Vaš naslednji projekt zahteva 10-plastno tiskano vezje, vendar razmišljate o tem, kako proizvajalci dejansko izdelujejo kompleksne plošče. Wonderful PCB vam ponuja informacije o zasnovi zlaganja, izbiri materiala, korakih izdelave in o tem, kako izbrati pravo tovarno za zlaganje 10-plastnih tiskanih vezij za vaše potrebe.
Osnove tehnologije 10-plastnih tiskanih vezij
Pregled večplastnih tiskanih vezij
Večplastne plošče zlagajo baker in izolacijski material v sendvič. Dve plasti? Preprosto. Štiri plasti? Še vedno obvladljivo.
Ampak deset plasti?
Zdaj vstopate na področje, kjer je natančnost pomembna na vsakem koraku. Vsaka dodana plast prinaša več prostora za usmerjanje. Boljšo zaščito. Izboljšano porazdelitev moči. Vendar pa kompleksnost hitro narašča. Poravnava med plastmi mora biti znotraj mikronov; sicer vaša plošča odpove.
10-plastna tiskana vezja v primerjavi z drugimi večplastnimi ploščami
Zakaj izbrati deset plasti namesto osmih ali dvanajstih?
Šestplastne plošče so primerne za zasnove z zmerno gostoto, vendar jim zmanjka prostora, ko se število signalov poveča. Osem plasti pomaga, čeprav včasih trpi integriteta napajanja. Dvanajst plasti? Pretiravanje za večino aplikacij, poleg tega pa se stroški močno povečajo.
Deset plasti doseže idealno točko. Pridobite štiri signalne plasti, dve ozemljitveni ravnini, dve napajalni ravnini in dve zunanji usmerjevalni plasti. To ravnovesje deluje za visokohitrostna digitalna vezja, RF module in gosto razporeditev delov, ne da bi pri tem obremenili vaš proračun.
Primerjajte to s štirislojno ploščo, kjer se nenehno borite z zastoji v usmerjanju. 10-slojna zložba tiskanega vezja zagotavlja prostor za dihanje točno tam, kjer ga potrebujete.
Standardne konfiguracije zlaganja in materialne plasti
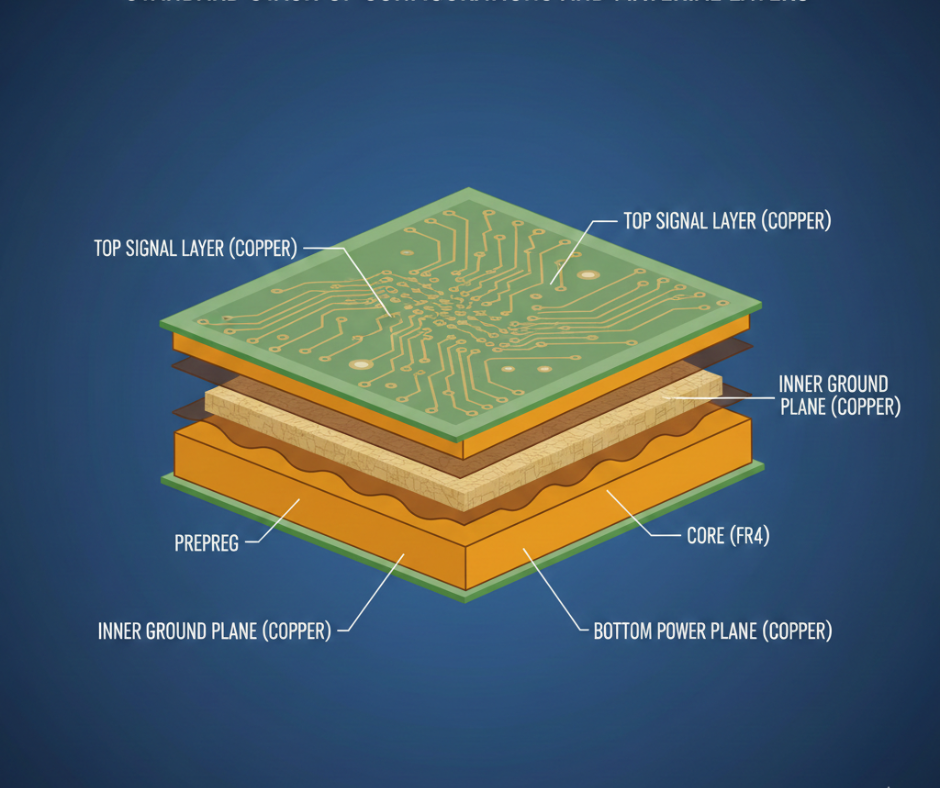
Signalne plasti
Signalne plasti nosijo sledi, podatkovne linije, ure in naslovna vodila. V desetplastni konfiguraciji se usmerjanje signalov izvaja na plasteh 1, 3, 4, 6, 7 in 10.
Zunanje plasti obvladujejo nizkohitrostne signale. Notranje plasti delujejo bolje za visokohitrostne diferencialne pare, ker se nahajajo med referenčnimi ravninami.
Nekateri oblikovalci postavljajo počasne signale zunaj in hitre signale noter. Drugi jih mešajo glede na zahteve glede dolžine sledi. Ni enega samega pravilnega pristopa. Vaša aplikacija določi prioriteto.
Napajalna in zemeljska letala
Plasti 2 in 9 se pogosto uporabljata kot ozemljitveni ravnini. Plasti 5 in 8 služita kot napajalni ravnini, čeprav lahko plast 5 razdelite na več napetostnih domen.
Ozemljitvene ravnine morajo ostati trdne, kadar koli je to mogoče.
Razdelitev ozemljitve ustvarja težave s povratno potjo, ki poslabšajo integriteto signala. Napajalne ravnine se lahko razdelijo, vendar to storite previdno. Sledi, ki prečkajo razcepljene meje, kažejo na prekinitve impedance.
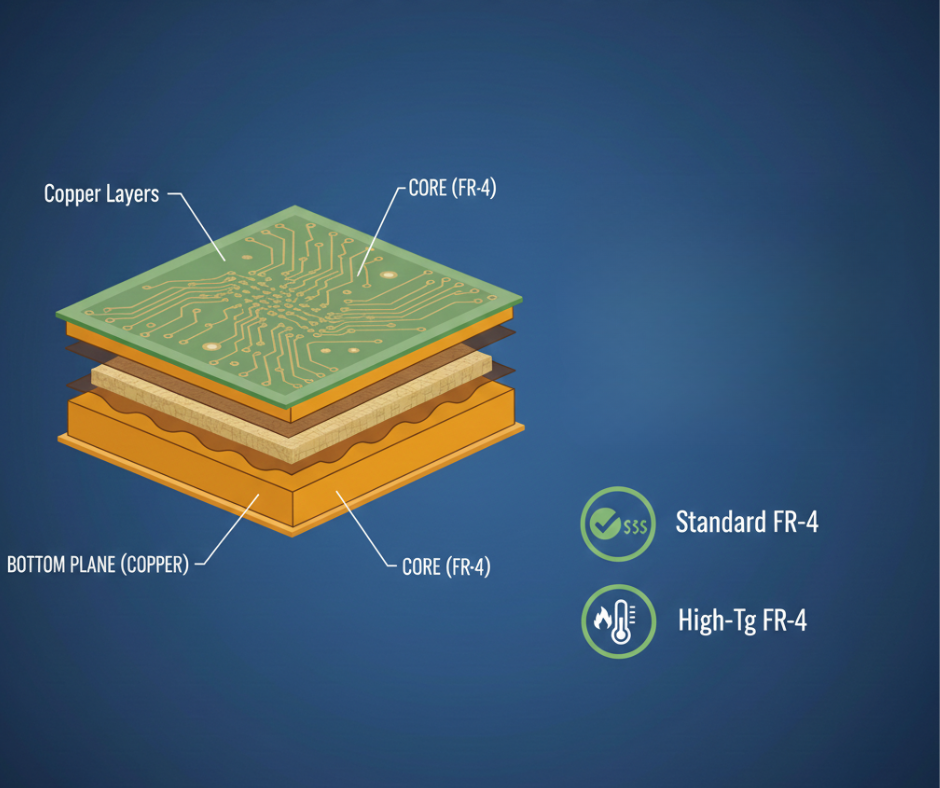
Dielektrični in jedrni materiali
FR-4 ostaja delovni material za večino 10-slojnih Izdelava PCB projekte. Standardni FR-4 je cenejši in deluje dobro do nekaj gigahercev. FR-4 z visoko temperaturo spajkanja obvladuje temperature spajkanja brez svinca brez delaminacije.
Potrebujete boljšo visokofrekvenčno zmogljivost?
Rogersovi laminati zagotavljajo nižji tangens izgub in stabilno dielektrično konstanto pri temperaturnih nihanjih. Poliimid preživi ekstremne toplotne cikle. Materiali na osnovi PTFE delujejo za mikrovalovne frekvence, vendar so bistveno dražji.
Prepreg plošče med laminiranjem povezujejo jedrne plasti. Debelina se razlikuje – na primer, prepreg 2116 meri približno 4 mil, 7628 pa okoli 7 mil. Kombinirajte vrste prepregov, da dosežete ciljno debelino 10-plastne tiskane plošče.
Oblikovalski vidiki, značilni za 10-plastne strukture
Nadzor impedance
Ko signali presežejo nekaj sto megahercev, boste naleteli na težave z impedanco. O tem se ni mogoče pogajati. Vaša prva visokohitrostna plošča je lahko katastrofalna, če prezrete dielektrično konstanto. Zakaj? Širina sledi in teža bakra nista le številki; sta zakon.
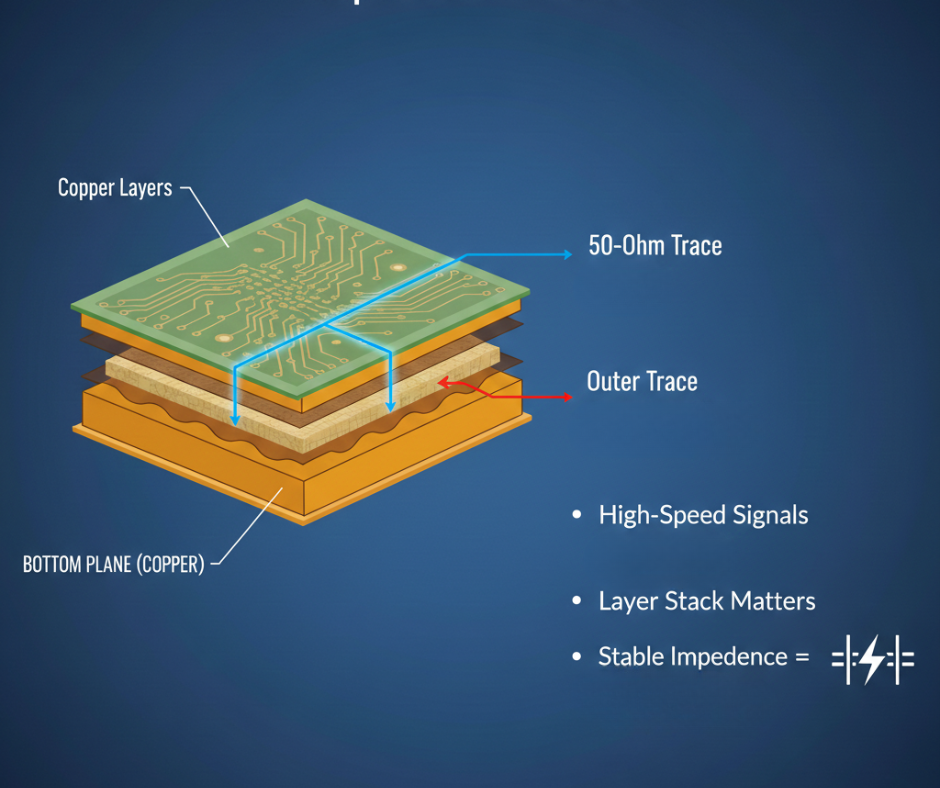
Desetplastno zlaganje omogoča, da signale vstavite med ravnine. Pa kaj? Zaradi tega 50-ohmske sledi dejansko delujejo. Notranje plasti ostanejo blizu svoje reference, medtem ko so zunanje oddaljene, osamljene in nepredvidljive.
To pomeni, da potrebujete širše sledi na plasteh 1 in 10, da se ujemajo z enako impedanco kot ožje sledi na plasteh 3 ali 6.
Kalkulatorji za zlaganje pomagajo, vendar vedno zahtevajte testiranje impedance pri proizvajalcu 10-plastnega zlaganja tiskanih vezij.
Celovitost signala
Visokohitrostni signali sovražijo prekinitve.
Prehodni priključki povečajo kapacitivnost. Prehodi med plastmi ustvarjajo odboje. Presluh med sosednjimi sledmi popači valovne oblike. Deset plasti vam ponuja možnosti za ublažitev teh težav.
Povratni tok teče v ravnini neposredno pod vašo signalno sledjo. Ko sled spremeni plasti, mora povratni tok najti pot skozi prehode ali kondenzatorje do nove referenčne ravnine.
Slabe povratne poti povzročajo elektromagnetne motnje in odboj od tal.
Postavite šivne prehode blizu prehodov plasti, da bodo zanke povratnega toka tesne.
Distribucija električne energije in toplotno upravljanje
Več plasti pomeni boljšo porazdelitev moči. Namenske napajalne ravnine znižujejo upornost enosmernega toka in enakomerno porazdelijo tok.
Vendar pa toplota postane zaskrbljujoča, ker baker dobro prevaja toploto, FR-4 pa izolira. Deset plasti materiala zadržuje toploto znotraj plošče.
Termične odprtine pod vročimi komponentami odvajajo toploto v zunanje plasti, kjer jo odvaja zrak ali hladilni odvodi. Napajalne ravnine dimenzionirajte tako, da prenesejo tok brez pretiranega dviga temperature.
10-slojni proizvodni proces tiskanih vezij
- Oblikovanje in izdelava prototipov
Začni s shemo. Zakaj bi čakal? Prestavi jo v postavitev Altium ali KiCad. Zgodaj definiraj skladovnico, sicer si mrtev. Izvozi Gerberje, svedre in tovarniške risbe – določi teže in tolerance bakra.
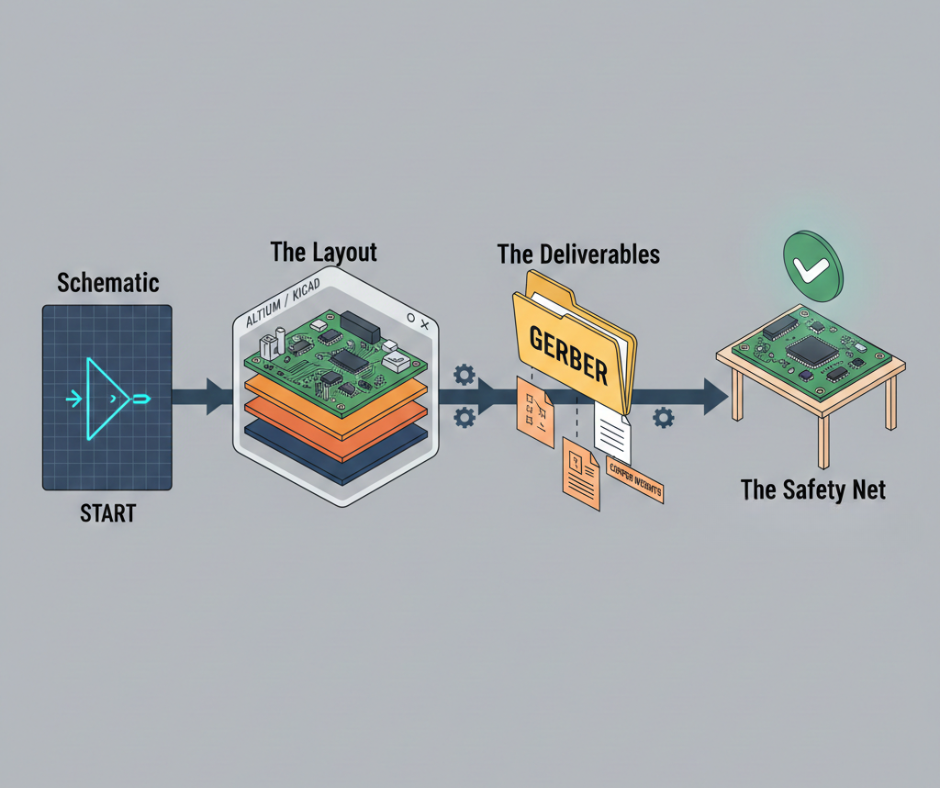
Najprej izdelajte prototip. Zdaj pa opazite napako. Če boste čakali na polno proizvodnjo, vam bodo stroški majhne napake bremenili bančni račun.
- Priprava in izbira materiala
Proizvajalci imajo na zalogi jedrne laminate in zvitke preprega. Plošče režejo na velikost plošče. Za desetplastno ploščo potrebujete več jedrnih plasti in prepregove plošče za njihovo lepljenje.
Izbira materiala vpliva na učinkovitost in ceno.
Standard FR-4 je primeren za večino digitalnih zasnov. Visokofrekvenčna vezja potrebujejo laminate z nizkimi izgubami. Aplikacije z visokim tokom zahtevajo debelejši baker.
- Izdelava notranje plasti
Notranje plasti se pred laminiranjem vzorčijo. Postopek se začne z jedrom, prevlečenim z bakrom. Baker prekrije plast fotorezista.
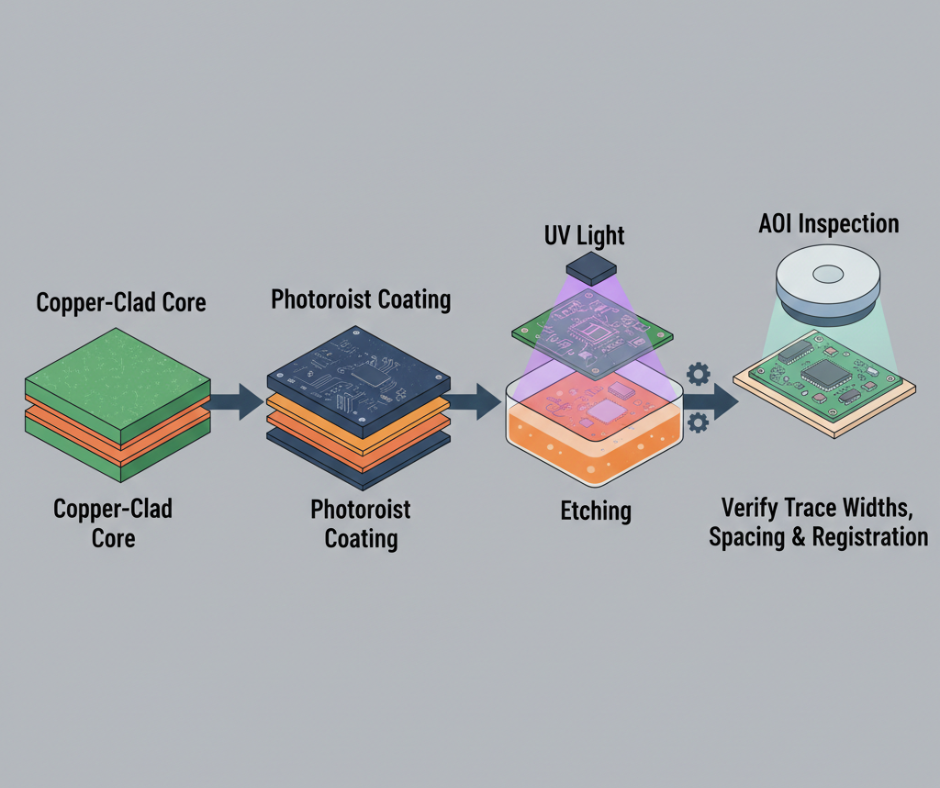
UV-svetloba osvetli rezist skozi film ali lasersko direktno slikanje. Razvijanje odstrani neosvetljen rezist, tako da na neželenih območjih ostane gol baker. Jedkanje ta baker raztopi.
Vsaka plast se pregleda pod AOI, da se preverijo širina sledi, razmik in registracijske oznake.
- Poravnava in registracija plasti
Registracijske oznake, majhne tarče, vgravirane v vsako plast, pomagajo pri poravnavi jeder in preprega med zlaganjem. Neporavnava za več kot nekaj mil povzroči, da prehodi zgrešijo blazinice ali pa sledi povzročijo kratek stik z ravninami.
Nekatere tovarne zlaganja 10-plastnih tiskanih vezij uporabljajo laminacijo z zatiči, kjer orodni zatiči prebodejo vse plasti, da ohranijo poravnavo. Druge se zanašajo samo na sisteme vida.
Zahteve glede toleranc se zaostrujejo, ko se velikosti prehodov krčijo, mikroprehodi pa zahtevajo poravnavo znotraj ±2 mil ali boljše.
- Postopek laminiranja
Zlaganje poteka v čisti sobi. Plasti gredo v stiskalnico zaporedno. Vakuum odstrani zračne žepe.
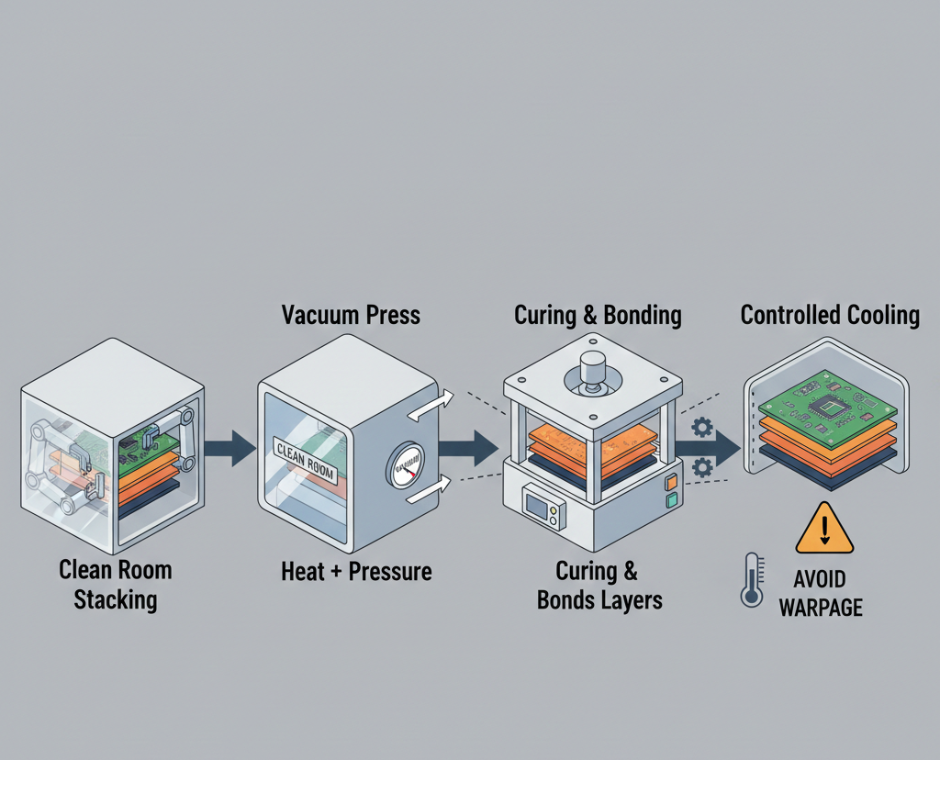
Prepreg smolo se strdi s toploto in tlakom, tako da se vse skupaj poveže v trdno ploščo.
Hlajenje mora potekati počasi, da se prepreči ukrivljanje. Neenakomerno hlajenje ustvarja notranje napetosti, ki upognejo ploščo.
- Vrtalne operacije
Po laminiranju imate prazno večplastno ploščo. Sedaj izvrtajte luknje za prehodne odprtine in priključke komponent.
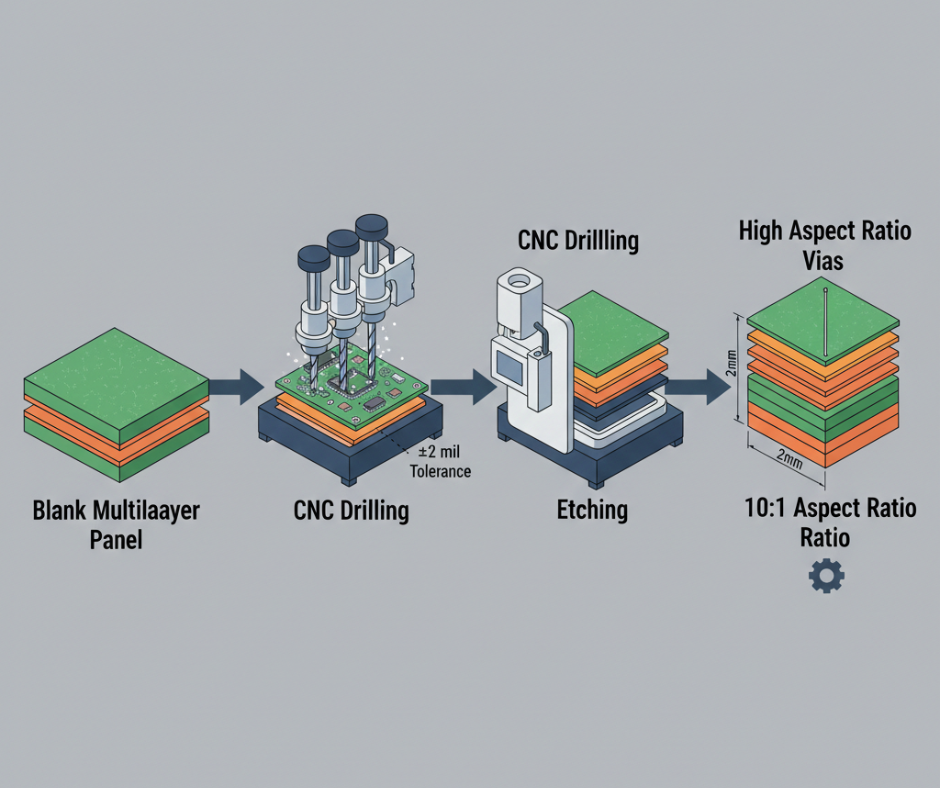
CNC vrtalni stroji uporabljajo svedre s karbidno ali diamantno prevleko. Tolerance premera luknje so ±2 mil za skoznje luknje, za mikro odprtine pa so manjše.
Visoko razmerje stranic pri luknjah predstavlja izziv za postopke galvanizacije. Desetplastna plošča debeline 2 mm z 0.2 mm prehodi ima razmerje stranic 10:1, kar je na meji standardnih zmogljivosti.
- Prevleka in nanašanje bakra
Gole epoksidne stene so neuporabne, dokler se z nanašanjem breztočnega bakra ne ustvari prevodna plast. Nato se z galvanizacijo poveča na 25 mikronov. Zakaj? To je električni most med plastmi. Če je sredina tanka, lahko toplotna obremenitev povzroči razpoke v prehodu. Enakomernost je življenje.
- Slikanje in jedkanje vzorcev vezij
Zunanje plasti po nanosu prevleke dobijo vzorec. Suha filmska odpornost, maske in jedkanje – tako kot notranje plasti. Zakaj? Natančnost. Sledi z drobnim tonom zahtevajo strog nadzor, sicer signal izgine v bakreni juhi.
- Aplikacija spajkalne maske
Spajkalna maska je običajno zelene barve, čeprav so na voljo tudi druge barve za prekrivanje zunanjih plasti, pri čemer ostanejo kontaktne blazinice in prehodi izpostavljeni.
Tekoča fotosenzibilna spajkalna maska se nanese v tankih plasteh, izpostavi UV-svetlobi in razvije. Ščiti baker pred oksidacijo in preprečuje nastanek spajkalnih mostov med sestavljanjem.
- Površinska Zaključna
Goli baker hitro oksidira. Površinska obdelava ščiti blazinice do montaže.
HASL pomoči ploščo v staljeno spajko, ki je poceni, vendar neenakomerna. ENIG nanese nikelj, nato pa zlato na kontaktne blazinice, ploske, primerne za dele z drobnim korakom, vendar dražje.
Vaša izbira je odvisna od postopka sestavljanja in časa skladiščenja. ENIG je primeren za večino projektov izdelave 10-plastnih tiskanih vezij, zlasti kadar je potrebno spajanje žic ali dolga življenjska doba.
- Električno preskušanje
Vsaka plošča mora opraviti električne preizkuse.
Preizkuševalniki z letečimi sondami uporabljajo premikajoče se igle – odlično za prototipe. Kaj pa za velike serije? Preizkuševalniki na osnovi vpenjalnih naprav z zatiči so hitrejši, čeprav ta vpenjalna naprava po meri ni brezplačna. Zakaj bi ugibali, če deluje? Časovno-domenski reflektometer pošilja signale po liniji, da preveri, ali vaše 50-ohmske sledi dejansko ustrezajo specifikacijam. Natančnost je pomembna.
- Končni pregled in kontrola kakovosti
Vizualni pregledi odkrijejo grde stvari – praske ali praznine v spajkalni maski – ampak zakaj bi se tam ustavili? Dimenzijski pregledi preverjajo, ali se plošča dejansko prilega ohišju. Rentgenski žarki pokukajo v notranjost prehodov in iščejo neporavnanost ali skrite praznine. ISO 9001 pomeni, da upoštevajo pravila, vendar so razredi IPC pravi šef. Razred 2 sprejema nekaj manjših napak, medtem ko razred 3 zahteva popolnost.
Pomembni proizvodni vidiki
Toleranca registracije med plastmi
Napake se hitro kopičijo. Premik notranje plasti za 2 mil plus 3 mil zaradi laminacije in 2 mil zaradi odmika svedra? To je 7 mil kaosa. Nenadoma vaš sveder popolnoma zgreši blazinico. Odprto vezje. Konec igre. Ozke tolerance niso zastonj, ker zahtevajo počasnejše in bolj dovršene stroje.
Upravljanje razmerja stranic
To je samo globina luknje, deljena s premerom. 1.6 mm plošča z 0.2 mm prehodi ima razmerje 8:1. Ko se to število poveča, se kakovost galvanizacije zmanjša. Nad 12:1? Prosite za tanke bakrene žice ali praznine na sredini. Za goljufanje globine uporabite pulzno galvanizacijo ali slepe prehode.
Kakovost in zanesljivost skoznje luknje
Prehodi se uničijo, ko se pod toplotnim stresom pojavijo razpoke na prevleki. Baker in epoksi se širita z različnimi hitrostmi – medsebojno se borita. IPC-6012 določa pravila za debelino prevleke. Če vam je zanesljivost duša, zahtevajte poročila o mikrorezih od svoje tovarne.
Materiali, uporabljeni pri izdelavi 10-plastnih tiskanih vezij
Standardni razred FR-4
To je poceni klasika iz steklo-epoksi smole. Zakaj bi za osnovne stvari uporabljali karkoli drugega? Pri skoraj 130 °C se zmehča, če se stvari preveč segrejejo. Dielektrična konstanta se giblje okoli 4.4, vendar se spreminja s frekvenco.
Visokotemperaturni materiali FR-4
Zvišanje Tg na 180 °C spremeni pravila igre za reflow brez svinca. Preživi termično cikliranje, kar je pogosta značilnost cenejših plošč. Avtomobilska in industrijska oprema obožuje to snov, ker se preprosto ne ustavi pri vročini.
Rogersovi visokofrekvenčni laminati
Za RF ali hitrosti 10 Gbps+ je standardni FR-4 preveč puščajoč. Rogers ponuja tesne in nizke izgube. Nasvet: Uporabite hibridni sklad – Rogers za visokohitrostne sledi, FR-4 za ostalo. Zakaj bi plačevali za celotno ploščo Rogers?
Poliimid za visoke temperature
To je vesoljska industrija, ki preživi 260 °C. Je fleksibilen in se odlično obnese pri toplotnem raztezanju. V čem je težava? Stane petkrat več kot FR-4. Dobavni roki se podaljšujejo, ker nima vsaka tovarna tega dragega zlata na zalogi.
Možnosti debeline bakrene folije
Teža se meri v unčah. 1 g je 35 mikronov. Pol unče je standard za signale, vendar napajalne ravnine potrebujejo 1 ali 2 g. Debelejši baker prenese tok, vendar jedkanje tankih linij postane nočna mora. To je kompromis.
Težki baker za visokotokovne plasti
Imate 10 amperov? Izberite močan tok. To uniči toploto in uporovne izgube, vendar bodite pozorni na "spodrez" med jedkanjem, kjer se stranske stene nagnejo. Prav tako napihne vaš proračun za debelino 10 plasti. Načrtujte, sicer vaša plošča ne bo ustrezala konektorju.
Oblikovalski vidiki in smernice
Najboljše prakse oblikovanja Stackup
Simetrična razporeditev plasti
Uravnoteženo zlaganje ima zrcalne pare plasti okoli središča. Ta simetrija ohranja ploščo ravno med laminiranjem in zmanjšuje upogibanje med spajkanjem.
Asimetrično zlaganje upogiba ploščo, ker se baker razteza drugače kot FR-4.
Pozicioniranje tal in napajalne ravnine
Ozemljitvene ravnine postavite čim bližje zunanjim plastem. To zmanjša elektromagnetne motnje in zagotovi nizkoimpedančno povratno pot za signale na plasteh 1 in 10.
Napajalne ravnine bi morale biti nameščene med signalnimi plastmi, da bi ločile visokofrekvenčni šum.
Razdelitev ozemljitvenih ravnin je običajno slaba ideja. Signali, ki prečkajo razcep, imajo prekinjene povratne poti, kar povzroča sevanje in presluh.
Zahteve glede nadzorovane impedance
Visokohitrostni signali zahtevajo obnašanje prenosnega voda. To pomeni, da je nadzorovana impedanca običajno 50 ohmov enojnega konca ali 100 ohmov diferencialnega konca.
Impedanca je odvisna od širine in debeline sledi, razdalje do referenčne ravnine in Dk.
Med načrtovanjem skladanja uporabite kalkulator impedance. Nato po izdelavi preverite s testiranjem impedance. Večina proizvajalcev 10-plastnih skladanj tiskanih vezij zaračunava dodatno za nadzor impedance, vendar se pri gigabitnih zasnovah splača.
Prek tehnologije
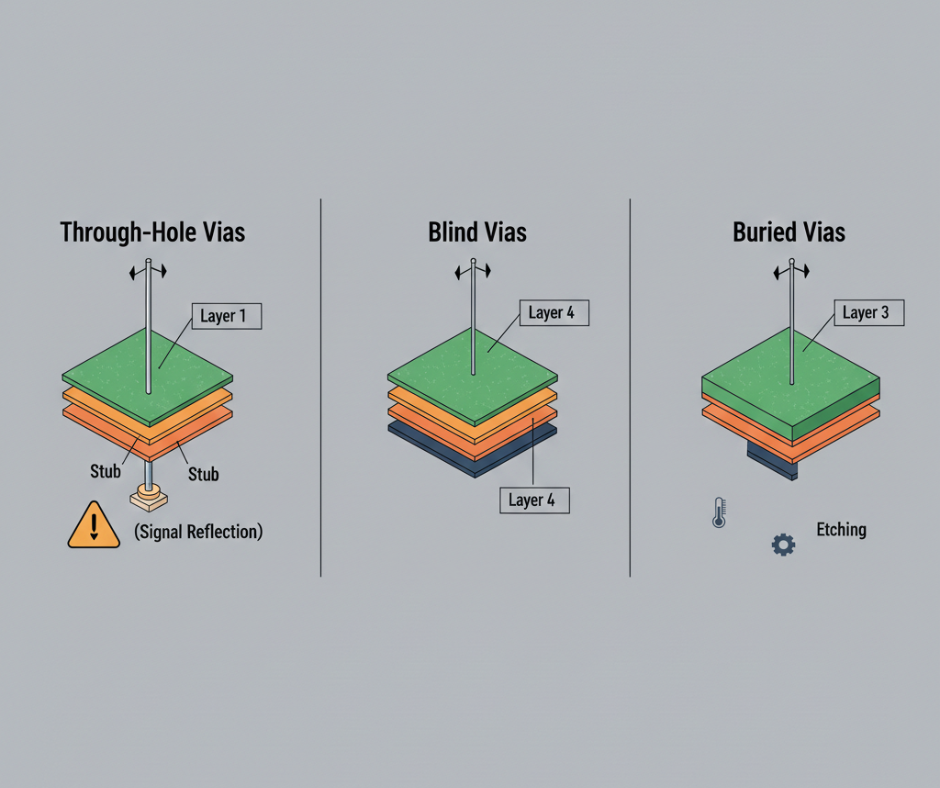
Vias skozi luknje
Skoznje odprtine se izvrtajo od plasti 1 do plasti 10 in tako povežejo vse plasti. So poceni, zanesljive in enostavne za pregled.
Slaba stran: zavzemajo prostor in ustvarjajo odcepne žice pod najnižjo priključno točko. Odcepne žice delujejo kot antene, ki odbijajo visokofrekvenčne signale.
Slepi prehodi
Slepi prehodi povezujejo zunanjo plast z notranjo plastjo, vendar ne segajo povsem skozi. Primer: plast 1 s plastjo 4.
Prihranijo prostor in odpravijo zatikanje.
Vendar so dražji, ker zahtevajo več korakov vrtanja in nanašanja prevlek.
Zakopane poti
Zakopani prehodi povezujejo dve notranji plasti, ne da bi dosegli zunanje plasti. Ti so oblikovani pred končno laminacijo, kar povečuje kompleksnost postopka.
Zakopani prehodi so pogosti pri HDI ploščah, vendar redki pri standardnih desetplastnih izvedbah, razen če je napeljava izjemno tesna.
Toplotno upravljanje
Namestitev termičnih prehodov
Napajalni deli, regulatorji napetosti, FPGA-ji in RF ojačevalniki ustvarjajo toploto. Termične odprtine pod temi deli prevajajo toploto iz zgornje plasti skozi ploščo do ozemljitvene ravnine ali razpršilnika toplote spodnje plasti.
Pod termično blazinico komponente namestite 20–50 majhnih prehodov. Več prehodov ima manjšo toplotno upornost.
Strategije odvajanja toplote
Debele bakrene ploskve bolje odvajajo toploto kot tanke sledi. Če je toplotna obremenitev visoka, uporabite 2 ml bakra na napajalnih ploskvah.
Na napajalnih ravninah dodajte toplotne olajšave za lažje spajkanje, čeprav toplotne olajšave povečajo toplotno upornost.
Pretok zraka pomaga. Če ima vaše ohišje ventilatorje, obrnite ploščo tako, da bo pretok zraka čez vroče dele čim večji.
Premisleki o celovitosti signala
Visokohitrostno usmerjanje signala
Signali nad 1 Gbps zahtevajo skrbno usmerjanje.
Sledi naj bodo kratke. Izogibajte se krajšim povezavam. Uskladite dolžine diferencialnih parov in večbitnih vodil. Po možnosti usmerite visokohitrostne signale na notranje plasti; trakasto omrežje ima boljšo zaščito kot mikrotrakasto omrežje.
Usmerjanje diferencialnih parov
USB, HDMI, PCIe in Ethernet uporabljajo diferencialne pare. Dve sledi prenašata nasprotne signale.
Da bi to delovalo, morajo biti sledi tesno povezane in se ujemati po dolžini.
Večina parov ima diferencialno upornost 100 ohmov. Če pare povežete skupaj, jih to ne loči. Izogibajte se prehodom na sredini para.
Izbira Wonderful PCB Proizvajalec
Dokončali ste zasnovo 10-plastnega zlaganja tiskanih vezij. Zdaj potrebujete tovarno za njegovo izdelavo.
Kako izbirate?
Cena je pomembna, a prav tako kakovost, dobavni rok in podpora.
Proizvodne zmogljivosti in zmogljivosti
Ali lahko tovarna obdela deset plasti? Vprašajte o največjem številu plasti, najmanjši širini sledi, najmanjši velikosti luknje in omejitvah razmerja stranic.
Če vaša zasnova premika meje 3-milskih sledi, 6-milskih prehodov in razmerja stranic 12:1, potrebujete proizvajalca z napredno opremo.
Zmogljivost vpliva na dobavni rok. Tovarna, ki deluje s polno zmogljivostjo, lahko ponudi šest tednov. Tista z rezervnimi zmogljivostmi lahko popusti v treh.
Izkušnje s kompleksnimi večplastnimi ploščami
Dolgoletno poslovanje ne zagotavlja večplastnega strokovnega znanja.
Zahtevajte primere zlaganja 10-slojnih tiskanih vezij, fotografije končnih plošč, pričevanja strank ali študije primerov. Če je mogoče, zahtevajte ogled tovarne.
Certifikat IPC dokazuje, da tovarna upošteva industrijske standarde. ISO 9001 pomeni dokumentirane postopke kakovosti. Prilagodite certifikate svoji panogi.
Certifikati in standardi kakovosti
Razred IPC 2 se uporablja za splošne elektronske komercialne izdelke, kjer so manjše kozmetične napake sprejemljive. Razred IPC 3 se nanaša na visoko zanesljive aplikacije v vesoljski, medicinski in vojaški industriji, kjer napak ni mogoče tolerirati.
Vprašajte, ali tovarna izvaja 100-odstotno električno testiranje ali testiranje vzorcev. Za pomembne aplikacije se 100-odstotno testiranje splača.
Dobavni rok in uspešnost dostave
Standardni dobavni rok za desetslojno ploščo je 2–4 tedne. Storitve hitre izdelave ta čas skrajšajo na 5–10 dni, vendar stanejo 50–100 % več.
Pravočasna dostava je prav tako pomembna kot navedeni dobavni rok.
Tovarna, ki obljublja dva tedna, a odpremi v treh, moti vaš urnik. Preverite ocene ali zahtevajte podatke o učinkovitosti dostave.
Razpoložljivost storitev izdelave prototipov
Izdelava prototipov in proizvodnja se razlikujeta. Prototipi se izdelujejo v majhnih količinah (1–10 plošč) za preverjanje zasnov. Proizvodnja poteka v stotinah ali tisočih izvodov.
Delavnice, osredotočene na prototipe, se hitro odzivajo, sprejemajo majhna naročila in tolerirajo spremembe v zasnovi. Vendar so stroški na ploščo visoki.
V idealnem primeru poiščite tovarno za izdelavo 10-plastnih tiskanih vezij, ki lahko z njimi izdeluje prototipe in jih nato razširi na proizvodnjo brez menjave dobaviteljev.
Tehnična podpora in pomoč DFM
Zasnova za izdelavo odkrije napake pred izdelavo.
Dober proizvajalec pregleda vaše Gerber datoteke in označi težave, kot so preozke sledi, pretesna razdalja in premajhni prehodi.
Tehnična podpora odgovarja na vprašanja med načrtovanjem. Kateri sloj naj uporabim? Ali lahko zgradim 4-milske sledi na 2 oz bakra?
Odzivna podpora pospeši vaš projekt.
Konkurenčne cene
Cena se zelo razlikuje. Desetplastni prototip stane 200–500 dolarjev na ploščo v domači delavnici za hitro obračanje ali 50–150 dolarjev v tuji tovarni.
Padec cen pri večjih količinah. 100 plošč lahko stane od 20 do 40 dolarjev na kos. Za primerjavo pridobite ponudbe za 10-slojne tiskane vezije od več dobaviteljev.
Pazite se nizkih ponudb. Če ena tovarna ponuja polovico cene kot vsi ostali, vprašajte, zakaj.
Najmanjše količine naročila
Minimalna količina naročila določa najmanjše število plošč, ki jih lahko naročite. Prototipne delavnice imajo pogosto minimalno naročilo od 1 do 5 plošč. Proizvodne tovarne bodo potrebovale 50, 100 ali več.
Če vaša aplikacija potrebuje le nekaj plošč, izberite proizvajalca 10-plastnih tiskanih vezij z nizko MOQ. Za potrošniške izdelke, ki so namenjeni množični proizvodnji, višja MOQ ni problem.
Izdelava desetplastne plošče zahteva natančnost na vsakem koraku, od načrtovanja skladanja do končnega testiranja. Potrebujete prave materiale, strog nadzor procesa in proizvajalca z dokazanimi izkušnjami na področju večplastnih gradenj. Razumevanje debeline 10-plastnih tiskanih vezij in nadzora impedance vam pomaga pri načrtovanju plošč, ki delujejo že prvič.