La teva tauleta robusta IP68 ha superat la prova de laboratori. Això no és el mateix que sobreviure a un magatzem logístic. Entre una prova d'immersió estàtica IEC 60529 i un centre de distribució de cadena de fred que funciona les 24 hores del dia, els 7 dies de la setmana, hi ha una bretxa prou àmplia per tancar un programa, i la majoria d'enginyers OEM només la troben després de la prova PVT.
Així és exactament com Wonderful PCB va dissenyar una tauleta 5G de 10.1 polzades amb tres proves per a la implementació de magatzems d'alt volum i què va sortir malament pel camí.
1. Visió general del projecte
El client operava una xarxa logística de primer nivell: centres de distribució d'alt volum, a més d'instal·lacions de cadena de fred que gestionaven mercaderies alimentàries i farmacèutiques. Les seves tauletes robustes de consum existents fallaven en 90 dies al magatzem. Pantalles esquerdades. Fuites als segells després de les curses de camions refrigerats. Caiguda del Wi-Fi a prop de les prestatgeries metàl·liques.
L'encàrrec era específic: construir una tauleta Android robusta de 10 polzades i 5G que pogués suportar la vibració del muntatge d'una carretó elevador, les caigudes de formigó, les fluctuacions tèrmiques diàries des de compartiments de congelació a -25 °C fins a interiors de remolcs a 55 °C, i entorns densos de Wi-Fi 6 / LTE privats dins d'edificis d'acer de 500,000 metres quadrats. Classificació d'impermeabilitat IP68, resistència a caigudes MIL-STD-810H, un mòdul d'escàner de codi de barres, NFC, GPS i una bateria mínima de 8,000 mAh. Disponibilitat dels components garantida durant 5-7 anys.
El que va seguir van ser 14 mesos des del concepte fins a la producció en massa, i tres moments que gairebé van posar fi al programa.
2. Requisits del client i especificacions tècniques
Objectius funcionals:
- Pantalla FHD de 10.1 polzades amb tacte de guant i brillantor llegible a la llum del sol
- Mòdul d'escàner de codis de barres 2D integrat, NFC, GPS
- LTE amb 5G sub-6GHz opcional
- Android amb mode quiosc i compatibilitat amb actualitzacions OTA empresarials
- Compatibilitat amb el sistema de gestió de magatzems i l'ERP
Objectius mediambientals:
- IP68: immersió a 1.5 m, 30 minuts, segons IEC 60529
- Resistència a caigudes MIL-STD-810H: 1.5 m sobre formigó, múltiples orientacions
- Temperatura de funcionament: de −20 °C a 60 °C
- Ciclisme d'alta humitat, vibració per perfil de muntatge de carretó elevador
Objectius de la cadena de subministrament:
- Cicle de vida dels components de 5 a 7 anys
- SoC de qualitat industrial amb Android BSP provat
- Qualificació de segona font en circuits integrats de gestió de memòria i energia
El compliment de la cadena de fred va afegir una capa que la majoria de programes ometen: els requisits de la FSMA i l'HACCP sobre els palets d'aliments i productes farmacèutics signifiquen tolerància zero a l'entrada d'aigua. Una unitat amb fuites en una flota desencadena un canvi complet. Aquest factor de cost va influir en totes les decisions de segellat posteriors.
3. Arquitectura del sistema i selecció de plataforma
L'avaluació del SoC es va reduir a dues vies: una plataforma industrial Snapdragon de Qualcomm i una solució de xipset per a tauleta robusta MediaTek.
L'opció de MediaTek tenia terminis de lliurament més curts i un cost de BOM més baix. Qualcomm va guanyar en tres factors que van ser més importants per a aquest desplegament: l'estabilitat de RF en entorns densos de múltiples camins, els compromisos de suport a llarg termini d'Android BSP i una cadena de subministrament de segona font establerta per a un requisit de cicle de vida de 5 a 7 anys.
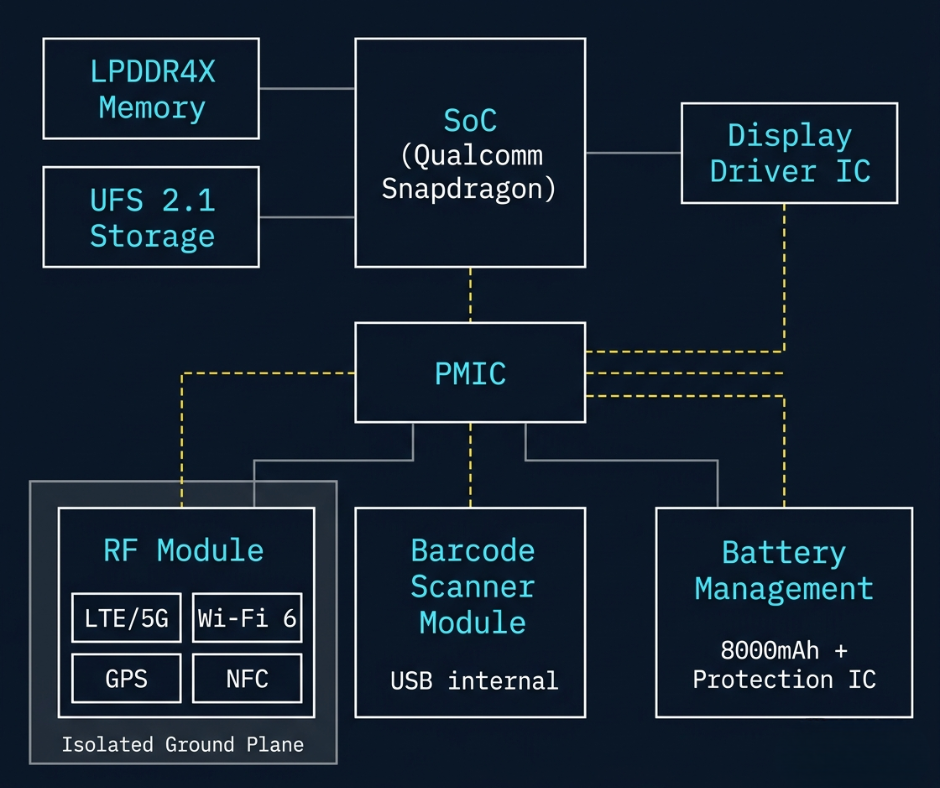
Arquitectura de blocs de maquinari s'organitzava al voltant de cinc subsistemes:
El SoC controlava el controlador de pantalla, la pila de memòria i el PMIC. El mòdul RF es trobava en una zona de PCB separada amb el seu propi pla de terra. El mòdul de l'escàner de codis de barres es connectava internament mitjançant USB amb una partició de firmware dedicada. La pila de bateries de 8,000 mAh utilitzava un circuit integrat de protecció de grau industrial amb estabilització de la tensió d'arrencada en fred fins a -20 °C, un factor innegociable per al funcionament del compartiment del congelador.
La placa de circuit impedància HDI de 8 capes executava un enrutament d'impedància controlat en parells diferencials, una coincidència de longitud DDR dins de ±0.1 mm i un aïllament complet del pla de potència entre els dominis RF i lògic. Res d'això és inusual.
El que es va tornar inusual va ser el que va passar quan vas deixar caure tot el conjunt des d'una alçada.
4. Enginyeria de PCB i RF HDI
4.1 La fallada de la PCB que ningú posa en una fitxa tècnica
Entre DVT i PVT, aquest programa gairebé va morir per alguna cosa que no apareix a cap fitxa tècnica de components: Esquerdament a la unió de soldadura BGA causat per la flexió del xassís durant les proves de caiguda.
Quan una carcassa reforçada amb magnesi colpeja un terra de formigó a 1.5–2 m, no es trenca. Es flexiona, just el suficient. El marc d'aliatge de magnesi fos a pressió té un mòdul d'uns 45 GPa. Sota un impacte de cantonada, es deforma fraccionalment, transferint la tensió de cisallament directament a la placa de circuit imprès al llarg de línies d'alta deformació: rails d'alimentació, parells diferencials d'alta velocitat, coixinets de connector de bateria. A -20 °C, el laminat FR-4 es torna fràgil. La combinació és una esquerda BGA a punt de produir-se.
L'equip va instrumentar unitats de DVT en directe amb microextensiòmetres units directament a la PCB a les zones sospitoses. Deixeu caure sobre un enclusa de formigó i registreu la microdeformació en temps real. Les lectures màximes arriben a 800–1,200 µε localment, molt per sobre del llindar de 500 µε on el subompliment de BGA comença a perdre adherència després d'impactes repetits.

La correcció no provenia d'una fitxa tècnica. Va sorgir afegint reforços d'acer inoxidable de 0.2 mm i resina epoxi d'unió a les cantonades només als paquets de major tensió, i després reposicionant els capçals de cargol interns per crear una gàbia de tensions que limitava la torsió del xassís a menys de 0.3°. Aquestes dades es troben en un viatger de procés intern. No les trobareu en cap informe de prova MIL-STD-810H.
Les eines PVT bloquegen la geometria de la carcassa. Una revisió de la carcassa a mitja fase significa eines dures noves: de 6 a 12 setmanes i un cost de 50,000 a 150,000 dòlars. Aconseguir això a DVT en comptes de PVT va ser la diferència entre un retard i un reinici del programa.
4.2 Estabilitat de RF en una carcassa reforçada amb metall
La teoria tracta la radiofreqüència (RF) en carcasses reforçades amb metall com un problema de col·locació d'antenes i pla de terra. En un magatzem logístic, aquesta teoria es desfà.
El xassís metàl·lic més el marc de magnesi creen una cavitat ressonant. Els seus modes canvien amb la temperatura a mesura que la carcassa s'expandeix, amb l'agafada de l'operador a mesura que la capacitança de la mà desafina el pla de terra, i amb l'entorn a mesura que una carretilla elevadora o un bastidor d'acer en moviment canvia el perfil de múltiples camins. La simulació prediu el rendiment en espai lliure. No prediu què passa quan un operador sosté la tauleta robusta en orientació vertical mentre es troba entre bastidors d'acer de 8 metres amb una carretilla elevadora que passa a 3 metres.
En aquest escenari, les bandes Wi-Fi 6 i 4G experimenten canvis nuls de 8–15 dB. El rendiment de LTE/5G MIMO es col·lapsa perquè ambdues antenes pateixen un esvaïment no correlacionat que cap xarxa d'adaptació d'un sol port pot solucionar. Les dades de camp de les unitats desplegades van mostrar consistentment Abast efectiu entre un 25 i un 40% inferior al dels números de cambra anecoica.
Les solucions requerien una sintonització interna de l'antena FPC en múltiples condicions d'orientació i càrrega, el blindatge de RF es podia dissenyar al voltant del PMIC per reduir la contribució d'EMI i l'optimització del pla de terra es va validar en condicions reals de magatzem, no només en una cambra de RF. Les proves de compliment de la FCC i la CE es van dur a terme després de l'afinació de les condicions de camp, no abans.
5. Enginyeria estructural de tres proves
5.1 Impermeabilització IP68: el veritable mode de fallada
Aquí teniu el que la majoria d'enginyers OEM s'equivoquen sobre IP68: la junta no és on falla sobre el terreny.
Les proves d'immersió segons la norma IEC 60529 són estàtiques: temperatura ambient, sense canvis de pressió, 30 minuts. Una unitat de cadena de fred d'un magatzem experimenta una cosa completament diferent. La tauleta robusta s'escalfa a 55–70 °C dins d'un remolc durant la càrrega diürna. L'aire intern s'expandeix, es ventila a través de microcamins. Després, entra en una badia de congelació a -25 °C. La carcassa es contrau. L'aire intern es refreda i crea un buit de -5 a -15 kPa. Aquest buit atrau l'aigua cap a dins més enllà d'una junta que sembla perfectament intacta en un desmuntatge, perquè la fallada no és la junta, sinó la desviació de la paret de la carcassa de 0.1–0.2 mm sota pressió negativa.
Els desmuntatges post mortem mostren juntes impecables amb restes d'aigua que apareixen al punt més baix de la carcassa o al voltant de les juntes de les portes de babord. La junta va passar. La carcassa es va flexionar.
La contramesura: una membrana de microrespirador Gore calibrada amb classificació IP68 mentre passa un flux d'aire de 0.5–1 mL/min, a més d'un mapatge de pressió FEA per mantenir la deflexió de la paret per sota de 0.05 mm. Sense el respirador, fins i tot les juntes de fluorosilicona premium fallen en 6–18 mesos de desplegament de la cadena de fred.

Arquitectura de segellat addicional:
- Juntes dobles de silicona a totes les juntes del tancament
- Membrana acústica impermeable als ports d'altaveu i micròfon
- Port USB tipus C segellat amb porta protectora
- Equalització de pressió només a través del respirador calibrat
5.2 Resistència a les caigudes: el problema dels 37–42°
El mètode MIL-STD-810H 516.7 especifica caigudes de cara plana i orientació aleatòria. La suposició d'enginyeria original de l'equip: les cantonades de magnesi reforçades més les nervadures d'amortiment internes distribuirien la càrrega d'impacte i assolirien una supervivència del 95% o més a 1.5 m.
Les dades de les càmeres d'alta velocitat per a la TVP explicaven una història diferent. Amb un angle d'impacte exactament de 37–42°, la taxa de supervivència va baixar al 42%.
En aquest angle, el vector d'impacte es va alinear amb el tram més llarg de la placa de circuit imprès sense suport i la unió de la pila de cel·les de la bateria simultàniament. La primera fallada es va produir a la caiguda 18, en comparació amb una previsió de més de 200.
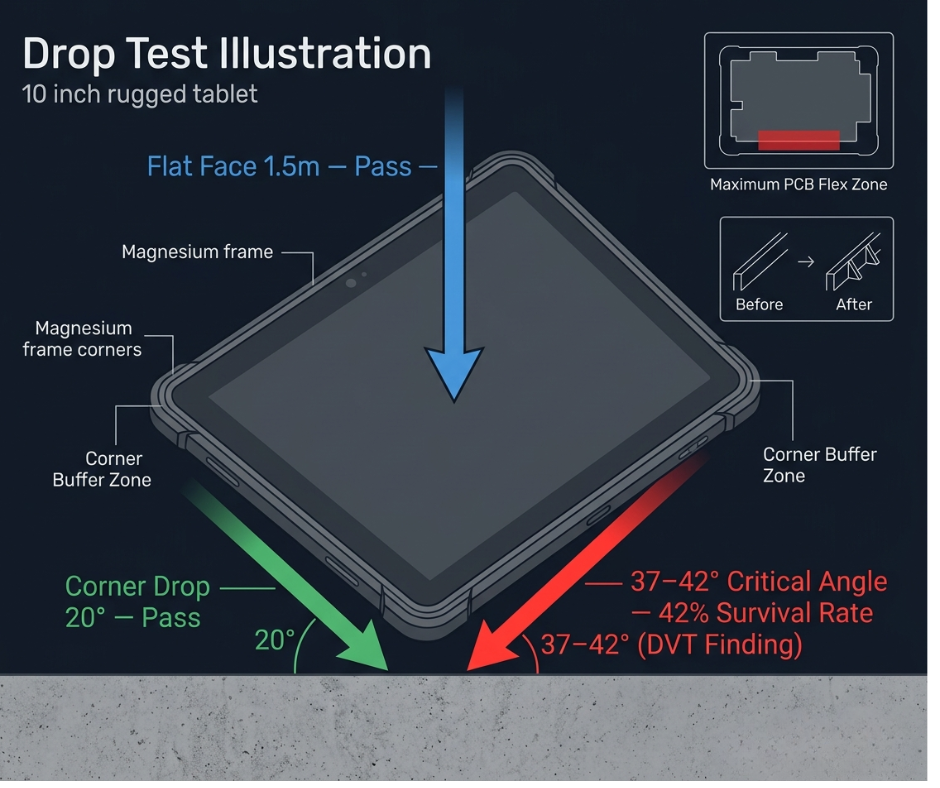
La simulació de ningú va predir aquesta finestra angular específica perquè les proves de cara plana MIL-STD-810H no la sotmeten a proves d'estrès i l'anàlisi genèrica d'elements finits utilitza suposicions de cos rígid que no identifiquen l'acoblament dinàmic de PCB.
La solució requeria afegir nervadures internes i canviar el tremp de l'aliatge de magnesi. Va ser una revisió de la carcassa dues setmanes abans de la congelació del PVT. Car, però supervivent. El que el va fer supervivent va ser la instrumentació de la càmera d'alta velocitat durant la TVP, no un informe de fallada de camp posterior al PVT.
Es van afegir al disseny final un muntatge flotant de la placa base i un reforç de la cantonada amb amortidor. Es va tornar a executar la simulació de vibracions al perfil de muntatge de la carretilla elevadora abans de l'aprovació de PVT.
6. Enginyeria Tèrmica i Energètica
Una tauleta robusta segellada que executa una transmissió 5G contínua sota la llum solar directa és un problema de gestió de la calor sense una via de sortida òbvia. No hi ha ventilador. No hi ha ventilació. La calor ha de viatjar a algun lloc.
La via tèrmica: làmina de grafit a través del SoC i el mòdul RF → esparcidor de coure → conducció a través del submarc de magnesi → dissipació a través de la superfície exterior de la carcassa. La simulació tèrmica es va executar abans de tallar cap eina, mapejant les temperatures de les unions sota la pitjor càrrega combinada: 60 °C ambient, dades LTE sostingudes, pantalla a màxima brillantor.
La bateria de 8,000 mAh requeria un circuit integrat de protecció de grau industrial amb estabilització d'arrencada en fred. A -20 °C, la resistència interna de la cel·la de liti augmenta bruscament. Sense la gestió del voltatge d'arrencada en fred, el dispositiu no s'inicia o consumeix un corrent de pols no segur en l'inici en un compartiment congelador. Això no és una característica. És un requisit operatiu bàsic per al desplegament de la cadena de fred que els circuits integrats genèrics de gestió de bateries de consum no aborden.
7. Personalització de programari i integració industrial
La personalització d'Android es va centrar en tres requisits empresarials: bloqueig del mode quiosc per a un funcionament WMS dedicat, compatibilitat amb la gestió de dispositius mòbils empresarials per a la distribució de polítiques a tota la flota i capacitat d'actualització remota OTA, fonamental per a una implementació de 10,000 a 50,000 unitats on les actualitzacions físiques del firmware són operativament impossibles.
La integració entre WMS i ERP requeria que el mòdul d'escàner de codis de barres exposés un perfil estàndard de teclat HID, així com una API directa de l'SDK, que cobria tant les plataformes WMS heretades com els sistemes de magatzem moderns basats en REST. La compatibilitat amb xarxes privades LTE i Wi-Fi 6E es va validar amb els plans de freqüència específics utilitzats als centres de distribució del client, no només amb un punt d'accés de laboratori.
8. Prototipatge i validació
EVT centrat en la posada en marxa de SoC, la mesura de RF de placa base, la validació del subsistema d'alimentació i la perfilació tèrmica. Encara no hi ha carcassa. Objectiu: trobar errors de disseny abans de gastar en eines.
TVP posar el dispositiu complet a la carcassa final o quasi final. Aquí és on va aparèixer la fallada de caiguda de 37–42°. On es va produir el mapatge de la tensiòmetre. On es va identificar el mode d'entrada de buit mitjançant cicles combinats de temperatura i pressió, no la prova estàtica IEC. Mesurament OTA de RF en una cambra anecoica, després en un entorn de magatzem real. Cicle de bateria en tot el rang de -20 °C a 60 °C.
PVP capacitat del procés de producció validada, no el disseny. Col·locació de BGA SMT de pas fi, inspecció de raigs X per a buidatge en paquets crítics, optimització del perfil de reflux. Validació del procés de muntatge impermeable, incloent-hi la seqüència de parell de dues etapes i la permanència en entorn controlat.
Les proves de fiabilitat van incloure:
- Immersió IP68 reprovada després de 500 caigudes acumulades per comprovar la integritat del segellat en condicions d'abús
- Cicles de temperatura: de −20 °C a 70 °C, 200 cicles, segons EN 60068-2-14
- Cambra d'humitat a 85 °C/85 % HR
- Cicle de vida del port de càrrega: 10,000 cicles d'inserció al connector tipus C segellat
- Validació de la precisió de l'escàner de codis de barres en tot el rang de temperatura de funcionament
9. Producció en massa i control de qualitat
El muntatge SMT va executar una col·locació de BGA de pas fi amb inspecció de raigs X a cada panell. El perfil de reflux es va ajustar específicament per al muntatge mixt: paquets estàndard juntament amb les zones de subompliment de BGA identificades durant el mapatge de deformació de la DVT.
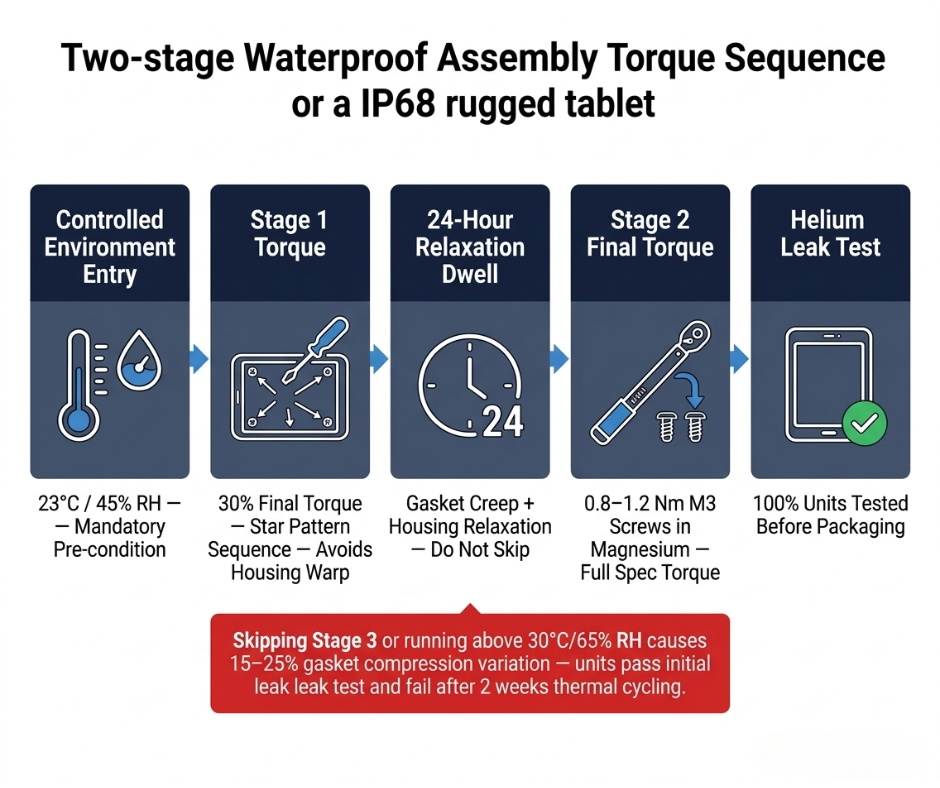
El procés de muntatge impermeable és on s'originen la majoria de les fallades de volum, i tot es redueix a un pas que mai apareix en un dibuix:
Parell de dues etapes més una finestra de relaxació de 24 hores a 23 °C / 45 % d'humitat relativa.
Els tècnics primer estrenyen tots els cargols perimetrals en forma d'estrella fins al 30% de l'especificació final. Després, esperen 24 hores perquè l'elastòmer de la junta i el material de la carcassa flueixin i es relaxin. A continuació, apliquen el parell final, normalment de 0.8 a 1.2 Nm per a cargols M3 en magnesi. Si es salta la finestra de relaxació o s'executa el procés a 35 °C/70 % d'humitat relativa, es produeix una variació del 15 a 25 % en la compressió de la junta. Les unitats construïdes d'aquesta manera superen les proves de fuites d'heli i fallen després de dues setmanes de cicles tèrmics.
Aquest procés resideix al document intern del viatger després que es filtrés el primer lot de 200 unitats de TVP.
No apareix en cap dibuix d'enginyeria. Els tècnics de línia ho aprenen de la manera més difícil, o no ho aprenen fins que arriben les dades de la garantia del client.
Prova d'estanquitat abans de l'embalatge. Fixació de parell controlat amb eines calibrades. Monitorització de l'enduriment de l'adhesiu a la pantalla perimetral de la unió UV. Cada unitat.
10. Reptes i solucions d'enginyeria
| Desafiar | Risc tècnic | Solució | Resultat |
| Esquerdament BGA sota la flexió del xassís | Fallada de la unió de soldadura a −20 °C | Mapeig flexible de la tensió + reposicionament de les nervadures de la gàbia de tensions + epoxi d'unió a les cantonades | Ha superat la caiguda MIL-STD-810H a la TVP |
| Entrada de buit després del cicle tèrmic | Fallada del segellat IP68 al camp | Membrana de respiració Gore calibrada + mapatge de deflexió de la paret FEA | Zero fallades d'entrada en una prova ambiental combinada de 500 cicles |
| Fallada catastròfica amb un angle de caiguda de 37–42° | 42% de supervivència enfront del 95% previst | Revisió de les nervadures de la carcassa + canvi de tremp del magnesi + muntatge flotant de PCB | Ha superat més de 200 caigudes en totes les orientacions |
| Canvis nuls de RF en magatzem de metalls | Pèrdua d'abast del 25–40% en comparació amb la cambra | Afinació d'antena FPC + validació de condicions de camp + disseny de llaunes de blindatge | LTE/Wi-Fi 6 estable en un entorn complet de carretó elevador/rack |
| Variació de la compressió de la junta en el muntatge | Fallada del segellat després d'un cicle tèrmic | Parell de dues etapes + relaxació de 24 h a 23 °C/45 % d'humitat relativa controlada | Compressió consistent, zero fuites a PVT |
| Fallada d'arrencada en fred a −20 °C | El dispositiu no arrenca al compartiment del congelador | Circuit integrat de protecció de bateria de grau industrial amb estabilització de la tensió d'arrencada en fred | Arrencada fiable en tot el rang de temperatures de -20 °C a 60 °C |
11. Resultats del projecte i impacte al mercat
El programa va assolir tots els objectius:
- Certificació IP68 segons IEC 60529, revalidada després de 500 caigudes acumulades
- El mètode MIL-STD-810H 516.7 s'ha aprovat en totes les orientacions de caiguda, inclosa la finestra de 37–42°
- Funcionament estable confirmat entre -20 °C i 60 °C, inclòs el desplegament de la bodega de congelació de la cadena de fred
- Connectivitat Wi-Fi 6 i LTE privada validada en entorns de magatzem en directe amb càrrega completa de prestatgeries d'acer i carretó elevador
- Volum de producció en massa assolit amb el rendiment objectiu sense errors de muntatge impermeables després de l'actualització del viatger de procés.
Implementat a través d'una xarxa 3PL de nivell 1. Entre el 60 i el 70% de les unitats estan muntades en vehicles sobre suports per a carretons elevadors, i entre el 20 i el 30% manualment en compartiments de congelació. Les dades de temps de funcionament de la flota als 9 mesos no van mostrar cap fallada de camp relacionada amb la norma IP68, la mètrica més important quan el compliment de la cadena de fred exigeix zero entrada d'aigua al voltant de palets d'aliments i productes farmacèutics.
12. conclusió
L'IP68 en una fitxa tècnica i l'IP68 després de 500 caigudes en un compartiment de congelació a -25 °C són dues afirmacions diferents. La diferència entre ells és el disseny de PCB amb mapatge de deformació, membranes de respiració calibrades, finestres de relaxació de muntatge de 24 hores i l'afinació de RF feta en un magatzem real, no només en una cambra. Això és el que... Wonderful PCB aporta als programes OEM i ODM de tauletes resistents industrials: la profunditat d'enginyeria que manté el dispositiu actiu més enllà del període de garantia.
Wonderful PCB executa programes OEM i ODM de cicle complet per a tauletes robustes, des de l'arquitectura del maquinari fins a HDI PCB disseny mitjançant la producció en massa certificada i l'anàlisi de fallades de camp. Poseu-vos en contacte amb l'equip d'enginyeria per parlar dels vostres requisits de desenvolupament de tauletes industrials.



