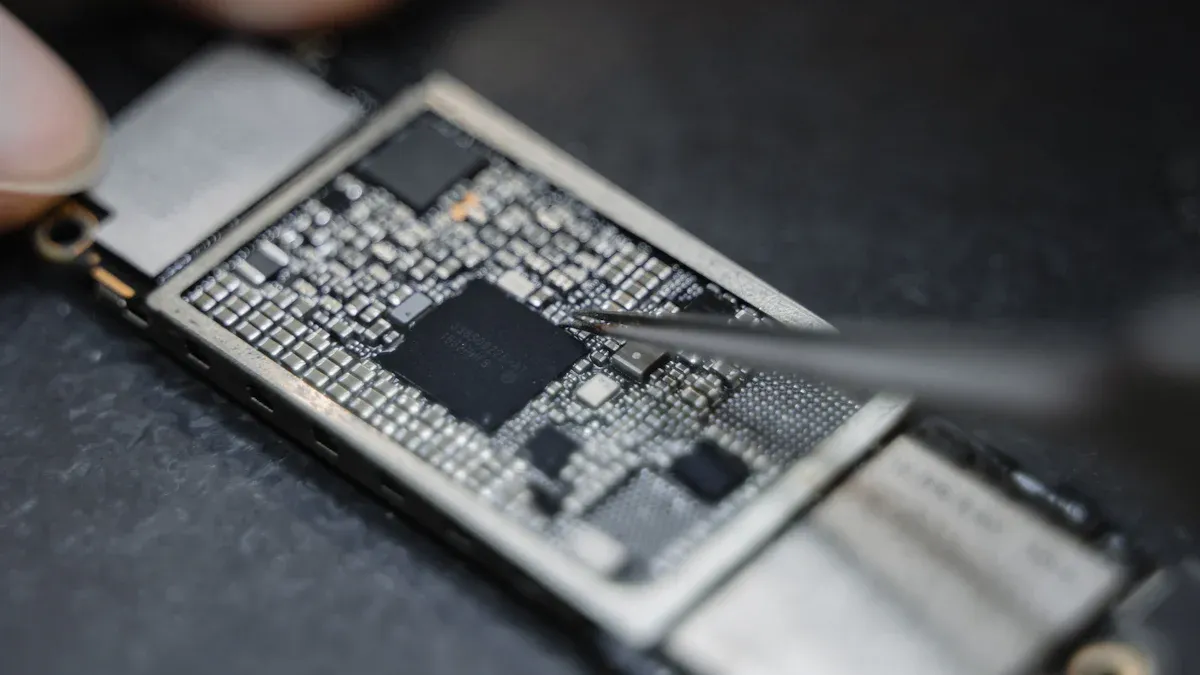
Lödtemperaturkontroll vid kretskortsmontering innebär att du övervakar värmen i varje steg. Detta bidrar till starka lödfogar. Det skyddar också ömtåliga elektroniska delar. Om du använder för mycket värme kan du skada delarna. Om du använder för lite värme kan anslutningarna bli svaga. Varje steg i lödningen kräver noggrann temperaturkontroll:
Termisk profilfas | Temperaturområde / hastighet | Varaktighet / Anteckningar |
|---|---|---|
Förvärmningszon | 1–3 °C per sekund | Värm upp långsamt för att förhindra termisk chock |
Blötläggningszon | Temperaturen förblir densamma | 60–120 sekunder för att flussmedlet ska verka |
Omflödeszon | 235–250 °C topp | Lödpasta smälter för starka fogar |
Kylzon | 3–10 °C per sekund | Kyl ner långsamt för att stoppa problem |
Om du följer dessa steg, håller lödtemperaturkontrollen vid kretskortsmontering dina kort säkra och fungerar bra.
Key Takeaways
Kontrollera lödtemperaturen noggrant för att skapa starka anslutningar. Detta hjälper också till att skydda små delar på kretskort.
Använd rätt temperatur för varje lödningssteg. Välj rätt temperaturintervall för lödtypen. Detta hjälper till att förhindra svaga fogar eller skador.
Övervaka lödningsprocessen med specialverktyg. Använd saker som termiska profilerare och temperaturkontrollerade strykjärn. Dessa verktyg hjälper till att hålla värmen stabil.
Använd inte för mycket eller för lite värme. Detta hjälper till att förhindra problem som trasiga delar. Det förhindrar också dåligt lödflöde och att delar flyttar sig ur sin plats.
Ändra lödinställningarna för lödtyp och kretskortstjocklek. Tänk också på rumsförhållandena. Detta hjälper till att skapa kort som fungerar bra och håller länge.
Lödningstemperaturkontroll i kretskortsmontering
Definition
Lödtemperaturkontroll vid kretskortsmontering innebär att du övervakar värmen i varje steg. Du använder specialverktyg för att hålla temperaturen inom rätt intervall. Detta hjälper till att smälta lodet precis tillräckligt för starka anslutningar. Du måste tänka på lödlegeringens smältpunkt. Du behöver också veta hur tjockt kretskortet är. Vissa delar är känsliga för värme och behöver extra försiktighet.
Här är en tabell som visar de viktigaste sakerna kring lödningstemperaturkontroll vid kretskortsmontering:
Lödningsaspekt | BESKRIVNING |
|---|---|
Definition | Du kontrollerar värmen för att smälta lödtenn och göra bra anslutningar på kretskort. |
Nyckelfaktorer | Smältpunkt för lödlegering, kretskortstjocklek, delkänslighet, lödmetod. |
Betydelse | Stoppar problem som svaga leder, överbryggande, eller trasiga delar. Ser till att brädorna tillverkas på samma sätt varje gång. |
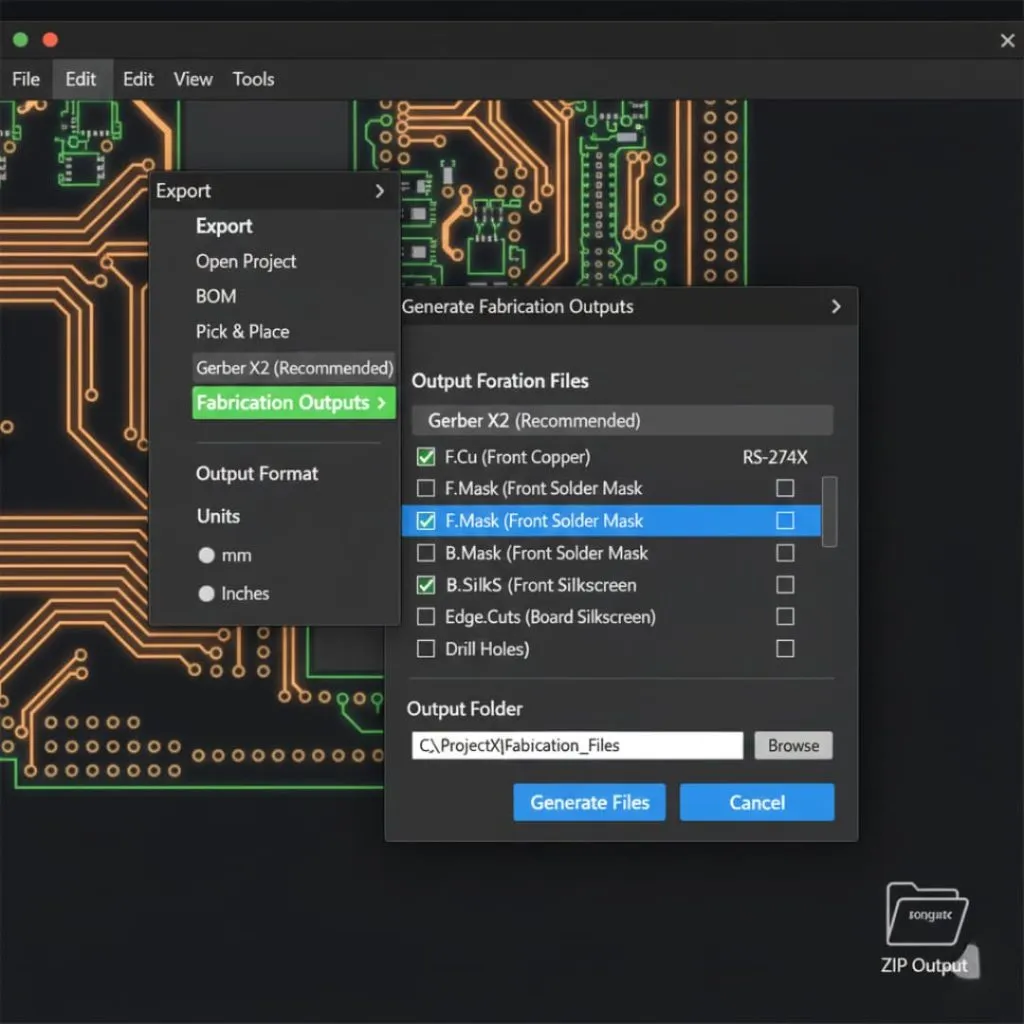
Vanliga metoder och temperaturintervall | – Återflöde: Förvärm 150–180 °C, blötläggning 180–200 °C, återflödestopp 230–250 °C, kontrollerad kylning. |
Verktyg för temperaturkontroll | Använd temperaturkontrollerade strykjärn, reflow-ugnar, våglödningsmaskiner och termisk profilering. |
Effekter av felaktig kontroll | För lite värme gör fogar svaga. För mycket värme kan bryta sönder delar eller orsaka problem som bryggbildning och tombstoning. |
Processoptimering | Följ lödets smältpunkter. Använd termisk profilering. Tänk på PCB-design för att hjälpa till med värmen. |
Du använder speciella strykjärn, ugnar och maskiner för att hålla värmen jämn. Du kontrollerar också temperaturen med termiska profileringsverktyg. Noggrann kontroll av lödtemperaturen hjälper till att förhindra kalla skarvar eller trasiga delar.
Betydelse
Du behöver kontrollera lödtemperaturen vid kretskortsmontering för att säkerställa att dina kort fungerar bra och håller länge. Om du inte kontrollerar värmen kan du få svaga fogar eller att delarna går sönder. Rätt temperatur låter lödningen flyta och täcka plattorna och ledningarna. Detta ger dig starka och bra anslutningar.
Studier visar att temperaturkontroll är mycket viktigt för lödfogarnas hållfasthet och hur länge delarna håller. Om temperaturen ändras med bara 10 °C kan man få upp till 4 % skjuvspänning i flip-chip-lödfogar. Så mycket spänning kan få fogarna att gå sönder efter bara några hundra cykler. Hög värme gör också att kemiska förändringar sker snabbare i lodet. Dessa förändringar, som intermetallisk tillväxt och omkristallisation, gör fogarna svagare. Om man använder för lite värme flyter inte lodet bra. Detta ger dålig vätning och svaga fogar.
Du kan kontrollera hur väl lödtennet täcker ytan med vätbalanstestet. Detta test kontrollerar kraften och tiden det tar för lödtennet att täcka ett prov vid inställda temperaturer, vanligtvis mellan 245 °C och 255 °C. Bra vätning innebär att du har rätt temperatur och starka fogar.
Branschregler, som IPC J-STD-002 och MIL-STD-883, säger att man behöver minst 95 % lödtäckning på ledare och plattor. Man kan bara uppnå dessa regler om man håller lödtemperaturen inom rätt intervall. Om man går för högt kan man få oxidation och materialförlust. Om man går för lågt får man dålig lödning och svaga skarvar.
Forskning om Sn-Zn-lödlegeringar visar att högre lödtemperatur kan ge bättre lödfogar genom att minska defekter som flytande bitar och dålig fyllning. Men om man går över 250 °C börjar man se mer oxidation och materialförlust. Det betyder att man måste balansera temperaturen för att få bästa resultat.
Du måste också tänka på hur värmen rör sig över kretskortet. Studier visar att om du lutar kortet lite under lödning i ångfas sprider du värmen bättre. Detta minskar problem som tombstoning och rörliga delar. Bra temperaturkontroll och rätt vinkel på kretskortet hjälper dig att få bättre lödfogar.
Tips: Använd alltid rätt temperaturintervall för din lödning och kretskortstyp. Använd termisk profilering för att säkerställa att din process förblir säker.
Om du kontrollerar lödtemperaturen väl, förhindrar du defekter, skyddar dina delar och ser till att din lödning uppfyller branschregler. Detta håller dina produkter säkra och tillförlitliga för dina kunder.
Lödningstemperaturområden
Allmänna intervall
Det är viktigt att veta rätt lödtemperatur för varje steg. De flesta lödningar använder värme från 180°C till 260°C. Detta intervall smälter lödet och skapar starka fogar. Det håller också kortet och delarna säkra. Experter testar lödfogar genom att värma och kyla dem från -40°C till +125°C. Detta visar om lödningen håller i verkligheten.
En reflowugn har olika zoner med konstant värme. Varje zon håller temperaturen jämn. Detta hjälper lödningen att smälta och kylas ner på rätt sätt. Ugnen flyttar värme med hjälp av konvektion och ledning. Varje zon håller en stabil temperatur. Detta förhindrar problem som kalla fogar eller för mycket värme.
Lödprocess | Typiskt temperaturområde |
|---|---|
Återflödande lödning | 230°C – 250°C (topp) |
240 ° C - 260 ° C | |
Handlödning (blybaserad) | 330°C – 370°C (järnspets) |
Handlödning (blyfri) | 350°C – 400°C (järnspets) |
Tips: Använd alltid rätt temperaturprofil för din process. Detta hjälper dig att få bästa möjliga resultat.
Manuell och maskinlödning
Du kan löda för hand eller med maskiner. Manuell lödning använder en lödkolv. Du ställer in lödkolvstemperaturen så att den matchar din lödtyp. För blybaserat lödtenn, ställ in den mellan 330°C och 370°C. För blyfritt löd, använd 350°C till 400°C. Maskinlödning använder ugnar eller lödvågor. Dessa maskiner kontrollerar värmen i varje zon. Detta ger dig en jämn temperatur och bättre lödning.
Materialjusteringar
Du måste ändra lödtemperaturen för ditt lödtenn och kortet. Olika lödtenn smälter vid olika värme. Blyfritt lödtenn behöver mer värme än blybaserat lödtenn. Vissa kort är tjockare eller har fler lager. Dessa behöver mer värme för att nå rätt temperatur. Forskning säger att du bör ändra värmen för varje kort och lödtenn. Om du inte ändrar den kan du få svaga fogar eller defekter. Att använda rätt temperatur för dina material skapar starka och pålitliga anslutningar.
Konsekvenser av dålig lödtemperaturkontroll
Problem med hög temperatur
Om du använder för mycket värme kan ditt kretskort och dina delar skadas. Hög lödtemperatur kan pressa delar bortom vad de tål. Detta kan bränna, smälta eller spricka flisor och ledningar. Blyfri lödning kräver mer värme, så det ökar stressen. Om du överskrider glasövergångstemperaturen eller smältpunkten kan du skada kortet och göra det svagt. Hög värme gör också att kemiska förändringar sker snabbare. Spröda lager kan växa inuti fogarna. Dessa förändringar försämrar lödfogarna och kan orsaka att de går sönder i förtid.
Obs: För mycket värme kan orsaka ledande anodiska filament, stress i trådbindningen och kapselbrott. Dessa problem förvärrar lödningen och kan få ditt kort att sluta fungera snabbare.
Problem med låg temperatur
Om du använder för lite värme kanske lödningen inte smälter ordentligt. Det betyder att lödningen inte flyter eller fäster ordentligt. Du kan se torrlödning, där lödningen inte täcker plattorna. För lite värme kan också innebära att mindre lödning når skarvarna. Detta gör dem svaga. Ojämn eller låg värme kan orsaka defekter som tombstoning, där delar lyfter sig, eller feljustering, där delar rör sig under lödning. Dessa problem gör lödskarvarna dåliga och kan hindra ditt kort från att fungera.
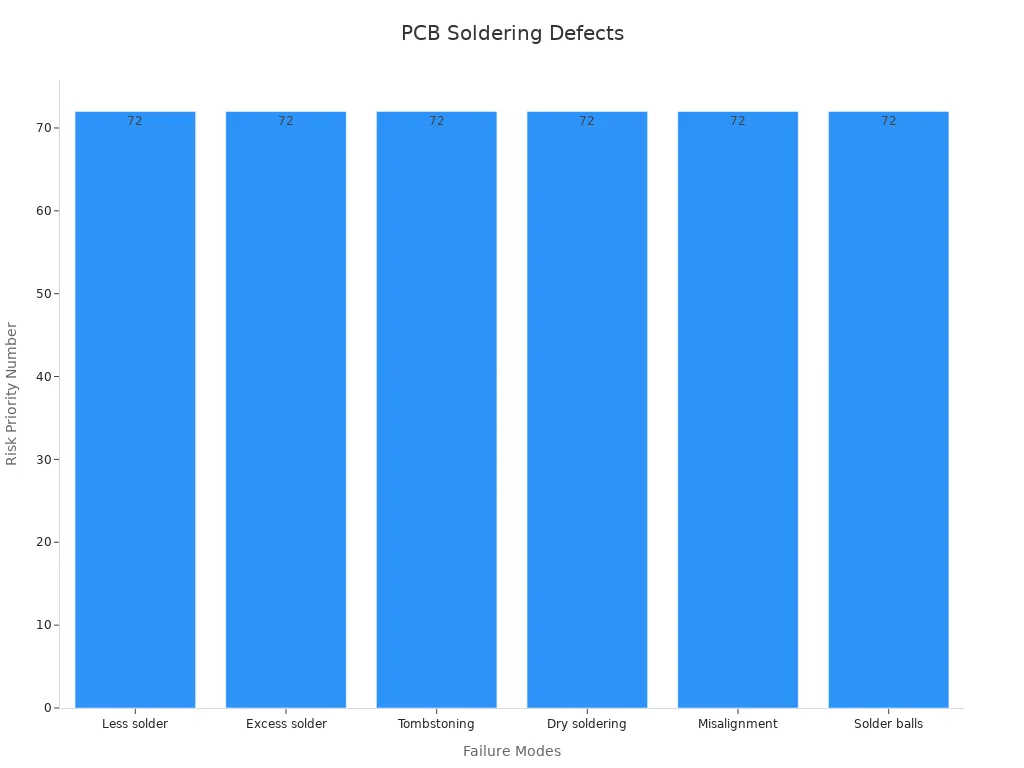
Här är en tabell som visar vanliga problem från dålig lödtemperaturkontroll:
Feltillstånd | BESKRIVNING | Riskprioritetsnummer (RPN) | Effekt |
|---|---|---|---|
Mindre lödning | Inte tillräckligt med lödning vid skarvarna | 72 | Funktionsfel |
Överskottslödning | För mycket lödning orsakar bryggor och kortslutningar | 72 | Funktionsfel |
Gravstenläggning | Ojämn värme lyfter delar från kortet | 72 | Funktionsfel |
Torrlödning | Dålig vätning från fel temperatur | 72 | Funktionsfel |
förskjutning | Delar rör sig under lödning | 72 | Funktionsfel |
Löd bollar | Små lödbollar orsakar kortslutningar | 72 | Funktionsfel |
Du kan se att varje problem kan göra att ditt bräde inte fungerar som det ska.
Påverkan på tillförlitlighet
Dålig lödtemperaturkontroll orsakar inte bara snabba problem. Det gör också att ditt kretskort inte håller lika länge. Om du inte kontrollerar värmen får du små sprickor, öppna kretsar och lager som lossnar. Dessa saker gör lödfogar svaga och ditt kretskort mindre tillförlitligt. Studier visar att cirka 70 % av fel på elektroniska enheter beror på förpackningsproblem, där lödfogsfel är den främsta orsaken. Stora temperaturförändringar och snabb uppvärmning eller kylning gör att spröda lager växer i fogarna. Detta leder till sprickor.
Tester som termisk cykling och livslängdstester visar att dålig temperaturkontroll orsakar lödfogutmattning, delaminering och tidigt komponenthaveri. Till exempel kan en temperaturökning från -40 °C till +125 °C skapa små sprickor och förkorta kortets livslängd. Fukt och snabba temperaturförändringar kan också flytta metall och orsaka flagning. Detta gör kortet ännu svagare.
Lödbryggor och tombstoning händer ofta när man inte kontrollerar värmen.
För lite lödning och skevhet kan påverka upp till 12 % av korten.
Alla dessa problem försämrar lödfogarna och gör dina produkter mindre tillförlitliga.
Tips: Bra lödtemperaturkontroll hjälper dig stoppa dessa problem och gör att dina brädor håller längre.
Metoder för lödning av temperaturkontroll
Verktyg och redskap
Du behöver rätt verktyg för att löda säkert. Använd temperaturkontrollerade lödkolvar för handlödning. Med dessa lödkolvar kan du välja rätt värme för ditt jobb. Maskiner som reflowugnar och våglödningssystem Använd sensorer. Dessa sensorer hjälper till att hålla värmen stabil. Kontrollera alltid dina verktyg med regelbunden kalibrering. Kalibrering säkerställer att spetsen blir så varm som du ställt in den. Om du byter spets eller värmare, testa verktyget igen. Vissa lödkolvar har mikroprocessorer. Dessa håller värmen stabil, även om du byter spets.
Monteringstyp | Optimalt temperaturområde (°C) | Anmärkningar om temperaturkontroll och användning av utrustning |
|---|---|---|
Genomgående hålmontering | 310 - 380 | Använd temperaturkontrollerad lödkolv för jämn värme. |
250 - 270 | Lägre temperatur skyddar känsliga delar; exakt kontroll är nyckeln. | |
Trådlödning | 350 - 400 | Högre värme behövs; temperaturkontroll förhindrar skador. |
Tips: Använd alltid rätt verktyg för ditt lödarbete. Detta hjälper dig att förhindra skador och skapa starka fogar.
Processövervakning
Du måste övervaka lödningsprocessen för att hålla rätt värme. Använd termoelement för att kontrollera värmen på olika ställen. Detta hjälper dig att se om värmen är jämn. Ställ in kontrolldiagram för att spåra temperaturen. Dessa diagram visar om värmen förblir säker. Om du upptäcker ett problem kan du åtgärda det snabbt. Använd realtidsinstrumentpaneler för att titta på medan du löder. Automatiserade sensorer hjälper dig att samla in data och se förändringar. Du kan också använda tester som vätbalansanalys. Detta test kontrollerar om lödningen flyter bra vid den inställda värmen.
Välj en viktig sak att hålla koll på, som lödvärme.
Samla in data med sensorer medan du löder.
Sätt säkra gränser baserat på gamla resultat.
Var uppmärksam på förändringar eller problem.
Åtgärda eventuella problem för att hålla saker säkra.
Miljöfaktorer
Rummet kan påverka hur lödningen fungerar. Rumsvärme, luftfuktighet och luftflöde spelar alla roll. Om rummet är kallt kyls kortet ner för snabbt. Om det är varmt kan du behöva sänka den inställda värmen. Bra luftflöde hjälper till att hålla värmen jämn. Kontrollera alltid rummet innan du börjar löda. Ändra dina inställningar om rummet förändras mycket. Detta hjälper dig att hålla lödningen stabil och skarvarna starka.
Obs: Var uppmärksam på förändringar i rummet. Även små förändringar kan påverka hur lödtennet smälter och flyter.
Du hjälper till att se till att dina kretskortsmonteringar förblir starka och håller länge. Studier visar att lödfogar utsätts för mer stress och värme när elektroniken blir mindre och gör mer. Att noggrant övervaka temperaturen hjälper till att förhindra sprickor, tomma fläckar och andra problem. Om du följer regler som IPC-7530A och använder bra temperaturverktyg skyddar du dina delar och får bättre resultat. Använd alltid rätt temperaturintervall för att hålla dina kort säkra och fungerande under lång tid.
FAQ
Vad händer om man använder fel lödtemperatur?
Om du använder fel temperatur kan du få svaga fogar eller skada delar. För mycket värme kan bränna komponenter. För lite värme kan orsaka dåliga anslutningar. Kontrollera alltid dina inställningar innan du börjar.
Hur vet du rätt lödtemperatur för ditt projekt?
Du bör kontrollera lödtypen och skivmaterialTitta i tillverkarens guide. Använd ett termiskt profildiagram. Detta hjälper dig att välja den bästa temperaturen för starka och säkra fogar.
Kan man använda samma temperatur för alla lödjobb?
Nej, det kan du inte. Olika lödtenn och kort behöver olika temperaturer. Blyfritt lödtenn behöver mer värme än blybaserat lödtenn. Tjocka kort kan behöva högre temperaturer. Justera alltid dina inställningar för varje jobb.
Varför spelar rumstemperaturen roll vid lödning?
Rumstemperaturen påverkar hur snabbt ditt kort värms upp och kyls ner. Om rummet är för kallt eller för varmt kan du behöva ändra dina lödinställningar. Bra luftflöde hjälper också till att hålla temperaturen jämn.