Za povezovanje delov s tiskanim vezjem se uporablja postopek spajkanja s ponovnim polnjenjem. Pri tej metodi se spajkalna pasta segreva, dokler se ne stopi. Stopljena pasta drži dele na mestu. Mnoga podjetja se odločijo za postopek spajkanja s ponovnim polnjenjem za tiskana vezja. Dobro deluje z majhnimi deli in daje natančne rezultate. Prav tako je dober za avtomatizacijo. Postopek spajkanja s ponovnim polnjenjem ima več korakov. Najprej nanesete spajkalno pasto. Nato namestite komponente. Nato ploščo predhodno segrejete. Po tem jo namakate. Nato ponovno nanesete spajko. Nazadnje ploščo ohladite. Paziti morate na napake in novo tehnologijo. Pojavijo se lahko težave, kot so nagrobniki ali dvignjene blazinice.
Tukaj je nekaj pogostih napak, ki jih lahko opazite pri postopku spajkanja s ponovnim plovljenjem:
Vrsta napake | Opis |
|---|---|
Premik komponente | Vodniki in kontaktne blazinice se ne poravnajo, ker se deli med segrevanjem premikajo. |
Nagrobnik | En konec čipa se dvigne, drugi pa ostane spajkani. To se zgodi zaradi neenakomernega segrevanja. |
Preskočeno spajkanje | Na kontaktni blazinici ali priključku ni spajkanja. To lahko povzroči odprte tokokroge. |
Dvignjena blazinica | Bakrene blazinice se zaradi prevelike vročine ali obremenitve odlepijo s tiskanega vezja. |
Luknjica/zatičnica | Majhne luknjice v spajkanih spojih zaradi ujetega plina. Te luknjice oslabijo spoj. |
Kontaminacija/kemični ostanki | Preostale kemikalije lahko poškodujejo kovino in povzročijo težave z vezjem. |
Zlomljen spajkalni spoj | Spajkalne spoje razpokajo zaradi sprememb temperature ali tresenja. |
Prekinitev žice | Žice se na spajkanih spojih zlomijo zaradi upogibanja ali udarca. |
Izguba toplote | Spajkani spoji se ne segrejejo dovolj, ker toplota prehitro odteka. To prepreči pravilno spajkanje. |
Postopek spajkanja s ponovnim spajkanjem pri sestavljanju tiskanih vezij
Kaj je postopek spajkanja s ponovnim slivanjem?
Za pritrditev delov na tiskano vezje uporabite postopek spajkanja s ponovnim polnjenjem. Najprej nanesete spajkalno pasto na blazinice. Pasta drži dele na mestu, preden segrejete. Nato dele namestite na ploščo. Prepričate se, da se ujemajo s blazinicami. Nato tiskano vezje segrejete v pečici za ponovni polnjenje. Spajkalna pasta se stopi in poveže blazinice in dele. Po ohladitvi preverite ploščo glede težav. Ta postopek vam pomaga ustvariti močne in dobre spajkalne spoje.
Glavni koraki v postopku spajkanja s ponovnim plovljenjem:
Nanesite spajkalno pasto na ploščice tiskanega vezja s šablono.
Postavite dele na ploščo in jih poravnajte.
Ploščo vezja segrejte v pečici za reflow, da se spajkalna pasta stopi in deli se združijo.
Preverite ploščo za morebitne težave in se prepričajte, da je v redu.
Zakaj uporabljati spajkanje s ponovnim spajkanjem za tiskana vezja?
Postopek spajkanja s ponovnim polnjenjem za tiskana vezja izberete, ker dobro deluje z majhnimi in občutljivimi deli. Ta metoda vam omogoča boljši nadzor nad toploto, s čimer zaščitite dele. Spajkanje s ponovnim polnjenjem je najboljše za tehnologija površinske montaže (SMT), ki se veliko uporablja pri sestavljanju novih tiskanih vezij. Ko pogledate spajkanje s ponovnim plovljenjem in valovno spajkanje, opazite nekaj velikih razlik:
Vidik | Spajanje s pretokom | Spajkanje valov |
|---|---|---|
Delovna Načelo | Deli se nanesejo na tiskano vezje, spajkalna pasta pa se segreje v pečici za reflow. | Plošče s tiskanimi vezji z deli se premaknejo v stroj za valovno spajkanje, kjer se uporabljajo valovi spajkanja. |
Scenariji uporabe | Uporablja se predvsem za SMT montažo. | Uporablja se predvsem za montažo skozi luknjo (THT). |
Potrebe po spajkanju | Omogoča boljše varjenje z nadzorovano toploto. | Proizvaja veliko toplote, kar lahko poškoduje občutljive dele. |
Kompleksnost spajkanja | Potrebni so bolj zapleteni stroji in krmilniki. | Lažja nastavitev, samo spremenite nastavitve varjenja. |
Prednosti | Odlično za SMT, manj toplotnega šoka in manj potrebnih delavcev. | Prihrani čas, zmanjša stroške in ustvari močne spajkalne spoje. |
Ključne prednosti
Ko uporabljate postopek spajkanja s ponovnim plovljenjem, dobite veliko dobrih stvari:
Zaradi nadzorovanega segrevanja in hlajenja dobite čiste in enakomerne spajkalne spoje.
Naenkrat lahko izdelate veliko tiskanih vezij, tako da delate hitreje in bolje.
Stroji opravljajo delo, zato ljudje delajo manj napak in vi manj popravljate.
Dobro spajkanje s ponovnim spajkanjem omogoča gladke spoje, ki so odporni na elektriko in držijo dele.
S spreminjanjem toplote in uporabo dušika imate manj težav in boljše deske.
Zaradi teh dobrih lastnosti je postopek spajkanja s ponovnim spajkanjem najboljša izbira za sestavljanje novih tiskanih vezij.
Faze postopka spajkanja s ponovnim spajkanjem
Postopek spajkanja s ponovnim spajkanjem ima več korakov. Vsak korak pomaga ustvariti močne povezave na vaši tiskani plošči. Če sledite vsakemu koraku, lahko preprečite težave in izboljšate svojo montažo.
Uporaba spajkalne paste
Najprej nanesete spajkalno pasto na tiskano vezje. Pasta vsebuje drobne kovinske delce in talilo. Pred segrevanjem drži naprave za površinsko montažo in druge dele. S šablono nanesete pasto samo na želene kontaktne ploščice. Vrsta spajkalne paste, ki jo izberete, vpliva na potek dela in kako dober bo rezultat. Tukaj je tabela z nekaterimi izdelki za spajkalno pasto in njihovim delovanjem:
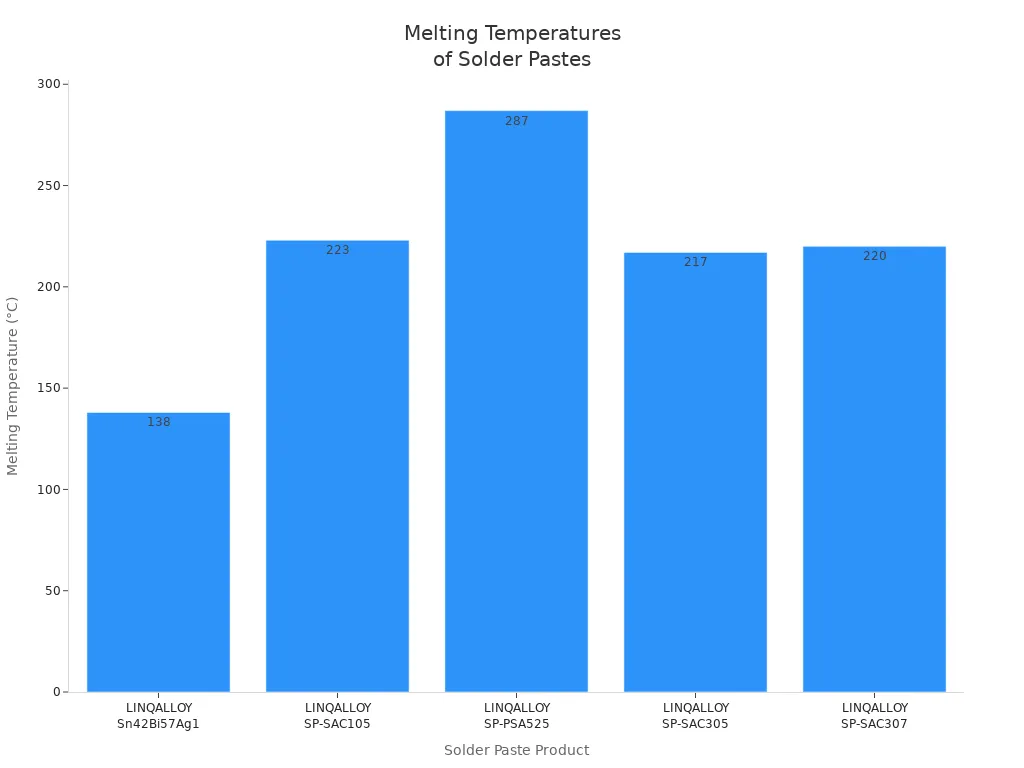
Izdelek | Opis | Zlitina | Porazdelitev velikosti delcev | Viskoznost (mPA·s) | Temperatura taljenja | Rok |
|---|---|---|---|---|---|---|
ZLITINA LINQALLOY Sn42Bi57Ag1 | Nizko evtektična spajkalna pasta za montažo LED diod | Sn42Bi57Ag1 | Tip 3, 4 | - | 138 ° C | 6 mesecev pri 5°C |
LINQALLOY SP-SAC105 | Spajkalna pasta brez svinca, zasnovana za tehnologijo površinske montaže (SMT) | SAC105 | Tip 3, 4, 5 | 200 | 223 ° C | 6 mesecev pri 5°C |
LINQALLOY SP-PSA525 | Spajkalna pasta z visoko vsebnostjo svinca, zasnovana za postopke doziranja in pritrjevanja matric brez mašenja | Pb92.5Sn5Ag2.5 | Tip 3, 4, 5 | 130 - 170 | 287 ° C | 6 mesecev pri 5°C |
LINQALLOY SP-SAC305 | Spajkalna pasta brez svinca, zasnovana za tehnologijo površinske montaže (SMT) | SAC305 | Tip 3, 4 | 160 - 230 | 217 ° C | 6 mesecev pri 5°C |
LINQALLOY SP-SAC307 | Spajkalna pasta brez svinca, zasnovana za tehnologijo površinske montaže (SMT) | SAC307 | Tip 3, 4, 5 | 190 - 230 | 220 ° C | 6 mesecev pri 5°C |
Za spajkalno pasto lahko izberete tudi različne vrste fluksa:
Fluksi na osnovi smole uporabljajo naravno smolo in potrebujejo posebna čistila.
V vodi topni talili uporabljajo organske snovi in se sperejo z vodo ali drugimi čistili.
Fluks brez čiščenja skoraj ne pušča ničesar in je najboljši za čiste prostore.
Izbira prave spajkalne paste in talila vam pomaga doseči dobre spoje in močno spajkanje.
Namestitev komponent na tiskano vezje
Ko nanesete spajkalno pasto, dele namestite na tiskano vezje. Tukaj morate biti zelo previdni. Če del postavite na napačno mesto, lahko pride do šibkih spojev ali težav. Večina tovarn uporablja stroje za namestitev površinsko nameščenih delov in druge kose. Ti stroji so zelo natančni. Na primer, sistem namestitve mora biti znotraj ±0.001″. Toleranca XY je običajno ±0.2 mm. Prav tako morate zagotoviti, da vodi vsakega dela pokrivajo kontaktne blazinice. Pravili IPC-A-610 in J-STD-001 pravijo, da potrebujete vsaj polovično prekrivanje, včasih pa do tri četrtine za plošče, ki morajo trajati dolgo časa.
Že majhna napaka, kot je premik dela za 0.1 mm, lahko povzroči slabo spajkanje ali kratek stik. Preveriti morate smer in položaj vsakega dela, da bo vaša tiskana vezja pravilno delovala.
Predgrevanje in namakanje
Nato tiskano vezje postavite v peč za reflow za predgrevanje in namakanje. Ploščo in dele počasi segrejete, da jih pripravite na spajkanje. Ta korak prepreči toplotni šok in omogoči delovanje talila. Toplota, ki jo uporabite, je odvisna od vaše spajkalne paste. Tukaj je tabela z normalnimi razponi:
Vrsta spajke | Temperaturno območje predgrevanja | Temperaturno območje namakanja |
|---|---|---|
Leaded | 25 ° C do 150 ° C | 150 ° C do 200 ° C |
Brez svinca | Do 180 ° C | 180 ° C do 220 ° C |
Predgretje običajno nastavite med 120 °C in 160 °C. Stopnja namakanja se giblje od 160 °C do 180 °C. Za spajkanje brez svinca lahko uporabite predgretje od 150 °C do 190 °C in namakanje okoli 217 °C. Če dobro nadzorujete toploto, se spajkalna pasta enakomerno stopi in se izognete težavam.
Stopnja prelivanja
Faza ponovnega polnjenja je najpomembnejši del. Ploščo segrevate, dokler spajkalna pasta se topi in ustvarja trdne spoje med blazinicami in deli. Temperaturni profil je tukaj zelo pomemben. Doseči morate pravo najvišjo temperaturo in jo vzdrževati pravi čas. Preveč toplote lahko poškoduje dele ali povzroči razpoke. Premalo toplote pomeni, da se spajka ne stopi do konca in dobite šibke spoje.
Najvišja temperatura in čas, ko jo držite, vplivata na kakovost spajkanih spojev.
Predolgo zadrževanje lahko razgradi materiale in poveča verjetnost okvar.
Za močne in varne spoje morate pozorno spremljati toploto.
Hlajenje
Po ponovnem talinju morate ohladiti tiskano vezje. Hlajenje naredi spajkalne spoje trde in močne. Nadzorovati morate hitrost hlajenja, da preprečite toplotni šok in ohranite dele varne. Najboljša hitrost hlajenja je 3–6 °C na sekundo. Če se hladite prepočasno, dobite v spajki velika zrna, zaradi česar so spoji šibkejši. Če se hladite prehitro, lahko dele upognete ali spoje razpokate.
Nasvet: Z enakomerno hitrostjo hlajenja boste dosegli močne spajkalne spoje in dobre tiskane vezja. Vedno bodite pozorni na korak hlajenja, da preprečite težave.
Vsak korak v postopku spajkanja s ponovnim spajkanjem je pomemben za dobro delovanje vaše tiskane plošče. Če ste pozorni na spajkalno pasto, namestitev delov, nadzor toplote in hlajenje, lahko ustvarite močne spoje in preprečite pogoste težave.
Prednosti tiskanih vezij
Natančnost in avtomatizacija
Spajkanje s ponovnim spajkanjem vam pomaga dele postavite zelo natančnoStroji nanašajo spajkalno pasto samo tja, kjer je potrebna. To je dobro za plošče z veliko drobnimi deli. Pečica ohranja enakomerno toploto, zato se deli ne preveč segrejejo ali ohladijo. To pomaga preprečiti napake in ustvari močne povezave. Majhne dele lahko dodate s tankimi priključki, ne da bi pri tem naredili spajkalne mostičke. Avtomatizacija uporablja stroje za nameščanje delov na ploščo. Ti stroji delujejo hitro in ne delajo veliko napak. Posebni kontrolni stroji iščejo težave. To vam pomaga vedeti, da je vaša plošča dobro izdelana.
Spajkalna pasta gre točno tja, kamor mora, za drobne dele
Stalna toplota ustavi stres in zmanjša število napak
Stroji za pobiranje in odlaganje namestijo dele na pravo mesto
Inšpekcijski stroji zgodaj odkrijejo težave
Prilagodljivost
Spajkanje s ponovnim spajkanjem vam omogoča hitro izdelavo številnih plošč. Če potrebujete na tisoče plošč, vam stroji pomagajo pri hitrem delu. Ta postopek lahko uporabite za velike serije ali le za nekaj plošč. Ko izdelate več plošč, vsaka stane manj. Tukaj je tabela, ki prikazuje, kako vam ponovni spajkanje pomaga izdelati več plošč:
Prilagodljivost | Primerno za več kot 10,000 desk | Deluje za majhne serije ali manj kot 1,000 plošč |
|---|---|---|
Proizvodnja Speed | Hitreje s stroji | Počasneje, pogosto ročno |
Cena na enoto | Nižje, ko veliko zaslužite | Višje, če naredite le nekaj |
prilagodljivost
Spajkanje s ponovnim polnjenjem je primerno za številne vrste zasnov tiskanih vezij. Odlično je za tehnologijo površinske montaže. To vam omogoča, da dele namestite neposredno na ploščo. V enem postopku lahko uporabite različne vrste ohišij. Zaradi tega je spajkanje s ponovnim polnjenjem dobro za novo elektroniko, ki zahteva skrbno delo. Plošče lahko sestavite z deli na obeh straneh in v enem postopku kombinirate več vrst delov.
Nasvet: Spajkanje s ponovnim spajkanjem vam omogoča oblikovanje plošč z veliko deli in tesnimi prostori.
Zanesljivost
Spajkanje s ponovnim plovljenjem omogoča močni in varni spojiPečica ohranja ravno pravšnjo toploto za dobre povezave. Ploščo lahko preizkusite s testi toplotnega šoka. S tem preverite, ali spoji ostanejo trdni, ko se temperatura spremeni. Tanka plast na spoju ga naredi močnejšega. Če je plast predebela, se lahko spoj zlomi. Spajkanje s ponovnim spajkanjem pomaga ohranjati tanko plast, zato vaša plošča traja dlje.
Preizkusi toplotnega šoka preverjajo trdnost spojev
Tanke plasti na sklepih jih naredijo boljše
Stalno ogrevanje in hlajenje ustvarjata trdne povezave
Preprečevanje napak pri spajkanju s ponovnim plovljenjem
Želite, da vaša tiskana vezja zdržijo dolgo časa. Med spajkanjem s ponovnim spajkanjem morate preprečiti napake. Ta del pojasnjuje, kako nadzorovati toploto, izbrati spajkalno pasto, preveriti plošče, uporabiti dušik in odpraviti težave. Vsak korak vam pomaga ustvariti močne povezave in boljše plošče.
Temperaturno profiliranje
Temperaturo morate spremljati na vsakem koraku. Dober nadzor temperature preprečuje napake in varuje vašo tiskano vezje. Za preverjanje toplote na plošči uporabite posebna orodja. Tukaj je nekaj nasvetov:
Med predgrevanjem počasi povečujte temperaturo. Hitrost naraščanja temperature naj bo med 0.5 °C in 2.0 °C na sekundo. To prepreči toplotni šok in sproži delovanje talila.
Stopnjo namakanja držite pri 150 °C do 180 °C 60–120 sekund. Tako se toplota enakomerno ohrani na tiskanem vezju.
Nastavite najvišjo točko stopnje reflow na 20–30 °C nad tališčem spajke. Čas nad likvidusom (TAL) naj bo med 30 in 90 sekundami.
Ploščo hladite s hitrostjo 2–4 °C na sekundo. To pomaga pri ustvarjanju močnih spojev.
Za pridobitev pravilnih podatkov o toploti uporabite dobra termična orodja.
Preverite več kot eno ploščo, da vidite, ali se pečice razlikujejo.
Pogosto spremljajte in spreminjajte profile, da bodo rezultati stabilni.
Za posebne potrebe glede toplote vedno preberite podatkovni list spajkalne paste.
Nasvet: Skrbno uravnavanje temperature vam pomaga preprečiti napake in ohranja dobro delovanje vaše tiskane vezja.
Spajkalna pasta in fluks
Izbrati morate najboljšo spajkalno pasto in talilo za svojo tiskano vezje. Vrsta spajkalne paste vpliva na to, kako dobro spajka in koliko napak boste dobili. Bodite pozorni na zlitino, vrsto prahu in mikrostrukturo. Sferični prah z nizko vsebnostjo oksidov omogoča boljše spoje. Spajkalno pasto prilagodite velikosti vaše plošče in blazinice. Praški tipa 3 do tipa 6 so primerni za različne velikosti blazinic in pomagajo preprečiti premoščanje.
Pri tiskanju s spajkalno pasto lahko veliko stvari spremeni stopnjo napak. Tukaj je tabela, ki prikazuje, kaj je najpomembnejše:
Stopnja | Opis dejavnika |
|---|---|
1 | Oblika odprtine šablone glede na način izdelave |
2 | Ujemanje spajkalne paste |
3 | Učinki čakalne dobe |
4 | Izbira materiala za strgalo |
5 | Nastavitve tiskarskega stroja |
6 | Nastavitve spajkanja s ponovnim plovljenjem |
Izbrati morate tudi pravi talilo. Talilo na osnovi kolofonije zahteva posebno čiščenje. Vodotopno talilo se spere z vodo. Talilo, ki se ne čisti, skoraj ne pusti ničesar. Prava spajkalna pasta in talilo vam pomagata doseči močne spoje in manj napak.
Inšpekcijske metode
Po spajkanju morate preveriti tiskano vezje, da zgodaj odkrijete težave. Za iskanje napak uporabite različne načine. Tukaj je tabela, ki prikazuje najpogostejše načine:
Način pregleda | Opis |
|---|---|
Vizualni pregled | Ljudje iščejo napake na oko. |
Avtomatiziran optični pregled (AOI) | Kamere in programska oprema najdejo manjkajoče spajke in slabe dele. |
Rentgenski pregled | Najde skrite težave, kot so praznine in spajkalne mostičke znotraj tiskanega vezja. |
Funkcionalno testiranje | Preveri, ali tiskano vezje deluje takoj po montaži. |
AOI uporablja kamere za iskanje manjkajočih delov in slabih spojev. Rentgenski pregled notranjosti tiskanega vezja za iskanje razpok in lukenj. Funkcionalno testiranje preveri, ali tiskano vezje deluje. Te načine uporabite za odkrivanje težav, preden se poslabšajo.
Nadzorovana atmosfera
Med spajkanjem s ponovnim plovljenjem lahko uporabite dušik. Dušik vam pomaga ustvariti boljše spoje in močnejše plošče. Tukaj je tabela, ki prikazuje prednosti:
Izkoristite | Opis |
|---|---|
Tvorba oksida | Dušik znižuje okside med spajkanjem. |
Izboljšanje omočljivosti | Spajka teče bolje in ustvarja močnejše spoje. |
Zmanjšane napake | Manj težav imate, kot so slabo spajkanje in premostitev. |
Prilagodljivost pri izbiri fluksa | Uporabite lahko več vrst fluksa, ker je zrak nadzorovan. |
Zahteve po čiščenju | Po spajkanju porabite manj časa za čiščenje. |
Izboljšana zanesljivost | Spajkanje v dušiku podaljša življenjsko dobo vaše tiskane plošče. |
Opomba: Uporaba dušika pri spajkanju s ponovnim spajkanjem vam pomaga ustvariti močne spoje in zmanjšati stopnjo napak.
Pogoste okvare in rešitve
Na vaši tiskani plošči se lahko pojavijo težave, kot so nagrobniki, premostitve in praznine. Te lahko odpravite tako, da sledite dobrim korakom. Tukaj je seznam rešitev:
Odprtine šablone naj bodo 80-90 % velikosti blazinice in se ujemajo z razporeditvijo tiskanega vezja.
Nadzorujte količino spajkalne paste. Za majhne dele uporabite šablono debeline 0.1–0.15 mm, da preprečite nanos preveč paste.
Spremenite profil reflow. Pri predgrevanju uporabite počasno stopnjo povečevanja temperature (1–3 °C na sekundo), da preprečite hitro taljenje spajke.
Preverite namestitev delov. Za natančno namestitev uporabite dobre stroje za pobiranje in nameščanje.
Uravnotežite profil reflow. Nastavite predgretje na 150–180 °C za 60–90 sekund, da se toplota enakomerno porazdeli.
Oblika blazinic naj bo enaka. Prepričajte se, da so blazinice pod deli enake velikosti in oblike.
Preverite spajkalno pasto na blazinicah. Z orodjem SPI se prepričajte, da je pasta enakomerno nanesena na obe blazinici.
Izboljšajte namestitev. Umerite stroje za pobiranje in namestitev, da bodo deli nameščeni znotraj ±0.05 mm.
Sledite tem korakom, da ustaviti pogoste napake in ohranite dobro delovanje tiskanega vezja. Dober nadzor nad spajkalno pasto, toploto, preverjanjem in dušikom vam pomaga ustvariti močne spoje in boljše plošče.
Inovacije v procesu spajkanja s ponovnim plovljenjem
Nova tehnologija nenehno spreminja način izdelave tiskanih vezij. Pri spajkanju s ponovnim plovljenjem so se zgodile velike izboljšave. Nekatere novosti so vakuumsko ponovni plovljenje, pametne pečice in zmanjšanje delov. Te spremembe pomagajo pri ustvarjanju boljših povezav. Prav tako podaljšajo življenjsko dobo plošč. Pogosteje se uporabljajo manjši deli za površinsko montažo.
Vakuumsko reflow
Vakuumsko reflow spajkanje uporablja posebno komoro pečice. Ta komora med spajkanjem odvaja zrak in pline. Pomaga zmanjšati praznine v spajkanih spojih na le 1-2 %. Z vakuumskim reflow spajkanje postanejo spoji močnejši. Toplota se bolje premika skozi ploščo. To je pomembno za avtomobile in letala. Vaša tiskana vezja lahko trajajo dlje in prenesejo večjo obremenitev. Manj šibkih točk pomeni boljšo zmogljivost.
Nasvet: Vakuumsko reflowiranje vam pomaga doseči močne in zanesljive povezave. Odlično je za naprave za površinsko montažo.
Pametne pečice
Pametne pečice vam omogočajo večji nadzor nad spajkanjem. Uporabljajo senzorje za nenehno spremljanje temperature. Težave pri teh pečicah se odkrijejo zgodaj. V spodnji tabeli si lahko ogledate, kako pametne pečice preprečujejo napake:
Vrsta napake | Vpliv na kakovost | Nasveti za preprečevanje |
|---|---|---|
Okvara grelnika | Slabo spajkanje, poškodovane komponente | Preverite grelnike, uporabite opozorila v realnem času |
Kalibracijski zamik transporterja | Več napak, kot je premostitev | Pogosto kalibrirajte, spremljajte hitrost tekočega traku |
Težava s toplotnim razlitjem | Nedosledno spajkanje, poškodba tiskanega vezja | Spremljajte temperaturna območja in se izogibajte velikim temperaturnim razlikam |
Nedoslednosti pretoka zraka | Nezanesljivo spajkanje, več napak | Očistite filtre, izmerite prenos toplote |
Napaka hladilnega sistema | Več škode, draga predelava | Vzdržujte čistočo hlajenja in nadzorujte hladilne cone |
Pametne pečice Ohranite stalno temperaturo znotraj ±2 °C. To vam zagotavlja dobre rezultate in manj težav. Z zgodnjim odpravljanjem težav prihranite čas in denar.
Miniaturizacija za montažo tiskanih vezij
Z zmanjševanjem delov se je spremenila montaža tiskanih vezij. Zdaj se uporabljajo drobne blazinice in majhni deli za površinsko montažo. Tudi nanosi spajke so manjši. Včasih se oblikuje samo eno spajkalno zrno. To lahko oslabi spoje. Da bi to odpravili, se ohladite hitreje, nad 2 °C na sekundo. Pomagajo tudi nove formule spajkalne paste.
Na vsako tiskano vezje se prilega več naprav za površinsko montažo.
Lise spajkalne paste so manjše, zato mora biti nadzor natančen.
Stroji za prevzem in odlaganje uporabljajo dva pasova za hitrejšo vožnjo.
Delovne temperature so višje, zlasti pri spajkanju brez svinca.
Kemija spajkalne paste se je spremenila zaradi visoke temperature.
Lahko sestavite bolj kompleksne plošče in delate hitreje. Te spremembe vam pomagajo zadovoljiti potrebe nove elektronike. Zdaj je pomemben vsak milimeter.
Opomba: Svetovni trg za reflow pečice hitro raste. To kaže, kako pomembne so te nove ideje za izdelavo tiskanih vezij.
Za izdelavo močnih tiskanih vezij za novo elektroniko se uporablja spajkanje s ponovnim spajkanjem. Ta postopek omogoča zelo dober nadzor nad toploto. Pomaga vam doseči trdne spajkalne spoje in manj težav.
Previdno nadzor temperature ščiti dele pred poškodbami.
Dobra spajkalna pasta in fluks pomagata, da se deli bolje oprimejo.
Preverjanje desk in uporaba dušika podaljšata njihovo delovanje.
Pametne pečice in stroji pomagajo preprečiti napake.
Elektronika postaja vse manjša in težje jo je sestaviti. Za rešitev teh težav in podaljšanje življenjske dobe izdelkov se odločite za spajkanje s ponovnim nanosom.
FAQ
Kaj je glavni namen spajkanja s ponovnim plovljenjem?
Za pritrditev elektronskih delov na ploščo se uporablja spajkanje s ponovnim spajkanjem. Pri tem postopku se spajkalna pasta stopi in nastane močne povezavePomaga vam pri izdelavi zanesljivih in visokokakovostnih plošč za številne naprave.
Ali lahko uporabite spajkanje s ponovnim spajkanjem za obe strani tiskanega vezja?
Da, spajkanje s ponovnim spajkanjem lahko uporabite na obeh straneh. Najprej spajkate eno stran, nato obrnete ploščo in postopek ponovite. Ta metoda deluje dobro za kompleksna tiskana vezja.
Kako preprečite napake med spajkanjem s ponovnim plovljenjem?
Nadzorujete temperaturni profil in uporabljate pravo spajkalno pasto. Ploščo preverite tudi z inšpekcijskimi orodji. Ti koraki vam pomagajo preprečiti pogoste težave, kot so nagrobniki ali premostitev.
Zakaj se dušik uporablja pri spajkanju s ponovnim nanosom?
Za zmanjšanje oksidacije med spajkanjem se uporablja dušik. Ta plin vam pomaga doseči čistejše spoje in manj napak. Dušik izboljša tudi trdnost spajkanih povezav.
Kakšna je razlika med spajkanjem s ponovnim plovcem in valovnim spajkanjem?
Za dele, ki se montirajo na površino, se uporablja spajkanje s ponovnim nanosom. Valovno spajkanje je najboljše za dele, ki se montirajo skozi luknjo. Ponovni nanos uporablja segreto pečico, valovno spajkanje pa val staljene spajke.