आपके अगले प्रोजेक्ट के लिए 10-लेयर पीसीबी की आवश्यकता है, लेकिन आप सोच रहे हैं कि निर्माता वास्तव में जटिल बोर्डों का निर्माण कैसे करते हैं। Wonderful PCB यह आपको स्टैकअप डिजाइन, सामग्री चयन, निर्माण चरणों और आपकी आवश्यकताओं के लिए सही 10 लेयर पीसीबी स्टैकअप फैक्ट्री चुनने के तरीके के बारे में जानकारी देता है।
10-परत पीसीबी प्रौद्योगिकी के मूल सिद्धांत
मल्टीलेयर पीसीबी का अवलोकन
मल्टीलेयर बोर्ड में तांबे और इन्सुलेटिंग सामग्री को एक सैंडविच की तरह एक के ऊपर एक रखा जाता है। दो परतें? आसान। चार परतें? फिर भी संभालना संभव है।
लेकिन दस परतें?
अब आप ऐसे क्षेत्र में प्रवेश कर रहे हैं जहाँ हर कदम पर सटीकता मायने रखती है। हर अतिरिक्त परत से रूटिंग के लिए अधिक जगह मिलती है। बेहतर शील्डिंग मिलती है। बिजली का वितरण बेहतर होता है। लेकिन जटिलता तेजी से बढ़ती है। परतों के बीच संरेखण माइक्रोन के भीतर होना चाहिए; अन्यथा, आपका बोर्ड विफल हो जाएगा।
10-परत पीसीबी बनाम अन्य बहुपरत बोर्ड
आठ या बारह परतों के बजाय दस परतें क्यों चुनें?
मध्यम घनत्व वाले डिज़ाइनों के लिए छह-परत वाले बोर्ड अच्छे होते हैं, लेकिन सिग्नल की संख्या बढ़ने पर उनमें जगह कम पड़ जाती है। आठ परतें मददगार होती हैं, हालांकि कभी-कभी बिजली की स्थिरता प्रभावित होती है। बारह परतें? अधिकांश अनुप्रयोगों के लिए ज़रूरत से ज़्यादा होती हैं, साथ ही लागत भी बहुत बढ़ जाती है।
दस परतें एक आदर्श संतुलन प्रदान करती हैं। इससे आपको चार सिग्नल परतें, दो ग्राउंड प्लेन, दो पावर प्लेन और दो बाहरी रूटिंग परतें मिलती हैं। यह संतुलन उच्च गति वाले डिजिटल सर्किट, आरएफ मॉड्यूल और सघन पार्ट लेआउट के लिए उपयुक्त है, और आपके बजट को भी प्रभावित नहीं करता।
इसकी तुलना चार-परत वाले बोर्ड से करें, जहाँ आपको लगातार रूटिंग की भीड़भाड़ से जूझना पड़ता है। 10-परत वाला पीसीबी स्टैकअप आपको ठीक वहीं राहत देता है जहाँ इसकी सबसे ज़्यादा ज़रूरत होती है।
मानक स्टैक-अप कॉन्फ़िगरेशन और सामग्री परतें
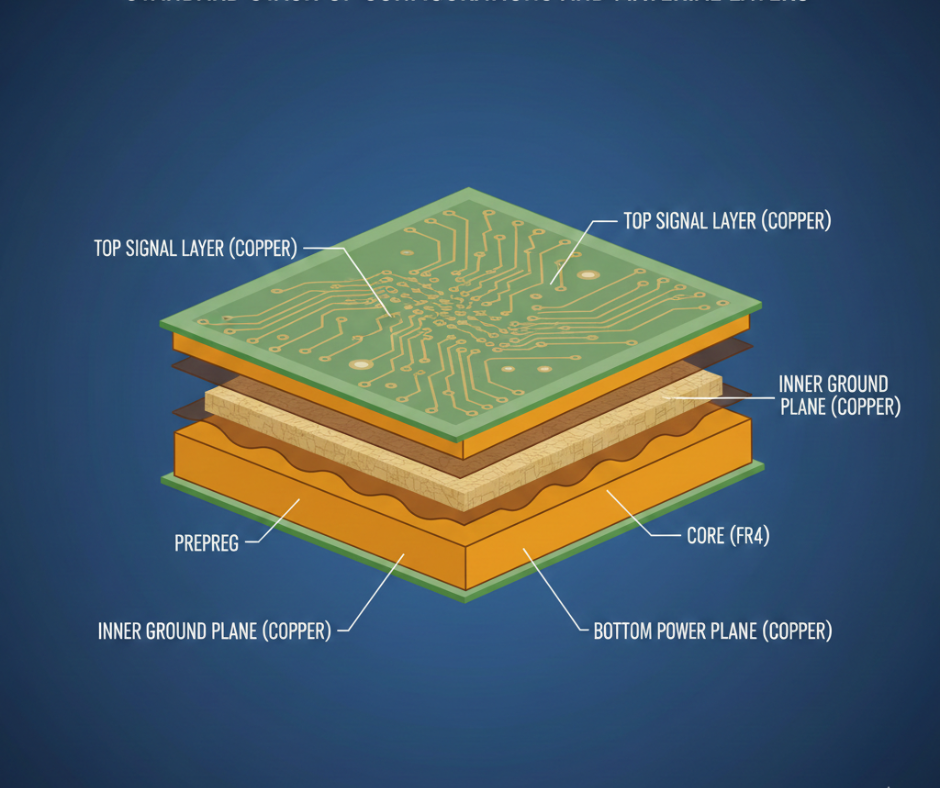
सिग्नल परतें
सिग्नल लेयर्स आपके ट्रेसेस, डेटा लाइन्स, क्लॉक्स और एड्रेस बसेस को ले जाती हैं। दस-लेयर कॉन्फ़िगरेशन में, सिग्नल रूटिंग लेयर 1, 3, 4, 6, 7 और 10 पर होती है।
बाहरी परतें कम गति वाले संकेतों को संभालती हैं। आंतरिक परतें उच्च गति वाले अंतर युग्मों के लिए बेहतर काम करती हैं क्योंकि वे संदर्भ तलों के बीच स्थित होती हैं।
कुछ डिज़ाइनर धीमे सिग्नल बाहर और तेज़ सिग्नल अंदर लगाते हैं। अन्य डिज़ाइनर ट्रेस की लंबाई की आवश्यकताओं के आधार पर इन्हें मिलाते हैं। कोई एक सही तरीका नहीं है। आपकी एप्लीकेशन ही प्राथमिकता तय करती है।
पावर और ग्राउंड प्लेन
लेयर 2 और 9 का उपयोग अक्सर ग्राउंड प्लेन के रूप में किया जाता है। लेयर 5 और 8 पावर प्लेन के रूप में काम करती हैं, हालांकि आप लेयर 5 को कई वोल्टेज डोमेन में विभाजित कर सकते हैं।
ग्राउंड प्लेन यथासंभव स्थिर रहना चाहिए।
ग्राउंड को विभाजित करने से रिटर्न-पाथ में समस्याएं उत्पन्न होती हैं जिससे सिग्नल की अखंडता कम हो जाती है। पावर प्लेन को विभाजित किया जा सकता है, लेकिन इसे सावधानीपूर्वक करें। विभाजित सीमाओं को पार करने वाले ट्रेसेस में प्रतिबाधा असंतुलन दिखाई देता है।
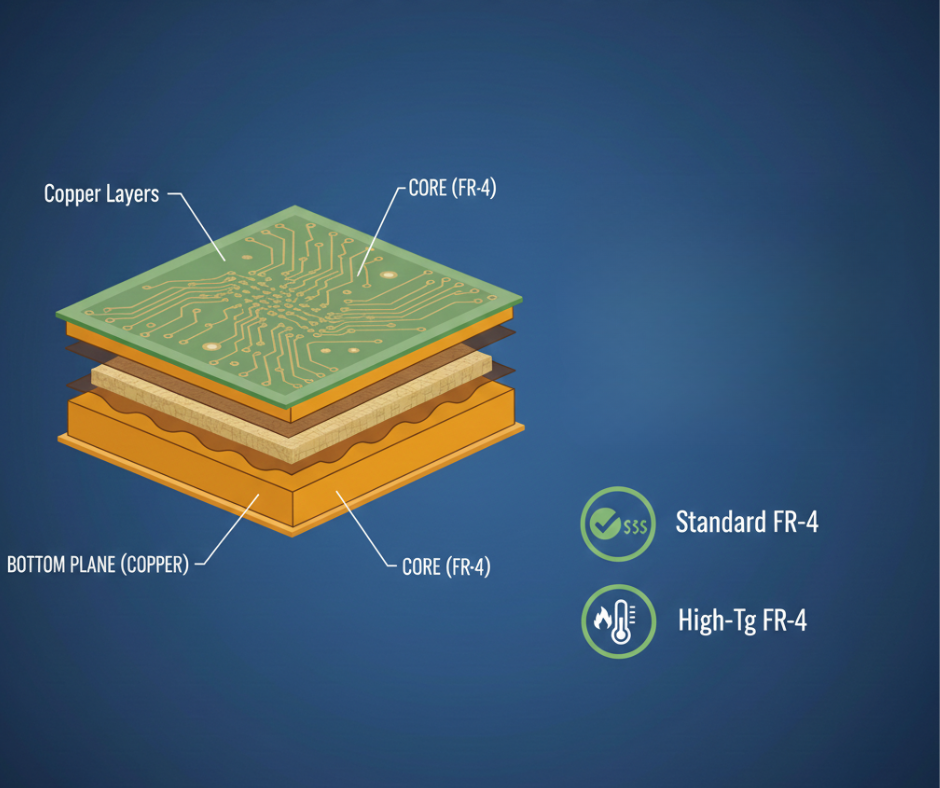
परावैद्युत और कोर सामग्री
FR-4 अधिकांश 10 परत वाली संरचनाओं के लिए मुख्य सामग्री बनी हुई है। पीसीबी विनिर्माण परियोजनाओं के लिए उपयुक्त। मानक FR-4 की लागत कम होती है और यह कुछ गीगाहर्ट्ज़ तक अच्छा प्रदर्शन करता है। उच्च-Tg FR-4 बिना परत निकले सीसा-मुक्त सोल्डरिंग तापमान को सहन कर सकता है।
क्या आपको बेहतर उच्च-आवृत्ति प्रदर्शन की आवश्यकता है?
रॉजर्स लैमिनेट कम हानि स्पर्शरेखा और तापमान में उतार-चढ़ाव के बावजूद स्थिर परावैद्युत स्थिरांक प्रदान करते हैं। पॉलीइमाइड अत्यधिक ताप चक्रों को सहन कर सकता है। पीटीएफई-आधारित सामग्री माइक्रोवेव आवृत्तियों के लिए उपयुक्त हैं, लेकिन इनकी कीमत काफी अधिक होती है।
प्रीप्रेग शीट्स लेमिनेशन के दौरान कोर लेयर्स को आपस में जोड़ती हैं। इनकी मोटाई अलग-अलग होती है—उदाहरण के लिए, 2116 प्रीप्रेग की मोटाई लगभग 4 मिल्स होती है, जबकि 7628 की मोटाई लगभग 7 मिल्स होती है। अपनी इच्छित 10 लेयर पीसीबी की मोटाई प्राप्त करने के लिए विभिन्न प्रकार की प्रीप्रेग शीट्स को मिलाकर उपयोग करें।
10-परत संरचनाओं के लिए विशिष्ट डिजाइन संबंधी विचार
प्रतिबाधा नियंत्रण
जब सिग्नल कुछ सौ मेगाहर्ट्ज़ से अधिक हो जाते हैं, तो आपको प्रतिबाधा संबंधी समस्याओं का सामना करना पड़ेगा। यह अपरिहार्य है। यदि आप परावैद्युत स्थिरांक को अनदेखा करते हैं, तो आपका पहला हाई-स्पीड बोर्ड विनाशकारी साबित हो सकता है। क्यों? ट्रेस की चौड़ाई और तांबे का वजन केवल संख्याएँ नहीं हैं; वे नियम हैं।
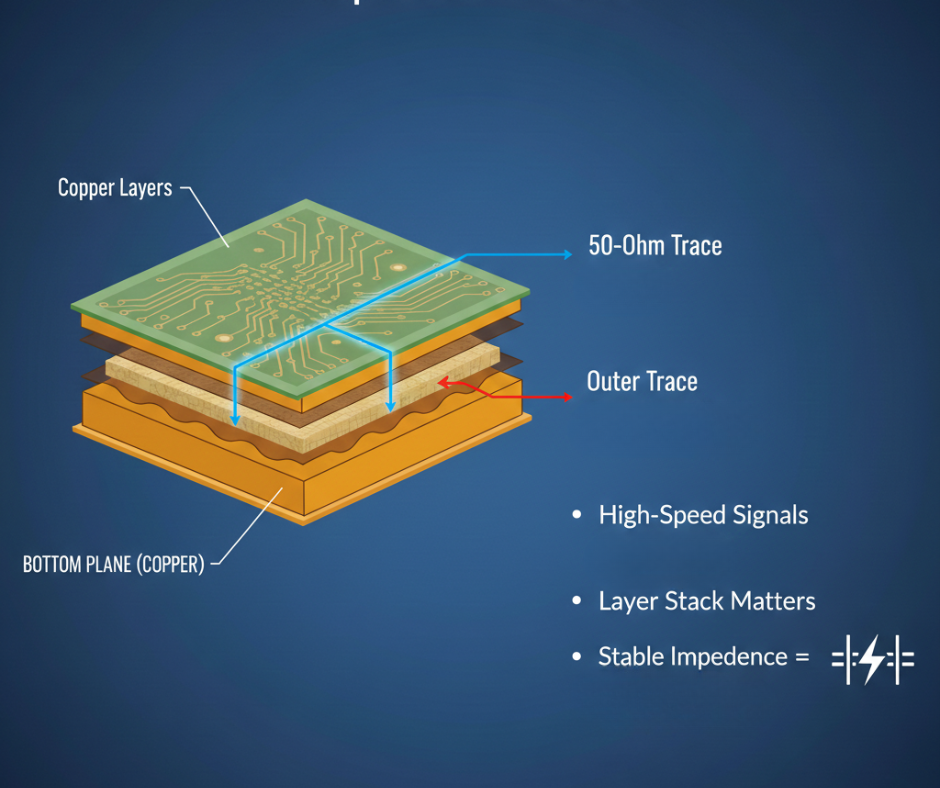
दस परतों वाला स्टैकअप आपको सिग्नलों को दो तलों के बीच में रखने की सुविधा देता है। तो क्या हुआ? इससे 50-ओम के तार वास्तव में काम करने लगते हैं। भीतरी परतें अपने संदर्भ के करीब रहती हैं, जबकि बाहरी परतें दूर, अकेली और अप्रत्याशित होती हैं।
इसका मतलब यह है कि लेयर 1 और 10 पर आपको चौड़े ट्रेस की आवश्यकता होगी ताकि लेयर 3 या 6 पर संकरे ट्रेस के समान प्रतिबाधा प्राप्त हो सके।
स्टैकअप कैलकुलेटर मददगार होते हैं, लेकिन हमेशा अपने 10 लेयर पीसीबी स्टैक अप निर्माता से प्रतिबाधा परीक्षण का अनुरोध करें।
सिग्नल की समग्रता
उच्च गति वाले सिग्नल निरंतरता में रुकावटों को नापसंद करते हैं।
वाया स्टब्स धारिता बढ़ाते हैं। लेयर ट्रांज़िशन से परावर्तन उत्पन्न होते हैं। आसन्न ट्रेस के बीच क्रॉसस्टॉक तरंगों को विकृत करता है। दस लेयर आपको इन समस्याओं को कम करने के विकल्प प्रदान करते हैं।
सिग्नल ट्रेस के ठीक नीचे वाले तल में वापसी धारा प्रवाहित होती है। जब कोई ट्रेस परत बदलता है, तो वापसी धारा को नए संदर्भ तल तक पहुँचने के लिए वाया या कैपेसिटर के माध्यम से एक मार्ग खोजना पड़ता है।
खराब रिटर्न पाथ के कारण ईएमआई और ग्राउंड बाउंस होता है।
रिटर्न करंट लूप को टाइट रखने के लिए लेयर ट्रांजिशन के पास स्टिचिंग वाया लगाएं।
विद्युत वितरण और तापीय प्रबंधन
जितनी अधिक परतें होंगी, बिजली का वितरण उतना ही बेहतर होगा। समर्पित पावर प्लेन डीसी प्रतिरोध को कम करते हैं और करंट को समान रूप से फैलाते हैं।
लेकिन गर्मी एक चिंता का विषय बन जाती है क्योंकि तांबा गर्मी का अच्छा सुचालक होता है, जबकि FR-4 ऊष्मारोधक होता है। सामग्री की दस परतें बोर्ड के अंदर गर्मी को रोक कर रखती हैं।
गर्म घटकों के नीचे स्थित थर्मल वाया ऊष्मा को बाहरी परतों तक पहुंचाते हैं, जहां हवा या हीट सिंक इसे फैला देते हैं। अत्यधिक तापमान वृद्धि के बिना करंट को संभालने के लिए अपने पावर प्लेन का आकार निर्धारित करें।
10 लेयर पीसीबी निर्माण प्रक्रिया
- डिजाइन और प्रोटोटाइप
सबसे पहले स्केमैटिक बनाएं। इंतज़ार क्यों करें? इसे Altium या KiCad लेआउट में बदलें। स्टैकअप को पहले ही परिभाषित कर लें, वरना काम बिगड़ जाएगा। गेर्बर फ़ाइलें, ड्रिल और फ़ैब्रिकेशन ड्रॉइंग निर्यात करें—तांबे के वजन और सहनशीलता को स्पष्ट रूप से बताएं।
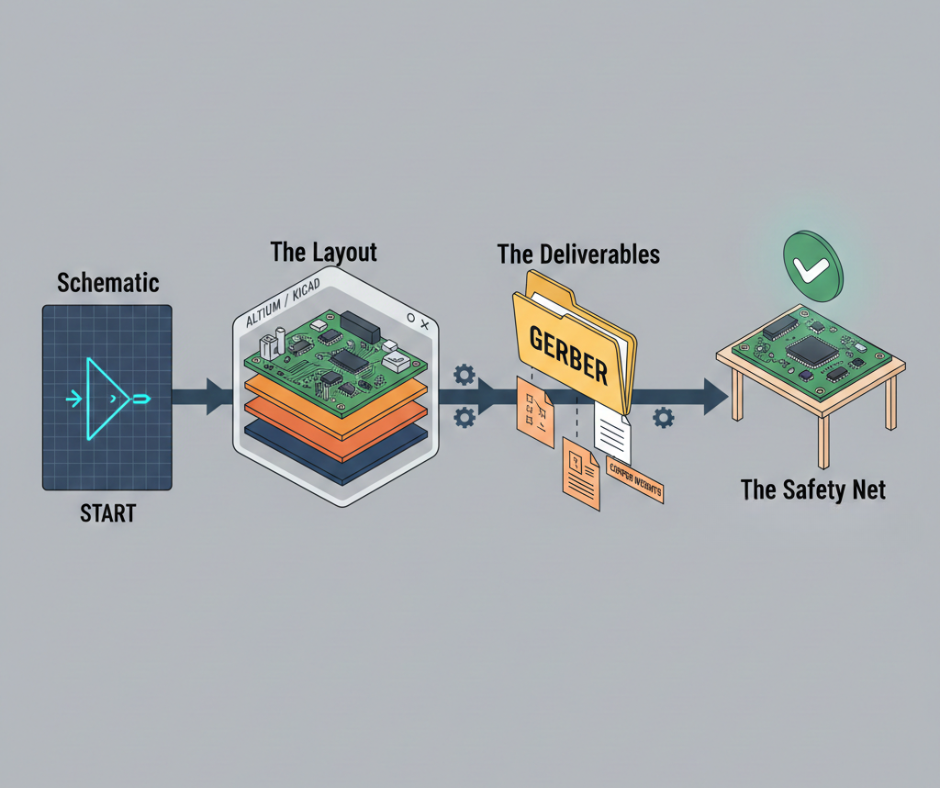
पहले एक प्रोटोटाइप बनाएं। गड़बड़ी को अभी पकड़ लें। अगर आप पूर्ण उत्पादन का इंतजार करेंगे, तो एक छोटी सी गलती का खामियाजा आपको भुगतना पड़ेगा।
- सामग्री की तैयारी और चयन
निर्माता कोर लैमिनेट और प्रीप्रेग रोल का स्टॉक रखते हैं। वे शीट को पैनल के आकार में काटते हैं। दस परतों वाले बोर्ड के लिए, कई कोर परतों के साथ-साथ उन्हें जोड़ने के लिए प्रीप्रेग शीट की आवश्यकता होती है।
सामग्री का चयन प्रदर्शन और कीमत को प्रभावित करता है।
मानक FR-4 अधिकांश डिजिटल डिज़ाइनों के लिए उपयुक्त है। उच्च आवृत्ति वाले सर्किटों के लिए कम हानि वाले लैमिनेट की आवश्यकता होती है। उच्च धारा वाले अनुप्रयोगों के लिए मोटे तांबे की आवश्यकता होती है।
- आंतरिक परत निर्माण
लेमिनेशन से पहले भीतरी परतों पर पैटर्न बनाए जाते हैं। यह प्रक्रिया तांबे से ढकी एक कोर परत से शुरू होती है। तांबे पर फोटोरेसिस्ट की एक परत चढ़ाई जाती है।
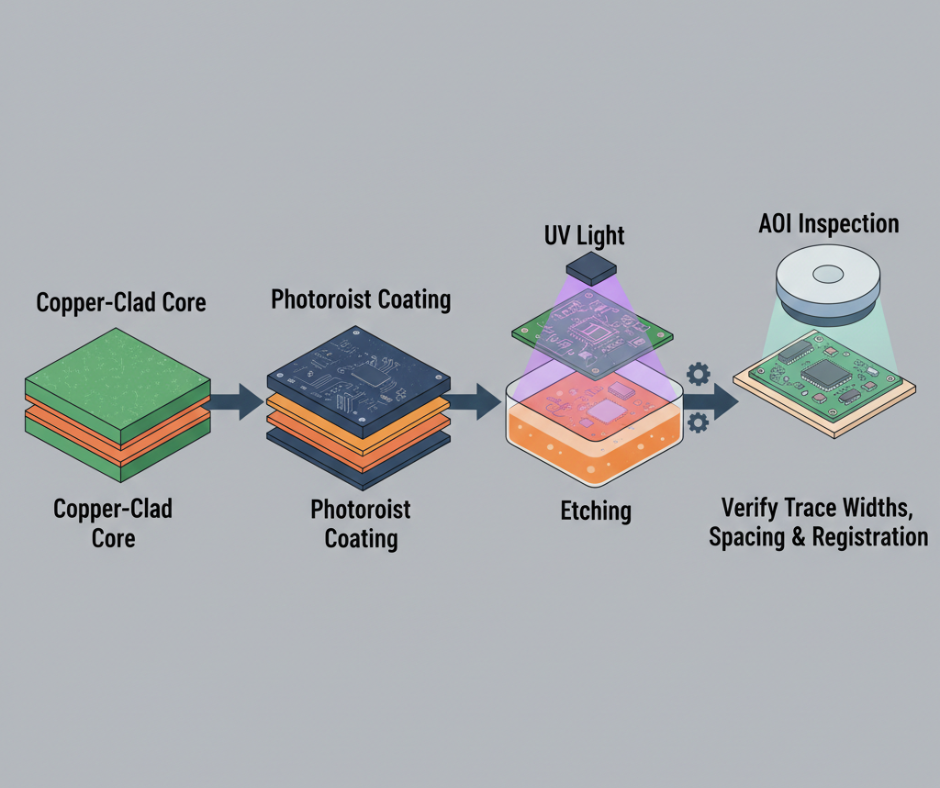
यूवी प्रकाश फिल्म या लेजर डायरेक्ट इमेजिंग के माध्यम से रेसिस्ट को एक्सपोज़ करता है। डेवलपिंग से अनएक्सपोज़्ड रेसिस्ट हट जाता है, जिससे अवांछित क्षेत्रों में नंगा तांबा रह जाता है। एचिंग उस तांबे को घोल देती है।
ट्रेस की चौड़ाई, रिक्ति और पंजीकरण चिह्नों को सत्यापित करने के लिए प्रत्येक परत का AOI के तहत निरीक्षण किया जाता है।
- लेयर अलाइनमेंट और रजिस्ट्रेशन
प्रत्येक परत पर उकेरे गए छोटे निशान, जिन्हें रजिस्ट्रेशन मार्क कहते हैं, स्टैकिंग के दौरान कोर और प्रीप्रेग को संरेखित करने में मदद करते हैं। कुछ मिलीमीटर से अधिक का गलत संरेखण होने पर वाया पैड से चूक जाते हैं या ट्रेस प्लेन के विरुद्ध शॉर्ट सर्किट हो जाते हैं।
कुछ 10 लेयर पीसीबी स्टैक अप फैक्ट्रियां पिन लेमिनेशन का उपयोग करती हैं, जहां टूलिंग पिन संरेखण बनाए रखने के लिए सभी परतों को छेदती हैं। अन्य केवल विज़न सिस्टम पर निर्भर करती हैं।
वाया के आकार में कमी आने के साथ-साथ सहनशीलता की आवश्यकताएं भी सख्त होती जाती हैं; माइक्रोविया के लिए ±2 मिल्स या उससे बेहतर संरेखण की आवश्यकता होती है।
- लेमिनेशन प्रक्रिया
स्टैकिंग का काम क्लीन रूम में होता है। परतें क्रमानुसार प्रेस में जाती हैं। वैक्यूम द्वारा हवा के बुलबुले हटा दिए जाते हैं।
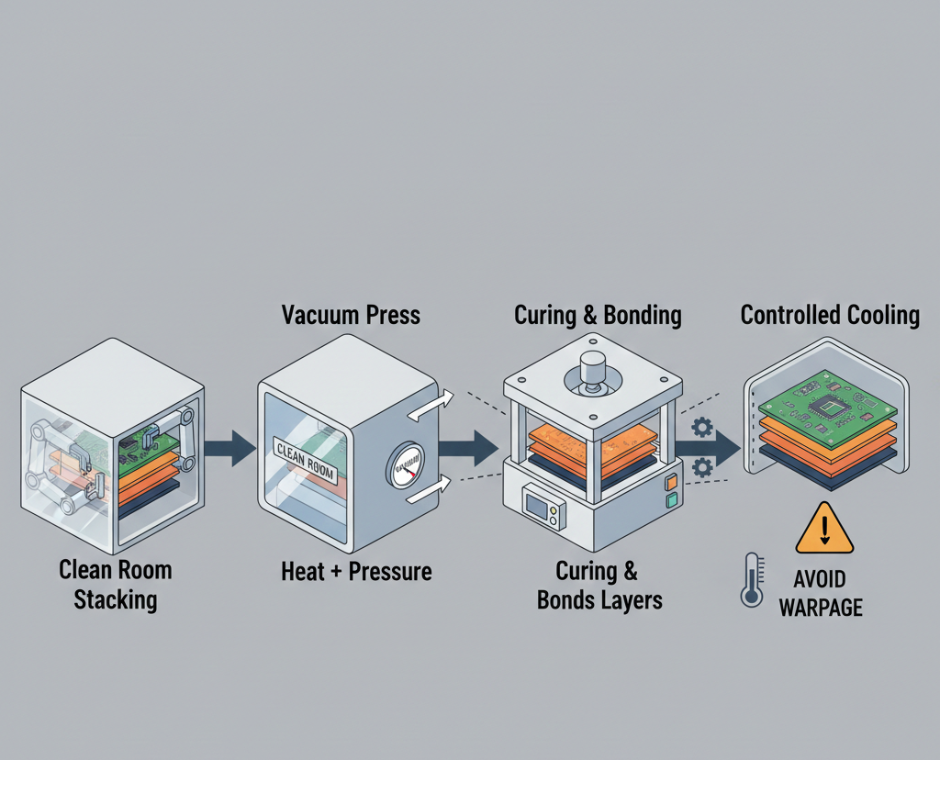
गर्मी और दबाव के माध्यम से प्रीप्रेग राल को ठीक किया जाता है, जिससे सभी भाग एक ठोस पैनल में बंध जाते हैं।
बोर्ड को मुड़ने से बचाने के लिए शीतलन धीरे-धीरे होना चाहिए। असमान शीतलन से आंतरिक तनाव उत्पन्न होता है जिससे बोर्ड झुक जाता है।
- ड्रिलिंग संचालन
लेमिनेशन के बाद, आपके पास एक खाली मल्टीलेयर पैनल होगा। अब इसमें वाया और कंपोनेंट लीड्स के लिए छेद करें।
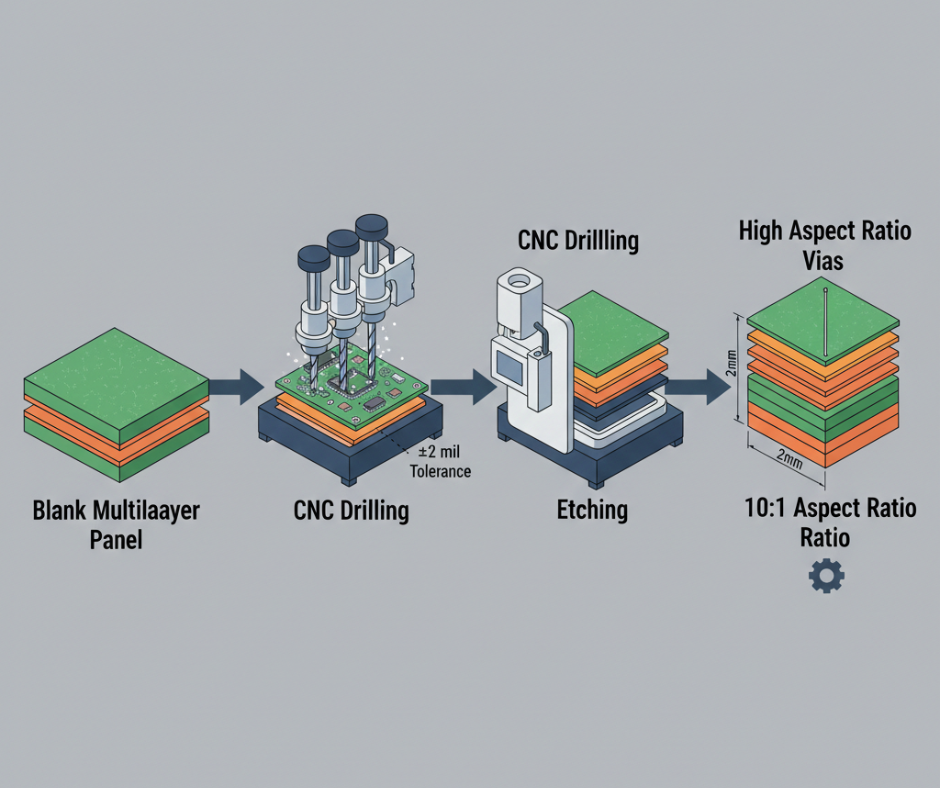
सीएनसी ड्रिलिंग मशीनों में कार्बाइड या हीरे की परत चढ़े बिट्स का उपयोग किया जाता है। आर-पार छेदों के लिए छेद के व्यास की सहनशीलता ±2 मिल्स होती है, जबकि सूक्ष्म छेदों के लिए यह और भी कम होती है।
उच्च आस्पेक्ट रेशियो वाले छेद प्लेटिंग प्रक्रियाओं के लिए एक चुनौती हैं। 2 मिमी मोटाई और 0.2 मिमी व्यास वाले दस-परतों वाले बोर्ड का आस्पेक्ट रेशियो 10:1 है, जो मानक क्षमता की सीमा पर है।
- प्लेटिंग और कॉपर जमाव
बिना पॉलिश की हुई एपॉक्सी की दीवारें तब तक बेकार होती हैं जब तक कि उन पर इलेक्ट्रोलेस कॉपर डिपोजिशन द्वारा एक चालक परत न चढ़ा दी जाए। फिर, इलेक्ट्रोप्लेटिंग द्वारा इसे 25 माइक्रोन तक मोटा किया जाता है। क्यों? क्योंकि यह परतों के बीच विद्युत सेतु का काम करता है। यदि केंद्र पतला हो, तो तापीय तनाव के कारण वाया में दरार आ सकती है। एकरूपता ही सफलता की कुंजी है।
- सर्किट पैटर्न इमेजिंग और एचिंग
बाहरी परतों पर प्लेटिंग के बाद पैटर्न बनाया जाता है। भीतरी परतों की तरह ही ड्राई फिल्म रेसिस्ट, मास्किंग और एचिंग का इस्तेमाल किया जाता है। क्यों? सटीकता के लिए। बारीक पिच वाले ट्रेसेस पर कड़ा नियंत्रण ज़रूरी है, वरना सिग्नल कॉपर के मिश्रण में खो जाता है।
- सोल्डर मास्क अनुप्रयोग
सोल्डर मास्क आमतौर पर हरे रंग का होता है, हालांकि बाहरी परतों को कोट करने के लिए अन्य रंग भी उपलब्ध हैं, जिससे पैड और वाया खुले रह जाते हैं।
लिक्विड फोटोइमेजएबल सोल्डर मास्क को पतली परतों में लगाया जाता है, यूवी प्रकाश के संपर्क में लाया जाता है और फिर विकसित किया जाता है। यह तांबे को ऑक्सीकरण से बचाता है और असेंबली के दौरान सोल्डर ब्रिज बनने से रोकता है।
- सतही परिष्करण
बिना पॉलिश किया हुआ तांबा जल्दी ऑक्सीकृत हो जाता है। सतह की फिनिशिंग असेंबली होने तक पैड को सुरक्षित रखती है।
HASL बोर्ड को पिघले हुए सोल्डर में डुबोता है, जो सस्ता तो है लेकिन असमान होता है। ENIG पैड पर पहले निकल और फिर सोने की परत चढ़ाता है, जो समतल होती है और बारीक पिच वाले पुर्जों के लिए उपयुक्त है, लेकिन अधिक महंगी होती है।
आपका चुनाव असेंबली प्रक्रिया और भंडारण अवधि पर निर्भर करता है। ENIG अधिकांश 10-लेयर पीसीबी निर्माण परियोजनाओं के लिए उपयुक्त है, विशेष रूप से जब वायर बॉन्डिंग या लंबी शेल्फ लाइफ की आवश्यकता होती है।
- विद्युत परीक्षण
प्रत्येक बोर्ड को विद्युत परीक्षण पास करना होगा।
फ्लाइंग प्रोब टेस्टर चलती हुई सुइयों का इस्तेमाल करते हैं—प्रोटोटाइप के लिए बढ़िया। लेकिन बड़े पैमाने पर उत्पादन के लिए? पिन वाले फिक्स्चर-आधारित टेस्टर ज़्यादा तेज़ होते हैं, हालांकि कस्टम फिक्स्चर मुफ़्त नहीं होता। यह अंदाज़ा क्यों लगाएं कि यह काम करता है या नहीं? एक टाइम-डोमेन रिफ्लेक्टोमीटर सिग्नल भेजकर यह सत्यापित करता है कि आपके 50-ओम ट्रेस वास्तव में विनिर्देशों को पूरा करते हैं या नहीं। सटीकता मायने रखती है।
- अंतिम निरीक्षण और गुणवत्ता नियंत्रण
दृश्य जांच से खरोंच या सोल्डर मास्क में खाली जगह जैसी छोटी-मोटी कमियां पकड़ में आ जाती हैं, लेकिन यहीं क्यों रुकें? आयामी जांच से यह सत्यापित होता है कि बोर्ड बॉक्स में ठीक से फिट बैठता है या नहीं। एक्स-रे से वाया के अंदर झांककर गलत संरेखण या छिपी हुई खाली जगहों का पता लगाया जाता है। ISO 9001 का मतलब है कि वे नियमों का पालन करते हैं, लेकिन IPC श्रेणियां ही असली मायने रखती हैं। श्रेणी 2 कुछ मामूली खामियों को स्वीकार करती है, जबकि श्रेणी 3 पूर्णता की मांग करती है।
महत्वपूर्ण विनिर्माण संबंधी विचार
परत-दर-परत पंजीकरण सहनशीलता
गलतियाँ बहुत जल्दी जमा हो जाती हैं। 2 मिल की भीतरी परत में बदलाव, लेमिनेशन से 3 मिल और ड्रिल की 2 मिल की गड़बड़ी? कुल मिलाकर 7 मिल की गड़बड़ी हो जाती है। अचानक, आपकी ड्रिल पैड को पूरी तरह से चूक जाती है। ओपन सर्किट। खेल खत्म। सटीक टॉलरेंस मुफ्त नहीं होते, क्योंकि इसके लिए धीमी और उन्नत मशीनों की आवश्यकता होती है।
पहलू अनुपात प्रबंधन
यह छेद की गहराई को व्यास से भाग देने पर प्राप्त होता है। 0.2 मिमी के वाया वाले 1.6 मिमी के बोर्ड का अनुपात 8:1 होता है। जैसे-जैसे यह अनुपात बढ़ता है, प्लेटिंग की गुणवत्ता घटती जाती है। 12:1 से ऊपर होने पर, पतली कॉपर प्लेटिंग या केंद्र में रिक्त स्थान बनने की संभावना बढ़ जाती है। गहराई को नियंत्रित करने के लिए पल्स प्लेटिंग या ब्लाइंड वाया का उपयोग करें।
वाया होल की गुणवत्ता और विश्वसनीयता
थर्मल तनाव के कारण प्लेटिंग में दरारें पड़ने पर विया नष्ट हो जाते हैं। तांबा और एपॉक्सी अलग-अलग दरों पर फैलते हैं—वे एक दूसरे के विपरीत काम करते हैं। IPC-6012 प्लेटिंग की मोटाई के लिए नियम निर्धारित करता है। यदि विश्वसनीयता आपकी प्राथमिकता है, तो अपने कारखाने से सूक्ष्म अनुभाग रिपोर्ट की मांग करें।
10 परत वाले पीसीबी निर्माण में प्रयुक्त सामग्री
एफआर-4 मानक ग्रेड
यह सस्ता और क्लासिक ग्लास-एपॉक्सी मटेरियल है। बुनियादी कामों के लिए किसी और चीज़ का इस्तेमाल क्यों करें? लगभग 130°C तापमान पर, यह ज़्यादा गर्म होने पर नरम हो जाता है। इसका डाइइलेक्ट्रिक कांस्टेंट लगभग 4.4 रहता है, लेकिन आवृत्ति के साथ इसमें बदलाव होता रहता है।
उच्च-टीजी एफआर-4 सामग्री
Tg को 180°C तक गर्म करने से लेड-फ्री रीफ्लो के लिए गेम चेंजर साबित होता है। यह थर्मल साइक्लिंग को झेल लेता है, जो कि सस्ते बोर्डों की एक आम समस्या है। ऑटोमोटिव और औद्योगिक उपकरण इस सामग्री को पसंद करते हैं क्योंकि यह गर्मी में भी खराब नहीं होती।
रोजर्स हाई-फ्रीक्वेंसी लैमिनेट्स
RF या 10 Gbps+ स्पीड के लिए, स्टैंडर्ड FR-4 केबल में बहुत ज़्यादा लीकेज होता है। Rogers टाइट और लो लॉस केबल प्रदान करता है। एक उपयोगी सलाह: हाइब्रिड स्टैकअप का इस्तेमाल करें—हाई-स्पीड ट्रेस के लिए Rogers और बाकी के लिए FR-4। पूरे Rogers बोर्ड के लिए इतना पैसा क्यों खर्च करें?
उच्च तापमान के लिए पॉलीइमाइड
यह एयरोस्पेस तकनीक से निर्मित धातु है, जो 260°C तापमान को सहन कर सकती है। यह लचीली है और तापीय विस्तार को बखूबी झेलती है। लेकिन इसमें एक खामी है? इसकी कीमत FR-4 से पांच गुना अधिक है। इसकी डिलीवरी में लंबा समय लगता है क्योंकि हर कारखाने में यह महंगी धातु स्टॉक में उपलब्ध नहीं होती।
कॉपर फ़ॉइल की मोटाई के विकल्प
वजन को औंस में मापा जाता है। 1 औंस 35 माइक्रोन के बराबर होता है। सिग्नल के लिए आधा औंस मानक है, लेकिन पावर प्लेन के लिए 1 या 2 औंस की आवश्यकता होती है। मोटा तांबा करंट को सहन कर सकता है, लेकिन इससे बारीक रेखाएं उकेरना बहुत मुश्किल हो जाता है। यह एक तरह का समझौता है।
उच्च-धारा परतों के लिए भारी तांबा
क्या आपके पास 10 एम्पियर हैं? तो ज़्यादा क्षमता वाला कनेक्टर इस्तेमाल करें। इससे गर्मी और प्रतिरोधक हानि कम होती है, लेकिन साइडवॉल के ढलान वाले हिस्से में एचिंग के दौरान होने वाले "अंडरकट" से सावधान रहें। इससे आपकी 10-लेयर मोटाई का बजट भी बढ़ जाता है। पहले से योजना बना लें, वरना आपका बोर्ड कनेक्टर में फिट नहीं होगा।
डिजाइन संबंधी विचार और दिशानिर्देश
स्टैकअप डिज़ाइन के लिए सर्वोत्तम अभ्यास
सममित परत व्यवस्था
संतुलित स्टैकअप में केंद्र के चारों ओर दर्पणाकार परत जोड़े होते हैं। यह समरूपता लेमिनेशन के दौरान बोर्ड को सपाट रखती है और सोल्डरिंग के दौरान विकृति को कम करती है।
असममित स्टैकअप बोर्ड को झुका देते हैं क्योंकि तांबा एफआर-4 से अलग तरह से फैलता है।
ग्राउंड और पावर प्लेन पोजिशनिंग
ग्राउंड प्लेन को बाहरी परतों के जितना संभव हो सके उतना करीब रखें। इससे ईएमआई कम होती है और परत 1 और 10 पर सिग्नल के लिए कम प्रतिबाधा वाला वापसी पथ मिलता है।
उच्च आवृत्ति वाले शोर को अलग करने के लिए पावर प्लेन को सिग्नल परतों के बीच में रखा जाना चाहिए।
ग्राउंड प्लेन को विभाजित करना आमतौर पर एक बुरा विचार है। विभाजन से गुजरने वाले सिग्नलों को असंतुलित वापसी पथों का सामना करना पड़ता है, जिससे विकिरण उत्सर्जन और क्रॉसस्टॉक होता है।
नियंत्रित प्रतिबाधा आवश्यकताएँ
उच्च गति वाले संकेतों के लिए ट्रांसमिशन लाइन जैसा व्यवहार आवश्यक है। इसका अर्थ है कि नियंत्रित प्रतिबाधा आमतौर पर 50 ओम एकल-छोर या 100 ओम विभेदक होती है।
प्रतिबाधा ट्रेस की चौड़ाई, मोटाई, संदर्भ तल से दूरी और Dk पर निर्भर करती है।
स्टैकअप डिज़ाइन के दौरान इंपीडेंस कैलकुलेटर का उपयोग करें। फिर, निर्माण के बाद इंपीडेंस परीक्षण द्वारा इसकी पुष्टि करें। अधिकांश 10-लेयर पीसीबी स्टैकअप निर्माता इंपीडेंस नियंत्रण के लिए अतिरिक्त शुल्क लेते हैं, लेकिन गीगाबिट डिज़ाइन के लिए यह शुल्क देना उचित है।
प्रौद्योगिकी के माध्यम से
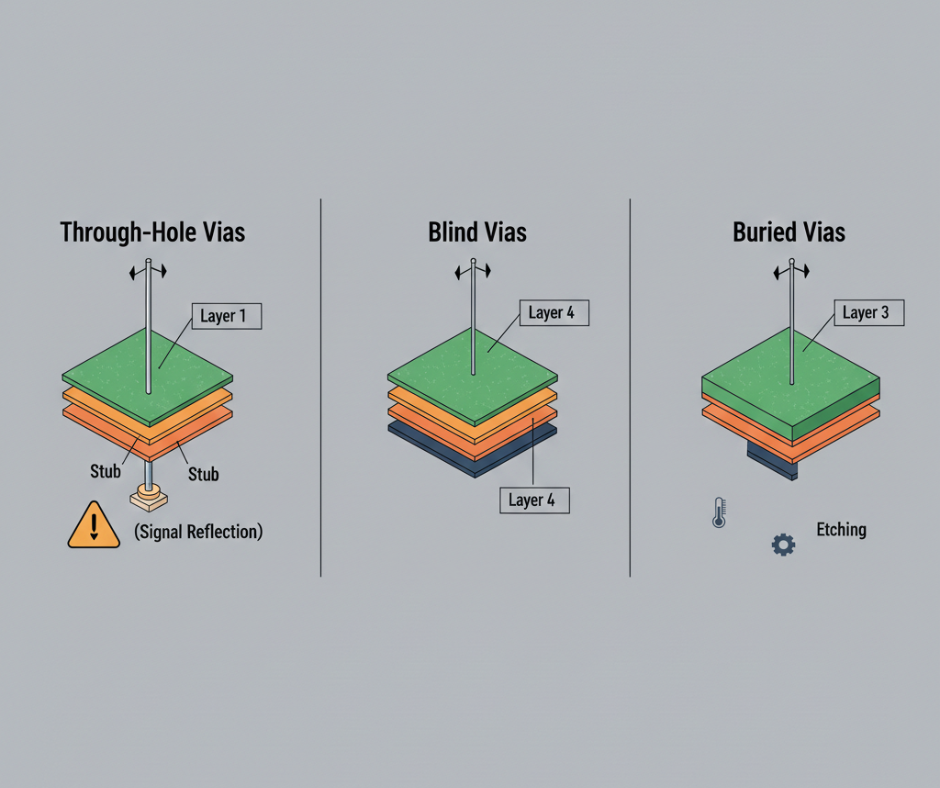
थ्रू-होल वियास
थ्रू-होल वायाज़ परत 1 से परत 10 तक ड्रिल किए जाते हैं, जो सभी परतों को जोड़ते हैं। ये सस्ते, विश्वसनीय और निरीक्षण में आसान होते हैं।
नकारात्मक पक्ष: ये जगह घेरते हैं और सबसे निचले कनेक्शन बिंदु के नीचे स्टब्स बनाते हैं। ये स्टब्स एंटीना की तरह काम करते हैं और उच्च आवृत्ति वाले संकेतों को परावर्तित करते हैं।
ब्लाइंड विआस
ब्लाइंड वाया बाहरी परत को आंतरिक परत से जोड़ते हैं लेकिन पूरी तरह से आर-पार नहीं जाते। उदाहरण: परत 1 से परत 4।
वे जगह बचाते हैं और अधूरे पड़े तारों को हटा देते हैं।
लेकिन इनकी लागत अधिक होती है क्योंकि इनमें ड्रिलिंग और प्लेटिंग के कई चरण शामिल होते हैं।
दफन विआस
भूमिगत वाया बाहरी परतों तक पहुंचे बिना दो आंतरिक परतों को जोड़ते हैं। ये अंतिम लेमिनेशन से पहले बनाए जाते हैं, जिससे प्रक्रिया की जटिलता बढ़ जाती है।
एचडीआई बोर्डों में दबे हुए वाया आम हैं, लेकिन मानक दस-परत वाले डिज़ाइनों में ये दुर्लभ हैं, जब तक कि रूटिंग बेहद तंग न हो।
थर्मल मैनेजमेंट
थर्मल वाया प्लेसमेंट
पावर पार्ट्स, वोल्टेज रेगुलेटर, एफपीजीए और आरएफ एम्पलीफायर गर्मी उत्पन्न करते हैं। इन पार्ट्स के नीचे स्थित थर्मल वाया ऊपरी परत से बोर्ड के माध्यम से ग्राउंड प्लेन या निचली परत के हीट स्प्रेडर तक गर्मी का संचालन करते हैं।
कंपोनेंट के थर्मल पैड के नीचे 20-50 छोटे वाया (vias) लगाएं। जितने अधिक वाया होंगे, थर्मल प्रतिरोध उतना ही कम होगा।
ऊष्मा अपव्यय रणनीतियाँ
मोटी तांबे की परतें पतली परतों की तुलना में ऊष्मा को बेहतर ढंग से फैलाती हैं। यदि ऊष्मीय भार अधिक हो तो पावर प्लेन पर 2 औंस तांबे का उपयोग करें।
सोल्डरिंग को आसान बनाने के लिए पावर प्लेन पर थर्मल रिलीफ लगाएं, हालांकि थर्मल रिलीफ से थर्मल प्रतिरोध बढ़ जाता है।
हवा का प्रवाह मददगार होता है। यदि आपके एनक्लोजर में पंखे हैं, तो बोर्ड को इस तरह रखें कि गर्म हिस्सों पर हवा का प्रवाह अधिकतम हो सके।
सिग्नल अखंडता संबंधी विचार
हाई-स्पीड सिग्नल रूटिंग
1 Gbps से अधिक गति वाले सिग्नलों के लिए सावधानीपूर्वक रूटिंग की आवश्यकता होती है।
ट्रेस को छोटा रखें। स्टब्स से बचें। डिफरेंशियल पेयर्स और मल्टी-बिट बसों के लिए लंबाई का मिलान करें। संभव हो तो हाई-स्पीड सिग्नलों को भीतरी परतों पर रूट करें; स्ट्रिपलाइन में माइक्रोस्ट्रिप की तुलना में बेहतर शील्डिंग होती है।
विभेदक जोड़ी रूटिंग
USB, HDMI, PCIe और Ethernet सभी डिफरेंशियल पेयर का उपयोग करते हैं। दो ट्रेस विपरीत सिग्नल ले जाते हैं।
इसके लिए, ट्रेसेस का आपस में कसकर जुड़ा होना और लंबाई में मेल खाना आवश्यक है।
अधिकांश पेयर 100 ओम के अंतर को लक्षित करते हैं। पेयर को आपस में जोड़ें, उन्हें अलग न करें। पेयर के बीच में वाया का उपयोग करने से बचें।
का चयन Wonderful PCB उत्पादक
आपने अपने 10 लेयर पीसीबी स्टैकअप डिजाइन को अंतिम रूप दे दिया है। अब आपको इसे बनाने के लिए एक फैक्ट्री की आवश्यकता है।
आप कैसे चुनते हैं?
कीमत मायने रखती है, लेकिन गुणवत्ता, डिलीवरी का समय और समर्थन भी उतना ही महत्वपूर्ण है।
विनिर्माण क्षमता और सामर्थ्य
क्या फैक्ट्री दस परतों को संभाल सकती है? अधिकतम परतों की संख्या, न्यूनतम ट्रेस चौड़ाई, न्यूनतम छेद का आकार और पहलू अनुपात की सीमाओं के बारे में पूछें।
यदि आपका डिज़ाइन 3-मिल ट्रेस, 6-मिल वाया, 12:1 पहलू अनुपात जैसी सीमाओं को आगे बढ़ाता है, तो आपको उन्नत उपकरणों वाले निर्माता की आवश्यकता है।
क्षमता से डिलीवरी समय प्रभावित होता है। पूरी क्षमता से चलने वाली फैक्ट्री छह सप्ताह का समय बता सकती है। अतिरिक्त क्षमता वाली फैक्ट्री तीन सप्ताह में डिलीवरी कर सकती है।
जटिल मल्टीलेयर बोर्डों के साथ अनुभव
व्यवसाय में वर्षों का अनुभव बहुस्तरीय विशेषज्ञता की गारंटी नहीं देता।
10 लेयर पीसीबी स्टैकअप के उदाहरण, तैयार बोर्डों की तस्वीरें, ग्राहकों की प्रतिक्रियाएँ या केस स्टडीज़ मांगें। यदि संभव हो तो फ़ैक्टरी का दौरा करने का अनुरोध करें।
आईपीसी प्रमाणन यह दर्शाता है कि कारखाना उद्योग मानकों का पालन करता है। आईएसओ 9001 का अर्थ है प्रमाणित गुणवत्ता प्रक्रियाएं। अपने उद्योग के अनुरूप प्रमाणन चुनें।
गुणवत्ता प्रमाणन और मानक
आईपीसी क्लास 2 सामान्य इलेक्ट्रॉनिक वाणिज्यिक उत्पादों पर लागू होता है, जहां मामूली दिखावटी खामियां स्वीकार्य हैं। आईपीसी क्लास 3 उच्च विश्वसनीयता वाले एयरोस्पेस, चिकित्सा और सैन्य अनुप्रयोगों के लिए है, जहां किसी भी प्रकार की खामी बर्दाश्त नहीं की जा सकती।
पता करें कि फैक्ट्री 100% विद्युत परीक्षण करती है या नमूना परीक्षण। महत्वपूर्ण अनुप्रयोगों के लिए, 100% परीक्षण अतिरिक्त लागत के लायक है।
लीड समय और वितरण प्रदर्शन
दस परतों वाले बोर्ड के लिए मानक लीड टाइम 2-4 सप्ताह है। त्वरित डिलीवरी सेवाओं से यह समय घटकर 5-10 दिन हो जाता है, लेकिन इसकी लागत 50-100% अधिक होती है।
समय पर डिलीवरी उतनी ही महत्वपूर्ण है जितना कि बताई गई लीड टाइम।
एक फैक्ट्री जो दो सप्ताह में डिलीवरी का वादा करती है लेकिन तीन सप्ताह में भेजती है, वह आपके शेड्यूल को बिगाड़ सकती है। समीक्षाएं देखें या डिलीवरी के प्रदर्शन से संबंधित डेटा मांगें।
प्रोटोटाइपिंग सेवाओं की उपलब्धता
प्रोटोटाइपिंग और उत्पादन में अंतर होता है। प्रोटोटाइप को डिज़ाइन की पुष्टि करने के लिए कम मात्रा में (1-10 बोर्ड) बनाया जाता है। उत्पादन में सैकड़ों या हजारों बोर्ड बनाए जाते हैं।
प्रोटोटाइप पर केंद्रित कंपनियां तेजी से प्रतिक्रिया देती हैं, छोटे ऑर्डर स्वीकार करती हैं और डिजाइन में बदलाव को भी स्वीकार करती हैं। लेकिन प्रति बोर्ड लागत अधिक होती है।
आदर्श रूप से, एक ऐसी 10-लेयर पीसीबी स्टैकअप फैक्ट्री खोजें जो आपूर्तिकर्ताओं को बदले बिना उनके साथ प्रोटोटाइप बना सके और उत्पादन को बढ़ा सके।
तकनीकी सहायता और डीएफएम सहायता
निर्माण क्षमता के लिए डिज़ाइन, निर्माण से पहले ही त्रुटियों को पकड़ लेता है।
एक अच्छा निर्माता आपकी गेर्बर फाइलों की समीक्षा करता है और समस्याओं को चिह्नित करता है, जैसे कि बहुत संकीर्ण ट्रेस, बहुत कम क्लीयरेंस और बहुत छोटे वाया।
डिजाइन के दौरान तकनीकी सहायता टीम सवालों के जवाब देती है। मुझे कौन सा स्टैकअप इस्तेमाल करना चाहिए? क्या 2 औंस तांबे पर 4 मिल मोटाई के ट्रेस बनाए जा सकते हैं?
त्वरित और प्रभावी सहायता आपके प्रोजेक्ट को गति प्रदान करती है।
प्रतिस्पर्धी मूल्य निर्धारण
कीमत में काफी अंतर होता है। एक दस-परत वाले प्रोटोटाइप की कीमत घरेलू त्वरित उत्पादन कार्यशाला से 200-500 डॉलर प्रति बोर्ड या विदेशी कारखाने से 50-150 डॉलर प्रति बोर्ड होती है।
अधिक मात्रा में ऑर्डर करने पर कीमत कम हो जाती है; 100 बोर्ड की कीमत 20-40 डॉलर प्रति बोर्ड हो सकती है। तुलना करने के लिए कई आपूर्तिकर्ताओं से 10 लेयर पीसीबी स्टैक के लिए कोटेशन प्राप्त करें।
कम कीमत वाले प्रस्तावों से सावधान रहें। अगर कोई फैक्ट्री बाकी सभी फैक्ट्रियों से आधी कीमत बता रही है, तो इसका कारण पूछें।
न्यूनतम आदेश मात्रा
न्यूनतम ऑर्डर मात्रा (MOUQ) बोर्डों की न्यूनतम संख्या निर्धारित करती है जिसे आप ऑर्डर कर सकते हैं। प्रोटोटाइप बनाने वाली कंपनियों में अक्सर MOQ 1-5 बोर्ड होती है। उत्पादन कारखानों को 50, 100 या इससे अधिक बोर्डों की आवश्यकता होती है।
यदि आपके एप्लिकेशन को केवल कुछ बोर्डों की आवश्यकता है, तो कम न्यूनतम ऑर्डर मात्रा (MOQ) वाले 10-लेयर पीसीबी स्टैक-अप निर्माता को चुनें। बड़े पैमाने पर उत्पादन के लिए तैयार उपभोक्ता उत्पादों के लिए, उच्च MOQ कोई समस्या नहीं है।
दस-परतों वाला बोर्ड बनाने के लिए स्टैकअप डिज़ाइन से लेकर अंतिम परीक्षण तक हर चरण में सटीकता की आवश्यकता होती है। इसके लिए सही सामग्री, सख्त प्रक्रिया नियंत्रण और बहुपरत निर्माण में सिद्ध अनुभव रखने वाले निर्माता की आवश्यकता होती है। दस-परतों वाले पीसीबी की मोटाई और प्रतिबाधा नियंत्रण को समझने से आपको ऐसे बोर्ड डिज़ाइन करने में मदद मिलती है जो पहली बार में ही सही ढंग से काम करते हैं।