یک طرفہ یا دو طرفہ PCBs کی تیاری میں عام طور پر مواد کو کاٹنے کے بعد براہ راست نان کنڈکٹو یا کنڈکٹیو سوراخوں کی کھدائی شامل ہوتی ہے، جب کہ لیمینیشن کے عمل کے بعد ملٹی لیئر بورڈز کو ڈرل کیا جاتا ہے۔ سوراخوں کی درجہ بندی ان کے فنکشن کی بنیاد پر کی جاتی ہے، جس میں جزو کے سوراخ، ٹول ہولز، ہولز (Vias)، بلائنڈ ہولز، اور دفن شدہ سوراخ (اندھے اور دفن شدہ سوراخ ایک قسم کے ذریعے سوراخ ہیں) شامل ہیں۔ روایتی ڈرلنگ مکینیکل ڈرلنگ آلات کا استعمال کرتے ہوئے کی جاتی ہے۔ اصل مینوفیکچرنگ میں، سوراخوں کے درمیان وقفہ عام طور پر مشینی عمل اور حتمی مصنوعات کی وشوسنییتا دونوں کو متاثر کرتا ہے۔
ہول اسپیسنگ مینوفیکچرنگ کے تقاضے:
سوراخوں کے ذریعے (مواصلاتی سوراخ):
- کم از کم سوراخ قطر: مکینیکل ڈرلنگ 0.15 ملی میٹر، لیزر ڈرلنگ 0.075 ملی میٹر۔
- پیڈ ٹو بورڈ ایج اسپیسنگ: 0.2 ملی میٹر۔
- ویا ہول ٹو ویا ہول اسپیسنگ (کنارے سے کنارے): 6 ملین سے کم نہیں ہو سکتا؛ ترجیحاً 8 ملین سے زیادہ۔ یہ بہت اہم ہے اور ڈیزائن کے دوران اس پر غور کیا جانا چاہیے۔
- کم از کم بذریعہ سوراخ قطر عام طور پر 0.2 ملی میٹر سے کم نہیں ہوتا ہے، اور پیڈ سنگل سائیڈ فاصلہ 4 ملی سے کم نہیں ہونا چاہیے، ترجیحاً 6 میل سے زیادہ، بغیر کسی بالائی حد کے۔ یہ بہت اہم ہے اور اس پر غور کیا جانا چاہیے۔
پیڈ ہولز (PTH):
- پیڈ ٹو بورڈ ایج اسپیسنگ: 0.25 ملی میٹر۔
- پیڈ کے سوراخ کے سائز کا تعین استعمال شدہ جزو سے ہوتا ہے، لیکن یہ جزو پن سے کم از کم 0.2 ملی میٹر بڑا ہونا چاہیے۔ مثال کے طور پر، 0.6mm پن والے جزو میں کم از کم 0.8mm کا سوراخ ہونا چاہیے تاکہ مینوفیکچرنگ برداشت کی وجہ سے مشکلات سے بچا جا سکے۔
- پیڈ ہول سے پیڈ ہول اسپیسنگ (کنارے سے کنارے): 0.3mm سے کم نہیں ہو سکتا۔ جتنا بڑا، اتنا ہی بہتر۔ یہ اہم ہے اور اس پر غور کیا جانا چاہیے۔
نان پلیٹڈ ہولز اور سلاٹس (NPTH):
- نان پلیٹڈ سلاٹ ہول اسپیسنگ: کم از کم فاصلہ کم از کم 1.6 ملی میٹر ہونا چاہیے، یا یہ ٹوٹے ہوئے سوراخوں اور کنارے کی گھسائی میں دشواری کا خطرہ بڑھ سکتا ہے۔
- نان پلیٹڈ سلاٹس سے بورڈ کے کنارے تک کا فاصلہ ٹوٹے ہوئے سوراخوں سے بچنے کے لیے 2.0mm سے کم نہیں ہونا چاہیے۔ کنارے پر علیحدگی کو روکنے کے لیے لمبے سلاٹس کا بورڈ کے کنارے سے زیادہ فاصلہ ہونا چاہیے۔
- نان پلیٹڈ سٹیمپڈ ہولز: بورڈز کو آپس میں جوڑنے کے لیے، ان سوراخوں کو اتنا چھوٹا یا بہت بڑا نہیں ہونا چاہیے تاکہ بورڈ ٹوٹنے سے بچ سکے۔ تجویز کردہ وقفہ عام طور پر 0.2-0.3mm کے درمیان ہوتا ہے۔
سوراخ کے وقفے کے قابل اعتماد اثر:
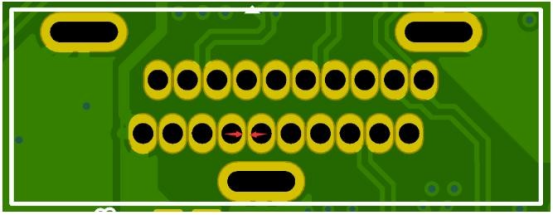
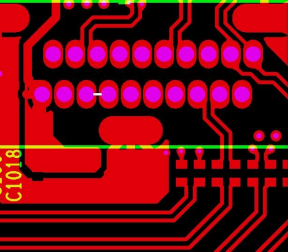
سوراخ سے سوراخ کا وقفہ:
اس سے مراد ایک سوراخ کی اندرونی دیوار سے دوسرے سوراخ کی اندرونی دیوار تک کا فاصلہ ہے، نہ کہ پیڈز کے درمیان فاصلہ۔ ان پیمائشوں کے درمیان فرق کرنا بہت ضروری ہے۔
اگر سوراخ سے سوراخ کا فاصلہ بہت چھوٹا ہے تو ممکنہ مسائل کیا ہیں؟
- اگر ایک ہی نیٹ ورک کے اندر سوراخ بہت قریب ہیں، تو وہ ٹوٹے ہوئے سوراخوں، گڑھوں اور دیگر نقائص کا سبب بن سکتے ہیں جو ظاہری شکل اور اسمبلی کو متاثر کرتے ہیں۔
- مختلف نیٹ ورکس میں سوراخوں کے لیے، ناکافی فاصلہ ٹوٹے ہوئے سوراخ، گڑبڑ، یا یہاں تک کہ شارٹ سرکٹ کا سبب بن سکتا ہے۔ کیپلیری اثر.
کیپلیری اثر (چپ چوسنے کا اثر): کیپلیری اثر ڈرل بٹ کی تیز رفتار گردش اور ارد گرد کے پی سی بی مواد پر پڑنے والے دباؤ کی وجہ سے ہوتا ہے۔ یہ بورڈ کے اندر فائبر گلاس کو ڈھیلا کر سکتا ہے، جس کے نتیجے میں جب تانبے کا چڑھانا ان ڈھیلے علاقوں میں داخل ہوتا ہے تو سوراخ کی خراب تشکیل اور شارٹ سرکٹ جیسے مسائل پیدا ہوتے ہیں۔
کے مطابق IPC-A-600G ہدایات:
کیپلیری اثر کے لئے، B ٹریس اسپیسنگ کو پروکیورمنٹ تصریحات کے لیے مطلوبہ کم از کم سے کم نہیں کرنا چاہیے، اور A 80mm (3.150in) سے زیادہ نہیں ہونا چاہئے۔ اسی طرح سوراخ کے وقفے پر لاگو ہوتا ہے.
تنگ سوراخ کے وقفے کی وجہ سے ایک اور منفی اثر ہے سی اے ایف (کنڈکٹیو انوڈک فلیمینٹیشن) اثر:
- CAF اثر: اس سے مراد ہائی وولٹیج اور درجہ حرارت کے حالات میں کنڈکٹرز کے درمیان رال یا فائبر گلاس میں مائیکرو کریکس کے ساتھ ہجرت کرنے والے تانبے کے آئنوں سے ہے، جس کے نتیجے میں کرنٹ نکلتے ہیں۔
- یہ اس وقت ہوتا ہے جب PCB/PCBA اعلی درجہ حرارت اور زیادہ نمی والے ماحول میں کام کرتا ہے، جس کے نتیجے میں کنڈکٹرز اور حتمی شارٹ سرکٹس کے درمیان خراب موصلیت ہوتی ہے۔ CAF عام طور پر ویاس کے درمیان، یا ویاس اور ٹریس کے درمیان، یا بیرونی نشانات کے درمیان ہوتا ہے، موصلیت کو کم کرتا ہے اور ناکامی کا باعث بنتا ہے۔
ہول اسپیسنگ مینوفیکچریبلٹی چیکس:
1. ایک ہی نیٹ ورک ویاس: اگر ڈرلنگ کے دوران دو ویاز بہت قریب ہوں تو پی سی بی کی ڈرلنگ کی کارکردگی سے سمجھوتہ کیا جا سکتا ہے۔ پہلے سوراخ کو ڈرل کرنے کے بعد، سوراخوں کے درمیان کا مواد بہت پتلا ہو سکتا ہے، جس کے نتیجے میں ڈرل بٹ پر غیر مساوی قوتیں، غیر متضاد کولنگ، اور ڈرل بٹ ٹوٹ جاتا ہے۔ یہ خراب سوراخ کی تشکیل یا غیر منسلک ویاس کی طرف جاتا ہے.
2. مختلف نیٹ ورک ویاس: پی سی بی میں ہر پرت کو مخصوص ماحول کے حالات کے ساتھ پیڈ کی ضرورت ہوتی ہے، بشمول نشانات ملحقہ ہیں یا نہیں۔ اگر فاصلہ ناکافی ہے، تو پیڈ کے ذریعے کچھ اپنا تانبے کا کنکشن کھو سکتے ہیں، ممکنہ طور پر شارٹس کا سبب بن سکتے ہیں۔ اس سے بچنے کے لیے، مختلف نیٹ ورک ویاز کے درمیان 3 ملین حفاظتی فاصلہ ضروری ہے۔
3. نیٹ ورک کے مختلف اجزاء کے سوراخ: پیداوار کے دوران معمولی الائنمنٹ آفسیٹس مختلف نیٹ ورکس کے اجزاء کے سوراخوں کے درمیان وقفہ کاری کو متاثر کر سکتے ہیں۔ ان صورتوں میں، حفاظتی فاصلے کو پیڈ کو تراش کر یقینی بنایا جاتا ہے۔ یہ تراشنا فاسد شکلوں کا باعث بن سکتا ہے یا، بدترین صورت میں، سولڈرنگ کے دوران سوراخ ٹوٹنے یا شارٹ سرکٹ بنانے کا سبب بن سکتا ہے۔
4. نابینا اور دفن شدہ ویاس:
- بلائنڈ ویاس: یہ ویاس ہیں جو اندرونی تہوں کو بیرونی تہوں سے جوڑتے ہیں لیکن پورے پی سی بی سے نہیں گزرتے۔
- دفن ویاس: یہ صرف اندرونی تہوں کو جوڑتے ہیں اور پی سی بی کی سطح سے پوشیدہ ہیں۔
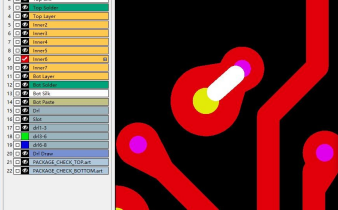
جب نابینا اور دفن شدہ ویاس کے درمیان فاصلہ بہت چھوٹا یا غیر موجود ہوتا ہے، تو اس کے نتیجے میں "اسٹیکڈ ہول" ہوتا ہے۔ ڈیزائن کو مینوفیکچرنگ کی مشکلات کا سامنا کرنا پڑ سکتا ہے، خاص طور پر جب ویاس کا مقام مناسب کنکشن کی اجازت نہیں دیتا ہے۔ ایسی صورتوں میں، ڈرلنگ کے بعد ویاس کو برقی طور پر منسلک کرنے کو یقینی بنانے کے لیے ایک خاص عمل کی ضرورت ہوتی ہے۔ اس میں پلاٹنگ سے پہلے ڈرلنگ کے ذریعے دفن کو مکمل کرنا اور پھر بلائنڈ ویاس کو ڈرل کرنا شامل ہے۔