Du använder omlödningsprocessen för att ansluta delar till ett kretskort. Denna metod värmer lödpasta tills den smälter. Den smälta pastan håller delarna på plats. Många företag väljer omlödningsprocessen för kretskort. Den fungerar bra med små delar och ger exakta resultat. Den är också bra för automatisering. Omlödningsprocessen har flera steg. Först applicerar du lödpasta. Sedan placerar du komponenterna. Sedan förvärmer du kortet. Därefter blötlägger du det. Därefter omlödar du lodet. Slutligen kyler du kortet. Du måste vara uppmärksam på defekter och ny teknik. Problem som tombstoning eller lyfta plattor kan uppstå.
Här är några vanliga defekter du kan se i reflow-lödningsprocessen:
Typ av defekt | BESKRIVNING |
|---|---|
Komponentförskjutning | Kablar och dynor ligger inte i linje eftersom delar rör sig under uppvärmning. |
Gravstenläggning | Ena änden av ett chip lyfts upp medan den andra förblir fastlödd. Detta händer på grund av ojämn uppvärmning. |
Hoppad lödning | Inget lödtenn på en platta eller kabel. Detta kan orsaka öppna kretsar. |
Lyftad pad | Kopparkuddar lossnar från kretskortet på grund av för mycket värme eller stress. |
Blåshål/Nålhål | Små hål i lödfogar från instängd gas. Dessa hål gör fogarna svagare. |
Kontaminering/kemiska rester | Kemikalier som blir kvar kan skada metall och orsaka problem med kretsarna. |
Frakturerad lödfog | Lödfogar spricker av värmeförändringar eller skakningar. |
Trådbrott | Trådar går av vid lödfogar på grund av böjning eller stötar. |
Värmeförlust | Lödfogarna blir inte tillräckligt varma eftersom värmen försvinner för snabbt. Detta hindrar korrekt lödning. |
Reflow-lödningsprocess i PCB-montering
Vad är omlödningsprocessen?
Du använder reflow-lödningsprocessen för att fästa delar på ett kretskort. Först applicerar du lödpasta på plattorna. Pastan håller delarna på plats innan de värms upp. Därefter placerar du delarna på kortet. Du ser till att de matchar plattorna. Sedan värmer du kretskortet i en reflow-ugn. Lödpastan smälter och sammanfogar plattorna och delarna. Efter kylning kontrollerar du kortet för problem. Denna process hjälper dig att göra starka och bra lödfogar.
Huvudsteg i omlödningsprocessen:
Sätt lödpasta på kretskortsplattorna med en stencil.
Placera delarna på spelplanen och ställ dem i linje.
Värm kretskortet i en reflowugn för att smälta lödpastan och sammanfoga delarna.
Kontrollera kortet för problem och se till att det är i sin ordning.
Varför använda reflowlödning för kretskort?
Du väljer omlödningsmetoden för kretskort eftersom den fungerar bra med små och ömtåliga delar. Den här metoden låter dig kontrollera värmen bättre, så att du skyddar delarna. Omlödning är bäst för ytmonteringsteknik (SMT), vilket används flitigt vid montering av nya kretskort. När man tittar på reflowlödning och våglödning ser man några stora skillnader:
Aspect | Återflödande lödning | Våglödning |
|---|---|---|
arbets~~POS=TRUNC | Delarna placeras på ett kretskort och lödpasta värms upp i en reflowugn. | Kretskort med delar flyttas till en våglödningsmaskin där lödvågor används. |
Användningsscenarier | Används främst för SMT-montering. | Används huvudsakligen för genomgående hålmontering (THT). |
Lödningsbehov | Ger bättre svetsning med kontrollerad värme. | Genererar mycket värme, vilket kan skada känsliga delar. |
Lödningskomplexitet | Behöver mer komplexa maskiner och kontroller. | Enklare installation, ändra bara svetsinställningarna. |
Fördelar | Utmärkt för SMT, mindre värmechock och färre arbetare behövs. | Sparar tid, kostar mindre och ger starka lödfogar. |
Fördelar
När du använder reflow-lödningsprocessen får du många fördelar:
Du får snygga och jämna lödfogar eftersom värmen och kylningen kontrolleras.
Du kan tillverka många kretskort samtidigt, så du arbetar snabbare och bättre.
Maskiner gör jobbet, så människor gör färre misstag och du fixar färre.
Bra reflowlödning ger släta fogar som är starka för elektricitet och håller delar.
Genom att ändra värmen och använda kväve får man färre problem och bättre brädor.
Dessa bra saker gör reflow-lödningsprocessen till det bästa valet för montering av nya kretskort.
Steg i omlödningsprocessen
Reflowlödningsprocessen har många steg. Varje steg hjälper till att skapa starka anslutningar på ditt kretskort. Om du följer varje steg kan du undvika problem och förbättra din montering.
Lödpastaapplikation
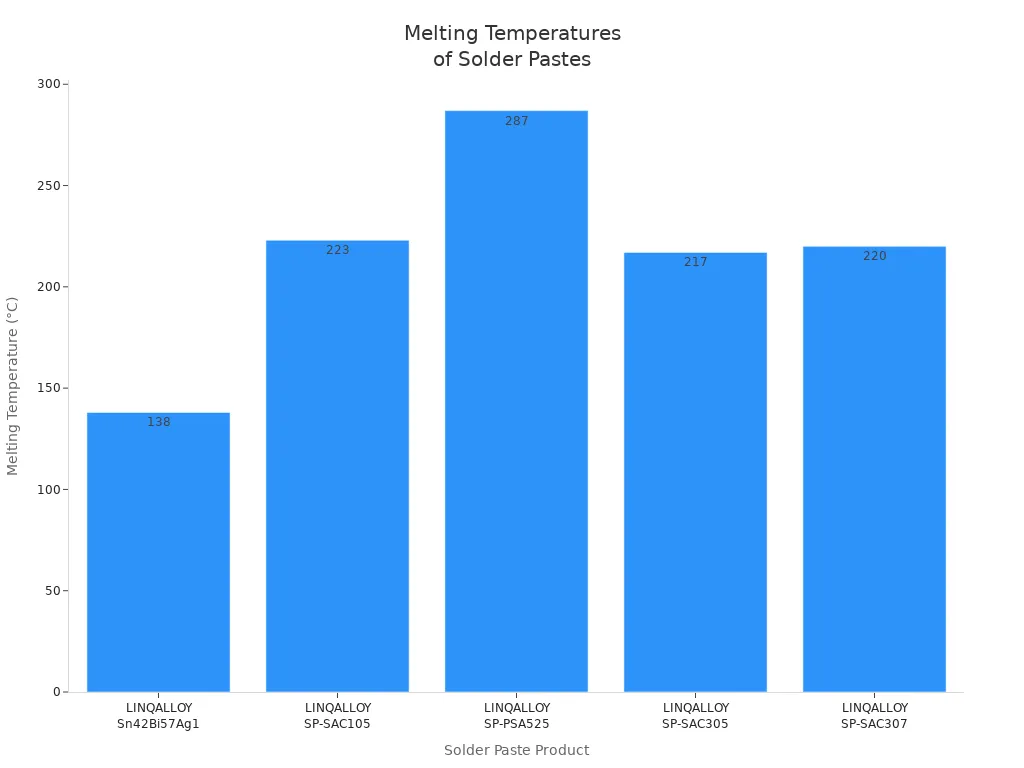
Först applicerar du lödpasta på kretskortet. Pastan innehåller små metallbitar och flussmedel. Den håller fast ytmonterade enheter och andra delar innan den värms upp. Du använder en stencil för att applicera pasta endast på de plattor du vill ha. Den typ av lödpasta du väljer påverkar hur saker och ting går och hur bra resultatet blir. Här är en tabell med några lödpastaprodukter och vad de gör:
Produkter | BESKRIVNING | Legering | Partikelstorleksfördelning | Viskositet (mPA.s) | Smält temperatur | Hållbarhetstid |
|---|---|---|---|---|---|---|
LINQALLOY Sn42Bi57Ag1 | Låeutektisk lödpasta för LED-montering | Sn42Bi57Ag1 | Typ 3, 4 | - | 138 ° C | 6 månader vid 5°C |
LINQALLOY SP-SAC105 | Blyfri lödpasta avsedd för ytmonteringsteknik (SMT) | SAC105 | Typ 3, 4, 5 | 200 | 223 ° C | 6 månader vid 5°C |
LINQALLOY SP-PSA525 | Lödpasta med hög blyhalt utformad för igensättningsfria dispenserings- och formsättningsprocesser | Pb92.5Sn5Ag2.5 | Typ 3, 4, 5 | 130 - 170 | 287 ° C | 6 månader vid 5°C |
LINQALLOY SP-SAC305 | Blyfri lödpasta avsedd för ytmonteringsteknik (SMT) | SAC305 | Typ 3, 4 | 160 - 230 | 217 ° C | 6 månader vid 5°C |
LINQALLOY SP-SAC307 | Blyfri lödpasta avsedd för ytmonteringsteknik (SMT) | SAC307 | Typ 3, 4, 5 | 190 - 230 | 220 ° C | 6 månader vid 5°C |
Du kan också välja olika flussmedelstyper för din lödpasta:
Rosinbaserade flussmedel använder naturligt kolofonium och behöver speciella rengöringsmedel.
Vattenlösliga flussmedel använder organiska ämnen och tvättas bort med vatten eller andra rengöringsmedel.
Icke-ren flussmedel lämnar nästan ingenting kvar och är bäst för rena platser.
Att välja rätt lödpasta och flussmedel hjälper dig att få bra fogar och stark lödning.
Komponentplacering på kretskort
Efter att du har applicerat lödpastan lägger du till delarna på kretskortet. Du måste vara mycket försiktig här. Om du placerar en del på fel plats kan du få svaga fogar eller problem. De flesta fabriker använder maskiner för att placera ytmonterade delar och andra delar. Dessa maskiner är mycket exakta. Till exempel bör placeringssystemet ligga inom ±0.001″. XY-toleransen är vanligtvis ±0.2 mm. Du måste också se till att varje dels ledningar täcker plattorna. IPC-A-610- och J-STD-001-reglerna säger att du behöver minst halv överlappning, och ibland upp till tre fjärdedelar för kort som måste hålla länge.
Även ett litet misstag, som att flytta en del med 0.1 mm, kan orsaka dålig lödning eller kortslutning. Du måste kontrollera varje dels riktning och position för att hålla ditt kretskort i gott skick.
Förvärmning och blötläggning
Därefter placerar du kretskortet i reflowugnen för förvärmning och blötläggning. Du värmer långsamt upp kortet och delarna för att förbereda för lödning. Detta steg stoppar termisk chock och låter flussmedlet verka. Värmen du använder beror på din lödpasta. Här är en tabell med normala intervall:
Lödtyp | Förvärmningstemperaturområde | Blötläggningstemperaturintervall |
|---|---|---|
Blyinfattad | 25 ° C till 150 ° C | 150 ° C till 200 ° C |
Blyfri | Upp till 180 ° C | 180 ° C till 220 ° C |
Vanligtvis ställer man in förvärmningen mellan 120°C och 160°C. Blötläggningssteget går från 160°C till 180°C. För blyfri lödning kan man använda förvärmning från 150°C till 190°C och blötläggning runt 217°C. Om man kontrollerar värmen väl smälter lödpastan jämnt och man undviker problem.
Omflödessteg
Reflow-steget är den viktigaste delen. Du värmer kretskortet tills lödpasta smälter och skapar solida skarvar mellan belägg och delar. Temperaturprofilen är mycket viktig här. Du måste uppnå rätt topptemperatur och hålla den under rätt tid. För mycket värme kan skada delar eller orsaka sprickor. För lite värme innebär att lödningen inte smälter helt och du får svaga skarvar.
Maxtemperaturen och hur länge du håller den påverkar hur bra dina lödfogar är.
Att hålla för länge kan bryta ner material och öka risken för fel.
Du måste noga hålla koll på värmen för att få starka och säkra leder.
Kylning
Efter omsmältning behöver du kyla kretskortet. Kylning gör lödfogarna hårda och starka. Du måste kontrollera hur snabbt du kyler för att förhindra termisk chock och hålla delarna säkra. Den bästa kylhastigheten är 3–6 °C per sekund. Om du kyler för långsamt får du stora korn i lödtet, vilket gör fogarna svagare. Om du kyler för snabbt kan du böja delar eller spricka i fogarna.
Tips: Att hålla en jämn kylningshastighet hjälper dig att få starka lödfogar och bra kretskort. Håll alltid koll på kylningssteget för att undvika problem.
Varje steg i reflowlödningsprocessen är viktigt för att din kretskortsmontering ska fungera bra. Om du är noggrann med lödpasta, placering av delar, värmekontroll och kylning kan du skapa starka skarvar och undvika vanliga problem.
Fördelar med kretskort
Precision och automation
Reflow-lödning hjälper dig placera delarna mycket exaktMaskiner applicerar bara lödpasta där det behövs. Detta är bra för kort med många små delar. Ugnen håller värmen jämn, så att delarna inte blir för varma eller kalla. Detta hjälper till att förhindra misstag och skapar starka anslutningar. Du kan lägga till små delar med tunna ledare utan att göra lödbryggor. Automation använder pick-and-place-maskiner för att placera delar på kortet. Dessa maskiner arbetar snabbt och gör inte många fel. Speciella inspektionsmaskiner letar efter problem. Detta hjälper dig att veta att ditt kort är välgjort.
Lödpastan sitter precis där den ska för små delar
Stabil värme minskar stress och minskar misstag
Pick-and-place-maskiner placerar delar på rätt plats
Inspektionsmaskiner upptäcker problem tidigt
Skalbarhet
Med omlödning kan du tillverka många kort snabbt. Om du behöver tusentals kort kan du använda maskiner för att arbeta snabbt. Du kan använda den här processen för stora partier eller bara ett fåtal kort. När du tillverkar fler kort kostar varje kort mindre. Här är en tabell som visar hur omlödning hjälper dig att tillverka fler kort:
Skalbarhet | Bra för 10 000+ brädor | Fungerar för små partier eller under 1 000 brädor |
|---|---|---|
Produktionshastighet | Snabbare med maskiner | Långsammare, ofta gjort för hand |
Kostnad per enhet | Lägre när du tjänar mycket | Högre när du bara tjänar några få |
Flexibilitet
Reflow-lödning fungerar för många typer av kortdesigner. Det är utmärkt för ytmonteringsteknik. Detta låter dig placera delar direkt på kortet. Du kan använda olika typer av kapslar i en omgång. Detta gör reflow bra för ny elektronik som kräver noggrant arbete. Du kan bygga kort med delar på båda sidor och blanda många typer av delar i en process.
Tips: Reflow-lödning låter dig designa kretskort med många delar och trånga utrymmen.
Pålitlighet
Reflow-lödning gör starka och säkra lederUgnen håller värmen precis lagom för att skapa bra anslutningar. Du kan testa ditt kort med hjälp av termiska chocktester. Detta kontrollerar om skarvarna förblir starka när temperaturen ändras. Ett tunt lager vid skarven gör den starkare. Om lagret är för tjockt kan skarven gå sönder. Reflow-lödning hjälper till att hålla lagret tunt, så att ditt kort håller längre.
Termiska chocktester kontrollerar om fogarna är starka
Tunna lager vid lederna gör dem bättre
Stabil uppvärmning och kylning skapar tuffa kopplingar
Defektförebyggande vid omlödningslödning
Du vill att ditt kretskort ska hålla länge. Du behöver förhindra defekter under reflowlödning. Den här delen förklarar hur du kontrollerar värme, väljer lödpasta, kontrollerar dina kort, använder kväve och åtgärdar problem. Varje steg hjälper dig att skapa starka anslutningar och bättre kort.
Temperaturprofilering
Du måste övervaka temperaturen i varje steg. Bra temperaturkontroll förhindrar defekter och håller ditt kretskort säkert. Du använder specialverktyg för att kontrollera temperaturen på kortet. Här är några tips:
Öka värmen långsamt under förvärmningen. Håll ramphastigheten mellan 0.5 °C och 2.0 °C per sekund. Detta stoppar termisk chock och startar flussmedlets arbete.
Håll blötläggningssteget vid 150°C till 180°C i 60–120 sekunder. Detta jämnar ut värmen på kretskortet.
Ställ in omsmältningsstegets topppunkt 20–30 °C över lödmetallens smältpunkt. Håll tiden över vätskan (TAL) mellan 30–90 sekunder.
Kyl ner brädan med 2–4 °C per sekund. Detta bidrar till starka fogar.
Använd bra termiska verktyg för att få rätt värmedata.
Kontrollera mer än en tavla för att se om ugnarna är olika.
Titta på och byt profiler ofta för att hålla resultaten stabila.
Läs alltid databladet för lödpastan för att se om det finns särskilda värmebehov.
Tips: Noggrann temperaturkontroll hjälper dig att förhindra defekter och håller ditt kretskort i gott skick.
Lödpasta och flussmedel
Du behöver välja den bästa lödpastan och flussmedlet för ditt kretskort. Typen av lödpasta påverkar hur bra lödningen fungerar och hur många defekter du får. Titta på legeringen, pulvertypen och mikrostrukturen. Sfäriskt pulver med låg oxidhalt ger bättre fogar. Matcha lödpastan till ditt kretskort och din plattstorlek. Pulver av typ 3 till typ 6 fungerar för olika plattstorlekar och hjälper till att förhindra bryggbildning.
Många saker vid lödpastautskrift kan påverka defektfrekvensen. Här är en tabell som visar vad som är viktigast:
Nivå | Faktorbeskrivning |
|---|---|
1 | Schablonöppningens form från hur den är gjord |
2 | Matchning av lödpasta |
3 | Väntetidseffekter |
4 | Val av gummiskrapamaterial |
5 | Inställningar för utskriftsmaskin |
6 | Inställningar för omlödningslödning |
Du behöver också välja rätt flussmedel. Rosinbaserat flussmedel behöver särskild rengöring. Vattenlösligt flussmedel tvättas bort med vatten. Flussmedel som inte rengörs lämnar nästan ingenting kvar. Rätt lödpasta och flussmedel hjälper dig att få starka fogar och färre defekter.
Inspektionsmetoder
Du måste kontrollera ditt kretskort efter lödning för att hitta problem tidigt. Du använder olika sätt att leta efter defekter. Här är en tabell som visar de vanligaste sätten:
Inspektionsmetod | BESKRIVNING |
|---|---|
Visuell inspektion | Människor letar efter defekter med ögat. |
Automatiserad optisk inspektion (AOI) | Kameror och programvara hittar saknade lödtenn och trasiga delar. |
Röntgeninspektion | Hittar dolda problem som hålrum och lödbryggor inuti kretskortet. |
funktions~~POS=TRUNC | Kontrollerar om kretskortet fungerar direkt efter montering. |
AOI använder kameror för att hitta saknade delar och dåliga fogar. Röntgenundersökningar görs inuti kretskortet för att hitta sprickor och hål. Funktionstester kontrollerar om kretskortet fungerar. Du använder dessa metoder för att upptäcka problem innan de förvärras.
Kontrollerad atmosfär
Du kan använda kväve vid reflowlödning. Kväve hjälper dig att göra bättre fogar och starkare kretskort. Här är en tabell som visar fördelarna:
Fördel | BESKRIVNING |
|---|---|
Oxidbildning | Kväve sänker oxider under lödning. |
Förbättrad vätbarhet | Lödet flyter bättre och ger starkare fogar. |
Minskade defekter | Du får färre problem som dålig lödning och bryggning. |
Flexibilitet i val av flöde | Du kan använda fler flusstyper eftersom luften är kontrollerad. |
Krav efter rengöring | Du lägger mindre tid på rengöring efter lödning. |
Förbättrad tillförlitlighet | Lödning i kväve gör att ditt kretskort håller längre. |
Obs: Att använda kväve vid reflowlödning hjälper dig att skapa starka fogar och minskar defektfrekvensen.
Vanliga defekter och lösningar
Du kan se problem som tombstoning, bryggbildning och hålrum i ditt kretskort. Du kan åtgärda dessa genom att följa bra steg. Här är en lista med lösningar:
Gör schablonöppningarna till 80–90 % av dynans storlek och matcha kretskortets layout.
Kontrollera mängden lödpasta. Använd en schablontjocklek på 0.1–0.15 mm för små delar för att förhindra att det bildas för mycket pasta.
Ändra omsmältningsprofilen. Använd en långsam uppvärmningshastighet (1–3 °C per sekund) vid förvärmning för att förhindra snabb lödsmältning.
Kontrollera delarnas placering. Använd bra pick-and-place-maskiner för exakt placering.
Balansera återflödesprofilen. Ställ in förvärmningen på 150–180 °C i 60–90 sekunder för att hålla värmen jämn.
Se till att dynornas design är densamma. Se till att dynorna under delarna har samma storlek och form.
Kontrollera lödpastan på plattorna. Använd SPI-verktyg för att se till att pastan är jämn på båda plattorna.
Förbättra placeringen. Kalibrera pick-and-place-maskiner för att placera delar inom ±0.05 mm.
Du följer dessa steg för att stoppa vanliga fel och se till att ditt kretskort fungerar bra. God kontroll över lödpasta, värme, kontroll och kväve hjälper dig att skapa starka fogar och bättre kretskort.
Innovationer inom reflowlödningsprocessen
Ny teknik förändrar ständigt hur människor tillverkar kretskort. Det finns stora förbättringar inom reflow-lödning nu. Några nya saker är vakuum-reflow, smarta ugnar och att göra delar mindre. Dessa förändringar hjälper dig att göra bättre anslutningar. De gör också att kort håller längre. Mindre ytmonterade delar används oftare.
Vakuumåterflöde
Vakuumreflow använder en speciell ugnskammare. Denna kammare tar ut luft och gaser under lödningen. Den hjälper till att minska porer i lödfogar till endast 1–2 %. Med vakuumreflow blir fogarna starkare. Värme transporteras bättre genom kortet. Detta är viktigt för bilar och flygplan. Ditt kretskort kan hålla längre och hantera mer påfrestningar. Färre svaga punkter innebär bättre prestanda.
Tips: Vakuumreflow hjälper dig att få starka och pålitliga anslutningar. Det är utmärkt för ytmonterade enheter.
Smarta ugnar
Smarta ugnar ger dig mer kontroll över lödningen. De använder sensorer för att övervaka temperaturen hela tiden. Problem upptäcks tidigt med dessa ugnar. Du kan se hur smarta ugnar stoppar defekter i tabellen nedan:
Typ av fel | Inverkan på kvalitet | Tips om förebyggande |
|---|---|---|
Fel på värmaren | Dålig lödning, skadade komponenter | Kontrollera värmare, använd realtidsaviseringar |
Transportbandskalibreringsdrift | Fler defekter, som överbryggning | Kalibrera ofta, spåra transportbandets hastighet |
Problem med termiskt spill | Inkonsekvent lödning, skador på kretskort | Håll koll på temperaturzonerna, undvik stora temperaturskillnader |
Inkonsekvenser i luftflödet | Otillförlitlig lödning, fler fel | Rengör filter, mät värmeöverföring |
Fel på kylsystemet | Mer skada, kostsam omarbetning | Håll kylningen ren, övervaka kylzonerna |
Smarta ugnar Håll temperaturen stabil inom ±2 °C. Detta ger dig bra resultat och färre problem. Du sparar tid och pengar genom att åtgärda problem tidigt.
Miniatyrisering för PCB-montering
Att göra delar mindre har förändrat kretskortsmonteringen. Numera använder man små plattor och små ytmonterade delar. Lödavlagringar är också mindre. Ibland bildas bara ett lödkorn. Detta kan göra fogarna svagare. För att åtgärda detta kyls det ner snabbare, över 2 °C per sekund. Nya lödpastaformler hjälper också.
Fler ytmonterade enheter får plats på varje kretskort.
Lödpastafläckarna är mindre, så kontrollen måste vara exakt.
Pick-and-place-maskiner använder två filer för att gå snabbare.
Driftstemperaturerna är högre, särskilt med blyfritt lödtenn.
Lödpastas kemi har förändrats för hög värme.
Du kan bygga mer komplexa kort och arbeta snabbare. Dessa förändringar hjälper dig att möta behoven från ny elektronik. Varje millimeter räknas nu.
Obs: Den globala marknaden för reflowugnar växer snabbt. Detta visar hur viktiga dessa nya idéer är för tillverkning av kretskort.
Du använder reflowlödning för att tillverka starka kretskort för ny elektronik. Den här processen låter dig kontrollera värmen mycket bra. Det hjälper dig att få stabila lödfogar och färre problem.
Försiktig temperaturkontroll skyddar delarna från skador.
Bra lödpasta och flussmedel gör att delarna fäster bättre.
Att kontrollera brädor och använda kväve gör att de fungerar längre.
Smarta ugnar och maskiner hjälper till att förhindra misstag.
Elektronik blir mindre och svårare att bygga. Du bör välja reflow-lödning för att lösa dessa problem och få produkter att hålla länge.
FAQ
Vad är det huvudsakliga syftet med reflowlödning?
Du använder reflowlödning för att fästa elektroniska delar på ett kort. Denna process smälter lödpasta för att göra starka kopplingarDet hjälper dig att bygga pålitliga och högkvalitativa kort för många enheter.
Kan man använda reflowlödning för båda sidor av ett kretskort?
Ja, du kan använda reflowlödning på båda sidor. Du löder först ena sidan, vänder sedan kortet och upprepar processen. Den här metoden fungerar bra för komplexa kretskort.
Hur förhindrar man defekter vid reflowlödning?
Du kontrollerar temperaturprofilen och använder rätt lödpasta. Du kontrollerar även kortet med inspektionsverktyg. Dessa steg hjälper dig att undvika vanliga problem som tombstoning eller överbryggning.
Varför används kväve vid reflowlödning?
Du använder kväve för att minska oxidation under lödning. Denna gas hjälper dig att få renare fogar och färre defekter. Kväve förbättrar också lödförbindningarnas styrka.
Vad är skillnaden mellan reflow-lödning och våglödning?
Du använder omlödningslödning för ytmonterade delar. Våglödning fungerar bäst för genomgående håldelar. Omlödningslödning använder en uppvärmd ugn, medan våglödning använder en våg av smält lödtenn.