Vid tillverkning av kretskort används många sätt att kontrollera kvaliteten på kretskort. Inspektionsprocessen omfattar visuella kontroller, elektriska tester och automatisk lasermätning. Kretskortsinspektion sker vid olika tidpunkter under produktionen. Inspektion av bara kretskort upptäcker problem före montering. Inspektion av monterade kretskort tittar på lödfogar och var delarna är placerade. Dessa steg hjälper till att stoppa fel i kretskort och få dem att fungera bättre. Inspektionsmetoder är mycket viktiga i varje del av tillverkningen av både bara kretskort och monterade kretskort.
Key Takeaways
Tidig inspektion av nakna kretskort använder elektriska tester och lasermätningar. Detta hjälper till att hitta problem före montering. Det sparar tid och pengar.
Automatiserade visuella inspektioner med AI upptäcker små defekter snabbt. De gör detta bättre än manuella kontroller. Detta förbättrar kvaliteten och minskar slöseri.
Monteringsinspektioner som AOI, SPI och röntgen fungerar tillsammans. De hittar ytliga och dolda problem. Detta säkerställer att lödfogarna är starka. Det kontrollerar också att delarna sitter på rätt plats.
Elektriska tester som kretsmonterade tester och flygande probtester kontrollerar om kretskorten fungerar korrekt. De säkerställer att kretskorten uppfyller branschstandarder innan leverans.
Slutinspektioner och god dokumentation skyddar produktkvaliteten. De bidrar till efterlevnaden. De hjälper också tillverkare att göra bättre kretskortsdesigner i framtiden.
Inspektion av kretskortstillverkning
Bare Board Testing
Testning av bara kretskort kontrollerar kretskort innan delar läggs till. Detta steg hjälper till att hitta problem tidigt i kretskortstillverkningsprocessen. Elektriska sonder används för att leta efter öppna kretsar och kortslutningar. Dessa tester säkerställer att varje spår och via på kretskortet fungerar korrekt. Om ett problem upptäcks nu kan tillverkaren åtgärda det före montering. Detta sparar både tid och pengar under produktionen.
Testning av bara brädor kontrollerar även brädans storlek och form. Tillverkare använder specialverktyg för att mäta brädan och se om den matchar designen. Detta steg förhindrar att problem uppstår senare i monteringen. När defekter upptäcks tidigt undviker tillverkare dyra reparationer och förseningar.
Visuell inspektion
Visuell inspektion är ett av de äldsta och enklaste sätten att kontrollera kretskort. Arbetare eller maskiner tittar på det bara kortet för att upptäcka synliga problem. Dessa problem inkluderar repor, saknade kontakter eller extra koppar. Manuell visuell inspektion fungerar bra för enkla kretskort, men den kan missa små eller dolda problem. Allt eftersom kretskortsdesignen blir mer komplex fungerar manuell inspektion inte lika bra.
Obs: Manuell visuell inspektion missar ofta många problem och är långsam. Den är inte tillräckligt bra för att tillverka många kretskort. Maskinbaserad inspektion kan kontrollera många kretskort varje minut och hitta små defekter så små som 0.01 mm.
Marknaden för visuella inspektionsverktyg växer snabbt. År 2024 var marknadsstorleken 1.2 miljarder USD. Experter tror att den kommer att växa till 2.5 miljarder USD år 2033. Denna tillväxt sker eftersom människor vill ha bättre elektronik och mer komplexa kretskort. Ny teknik som AI och maskininlärning hjälper maskiner att hitta problem lättare. Dessa nya verktyg hjälper till att spara tid och pengar, och de hjälper också till att minska elektronikavfall.
Metrik/Aspekt | Detaljer |
|---|---|
Marknadsstorlek (2024) | 1.2 miljard dollar |
Beräknad marknadsstorlek (2033) | 2.5 miljard dollar |
CAGR (2026-2033) | 9.2% |
Viktiga marknadsdrivkrafter | Efterfrågan på tillförlitlig elektronik, kretskortskomplexitet, automatisering, tillväxt inom viktiga sektorer |
Tekniska trender | AI, maskininlärning, smart tillverkning, IoT-integration |
Betydelse | Säkerställer kvalitet, minskar kostnader och avfall, stöder tillförlitlighet |
Automatisk lasermätning
Automatisk lasermätning använder lasrar för att kontrollera storlek och form på kretskort. Denna metod ger mycket noggranna resultat. Bra laserverktyg kan mäta med ett fel så litet som 0.0005 tum (0.0127 mm). Vissa lasersystem använder kameror och Bluetooth för att skicka data snabbt. Dessa verktyg kan också mäta area och volym, vilket hjälper till att kontrollera koppartjocklek eller håldjup.
Tillverkare använder automatisk lasermätning för att säkerställa att varje kretskort matchar designen. Detta steg är viktigt eftersom även små misstag kan orsaka problem i slutprodukten. Lasermätning är snabbare och mer exakt än att kontrollera för hand. Det hjälper också till med helautomatisk inspektion under produktionen.
Lasermätningsinstrument kan vara noggranna upp till 1/16 tum på 400 fot.
Vissa system använder djupinlärning för att mäta beläggningsstorlekar med över 98 % noggrannhet.
Högprecisionslaserinterferometrar kan nå en precision på 2–3 mikrotum.
Automatisk lasermätning hjälper tillverkare att upptäcka problem tidigt. Detta minskar avfall och gör kretskort mer tillförlitliga.
Monteringsinspektionsmetoder
Efter att ha monterat delar på kretskortet kontrollerar tillverkarna om det finns problem. De använder olika inspektionsmetoder för att hitta defekter. Dessa kontroller letar efter saker som dålig lödning, saknade delar eller delar på fel plats. Bra inspektion i detta steg gör att kretskorten fungerar bättre och håller längre.
Manuell visuell inspektion
Manuell visuell inspektion innebär att utbildade arbetare tittar på varje kretskort. De letar efter problem de kan se, som saknade delar eller dåliga lödfogar. Denna metod är bra för små partier eller enkla kretskort. Ibland hittar arbetare problem som maskiner inte ser. Detta är användbart för anpassade eller specialprodukter.
Men manuell inspektion är inte perfekt. Människor kan bli trötta eller göra misstag. Studier visar att den hittar de flesta defekter, men inte alla. Inspektörer kan kontrollera cirka 50 till 100 artiklar varje timme. Resultaten beror på hur skicklig varje arbetare är. Detta kan göra att resultaten skiljer sig åt varje gång.
Leverans | Manuell inspektion | Automatiserad inspektion |
|---|---|---|
Fart | 50-100 artiklar/timme | 2,000-3,000 artiklar/timme |
Noggrannhet | 85%-95% | Upp till 99.9% |
Arbetsberoende | Hög | Minimal |
Skalbarhet | Svårt | Lätt skalbar |
Flexibilitet | Hög för specialjobb | Bäst för standardiserade produkter |
Manuell inspektion är bäst för prototyper eller specialdesign. För stora jobb är automatiserad inspektion snabbare och mer exakt.
Automatiserad optisk inspektion (AOI)
Automatisk optisk inspektion använder kameror för att kontrollera kretskort efter montering. AOI-system skannar varje kort och jämför det med en bra bild. De hittar problem som saknade delar, fel delar eller lödbryggor. AOI arbetar mycket snabbare än människor och ger stabila resultat.
Modern AOI använder artificiell intelligens och maskininlärning. Dessa system kan kontrollera 2,000 3,000 till 99.9 98 artiklar varje timme. De kan vara nästan XNUMX % noggranna. I en studie hittade AI-modeller över XNUMX % av defekterna. Detta hjälper tillverkare att åtgärda problem tidigt och minska slöseriet.
Studie / Metod | Datasetdetaljer | Rapporterade mätvärden | Resultatöversikt |
|---|---|---|---|
Nahar och Phadke (2019) | 103 PCBA-prover, 134 defekter | Detektionsnoggrannhet | 91.1 % detekteringsnoggrannhet utan att skilja mellan defektklasser |
Bhattacharya och Cloutier (2022) | 1,386 6 bilder, XNUMX defektklasser | Medelnoggrannhet, falskt positiv frekvens | Genomsnittlig noggrannhet på 98.3 %, falskt positiv andel under 5 % |
T-YOLOv5-modell (Förbättrad YOLOv5) | PCB-dataset (ospecificerad storlek) | Noggrannhet, Recall, mAP (IoU=0.5), Statistisk signifikans (t-värden, p-värden) | Noggrannhet: 98.37 %, Återkallelse: 99.24 %, mAP: 99.15 %; t-värden > 1.96, p-värden < 0.001 |
Automatiserad optisk inspektion minskar misstag och ökar antalet kort som kan kontrolleras. Cirka 72 % av företagen som använder det ser en ökning av produktionen med 50 %. AOI för också register över varje kretskorts inspektion.
Inspektion av lödpasta (SPI)
Vid lodpastainspektion kontrolleras lödpastan innan delar läggs till. SPI använder 3D-bilder för att mäta hur mycket pasta som finns på kortet. Bra lödpasta behövs för starka fogar och bra anslutningar.
SPI hittar problem som för lite pasta, för mycket pasta eller pasta på fel ställe. Dessa problem kan orsaka öppna kretsar, kortslutningar eller svaga skarvar. Automatiserad SPI fungerar snabbt och ger detaljerade rapporter. Det hjälper till att åtgärda utskriftsproblem innan de sprider sig.
SPI är ett viktigt steg i kretskortsmontering. Det stoppar många vanliga defekter och hjälper fler kort att klara det första testet. Genom att upptäcka problem tidigt minskar SPI behovet av omarbetning och minskar slöseri.
Röntgeninspektion
Röntgeninspektion undersöker inuti kretskort för att hitta dolda problem. Detta är viktigt för kort med knepiga layouter eller delar som BGA:er. Röntgen kan hitta hålrum, lödbryggor och sprickor som andra kontroller missar.
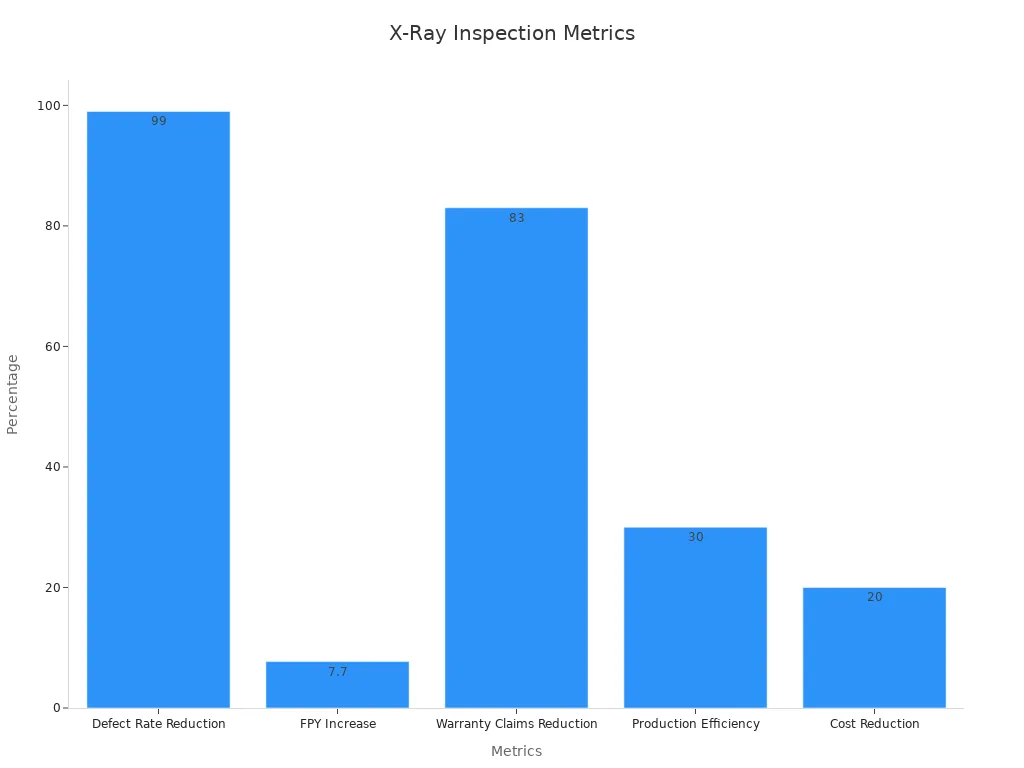
Avancerad röntgen använder mikro-CT för att skapa 3D-bilder av kretskortet. Dessa system kan upptäcka små defekter mindre än 0.015 mm. Automatiserad röntgen kan minska defektfrekvensen med upp till 99 %. Det kan öka utbytet vid första genomgången från 92 % till 99.7 % inom bilelektronik. Tillverkare kan också spara upp till 20 % i kostnader och tillverka 30 % fler kretskort.
Röntgeninspektion är utmärkt för att hitta dolda fel. Det hjälper till att tillverka högkvalitativa kretskort och uppfylla tuffa branschregler.
Tips: Att använda AOI, SPI och röntgen tillsammans fungerar bäst. Varje metod hittar olika problem, så inspektionen blir mer fullständig.
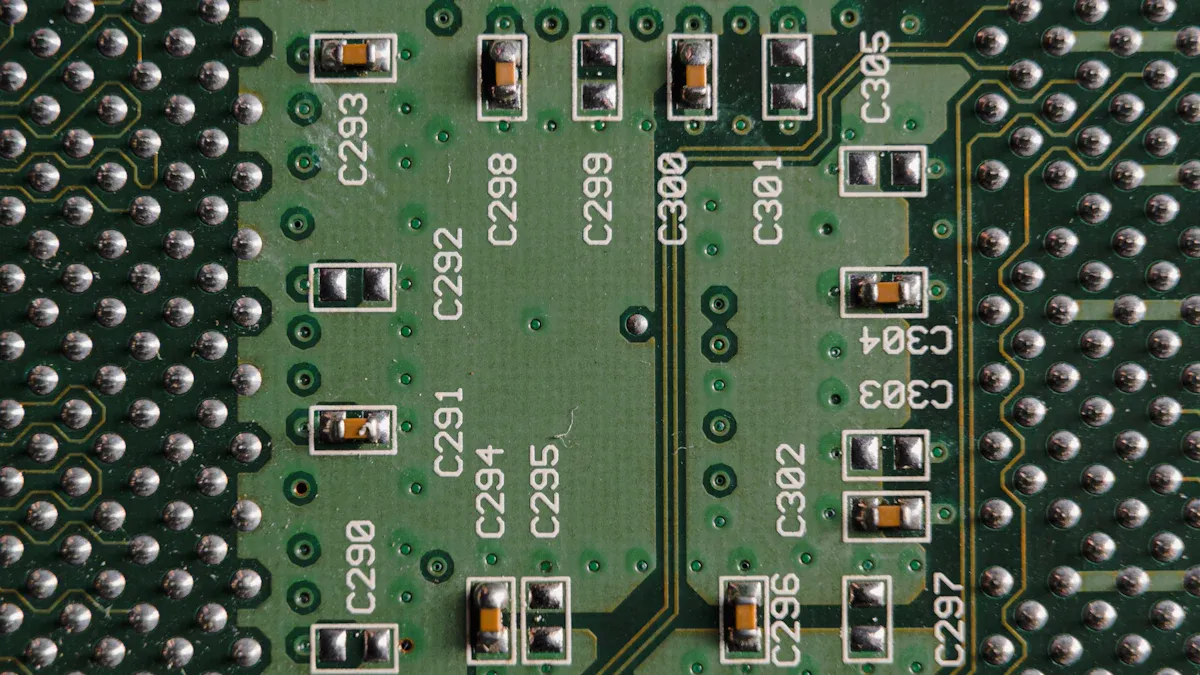
Typiska defekter som upptäcks under monteringsinspektion
Monteringsinspektion upptäcker många typer av defekter, såsom:
Lödbryggor och öppna fogar
Delar på fel plats eller saknas
Tombstoning (delar som står på högkant)
Inte tillräckligt med eller för mycket lödpasta
Hålrum och sprickor i lödfogar
Böjda eller trasiga ledningar
Dessa steg säkerställer att kretskorten är i god form innan man går vidare. Automatiserad inspektion, särskilt med AI, blir bara bättre och bättre på att hitta defekter och tillverka fler kretskort.
Elektrisk testning

Elektrisk testning spelar en nyckelroll vid inspektion av kretskort. Den kontrollerar om varje kort fungerar som avsett innan det lämnar fabriken. Tillverkare använder flera testmetoder för att hitta fel som visuell inspektion eller röntgeninspektion kan missa. Dessa metoder hjälper till att säkerställa att varje kretskort uppfyller strikta branschstandarder och fungerar under verkliga förhållanden.
In-Circuit Testing (IKT)
Kretsprovning använder en fixtur med spikar för att kontrollera varje komponent på kretskortet. Den hittar problem som öppna kretsar, kortslutningar och felaktiga delar. ICT kan testa ett kort med 300 delar på bara 3–4 sekunder. Denna hastighet gör den perfekt för massproduktion. Metoden täcker 95–98 % av möjliga fel, vilket gör den till ett av de mest tillförlitliga inspektionsstegen.
metrisk | Värderar | BESKRIVNING |
|---|---|---|
Feltäckning | 95% - 98% | Hög detekteringsgrad för öppningar, kortslutningar och fel |
Testtid | 3–4 sekunder per 300 delar | Snabbt för stora partier |
Test av flygprob
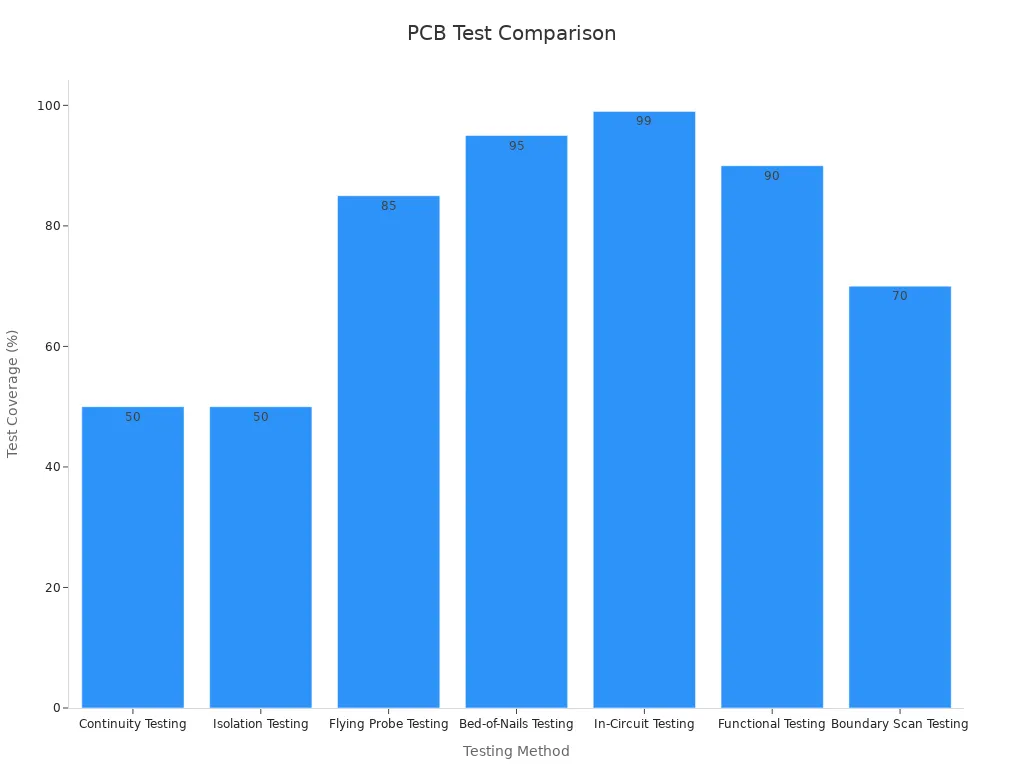
Flygande probtestning använder rörliga prober som vidrör testpunkter på kretskortet. Den kräver ingen specialanpassad fixtur, så den fungerar bra för prototyper och små serier. Denna metod täcker 80 % till 90 % av felen. Den fungerar som en automatiserad multimeter och ger detaljerade rapporter för varje kort. Flygande probtestning hjälper ingenjörer att felsöka nya konstruktioner och hitta problem tidigt.
Testmetod | Typisk testtäckning |
|---|---|
Flygande sond | 80-90% |
Spikmatta | 90-95% |
In-Circuit Test | 95-98% |
Gränsskanning | 95-99% |
Gränsskanningstestning
Boundary scan-testning kontrollerar anslutningar inuti kretsar med hjälp av speciella testkretsar. Det fungerar bra för täta eller komplexa kretskortsaggregat där andra inspektionsverktyg inte kan nå. Denna metod ger snabba resultat och sänker installationskostnaderna. Boundary scan kan hitta fel ner till pinnivå. Det är bäst för kort med JTAG-kompatibla kretsar.
funktions~~POS=TRUNC
Funktionstestning startar kretskortet och kontrollerar om det fungerar under verkliga förhållanden. Den laddar firmware och testar logik, ingångar/utgångar och systemstabilitet. Detta steg hittar upp till 70 % av prestandaproblem som andra inspektionssteg kan missa. Funktionstestning är den sista kontrollen före leverans, och säkerställer att varje kort uppfyller kundens behov.
Branschstandarder som IPC-SM 785, IPC 9701, MIL-STD 202 och JEDEC vägleder alla dessa inspektions- och teststeg.
Testverktyg inkluderar flygande probtestare, fixturer och tidsdomänreflektometrar.
Dessa metoder säkerställer att varje kretskort är säkert, tillförlitligt och klart för användning inom områden som medicin och flyg- och rymdteknik.
Tillförlitlighet och stresstestning
Inbränningstest
Inbränningstestning hjälper till att hitta svaga kretskort före leverans. Kretskorten körs med hög värme och spänning under en viss tid. Detta gör att tidiga fel sker i fabriken, inte senare. Ingenjörer använder inbränningstestning för att se hur länge ett kretskort kan hålla under belastning. Studier visar att användning av testdata och datormodeller hjälper till att förutsäga kretskortens livslängd. Dessa metoder hjälper ingenjörer att skapa bättre design och kort med längre livslängd. Inbränningstestning är viktigt för att säkerställa att endast bra kretskort fortsätter att fungera.
miljöstress
Miljöstresstester kontrollerar hur kretskort hanterar verklig användning. Ingenjörer använder värme, kyla, skakningar och våt luft för att testa kort. Denna testning hittar problem som sprickor eller förändringar i resistans. Forskare använder Interconnect Stress Test (IST) för att påskynda åldring och hitta svaga punkter. Statistiska modeller, som Norris-Landzberg-ekvationen, hjälper till att mäta hur förändringar påverkar tillförlitligheten. Testning med olika spänningar visar vad som gör att kretskort håller längre. Dessa tester hjälper tillverkare att förutsäga fel och förbättra kvaliteten.
Miljöstresstester upptäcker dolda fel, som problem med mikrovia.
Statistiska modeller och kontroller av urvalsstorlekar visar om tillförlitligheten blir bättre.
Snabba tester kopierar verklig användning och hjälper till att förutsäga långsiktiga fel.
Lödbarhet och kontaminering
Lödbarhets- och kontamineringstestning kontrollerar om kretskort kan skapa starka, rena fogar. Dålig lödbarhet orsakar svaga anslutningar och tidiga fel. Ingenjörer använder olika tester för att se hur väl lödtenn fäster på plattor och ledningar.
Testnamn | Kvantitativa mätvärden | BESKRIVNING |
|---|---|---|
Vätbalans (meniskograf) | Vätkraft, vättid | Mäter hur mycket kraft smält lödtenn använder på plattorna över tid, vilket skapar en vätningskurva. |
Ytisoleringsmotstånd (SIR) | Isolationsresistansvärden | Kontrollerar föroreningar genom att mäta resistans mellan ledare under kontrollerade förhållanden. |
Doppa och titta-test | Kvalitativ | Visuell kontroll av lödtäckningen; inte ett uppmätt värde. |
Dessa tester hjälper tillverkare att hitta och åtgärda problem före montering. Genom att använda vätningsbalans och SIR-tester säkerställer de att varje kretskort uppfyller höga standarder för kvalitet och tillförlitlighet.
Slutlig PCB-inspektion
Slutliga visuella kontroller
Slutliga visuella kontroller är det sista steget före leverans. Inspektörer granskar varje kort mycket noggrant. De försöker hitta eventuella problem som missats tidigare. De letar efter repor, saknade delar eller dåliga lödfogar. Detta steg säkerställer att varje kort är bra och uppfyller vad kunderna vill ha.
Tillverkare använder olika sätt att kontrollera kort i detta skede. Dessa metoder inkluderar visuell inspektion, automatiserad optisk inspektion, röntgeninspektion, elektrisk testning och ibland tvärsnittsanalys. Varje metod har något det gör bäst. Visuell inspektion är snabb och billig men hittar bara ytliga problem. Automatiserad optisk inspektion är bra för stora grupper av kort och är mycket exakt. Röntgeninspektion kan se inuti kortet för att hitta dolda problem. Elektrisk testning kontrollerar om kortet fungerar korrekt. Tvärsnittsanalys är destruktiv men visar kortets insida.
Inspektörer använder industristandarder som IPC-A-600 och IPC-6012. Dessa regler anger vad som räknas som ett problem och hur man kontrollerar kvaliteten. Slutliga visuella kontroller hjälper till att minska antalet dåliga kort och göra produkterna bättre. De ger också data som hjälper till att göra framtida kort ännu bättre.
Tips: Slutbesiktning är sista chansen att hitta problem innan kunderna får brädorna. Noggrann kontroll skyddar nu företagets namn och förhindrar dyra returer.
Dokumentation
Dokumentation är en viktig del av det sista inspektionssteget. Den håller reda på varje kontroll och resultat från inspektionen. Bra register hjälper tillverkare att hitta och åtgärda problem tidigt. De visar också att varje bräda uppfyller alla nödvändiga regler och standarder.
Dokumentation hjälper till att följa regler och hålla kunderna nöjda.
Den för anteckningar om problem och hur de åtgärdades.
Det hjälper till att planera hur man ska göra brädor i framtiden.
Det ger register över revisioner och håller leverantörerna ärliga.
Det hjälper till att kontrollera kvaliteten och minska risken.
Processen inkluderar att granska designdokument, kontrollera material och skriva ner inspektionsresultat. Att föra goda register säkerställer att endast styrelser som klarar alla kontroller går vidare. Dokumentation är mycket viktigt inom områden som flyg- och rymdteknik, bilar, elektronik och medicintekniska produkter. Det hjälper företag att följa strikta regler och skicka ut bra produkter.
En bra inspektions- och testprocess hjälper till att tillverka högkvalitativa kretskort. Varje kontrollmetod, som att titta med ögonen eller använda röntgen, upptäcker problem tidigt. Detta gör att kretskorten fungerar bra. Teststeg som kretskortstestning och funktionstestning visar om kretskorten fungerar i verkligheten. Kvalitetskontrollverktyg som statistisk processkontroll och Six Sigma hjälper till att förhindra misstag och förbättra saker.
Visuell inspektion, AOI-inspektion och röntgeninspektion upptäcker problem innan de förvärras.
Kretsbundna tester och stresstester visar att kretskort kan hantera tuffa förhållanden.
Att använda data för kvalitetskontroll minskar misstag och sparar pengar.
Dessa steg hjälper kretskort att klara tuffa regler för bilar, flygplan och andra användningsområden.
FAQ
Vad är skillnaden mellan AOI och röntgeninspektion?
AOI använder kameror och ljus för att kontrollera kretskortets yta. Den hittar problem som du kan se, som saknade delar eller dålig lödning. Röntgeninspektion tittar inuti kretskortet. Den hittar dolda problem, som sprickor eller tomma utrymmen under delar. Båda metoderna hjälper till att göra kretskort bättre, men de hittar olika problem.
Varför använder tillverkare både manuella och automatiserade inspektioner?
Manuell inspektion är bra för små eller speciella brädor. Automatiserad inspektion kontrollerar många brädor snabbt och mycket noggrant. Att använda båda metoderna hjälper till att hitta fler problem och säkerställer att brädor håller hög kvalitet.
Hur hjälper lodpastainspektion (SPI) vid kretskortsmontering?
SPI kontrollerar hur mycket lödpasta som finns på kortet och var den finns. Detta steg förhindrar svaga skarvar, öppna kretsar och kortslutningar. Bra lödpasttäckning gör anslutningarna starkare och mer tillförlitliga.
Vilka standarder styr inspektion och testning av kretskort?
Branschstandarder som IPC-A-600, IPC-6012 och JEDEC anger regler för kretskortskvalitet. Dessa regler talar om för tillverkare vad de ska kontrollera och hur problem ska mätas. Genom att följa dessa regler håller man kretskorten säkra och tillförlitliga.