফিক্সচারটি বিনামূল্যে পাওয়া যায় না। যা কাজ করে, তা নিয়ে অনুমান করার কী প্রয়োজন? একটি টাইম-ডোমেইন রিফ্লেক্টোমিটার লাইনের মধ্যে দিয়ে সিগন্যাল পাঠিয়ে যাচাই করে যে আপনার ৫০-ওহম ট্রেসগুলো আসলেই স্পেসিফিকেশন মেনে চলছে। নির্ভুলতা জরুরি।
- চূড়ান্ত পরিদর্শন এবং গুণমান নিয়ন্ত্রণ
চাক্ষুষ পরীক্ষায় ছোটখাটো ত্রুটি—যেমন আঁচড় বা সোল্ডার মাস্কের ফাঁকা স্থান—ধরা পড়ে, কিন্তু এখানেই থেমে থাকা কেন? মাত্রিক পরীক্ষা যাচাই করে যে বোর্ডটি বাক্সের মধ্যে ঠিকঠাকভাবে এঁটে যায় কি না। এক্স-রে ভায়াগুলোর ভেতরে উঁকি দিয়ে অসামঞ্জস্য বা লুকানো ফাঁকা স্থান খুঁজে বের করে। ISO 9001-এর অর্থ হলো তারা নিয়মকানুন মেনে চলে, কিন্তু IPC ক্লাসই হলো আসল নিয়ন্ত্রক। ক্লাস ২ কিছু ছোটখাটো ত্রুটি মেনে নেয়, অন্যদিকে ক্লাস ৩ নিখুঁত হওয়ার দাবি করে।
গুরুত্বপূর্ণ উৎপাদন বিবেচনা
স্তর-থেকে-স্তর নিবন্ধন সহনশীলতা
ভুলগুলো দ্রুত জমতে থাকে। ভেতরের স্তরের ২-মিলের স্থানচ্যুতি, তার সাথে ল্যামিনেশনের কারণে ৩ মিল এবং ড্রিলের ২ মিলের বিচ্যুতি? সব মিলিয়ে ৭ মিলের বিশৃঙ্খলা। হঠাৎ, আপনার ড্রিল প্যাডটিকে পুরোপুরি মিস করে। ওপেন সার্কিট। খেলা শেষ। টাইট টলারেন্স বিনামূল্যে পাওয়া যায় না, কারণ এর জন্য ধীরগতির ও আরও উন্নত মেশিনের প্রয়োজন হয়।
আকৃতির অনুপাত ব্যবস্থাপনা
এটি হলো গর্তের গভীরতাকে তার ব্যাস দিয়ে ভাগ করার ফল। একটি ১.৬ মিমি বোর্ডে ০.২ মিমি ভায়া থাকলে অনুপাতটি হয় ৮:১। এই সংখ্যা যত বাড়ে, প্লেটিংয়ের মান তত খারাপ হতে থাকে। অনুপাত ১২:১-এর উপরে গেলে, কেন্দ্রে পাতলা তামা বা ফাঁকা জায়গা তৈরি হওয়ার সম্ভাবনা থাকে। এই গভীরতার তারতম্য এড়াতে পালস প্লেটিং বা ব্লাইন্ড ভায়া ব্যবহার করুন।
ভায়া হোলের গুণমান এবং নির্ভরযোগ্যতা
তাপীয় চাপের কারণে প্লেটিং-এ ফাটল ধরলে ভায়াসগুলো নষ্ট হয়ে যায়। তামা এবং ইপোক্সি ভিন্ন হারে প্রসারিত হয়—এগুলো একে অপরের সাথে সাংঘর্ষিক। IPC-6012 প্লেটিং-এর পুরুত্বের নিয়মকানুন নির্ধারণ করে। নির্ভরযোগ্যতাই যদি আপনার মূল লক্ষ্য হয়, তবে আপনার কারখানা থেকে মাইক্রোসেকশন রিপোর্ট দাবি করুন।
১০ লেয়ার পিসিবি তৈরিতে ব্যবহৃত উপকরণ
FR-4 স্ট্যান্ডার্ড গ্রেড
এটি সস্তা, ক্লাসিক গ্লাস-ইপোক্সি। সাধারণ কাজের জন্য অন্য কিছু ব্যবহার করবেন কেন? প্রায় ১৩০° সেলসিয়াস তাপমাত্রায়, তাপমাত্রা খুব বেশি বেড়ে গেলে এটি নরম হয়ে যায়। এর ডাইইলেকট্রিক কনস্ট্যান্ট ৪.৪-এর কাছাকাছি থাকে, কিন্তু ফ্রিকোয়েন্সির সাথে এটি পরিবর্তিত হয়।
উচ্চ-Tg FR-4 উপকরণ
Tg-কে ১৮০°C পর্যন্ত নিয়ে যাওয়া সীসাহীন রিফ্লো-এর ক্ষেত্রে এক যুগান্তকারী পরিবর্তন নিয়ে আসে। এটি তাপীয় চক্র সহ্য করতে পারে, যা সস্তা বোর্ডগুলোর একটি সাধারণ বৈশিষ্ট্য। মোটরগাড়ি এবং শিল্পকারখানার সরঞ্জামগুলো এই উপাদানটি খুব পছন্দ করে, কারণ এটি তাপের মুখেও সহজে নষ্ট হয় না।
রজার্স হাই-ফ্রিকোয়েন্সি ল্যামিনেট
RF বা 10 Gbps+ স্পিডের জন্য, স্ট্যান্ডার্ড FR-4-এ লিকেজ অনেক বেশি। রজার্স টাইট এবং লো লস প্রদান করে। প্রো টিপ: একটি হাইব্রিড স্ট্যাকআপ ব্যবহার করুন—হাই-স্পিড ট্রেসের জন্য রজার্স, বাকিগুলোর জন্য FR-4। তাহলে একটি সম্পূর্ণ রজার্স বোর্ডের জন্য কেন অর্থ ব্যয় করবেন?
উচ্চ তাপমাত্রার জন্য পলিইমাইড
এটি হলো মহাকাশযানের জন্য ব্যবহৃত সেই উপাদান, যা ২৬০° সেলসিয়াস তাপমাত্রাতেও টিকে থাকতে পারে। এটি নমনীয় এবং তাপীয় প্রসারণ চমৎকারভাবে সামাল দেয়। তবে সমস্যাটা হলো, এর দাম FR-4 এর চেয়ে পাঁচ গুণ বেশি। এটি পেতে অনেক সময় লাগে, কারণ সব কারখানায় এই মূল্যবান সোনার মতো উপাদানটি মজুত থাকে না।
তামার ফয়েলের পুরুত্বের বিকল্পগুলি
ওজন আউন্সে মাপা হয়। ১ আউন্স হলো ৩৫ মাইক্রন। সিগন্যালের জন্য আধা-আউন্স আদর্শ, কিন্তু পাওয়ার প্লেনের জন্য ১ বা ২ আউন্স প্রয়োজন হয়। মোটা তামা কারেন্ট সামলাতে পারে, কিন্তু এতে সূক্ষ্ম রেখা খোদাই করা দুঃস্বপ্নের মতো হয়ে যায়। এটা একটা আপস।
উচ্চ-কারেন্ট লেয়ারের জন্য ভারী তামা
আপনার কি ১০ অ্যাম্পিয়ারের পাওয়ার আছে? তাহলে ভারী বোর্ড ব্যবহার করুন। এটি তাপ এবং রোধজনিত ক্ষতি কমায়, কিন্তু এচিং করার সময় বোর্ডের পাশের ঢালু অংশে যে “আন্ডারকাট” হয়, সে বিষয়ে সতর্ক থাকুন। এটি আপনার ১০-স্তর বোর্ডের পুরুত্বের বাজেটও বাড়িয়ে দেয়। পরিকল্পনা করুন, নইলে আপনার বোর্ডে কানেক্টরটি ঠিকমতো বসবে না।
নকশা বিবেচ্য বিষয় এবং নির্দেশিকা
স্ট্যাকআপ ডিজাইনের সেরা অনুশীলন
প্রতিসম স্তর বিন্যাস
একটি সুষম স্ট্যাকআপে কেন্দ্রের চারপাশে প্রতিবিম্বিত স্তর জোড়া থাকে। এই প্রতিসাম্য ল্যামিনেশনের সময় বোর্ডটিকে সমতল রাখে এবং সোল্ডারিংয়ের সময় বেঁকে যাওয়া কমায়।
অপ্রতিসম স্তূপীকরণের ফলে বোর্ডটি বেঁকে যায়, কারণ তামা FR-4-এর চেয়ে ভিন্নভাবে প্রসারিত হয়।
গ্রাউন্ড এবং পাওয়ার প্লেন পজিশনিং
গ্রাউন্ড প্লেনগুলোকে বাইরের স্তরগুলোর যতটা সম্ভব কাছাকাছি স্থাপন করুন। এটি EMI হ্রাস করে এবং স্তর ১ ও ১০-এর সংকেতগুলোর জন্য একটি নিম্ন-ইম্পিডেন্স প্রত্যাবর্তন পথ প্রদান করে।
উচ্চ-ফ্রিকোয়েন্সির নয়েজকে বিচ্ছিন্ন করার জন্য পাওয়ার প্লেনগুলোকে সিগন্যাল লেয়ারগুলোর মাঝে রাখা উচিত।
গ্রাউন্ড প্লেন বিভক্ত করা সাধারণত একটি খারাপ সিদ্ধান্ত। বিভক্ত অংশ অতিক্রমকারী সংকেতগুলো বিচ্ছিন্ন প্রত্যাবর্তন পথ পায়, যার ফলে বিকিরিত নির্গমন এবং ক্রসটক সৃষ্টি হয়।
নিয়ন্ত্রিত প্রতিবন্ধকতার প্রয়োজনীয়তা
উচ্চ-গতির সিগন্যালের জন্য ট্রান্সমিশন লাইনের মতো আচরণ প্রয়োজন। এর মানে হলো, নিয়ন্ত্রিত ইম্পিডেন্স সাধারণত সিঙ্গেল-এন্ডেড ক্ষেত্রে ৫০ ওহম অথবা ডিফারেনশিয়াল ক্ষেত্রে ১০০ ওহম হয়ে থাকে।
ইম্পিডেন্স ট্রেস প্রস্থ, পুরুত্ব, রেফারেন্স প্লেন থেকে দূরত্ব এবং Dk-এর উপর নির্ভর করে।
স্ট্যাকআপ ডিজাইনের সময় একটি ইম্পিডেন্স ক্যালকুলেটর ব্যবহার করুন। তারপর, ফ্যাব্রিকেশনের পরে ইম্পিডেন্স পরীক্ষার মাধ্যমে তা যাচাই করুন। বেশিরভাগ ১০-লেয়ার পিসিবি স্ট্যাকআপ প্রস্তুতকারক ইম্পিডেন্স নিয়ন্ত্রণের জন্য অতিরিক্ত চার্জ করে, কিন্তু গিগাবিট ডিজাইনের জন্য এটি সার্থক।
প্রযুক্তির মাধ্যমে
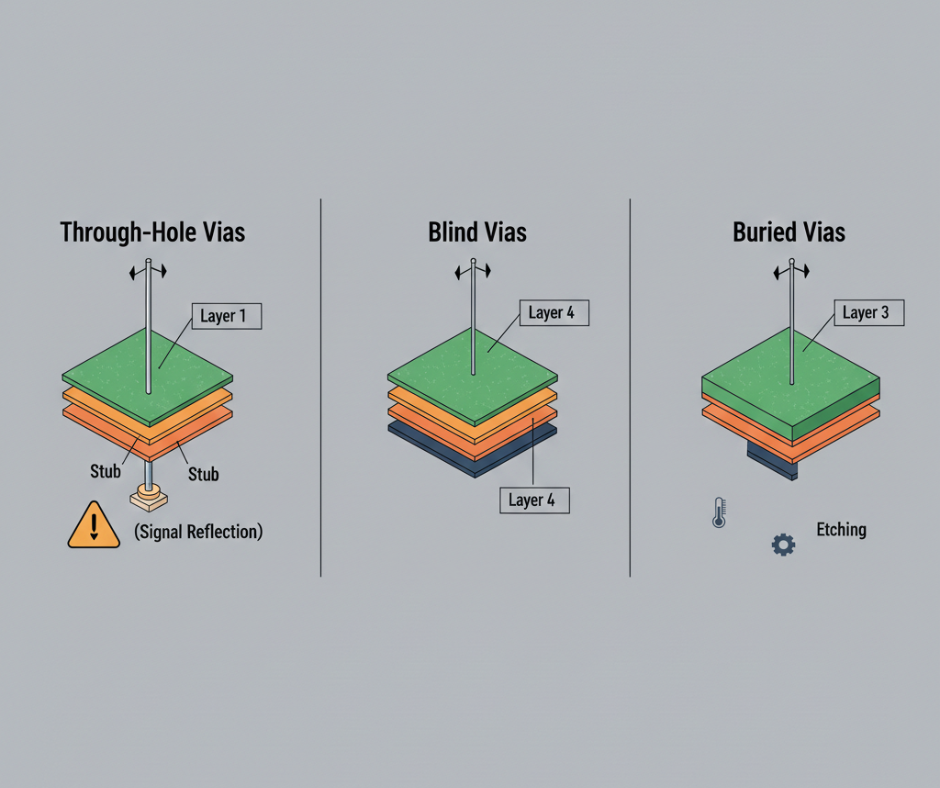
থ্রু-হোল ভিয়াস
থ্রু-হোল ভায়াস লেয়ার ১ থেকে লেয়ার ১০ পর্যন্ত ড্রিল করা হয়, যা সমস্ত লেয়ারকে সংযুক্ত করে। এগুলো সস্তা, নির্ভরযোগ্য এবং পরিদর্শন করা সহজ।
অসুবিধা: এগুলো জায়গা দখল করে এবং সর্বনিম্ন সংযোগ বিন্দুর নিচে স্টাব তৈরি করে। স্টাবগুলো অ্যান্টেনা হিসেবে কাজ করে, যা উচ্চ-কম্পাঙ্কের সংকেত প্রতিফলিত করে।
ব্লাইন্ড ভিয়াস
ব্লাইন্ড ভায়া একটি বাইরের স্তরকে একটি ভেতরের স্তরের সাথে সংযুক্ত করে, কিন্তু এটি সম্পূর্ণ ভেদ করে যায় না। উদাহরণ: স্তর ১ থেকে স্তর ৪।
এগুলো জায়গা বাঁচায় এবং অবশিষ্ট অংশ দূর করে।
কিন্তু এগুলোর খরচ বেশি, কারণ এতে একাধিকবার ছিদ্র করা এবং প্রলেপ দেওয়ার ধাপ প্রয়োজন হয়।
সমাহিত ভিয়াস
বুরিয়েড ভায়া দুটি ভেতরের স্তরকে বাইরের স্তর পর্যন্ত না পৌঁছেই সংযুক্ত করে। এগুলো চূড়ান্ত ল্যামিনেশনের আগে তৈরি করা হয়, যা প্রক্রিয়াটিকে আরও জটিল করে তোলে।
এইচডিআই বোর্ডে বুরিয়েড ভায়া প্রচলিত হলেও, রাউটিং অত্যন্ত আঁটসাঁট না হলে সাধারণ দশ-স্তরীয় ডিজাইনে এগুলো বিরল।
তাপীয় ব্যবস্থাপনা
থার্মাল ভায়া প্লেসমেন্ট
পাওয়ার পার্টস, ভোল্টেজ রেগুলেটর, এফপিজিএ এবং আরএফ অ্যামপ্লিফায়ার তাপ উৎপন্ন করে। এই পার্টসগুলোর নিচে থাকা থার্মাল ভায়াগুলো উপরের স্তর থেকে বোর্ডের মধ্য দিয়ে তাপ সঞ্চালন করে একটি গ্রাউন্ড প্লেন বা নিচের স্তরের হিট স্প্রেডারে পাঠায়।
কম্পোনেন্টের থার্মাল প্যাডের নিচে ২০-৫০টি ছোট ভায়া অ্যারে তৈরি করুন। ভায়ার সংখ্যা যত বেশি হবে, তাপীয় রোধ তত কম হবে।
তাপ অপচয় কৌশল
পাতলা ট্রেসের চেয়ে পুরু কপার প্লেন ভালোভাবে তাপ অপসারিত করে। তাপীয় লোড বেশি হলে পাওয়ার প্লেনে ২ আউন্স কপার ব্যবহার করুন।
সোল্ডারিং সহজ করার জন্য পাওয়ার প্লেনে থার্মাল রিলিফ যোগ করুন, যদিও থার্মাল রিলিফ তাপীয় রোধ বাড়িয়ে দেয়।
বায়ুপ্রবাহ সহায়ক। আপনার এনক্লোজারে ফ্যান থাকলে, গরম অংশগুলোর ওপর দিয়ে সর্বাধিক বায়ুপ্রবাহের জন্য বোর্ডটি এমনভাবে স্থাপন করুন।
সংকেত অখণ্ডতা বিবেচনা
উচ্চ-গতির সংকেত রাউটিং
১ জিবিপিএস-এর বেশি গতির সিগন্যালের জন্য সতর্ক রাউটিং প্রয়োজন।
ট্রেস ছোট রাখুন। স্টাব পরিহার করুন। ডিফারেনশিয়াল পেয়ার এবং মাল্টি-বিট বাসের জন্য দৈর্ঘ্য মিলিয়ে নিন। সম্ভব হলে হাই-স্পিড সিগন্যাল ভেতরের লেয়ারে রাউট করুন; মাইক্রোস্ট্রিপের চেয়ে স্ট্রিপলাইনের শিল্ডিং ভালো।
ডিফারেনশিয়াল পেয়ার রাউটিং
USB, HDMI, PCIe এবং Ethernet সবগুলোই ডিফারেনশিয়াল পেয়ার ব্যবহার করে। দুটি ট্রেস বিপরীত সংকেত বহন করে।
এটি কার্যকর হওয়ার জন্য, ট্রেসগুলোকে অবশ্যই নিবিড়ভাবে সংযুক্ত এবং দৈর্ঘ্যে সামঞ্জস্যপূর্ণ হতে হবে।
বেশিরভাগ পেয়ারের টার্গেট রেজিস্ট্যান্স ১০০ ওহম ডিফারেনশিয়াল থাকে। পেয়ারগুলোকে একসাথে রাউট করুন, আলাদা করবেন না। একটি পেয়ারের মাঝখানে ভায়া ব্যবহার করা থেকে বিরত থাকুন।
নির্বাচন Wonderful PCB উত্পাদক
আপনি আপনার ১০ লেয়ারের পিসিবি স্ট্যাকআপ ডিজাইন চূড়ান্ত করেছেন। এখন এটি তৈরি করার জন্য আপনার একটি কারখানা প্রয়োজন।
আপনি কীভাবে বাছাই করেন?
দাম গুরুত্বপূর্ণ, কিন্তু গুণমান, সরবরাহের সময় এবং পরিষেবাও সমান গুরুত্বপূর্ণ।
উত্পাদন ক্ষমতা এবং ক্ষমতা
কারখানাটি কি দশটি লেয়ার সামলাতে পারে? সর্বোচ্চ লেয়ার সংখ্যা, সর্বনিম্ন ট্রেস প্রস্থ, সর্বনিম্ন ছিদ্রের আকার এবং অ্যাসপেক্ট রেশিওর সীমা সম্পর্কে জিজ্ঞাসা করুন।
আপনার ডিজাইন যদি ৩-মিল ট্রেস, ৬-মিল ভায়াস, ১২:১ অ্যাসপেক্ট রেশিওর মতো প্রচলিত ধারণাকে ছাড়িয়ে যায়, তবে আপনার এমন একজন প্রস্তুতকারক প্রয়োজন যার কাছে উন্নত সরঞ্জাম রয়েছে।
উৎপাদন ক্ষমতা সরবরাহের সময়কে প্রভাবিত করে। পূর্ণ ক্ষমতায় চালিত একটি কারখানা ছয় সপ্তাহের মধ্যে কাজ শেষ করার কথা বলতে পারে। যেখানে অতিরিক্ত উৎপাদন ক্ষমতা আছে, সেখানে হয়তো তিন সপ্তাহের মধ্যেই কাজ হয়ে যাবে।
জটিল বহুস্তরীয় বোর্ড নিয়ে অভিজ্ঞতা
ব্যবসায় বহু বছরের অভিজ্ঞতা বহুমাত্রিক দক্ষতার নিশ্চয়তা দেয় না।
১০ লেয়ার পিসিবি স্ট্যাকআপের উদাহরণ, তৈরি বোর্ডের ছবি, গ্রাহকের অভিজ্ঞতা বা কেস স্টাডি চেয়ে নিন। সম্ভব হলে ফ্যাক্টরি পরিদর্শনের অনুরোধ করুন।
আইপিসি সার্টিফিকেশন প্রমাণ করে যে কারখানাটি শিল্পমান অনুসরণ করে। আইএসও ৯০০১ মানে হলো নথিভুক্ত গুণমান প্রক্রিয়া। আপনার শিল্পের সাথে সার্টিফিকেশনগুলো মিলিয়ে নিন।
গুণমান সার্টিফিকেশন এবং মান
আইপিসি ক্লাস ২ সাধারণ ইলেকট্রনিক্স বাণিজ্যিক পণ্যের ক্ষেত্রে প্রযোজ্য, যেখানে সামান্য বাহ্যিক ত্রুটি গ্রহণযোগ্য। আইপিসি ক্লাস ৩ হলো উচ্চ-নির্ভরযোগ্য মহাকাশ, চিকিৎসা এবং সামরিক ক্ষেত্রের প্রয়োগ, যেখানে কোনো ত্রুটি সহ্য করা হয় না।
কারখানাটি শতভাগ বৈদ্যুতিক পরীক্ষা করে নাকি নমুনা পরীক্ষা করে, তা জিজ্ঞাসা করুন। গুরুত্বপূর্ণ কাজের ক্ষেত্রে, অতিরিক্ত খরচ করে শতভাগ পরীক্ষা করানোটা লাভজনক।
লিড টাইম এবং ডেলিভারি পারফরম্যান্স
একটি দশ-স্তর বিশিষ্ট বোর্ডের জন্য সাধারণ সময়সীমা হলো ২-৪ সপ্তাহ। দ্রুত ডেলিভারি পরিষেবা এই সময়কে কমিয়ে ৫-১০ দিনে নিয়ে আসে, কিন্তু এর খরচ ৫০-১০০% বেশি।
নির্ধারিত সময়সীমার মতোই সময়মতো ডেলিভারি দেওয়াও সমান গুরুত্বপূর্ণ।
যে কারখানা দুই সপ্তাহের প্রতিশ্রুতি দিয়ে তিন সপ্তাহে পণ্য পাঠায়, তা আপনার দৈনন্দিন কাজের ব্যাঘাত ঘটায়। রিভিউ দেখুন অথবা ডেলিভারি সংক্রান্ত তথ্যের জন্য অনুরোধ করুন।
প্রোটোটাইপিং পরিষেবার প্রাপ্যতা
প্রোটোটাইপিং এবং উৎপাদন ভিন্ন। ডিজাইন যাচাই করার জন্য প্রোটোটাইপ অল্প পরিমাণে (১-১০টি বোর্ড) তৈরি করা হয়। উৎপাদনে শত শত বা হাজার হাজার বোর্ড তৈরি করা হয়।
প্রোটোটাইপ-কেন্দ্রিক প্রতিষ্ঠানগুলো দ্রুত সাড়া দেয়, ছোট অর্ডার গ্রহণ করে এবং ডিজাইনের পরিবর্তন মেনে নেয়। কিন্তু প্রতি বোর্ডের খরচ অনেক বেশি।
আদর্শগতভাবে, এমন একটি ১০-স্তর বিশিষ্ট পিসিবি স্ট্যাকআপ কারখানা খুঁজুন, যারা সরবরাহকারী পরিবর্তন না করেই তাদের সাথে প্রোটোটাইপ তৈরি করতে এবং উৎপাদন বাড়াতে পারবে।
কারিগরি সহায়তা এবং ডিএফএম সহায়তা
উৎপাদনযোগ্যতার জন্য নকশা প্রণয়নের মাধ্যমে উৎপাদনের আগেই ত্রুটি শনাক্ত করা হয়।
একজন ভালো প্রস্তুতকারক আপনার গার্বার ফাইলগুলো পর্যালোচনা করে সমস্যাগুলো চিহ্নিত করে, যেমন—অতিরিক্ত সরু ট্রেস, অতিরিক্ত টাইট ক্লিয়ারেন্স এবং অতিরিক্ত ছোট ভায়া।
ডিজাইনের সময় টেকনিক্যাল সাপোর্ট প্রশ্নের উত্তর দেয়। আমার কোন স্ট্যাকআপ ব্যবহার করা উচিত? ২ আউন্স কপারের উপর কি ৪-মিল ট্রেস তৈরি করা যায়?
সক্রিয় সহায়তা আপনার প্রকল্পের গতি বাড়ায়।
প্রতিযোগিতামূলক মূল্য
দামের ব্যাপক তারতম্য হয়। দেশের কোনো দ্রুত পরিষেবা প্রদানকারী দোকান থেকে একটি দশ-স্তর বিশিষ্ট প্রোটোটাইপের প্রতিটি বোর্ডের দাম ২০০-৫০০ ডলার, আবার বিদেশের কোনো কারখানা থেকে কিনলে দাম পড়ে ৫০-১৫০ ডলার।
একসাথে অনেক কিনলে দাম কমে যায়, ১০০টি বোর্ডের প্রতিটির দাম ২০-৪০ ডলার হতে পারে। তুলনা করার জন্য একাধিক সরবরাহকারীর কাছ থেকে ১০ লেয়ারের পিসিবি স্ট্যাক-আপের দর নিন।
অত্যন্ত কম মূল্যের প্রস্তাব থেকে সাবধান থাকুন। যদি কোনো একটি কারখানা অন্য সবার অর্ধেক দাম বলে, তবে তার কারণ জিজ্ঞাসা করুন।
ন্যূনতম অর্ডার পরিমাণ
সর্বনিম্ন অর্ডার পরিমাণ (MOQ) নির্ধারণ করে দেয় যে আপনি সর্বনিম্ন কতগুলো বোর্ড অর্ডার করতে পারবেন। প্রোটোটাইপ তৈরির দোকানগুলোতে সাধারণত ১-৫টি বোর্ড অর্ডার করতে হয়। উৎপাদনকারী কারখানাগুলোর ক্ষেত্রে ৫০, ১০০ বা তারও বেশি বোর্ডের প্রয়োজন হয়।
আপনার অ্যাপ্লিকেশনের জন্য যদি অল্প কয়েকটি বোর্ডের প্রয়োজন হয়, তবে কম MOQ-যুক্ত ১০-লেয়ার পিসিবি স্ট্যাক-আপ প্রস্তুতকারক বেছে নিন। ব্যাপক উৎপাদনে যাওয়া ভোক্তা পণ্যের ক্ষেত্রে, উচ্চতর MOQ কোনো সমস্যা নয়।
একটি দশ-স্তর বিশিষ্ট বোর্ড তৈরি করতে স্ট্যাকআপ ডিজাইন থেকে শুরু করে চূড়ান্ত পরীক্ষা পর্যন্ত প্রতিটি ধাপে নিখুঁত দক্ষতার প্রয়োজন হয়। এর জন্য আপনার প্রয়োজন সঠিক উপকরণ, কঠোর প্রক্রিয়া নিয়ন্ত্রণ এবং বহুস্তরীয় বোর্ড তৈরিতে প্রমাণিত অভিজ্ঞতাসম্পন্ন একজন প্রস্তুতকারক। ১০-স্তর বিশিষ্ট পিসিবি-র পুরুত্ব এবং ইম্পিডেন্স নিয়ন্ত্রণ সম্পর্কে ধারণা থাকলে, আপনি এমন বোর্ড ডিজাইন করতে পারবেন যা প্রথমবারেই সঠিকভাবে কাজ করে।