1. قطع مواد FPC
باستثناء بعض المواد، فإن معظم المواد المستخدمة في الدوائر المطبوعة المرنة (FPC) تأتي على شكل لفات. ولأن جميع العمليات لا تتطلب تقنيات تعتمد على اللف، فإن بعض العمليات، مثل حفر ثقوب معدنية في لوحة الدوائر المطبوعة المرنة ثنائية الجوانب، يجب أن تُجرى باستخدام مواد على شكل صفائح. الخطوة الأولى في تصنيع لوحة الدوائر المطبوعة المرنة ثنائية الجوانب هي تقطيع المادة إلى صفائح.
تتميز الصفائح النحاسية المرنة بتحملها المنخفض جدًا للإجهاد الميكانيكي، كما أنها عرضة للتلف بسهولة. أي تلف أثناء عملية القطع قد يؤثر بشكل كبير على إنتاجية العمليات اللاحقة. لذلك، على الرغم من أن القطع قد يبدو بسيطًا، إلا أنه يجب توخي الحذر الشديد لضمان جودة المادة. للكميات الصغيرة، يمكن استخدام آلات القطع اليدوية أو القواطع الدوارة. أما للإنتاج واسع النطاق، فيُفضل استخدام آلات القطع الأوتوماتيكية.
سواءً كانت صفائح نحاسية مغلفة أحادية أو ثنائية الجوانب أو أغشية تغطية، تصل دقة القطع إلى ±0.33 مم. عملية القطع موثوقة للغاية، ويتم تكديس المواد المقطوعة تلقائيًا بدقة، دون الحاجة إلى مناولة يدوية عند الإخراج. تقلل هذه العملية من تلف المواد، وتحافظ على خلوها تقريبًا من التجاعيد أو الخدوش. علاوة على ذلك، يمكن للمعدات المتطورة القطع تلقائيًا. الشركة العامة للفوسفات محفورة على شكل لفافة باستخدام مستشعرات بصرية تكتشف أنماط المحاذاة المحفورة، بدقة قطع تبلغ 0.3 مم. مع ذلك، لا ينبغي استخدام الحواف المقطوعة للمحاذاة في العمليات اللاحقة.

2. حفر ثقب FPC
مثل لوحات الدوائر المطبوعة الصلبة (PCB)، فإن الثقوب الموجودة في PCB مرن يمكن حفرها باستخدام تقنية الحفر باستخدام الحاسب الآلي (CNC). مع ذلك، لا تُناسب تقنية الحفر باستخدام الحاسب الآلي الدوائر ثنائية الجوانب القائمة على اللفائف ذات الثقوب المعدنية. مع ازدياد كثافة تصميمات الدوائر وصغر أقطار الثقوب، أدت قيود تقنية الحفر باستخدام الحاسب الآلي إلى اعتماد تقنيات أخرى لحفر الثقوب، مثل النقش البلازمي، والحفر بالليزر، والتثقيب الدقيق، والنقش الكيميائي. هذه التقنيات الأحدث أكثر توافقًا مع متطلبات عملية اللفائف.
الحفر باستخدام الحاسب الآلي
لا تزال معظم الثقوب الموجودة في لوحة الدوائر المطبوعة المرنة ذات الوجهين تُحفر باستخدام آلات CNCهذه الآلات ذات التحكم الرقمي بالكمبيوتر (CNC) تُشبه إلى حد كبير تلك المستخدمة في لوحات الدوائر المطبوعة الصلبة، مع اختلاف بعض الشروط. ولأن لوحات الدوائر المطبوعة المرنة رقيقة، يُمكن تكديس عدة صفائح للحفر. في ظل ظروف مناسبة، يُمكن حفر من 10 إلى 15 صفيحة في وقت واحد. يُمكن استخدام صفائح الفينول الورقية أو صفائح الإيبوكسي المصنوعة من الألياف الزجاجية كطبقة دعم وغطاء، أو يُمكن أيضًا استخدام صفائح الألومنيوم بسمك يتراوح بين 0.2 و0.4 مم. تتوفر رؤوس الحفر المستخدمة في لوحات الدوائر المطبوعة المرنة في السوق، كما يُمكن استخدام رؤوس الحفر المستخدمة في لوحات الدوائر المطبوعة الصلبة في لوحات الدوائر المطبوعة المرنة.
تتشابه ظروف الحفر، وطحن غشاء التغطية، وتشكيل لوح التسليح بشكل عام. ومع ذلك، نظرًا لنعومة المادة اللاصقة المستخدمة في مواد لوحات الدوائر المطبوعة المرنة، فإنها تلتصق بسهولة برأس الحفر، مما يتطلب فحصًا دوريًا لحالة رأس الحفر وزيادة مناسبة في سرعة دورانه. يجب توخي الحذر الشديد عند حفر لوحات الدوائر المطبوعة المرنة متعددة الطبقات أو جامدة مرنة ثنائي الفينيل متعدد الكلور.
اللكم
التثقيب الدقيق ليس تقنية جديدة، وقد استُخدم في الإنتاج الضخم. ولأن العمليات القائمة على اللفائف تتضمن إنتاجًا مستمرًا، فهناك العديد من الحالات التي تُثقب فيها الثقوب البينية على شكل لفات. ومع ذلك، يقتصر التثقيب الشامل على أقطار ثقوب تتراوح بين 0.6 و0.8 مم، وبالمقارنة مع الحفر باستخدام الحاسب الآلي، يستغرق التثقيب وقتًا أطول ويتطلب تشغيلًا يدويًا. غالبًا ما تتضمن العملية الأولية أبعادًا كبيرة، مما يجعل قوالب التثقيب أكبر حجمًا وأكثر تكلفة. على الرغم من أن الإنتاج الضخم يمكن أن يقلل التكاليف، إلا أن استهلاك المعدات كبير، وبالنسبة للإنتاج بكميات صغيرة، يوفر الحفر باستخدام الحاسب الآلي مرونة أكبر وكفاءة في التكلفة.
في السنوات الأخيرة، شهدت دقة قوالب التثقيب والحفر باستخدام الحاسب الآلي تطورات ملحوظة. أصبح التثقيب أكثر جدوى للوحات المطبوعة المرنة. تُمكّن أحدث تقنيات القوالب من إنشاء ثقوب صغيرة تصل إلى 75 ميكرومتر في صفائح نحاسية مغلفة خالية من المواد اللاصقة بسمك ركيزة يبلغ 25 ميكرومتر. في ظل ظروف مناسبة، يمكن أيضًا تثقيب ثقوب صغيرة تصل إلى 50 ميكرومتر. كما أُتمتت آلات التثقيب، وتتوفر الآن قوالب أصغر، مما يجعل التثقيب خيارًا عمليًا للوحات المطبوعة المرنة. مع ذلك، لا يُعدّ كلٌّ من الحفر والثقب باستخدام الحاسب الآلي مناسبًا لمعالجة الثقوب العمياء.
الحفر بالليزر

تقنية الليزر قادرة على حفر أصغر الثقوب. تُستخدم أنواع عديدة من آلات الحفر بالليزر في لوحات الدوائر المطبوعة المرنة، بما في ذلك ليزر الإكسيمر، وليزر ثاني أكسيد الكربون، وليزر ياغ (إتريوم ألومنيوم غارنيت)، وليزر الأرجون.
ليزر ثاني أكسيد الكربون قادر على حفر طبقات العزل فقط، بينما ليزر YAG قادر على حفر طبقة العزل ورقاقة النحاس معًا. حفر طبقة العزل أسرع بكثير من حفر رقاقة النحاس، لذا فإن استخدام ليزر واحد لجميع عمليات الحفر غير فعال. عادةً، تُحفر رقاقة النحاس أولًا لتشكيل نمط الثقب، ثم تُزال طبقة العزل لتشكيل الثقب الثاقب. تسمح هذه الطريقة بحفر ثقوب بأقطار صغيرة جدًا باستخدام الليزر. مع ذلك، قد تُحد دقة تحديد المواقع بين الثقوب العلوية والسفلية من قطر الثقب. بالنسبة للثقوب العمياء، لا تُطرح مشكلة المحاذاة الرأسية، حيث تُحفر رقاقة النحاس من جانب واحد فقط.
ليزرات الإكزيمر قادرة على حفر أدق الثقوب. تستخدم ليزرات الإكزيمر الأشعة فوق البنفسجية التي تُحلل التركيب الجزيئي لراتنج الركيزة مباشرةً، مما يُولّد حرارةً أقل، ويُقلّل من تلف المنطقة المحيطة بالثقب. ينتج عن ذلك جدران ثقوب رأسية ناعمة. إذا أمكن تقليل حجم شعاع الليزر، يُمكن حفر ثقوب بأقطار تتراوح بين 10 و20 ميكرومتر. مع ذلك، مع زيادة نسبة العرض إلى الارتفاع، تزداد صعوبة طلاء النحاس الرطب.
من أهم مشاكل حفر ليزر الإكسيمر أن تحلل الراتنج يُنتج رواسب كربونية سوداء على جدران الثقوب، والتي يجب تنظيفها قبل الطلاء. إضافةً إلى ذلك، قد يؤدي تجانس الليزر إلى رواسب تشبه الخيزران عند معالجة الثقوب العمياء. يتمثل التحدي الأكبر في حفر ليزر الإكسيمر في بطء سرعته وتكلفته العالية، مما يقتصر استخدامه على التطبيقات التي تتطلب دقة وموثوقية عاليتين للثقوب الصغيرة جدًا.
على النقيض من ذلك، تتميز حفارات ليزر ثاني أكسيد الكربون بسرعة أكبر وتكلفة أقل، إلا أن جودة الثقوب فيها أقل، حيث تتراوح أقطارها عادةً بين 70 و100 ميكرومتر. ومع ذلك، فإن سرعة المعالجة أعلى بكثير من ليزر الإكسيمر، مما يجعل حفر ليزر ثاني أكسيد الكربون أكثر فعالية من حيث التكلفة، خاصةً لمصفوفات الثقوب عالية الكثافة.
عند استخدام ليزر ثاني أكسيد الكربون لحفر الثقوب العمياء، من الضروري أن يصل الليزر إلى سطح النحاس فقط. إزالة المواد العضوية من السطح غير ضرورية، ولكن قد يلزم إجراء معالجة لاحقة باستخدام النقش الكيميائي أو البلازمي لتنظيف سطح النحاس.
3. طلاء الثقوب المعدنية
عملية طلاء الثقوب المعدنية للوحة الدوائر المطبوعة المرنة تشبه تلك المستخدمة في جامدة ثنائي الفينيل متعدد الكلورأدت التطورات الحديثة إلى استبدال الطلاء الكيميائي بالطلاء المباشر باستخدام طبقات موصلة كربونية. وقد استُخدمت هذه التقنية أيضًا في تصنيع لوحات الدوائر المطبوعة المرنة.
لأن لوحات الدوائر المطبوعة المرنة لينة، يلزم تركيبات خاصة لتثبيت الألواح أثناء عملية التمعدن. هذه التركيبات لا تُثبّت لوحة الدوائر المطبوعة في مكانها فحسب، بل تضمن أيضًا ثباتها في حوض الطلاء. وإلا، فقد يؤدي عدم تساوي سمك طلاء النحاس إلى مشاكل مثل قصر الدائرة والتداخل أثناء الحفر. لتحقيق طلاء نحاسي موحد، يجب شد لوحة الدوائر المطبوعة المرنة بإحكام داخل التركيبات، مع مراعاة وضع الأقطاب الكهربائية بعناية.
4. تنظيف سطح رقائق النحاس

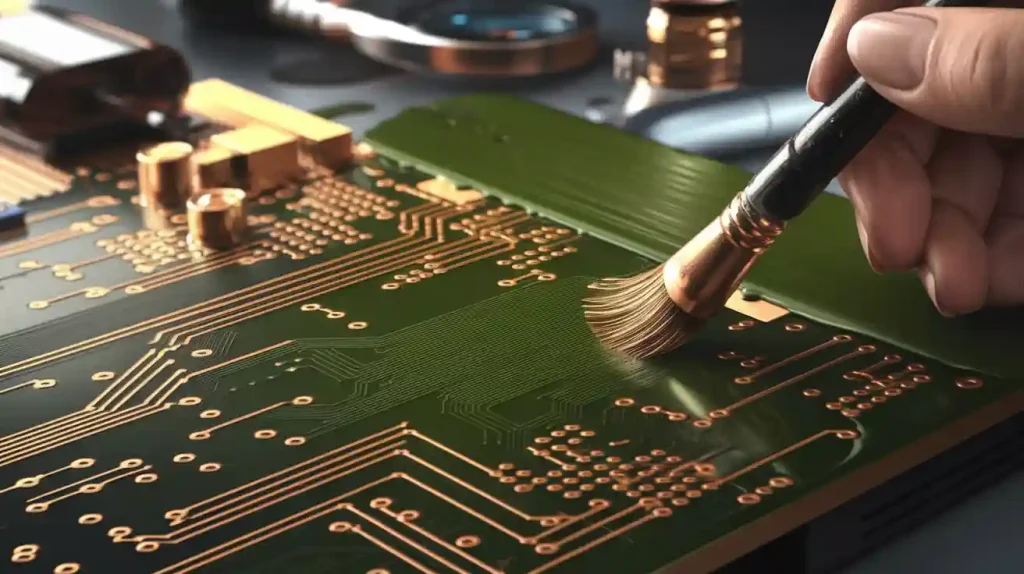
لتحسين التصاق غطاء المقاومة، يجب تنظيف سطح رقاقة النحاس قبل وضع المقاومة. مع أن هذه العملية تبدو بسيطة، إلا أنها تتطلب عناية خاصة للوحات الدوائر المطبوعة المرنة.
عادةً ما يتضمن التنظيف طرقًا كيميائية وميكانيكية. وللحصول على أنماط دقيقة، غالبًا ما تُدمج الطريقتان. قد يكون التنظيف بالفرشاة الميكانيكية صعبًا؛ فإذا كانت الفرشاة صلبة جدًا، فقد تُتلف رقاقة النحاس، وإذا كانت ناعمة جدًا، فقد لا يكون التنظيف كافيًا. تُستخدم عادةً فرش نايلون، ويجب اختيار طول وصلابة الفرش بعناية. توضع أسطوانتا فرشاة فوق السير الناقل، تدوران في الاتجاه المعاكس لحركة السير. ومع ذلك، قد يؤدي الضغط الزائد من أسطوانتي الفرشاة إلى إطالة الطبقة السفلية، مما يؤدي إلى تغيرات في أبعادها.
إذا لم يُنظَّف سطح النحاس جيدًا، فسيكون التصاق قناع المقاومة ضعيفًا، مما يُقلِّل من إنتاجية عملية النقش. بفضل تحسُّن جودة رقائق النحاس في السنوات الأخيرة، يُمكن الاستغناء عن تنظيف السطح للدوائر أحادية الجانب. ومع ذلك، بالنسبة للأنماط الدقيقة التي تقل عن 100 ميكرومتر،, تنظيف الأسطح يبقى ضروريا.