01
Kaj je postopek površinske obdelave tiskanih vezij (PCB)?
Bakrene površine na PCB brez zaščitne maske za spajkanje, kot so spajkalne blazinice, zlati prsti, mehanske luknje itd. Če ni zaščitnega premaza, se bakrena površina zlahka oksidira, kar vpliva na spajkanje med golim bakrom in komponentami na spajkanem območju tiskanega vezja.
Kot je prikazano na spodnji sliki, površina Obdelava se nahaja na najbolj zunanji plasti tiskanega vezja, nad bakreno plastjo, in služi kot "premaz" na bakreni površini.
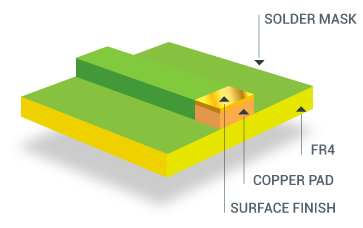
Glavna funkcija površinske obdelave je zaščita izpostavljene bakrene površine pred oksidacijo, s čimer se zagotovi spajkalna površina za spajkanje med varjenjem.
02
Klasifikacija postopkov površinske obdelave tiskanih vezij (PCB)
Postopki površinske obdelave tiskanih vezij so razdeljeni v naslednje kategorije:
Izravnavanje spajkanja z vročim zrakom (HASL)
Potopitev v kositer (ImSn)
Kemično nikljevo zlato (imerzijska zlata) (ENIG)
Organski konzervansi za topljenje (OSP)
Kemično srebro (ImAg)
Kemično nikljanje, kemično paladiranje, potopitev v zlato (ENEPIG)
Elektrolitski nikelj/zlato
Izravnavanje spajkanja z vročim zrakom (HASL)
Spajanje z vročim zrakom (HASL), splošno znano kot pršenje kositra, je postopek površinske obdelave, ki se najpogosteje uporablja in je relativno poceni. Razdeljen je na brez svinca pločevinasta pršilna pločevina in pločevinasta pršilna pločevina.
Rok uporabnosti PCB-ja lahko doseže 12 mesecev, pri procesni temperaturi 250 ℃ in debelini površinske obdelave od 1 do 40 μm.
Postopek brizganja kositra vključuje potopitev tiskanega vezja v staljeno spajkanje (kositer/svinec) za prekrivanje izpostavljene bakrene površine na tiskanem vezju. Ko tiskano vezje zapusti staljeno spajko, visokotlačni vroč zrak z zračnim nožem piha skozi površino, zaradi česar se spajka odloži ravno in odstrani odvečno spajko.
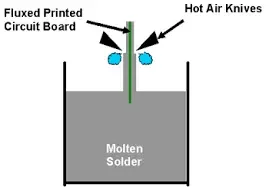
Postopek brizganja kositra zahteva obvladovanje temperature varjenja, temperature rezila, tlaka rezila, časa potopnega varjenja, hitrosti dvigovanja itd. Zagotovite, da je tiskano vezje popolnoma potopljeno v staljeno spajko in da lahko zračni nož razpihne spajko, preden se strdi. Tlak zračnega noža lahko zmanjša meniskus na bakrena površina in preprečite premostitev spajkanja.
Izravnavanje spajkanja z vročim zrakom (HASL)
prednost:
Dolga življenjska doba
Dobra varljivost
Odpornost proti koroziji in oksidaciji
Vizualni pregled je možen
slabosti:
Neravnine na površini
Ni primerno za naprave z majhnim razmikom
Enostavna izdelava kositrnih kroglic
Deformacija zaradi visoke temperature
Ni primerno za galvanizacijo skoznjih lukenj
Potopitev v kositer (ImSn)
Imerzijski kositer (ImSn) je kovinski premaz, ki se nanese s kemično reakcijo izpodrivanja in se neposredno nanese na osnovno kovino (tj. baker) tiskanega vezja ter lahko izpolni zahteve glede ravnosti površine tiskanih vezij za komponente z majhnim korakom.

Nanos kositra lahko zaščiti osnovni baker pred oksidacijo med 3-6-mesečnim rokom uporabnosti. Ker je vsa spajka na osnovi kositra, se lahko nanos kositra ujema s katero koli vrsto spajke. Po dodatku organskih dodatkov raztopini za potopitev kositra postane struktura kositrne plasti zrnata, s čimer se premagajo težave, ki jih povzročajo kositrovi laski in migracija kositra, hkrati pa se ohrani ... dobra toplotna stabilnost in varivost.
Temperatura postopka nanašanja kositra je 50 ℃, debelina površinske obdelave pa je 0.8-1.2 μm. Tiskano vezje je še posebej primerno za priklop s stiskanjem, kot so komunikacijske plošče.
Potopitev v kositer (ImSn)
prednost:
Primerno za majhne razmike/BGA
Dobra gladkost površine
Skladno z RoHS
Dobra varljivost
Dobra stabilnost
slabosti:
Enostavno onesnaženje
Kositrovi brki lahko povzročijo kratke stike
Električno testiranje zahteva mehke sonde
Ni primerno za kontaktna stikala
Jedko za plast spajkalne maske
Kemično nikljevo zlato (imerzijska zlata) (ENIG)
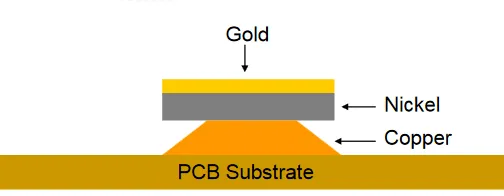
Kemično nikljevo potopitveno zlato (ENIG) lahko izpolnjuje zahteve glede površinske ravnosti in obdelave brez svinca za tiskana vezja za naprave z majhnim korakom (BGA in μ BGA).
ENIG je sestavljen iz dveh plasti kovinskih prevlek, pri čemer se nikelj nanese na površino bakra s kemičnimi postopki in nato prekrije z atomi zlata z izpodrivnimi reakcijami. Debelina niklja je 3–6 μm, debelina zlata pa 0.05–0.1 μm. Nikelj deluje kot ovira za baker in je površina, na katero so komponente dejansko spajkane. Vloga zlata je preprečiti oksidacijo niklja med skladiščenjem, z rokom uporabnosti približno eno leto in lahko zagotovi odlična ravnost površine.
Postopek potopitvenega zlata se pogosto uporablja pri ploščah z visoko gostoto, običajnih trdih ploščah in mehkih ploščah, z visoko zanesljivostjo in podporo za vezavo žic z aluminijasto žico. Široko se uporablja v panogah, kot so potrošniška industrija, komunikacije/računalništvo, vesoljska industrija in zdravstvo.
Kemično nikljevo zlato (ENIG)
prednost:
Dolga življenjska doba
Plošča visoke gostote (μ BGA)
Lepljenje aluminijaste žice
Visoka ravnost površine
Primerno za galvanizacijo lukenj
slabosti:
draga cena
Slabljenje RF signalov
Ni mogoče predelati
Črna blazinica/črni nikelj
Postopek obdelave je zapleten
Organski konzervansi za topljenje (OSP)
Organska sredstva za zaščito topljivosti (OSP) so zelo tanke zaščitne plasti materiala, ki se nanesejo na izpostavljeni baker, da zaščitijo površino bakra pred oksidacijo.
Organski filmi imajo lastnosti, kot so odpornost proti oksidaciji, toplotnim šokom in vlagi, ki lahko v normalnih pogojih zaščitijo bakrene površine pred oksidacijo ali žvepljevanjem. Pri postopku varjenja po visoki temperaturi se organski film zlahka odstrani s talilom, zaradi česar se izpostavljena čista bakrena površina takoj poveže s staljeno snovjo. spajkanje, ki v zelo kratkem času tvori močan spajkani spoj.
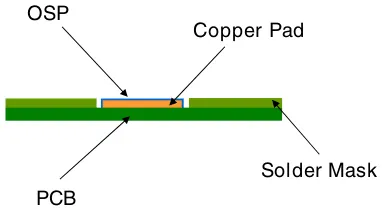
OSP je organska spojina na vodni osnovi, ki se lahko selektivno veže na baker in tako zaščiti bakreno površino pred varjenjem. V primerjavi z drugimi postopki površinske obdelave brez svinca je zelo okolju prijazen, saj so lahko drugi postopki površinske obdelave toksični ali imajo večjo porabo energije.
Organski konzervansi za topljenje (OSP)
prednost:
Preprosto in poceni
Varstvo okolja brez svinca
Gladka površina
Vezanje žice
slabosti:
Ni primerno za PTH
Kratek rok trajanja
Ni primerno za vizualni in električni pregled
IKT naprave lahko poškodujejo tiskano vezje
Kemično srebro (ImAg)
Potopitveno srebro (ImAg) je postopek neposrednega nanašanja plasti čistega srebra na baker s potapljanjem tiskanega vezja v kopel s srebrovimi ioni s pomočjo reakcije izpodrivanja. Srebro ima stabilne kemijske lastnosti. Tiskana vezja, obdelana s tehnologijo potopitvenega srebra, lahko ohranijo dobro električno trdnost in spajkalnost, tudi če so izpostavljena vročemu, vlažnemu in onesnaženemu okolju, in tudi če površina izgubi svoj sijaj.
Včasih se za preprečitev reakcije srebra s sulfidi v okolju nanašanje srebra kombinira z OSP prevleko. Za večino aplikacij lahko srebro nadomesti zlato. Če v tiskano vezje ne želite vnesti magnetnih materialov (niklja), se lahko odločite za nanašanje srebra.
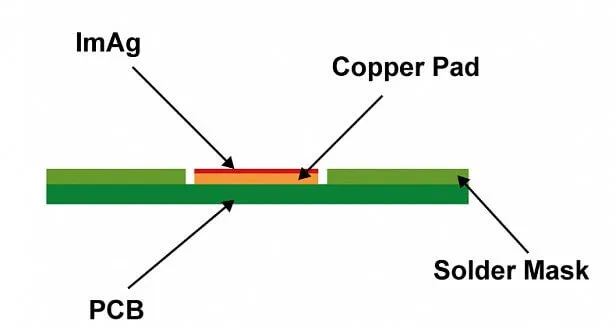
Debelina površine nanosa srebra je 0.12–0.40 μm, rok trajanja pa je od 6 do 12 mesecev. Postopek nanašanja srebra je občutljiv na čistočo površine med obdelavo in je treba zagotoviti, da celoten proizvodni proces ne povzroči površinske kontaminacije nanosa srebra. Postopek nanašanja srebra je primeren za aplikacije, kot so tiskana vezja, tankoplastna stikala in spajanje aluminijastih žic, ki zahtevajo zaščito pred EMI.
Potapljajoče se srebro (ImAg)
prednost:
Dobra ravnost površine
Visoka varivost
Dobra stabilnost
Dobra zaščitna zmogljivost
Primerno za lepljenje aluminijastih žic
slabosti:
Občutljivo na onesnaževala
Enostavna elektromigracija
Srebrni kovinski brki
Kratek čas montaže po razpakiranju
Težave pri električnih preizkusih
Kemično nikljanje, kemično paladiranje, potopitev v zlato (ENEPIG)
V primerjavi z ENIG ima ENEPIG dodatno plast paladija med nikljem in zlatom, ki dodatno ščiti plast niklja pred korozijo in preprečuje morebitne črne obloge med površinsko obdelavo ENIG, kar zagotavlja prednost pri gladkosti površine. Debelina nanosa niklja je približno 3–6 μm, debelina paladija je približno 0.1–0.5 μm, debelina zlata pa 0.02–0.1 μm. Čeprav je debelina zlata plast Je tanjši od ENIG-a, je dražji.
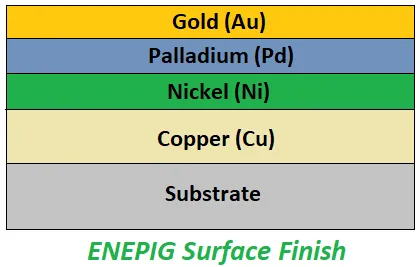
Slojna struktura bakra, niklja in paladija, zlata, se lahko neposredno žično veže na plast prevleke. Zadnja plast zlata je zelo tanka in mehka, prekomerne mehanske poškodbe ali globoke praske pa lahko razkrijejo plast paladija.
Kemično nikljanje, kemično paladiranje, potopitev v zlato (ENEPIG)
prednost:
Izjemno ravna površina
Vezanje žice
Lahko se spajka večkrat
Visoka zanesljivost spajkanih spojev
Dolga življenjska doba
slabosti:
draga cena
Vezava z zlato žico ni tako zanesljiva kot vezava z mehkim zlatom
Enostavna izdelava kositrnih kroglic
Kompleksen postopek
Težko je nadzorovati proces obdelave
Elektrolitski nikelj/zlato
Elektrolitsko nikljevo zlato se deli na "trdo zlato" in "mehko zlato".
Trdo zlato ima nizko čistost (99.6 %) in se pogosto uporablja za zlate prste. (Robni konektorji tiskanega vezja), kontakti tiskanih vezij ali druga trpežna območja. Debelina zlata se lahko razlikuje glede na zahteve.
Mehko zlato je čistejše (99.9 %) in se pogosto uporablja za vezavo žic.
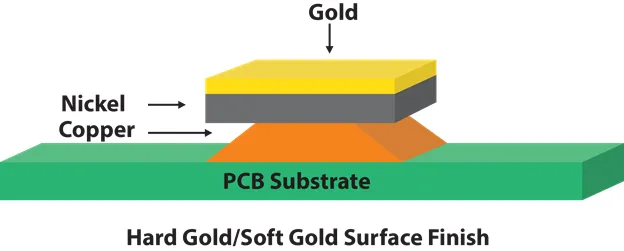
Trdo elektrolitsko zlato
Trdo zlato je zlata zlitina, ki vsebuje kobaltove, nikljeve ali železove komplekse. Nikelj z nizko napetostjo se uporablja med pozlato in bakrom. Trdo zlato je primerno za komponente, ki se pogosto uporabljajo in se zelo verjetno obrabijo, kot so nosilne plošče, zlati prsti in tipkovnice.
Debelina površinske obdelave iz trdega zlata se lahko razlikuje glede na uporabo. Priporočena največja varljiva debelina za IPC je 17.8 μ palcev, 25 μ zlata in 100 μ niklja za aplikacije IPC1 in razreda 2 ter 50 μ zlata in 100 μ niklja za aplikacije IPC3.
Mehko elektrolitsko zlato
Uporablja se predvsem za tiskana vezja, ki zahtevajo žično spajanje in visoko spajkalnost, spajkalne spoje iz mehkega zlata pa so varnejše v primerjavi s trdim zlatom.
Površinska obdelava mehkega elektrolitskega zlata
Elektrolitski nikelj/zlato
prednost:
Dolga življenjska doba
Visoka zanesljivost spajkanih spojev
Trpežna površina
slabosti:
Zelo drago
Zlati prst zahteva dodatno prevodno ožičenje na plošči
Trdo zlato ima slabo varivost
03
Kako izbrati postopek površinske obdelave tiskanih vezij?
Postopek površinske obdelave tiskanih vezij bo neposredno vplival na izhod, količina predelave, stopnja napak na kraju samem, zmogljivost testiranja in stopnja izmeta. Za kakovost in zmogljivost končnega izdelka je treba izbrati postopek površinske obdelave, ki izpolnjuje zahteve zasnove. V inženirstvu je mogoče upoštevati naslednje vidike:
Ploskost blazinice
Ploskost spajkalnih blazinic neposredno vpliva na kakovost spajkanja PCBA, zlasti kadar so na plošči relativno veliki BGA ali manjši korak μ BGA. ENIG, ENEPIG in OSP lahko izberete, kadar mora biti zaščitna plast na površini spajkalne blazinice tanka in enakomerna.
Spajljivost in omočljivost
Topljivost je vedno ključni dejavnik za tiskana vezja. Poleg izpolnjevanja drugih zahtev je priporočljivo izbrati postopek površinske obdelave z visoko topljivostjo, da se zagotovi izkoristek spajkanja s ponovnim spajkanjem.
Pogostost varjenja
Kolikokrat je treba PCB spajkati ali predelati? Postopek površinske obdelave OSP ni primeren za več kot dvakratno predelavo. Trenutno se uporabljajo tudi kompozitni postopki površinske obdelave, kot je potopitveno zlato + OSP. Trenutno se ta postopek uporablja pri vrhunskih elektronskih izdelkih, kot so pametni telefoni.
Skladnost z RoHS
Vodilni element v PCBA prihaja predvsem iz komponentnih zatičev, Ploščice za tiskano vezje in spajkalnik. Za skladnost s predpisi ROHS mora biti tudi metoda površinske obdelave tiskanih vezij skladna s standardi ROHS. Na primer, ENIG, kositer, srebro in OSP vsi ustrezajo standardom ROHS.
Lepljenje kovin
Če je potrebno vezanje z zlato ali aluminijasto žico, je to lahko omejeno na ENIG, ENEPIG in mehko elektrolitsko zlato.
Zanesljivost spajkanih spojev
Postopek površinske obdelave tiskanih vezij lahko vpliva tudi na končni izdelek. kakovost spajkanja PCBAČe so potrebni visoko zanesljivi spajkalniki, se lahko izbere postopek potopitvenega zlata ali nikelj-paladijevega zlata.