Vi uzas la refludan lutadan procezon por konekti partojn al cirkvitkarto (PCB). Ĉi tiu metodo varmigas lutaĵpaston ĝis ĝi fandiĝas. La fandita pasto tenas la partojn en loko. Multaj kompanioj elektas la refludan lutadan procezon por PCB-oj. Ĝi bone funkcias kun malgrandaj partoj kaj donas precizajn rezultojn. Ĝi ankaŭ taŭgas por aŭtomatigo. La refluda lutada procezo havas plurajn paŝojn. Unue, vi aplikas lutaĵpaston. Poste, vi metas la komponantojn. Poste, vi antaŭvarmigas la platon. Post tio, vi trempas ĝin. Poste, vi refludas la lutaĵon. Fine, vi malvarmigas la platon. Vi devas atenti pri difektoj kaj nova teknologio. Problemoj kiel ŝtonfalo aŭ levitaj kusenetoj povas okazi.
Jen kelkaj oftaj difektoj, kiujn vi eble vidos en la procezo de refloda lutado:
Difekto Tipo | Priskribo |
|---|---|
Komponenta Ŝovo | Konduktiloj kaj kusenetoj ne viciĝas ĉar partoj moviĝas dum varmigado. |
Tomboŝtono | Unu fino de ĉipo leviĝas dum la alia restas lutita. Tio okazas pro neegala varmigo. |
Saltita lutaĵo | Neniu lutaĵo sur kuseneto aŭ konduktilo. Tio povas kaŭzi malfermajn cirkvitojn. |
Levita Kuseneto | Kupraj kusenetoj defalas de la PCB pro tro da varmo aŭ streĉo. |
Spirotruo/Pingltruo | Malgrandaj truoj en lutaĵoj pro kaptita gaso. Ĉi tiuj truoj malfortigas la junton. |
Poluado/Kemia Restaĵo | Restantaj kemiaĵoj povas difekti metalon kaj kaŭzi cirkvitajn problemojn. |
Rompita Lutaĵa Junto | Lutaĵaj juntoj fendiĝas pro varmoŝanĝoj aŭ skuado. |
Dratorompiĝo | Dratoj rompiĝas ĉe lutaĵoj pro fleksado aŭ ŝoko. |
Perdo de Varmo | Lutaĵaj juntoj ne varmiĝas sufiĉe ĉar varmo foriras tro rapide. Tio malhelpas ĝustan lutadon. |
Reflua Lutada Procezo en PCB-Asembleo
Kio estas la procezo de reflua lutado?
Vi uzas la procezon de refloda lutado por alkroĉi partojn al cirkvitkarto. Unue, vi metas lutaĵpaston sur la kusenetojn. La pasto tenas la partojn en loko antaŭ varmigo. Poste, vi metas la partojn sur la platon. Vi certigas, ke ili kongruas kun la kusenetoj. Poste, vi varmigas la cirkvitkarton en refloda forno. La lutaĵpasto fandiĝas kaj konektas la kusenetojn kaj partojn. Post malvarmigo, vi kontrolas la platon por problemoj. Ĉi tiu procezo helpas vin fari fortajn kaj bonajn lutaĵjuntojn.
Ĉefaj Paŝoj en la Reflua Lutado-Procezo:
Metu lutaĵpaston sur la kusenetojn de la cirkvitkarto per ŝablono.
Metu la partojn sur la tabulon kaj vicigu ilin.
Varmigu la cirkvitan cirkviton en refluiga forno por fandi la lutaĵpaston kaj kunigi la partojn.
Kontrolu la tabulon por problemoj kaj certigu, ke ĝi estas bona.
Kial Uzi Reflow Soldering por PCB-oj?
Vi elektas la refludan lutadan procezon por cirkvitaj cirkvitoj ĉar ĝi bone funkcias kun malgrandaj kaj delikataj partoj. Ĉi tiu metodo permesas al vi pli bone kontroli la varmon, do vi protektas la partojn. Reflua lutado estas plej bona por surfacmunta teknologio (SMT), kiu estas multe uzata en nova muntado de cirkvitaj cirkvitoj. Kiam oni rigardas reflosan lutaĵon kaj ondlutaĵon, oni vidas kelkajn grandajn diferencojn:
aspekto | Reflua Lutado | Onda Soldado |
|---|---|---|
Laborante Principo | Partoj iras sur cirkvitan cirkviton kaj la lutaĵpasto estas varmigita en refluiga forno. | PCB-oj kun partoj moviĝas al ondlutaĵo, kie lutaĵondoj estas uzataj. |
Uzokutimoj | Uzata plejparte por SMT-asembleo. | Uzata ĉefe por tra-trua (THT) muntado. |
Lutadaj Bezonoj | Donas pli bonan veldadon per kontrolita varmo. | Faras multe da varmo, kiu povas damaĝi sentemajn partojn. |
Luta Komplekseco | Bezonas pli kompleksajn maŝinojn kaj kontrolojn. | Pli facila agordo, nur ŝanĝu veldajn agordojn. |
Avantaĝoj | Bonega por SMT, malpli da varmoŝoko, kaj malpli da laboristoj bezonataj. | Ŝparas tempon, kostas malpli, kaj faras fortajn lutaĵjuntojn. |
Ŝlosilo Profitoj
Kiam vi uzas la reflodan lutadan procezon, vi ricevas multajn bonajn aferojn:
Vi ricevas ordajn kaj egalajn lutaĵojn ĉar la varmo kaj malvarmigo estas kontrolitaj.
Vi povas fari multajn cirkvitojn samtempe, do vi laboras pli rapide kaj pli bone.
Maŝinoj faras la laboron, do homoj faras malpli da eraroj kaj vi riparas malpli.
Bona reflua lutado kreas glatajn juntojn, kiuj estas fortaj por elektro kaj tenado de partoj.
Ŝanĝante la varmon kaj uzante nitrogenon, vi ricevas malpli da problemoj kaj pli bonajn tabulojn.
Ĉi tiuj bonaj aferoj faras la refluan lutadan procezon la plej bona elekto por nova PCB-asembleo.
Stadioj de la Reflua Lutada Procezo
La procezo de refloda lutado havas multajn paŝojn. Ĉiu paŝo helpas fari fortajn konektojn sur via cirkvitkarto. Se vi sekvas ĉiun paŝon, vi povas haltigi problemojn kaj plibonigi vian asembleon.
Apliko de Solda Pasto
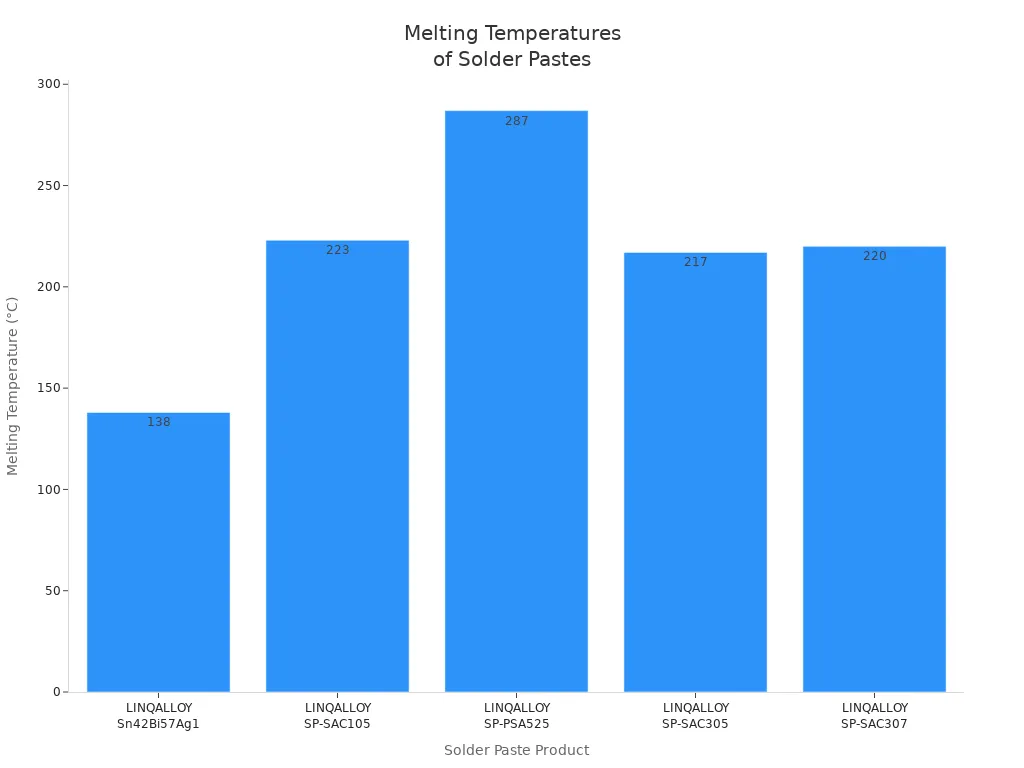
Unue, vi metas lutaĵpaston sur la cirkvitan cirkviton. La pasto enhavas etajn metalajn pecetojn kaj fluaĵon. Ĝi tenas surfacmuntajn aparatojn kaj aliajn partojn antaŭ varmigo. Vi uzas ŝablonon por meti paston nur sur la deziratajn kusenetojn. La speco de lutaĵpasto, kiun vi elektas, ŝanĝas la funkciadon kaj la bonan rezulton. Jen tabelo kun kelkaj lutaĵpastaj produktoj kaj kion ili faras:
Produkto | Priskribo | alojo | Distribuado de Eroj | Viskozeco (mPA.s) | Fandanta Temperaturo | breto vivo |
|---|---|---|---|---|---|---|
LINQALLOY Sn42Bi57Ag1 | Malalt-eŭtekta lutaĵpasto por LED-asembleo | Sn42Bi57Ag1 | Tipo 3, 4 | - | 138 ° C | 6 monatoj je 5 °C |
LINQALLOY SP-SAC105 | Senplumba lutaĵpasto desegnita por Surfacmuntada Teknologio (SMT) | SAC105 | Tipo 3, 4, 5 | 200 | 223 ° C | 6 monatoj je 5 °C |
LINQALLOY SP-PSA525 | Alta plumba lutaĵpasto desegnita por senŝtopiĝaj liveraĵaj ŝtipaligaj procezoj | Pb92.5Sn5Ag2.5 | Tipo 3, 4, 5 | 130 - 170 | 287 ° C | 6 monatoj je 5 °C |
LINQALLOY SP-SAC305 | Senplumba lutaĵpasto desegnita por Surfacmuntada Teknologio (SMT) | SAC305 | Tipo 3, 4 | 160 - 230 | 217 ° C | 6 monatoj je 5 °C |
LINQALLOY SP-SAC307 | Senplumba lutaĵpasto desegnita por Surfacmuntada Teknologio (SMT) | SAC307 | Tipo 3, 4, 5 | 190 - 230 | 220 ° C | 6 monatoj je 5 °C |
Vi ankaŭ povas elekti malsamajn fluksajn tipojn por via lutaĵpasto:
Fluaĵoj bazitaj sur kolofono uzas naturan kolofonon kaj bezonas specialajn purigilojn.
Akvosolveblaj fluaĵoj uzas organikajn materialojn kaj lavas per akvo aŭ aliaj purigiloj.
Ne-puriga fluo lasas preskaŭ nenion kaj estas plej bona por puraj lokoj.
Elekti la ĝustan lutaĵpaston kaj fluaĵon helpas vin atingi bonajn juntojn kaj fortan lutaĵon.
Komponenta Loko sur PCB
Post kiam vi surmetas la lutaĵpaston, vi aldonas la partojn al la cirkvitkarto. Vi devas esti tre singarda ĉi tie. Se vi metas parton en la malĝustan lokon, vi povas havi malfortajn juntojn aŭ problemojn. Plej multaj fabrikoj uzas maŝinojn por loki surfac-muntitajn partojn kaj aliaj pecoj. Ĉi tiuj maŝinoj estas tre precizaj. Ekzemple, la lokiga sistemo devus esti ĝuste ene de ±0.001″. La XY-toleremo estas kutime ±0.2mm. Vi ankaŭ devas certigi, ke la konduktiloj de ĉiu parto kovras la kusenetojn. La reguloj IPC-A-610 kaj J-STD-001 diras, ke vi bezonas almenaŭ duonon de la interkovro, kaj foje ĝis tri kvaronojn por platoj, kiuj devas daŭri longe.
Eĉ eta eraro, kiel movi parton je 0.1 mm, povas kaŭzi malbonan lutaĵon aŭ kurtajn cirkvitojn. Vi devas kontroli la direkton kaj pozicion de ĉiu parto por ke via cirkvitkarto funkciu ĝuste.
Antaŭvarmigado kaj Trempumado
Poste, vi metas la cirkvitan platon en la reflodan fornon por antaŭvarmigo kaj trempado. Vi malrapide varmigas la platon kaj partojn por prepari ilin por lutado. Ĉi tiu paŝo haltigas termikan ŝokon kaj lasas la fluaĵon funkcii. La varmo, kiun vi uzas, dependas de via lutaĵpasto. Jen tabelo kun normalaj intervaloj:
Solda Tipo | Antaŭvarmiga Temperaturintervalo | Trempa Temperaturo-Intervalo |
|---|---|---|
Gvidita | 25 ° C al 150 ° C | 150 ° C al 200 ° C |
Senplumba | Ĝis 180 ° C | 180 ° C al 220 ° C |
Kutime oni agordas antaŭvarmigon inter 120°C kaj 160°C. La trempado varias de 160°C ĝis 180°C. Por senplumba lutado, oni povas uzi antaŭvarmigon de 150°C ĝis 190°C kaj trempadon ĉirkaŭ 217°C. Se oni bone regas la varmon, la lutaĵpasto fandiĝas egale kaj oni evitas problemojn.
Reflua Stadio
La reflofazo estas la plej grava parto. Vi varmigas la cirkvitan cirkviton ĝis la fandiĝas lutaĵpasto kaj kreas solidajn juntojn inter kusenetoj kaj partoj. La temperaturprofilo estas tre grava ĉi tie. Vi devas atingi la ĝustan supran temperaturon kaj teni ĝin dum la ĝusta tempo. Tro da varmo povas damaĝi partojn aŭ kaŭzi fendetojn. Ne sufiĉe da varmo signifas, ke la lutaĵo ne tute fandiĝas, kaj vi ricevas malfortajn juntojn.
La maksimuma temperaturo kaj kiom longe vi tenas ĝin ŝanĝas la kvaliton de viaj lutaĵoj.
Tro longa tenado povas difekti materialojn kaj pliverŝigi paneojn.
Vi devas atente observi la varmon por akiri fortajn kaj sekurajn artikojn.
malvarmigo
Post reflodado, vi bezonas malvarmigi la cirkvitan cirkviton. Malvarmigo malmoligas kaj fortigas la lutaĵajn juntojn. Vi devas kontroli la rapidecon de malvarmigo por ĉesigi termikan ŝokon kaj konservi la partojn sekuraj. La plej bona malvarmiga rapideco estas 3–6 °C po sekundo. Se vi malvarmigas tro malrapide, vi ricevas grandajn grajnojn en la lutaĵo, kio malfortigas la juntojn. Se vi malvarmigas tro rapide, vi povas fleksi partojn aŭ fendi la juntojn.
Konsilo: Konservi konstantan malvarmigan rapidon helpas vin akiri fortajn lutaĵjuntojn kaj bonajn cirkvitajn cirkvitojn. Ĉiam atentu la malvarmigan paŝon por eviti problemojn.
Ĉiu paŝo en la procezo de refloda lutado estas grava por ke via cirkvitkarto funkciu bone. Se vi atentas la lutaĵpaston, la lokigon de partoj, la varmokontrolon kaj la malvarmigon, vi povas fari fortajn juntojn kaj haltigi oftajn problemojn.
Avantaĝoj por PCB-oj
Precizeco kaj Aŭtomatigo
Reflua lutado helpas vin loki partojn tre precizeMaŝinoj metas lutaĵpaston nur kie ĝi estas bezonata. Tio taŭgas por platoj kun multaj etaj partoj. La forno tenas la varmon konstanta, do partoj ne tro varmiĝas aŭ malvarmiĝas. Tio helpas malhelpi erarojn kaj kreas fortajn konektojn. Vi povas aldoni malgrandajn partojn per maldikaj kabloj sen fari lutaĵpontojn. Aŭtomatigo uzas pren-kaj-lokigajn maŝinojn por meti partojn sur la platon. Ĉi tiuj maŝinoj funkcias rapide kaj ne faras multajn erarojn. Specialaj inspektmaŝinoj serĉas problemojn. Tio helpas vin scii, ke via plato estas bone farita.
Lutaĵpasto iras ĝuste kie ĝi devus por etaj partoj
Konstanta varmo haltigas streson kaj malpliigas erarojn
Prenu-kaj-loku maŝinojn metas partojn en la ĝustan lokon
Inspektmaŝinoj trovas problemojn frue
escalabilidad
Reflua lutado ebligas al vi rapide fari multajn platojn. Se vi bezonas milojn da platoj, maŝinoj helpas vin labori rapide. Vi povas uzi ĉi tiun procezon por grandaj kvantoj aŭ nur kelkaj platoj. Kiam vi faras pli da platoj, ĉiu kostas malpli. Jen tabelo, kiu montras kiel reflutado helpas vin fari pli da platoj:
escalabilidad | Bona por pli ol 10,000 tabuloj | Funkcias por malgrandaj aroj aŭ malpli ol 1,000 tabuloj |
|---|---|---|
produktado rapido | Pli rapide kun maŝinoj | Pli malrapida, ofte farita permane |
Kosto por unuo | Pli malalte kiam vi faras multe | Pli alte kiam vi faras nur kelkajn |
fleksebleco
Reflua lutado funkcias por multaj specoj de platplataj dezajnoj. Ĝi estas bonega por Surfacmuntada Teknologio. Ĉi tio permesas al vi meti partojn rekte sur la platon. Vi povas uzi malsamajn specojn de pakaĵoj en unu ciklo. Ĉi tio faras refluadon taŭga por novaj elektronikaĵoj, kiuj bezonas zorgeman laboron. Vi povas konstrui platojn kun partoj sur ambaŭ flankoj kaj miksi multajn specojn de partoj en unu procezo.
Konsilo: Reflua lutado ebligas al vi desegni platojn kun multaj partoj kaj malvastaj spacoj.
fidindeco
Reflua lutado faras fortaj kaj sekuraj artikojLa forno tenas la varmon ĝuste taŭgan por fari bonajn konektojn. Vi povas testi vian platon per termikaj ŝoktestoj. Tio kontrolas ĉu la juntoj restas fortaj kiam la temperaturo ŝanĝiĝas. Maldika tavolo ĉe la junto igas ĝin pli forta. Se la tavolo estas tro dika, la junto povas rompiĝi. Reflua lutado helpas teni la tavolon maldika, do via plato daŭras pli longe.
Termikaj ŝoktestoj kontrolas ĉu la artikoj estas fortaj
Maldikaj tavoloj ĉe la artikoj plibonigas ilin
Konstanta hejtado kaj malvarmigo kreas malfacilajn konektojn
Difektopreventado en Reflow Soldering
Vi volas, ke via cirkvitkarto daŭru longe. Vi bezonas ĉesigi difektojn dum refloda lutado. Ĉi tiu parto klarigas kiel kontroli varmon, elekti lutaĵpaston, kontroli viajn platojn, uzi nitrogenon kaj solvi problemojn. Ĉiu paŝo helpas vin fari fortajn konektojn kaj pli bonajn platojn.
Temperaturo Profilado
Vi devas observi la temperaturon ĉe ĉiu paŝo. Bona temperaturkontrolo haltigas difektojn kaj tenas vian cirkvitan platon sekura. Vi uzas specialajn ilojn por kontroli la varmon sur la plato. Jen kelkaj konsiloj:
Malrapide pliigu la varmon dum antaŭvarmigo. Tenu la plialtiĝon inter 0.5 °C kaj 2.0 °C po sekundo. Tio haltigas termikan ŝokon kaj ekigas la fluon funkcii.
Tenu la trempadfazon je 150°C ĝis 180°C dum 60-120 sekundoj. Tio tenas la varmon egala sur la cirkvito.
Agordu la pinton de la refluo-fazo je 20-30 °C super la fandopunkto de la lutaĵo. Tenu la tempon super likviduson (TAL) inter 30-90 sekundoj.
Malvarmigu la tabulon je 2-4 °C ĉiusekunde. Tio helpas fari fortajn juntojn.
Uzu bonajn termikajn ilojn por akiri la ĝustajn varmodatumojn.
Kontrolu pli ol unu tabulon por vidi ĉu fornoj estas malsamaj.
Observu kaj ŝanĝu profilojn ofte por teni la rezultojn stabilaj.
Ĉiam legu la datenfolion de la lutaĵpasto por specialaj varmobezonoj.
Konsilo: Zorgema temperaturkontrolo helpas vin malhelpi difektojn kaj subtenas la bonan funkciadon de via cirkvitkarto.
Lutaĵpasto kaj fluo
Vi devas elekti la plej bonan lutaĵpaston kaj fluaĵon por via cirkvitkarto. La tipo de lutaĵpasto ŝanĝas kiom bone lutado funkcias kaj kiom da difektoj vi ricevas. Rigardu la alojon, pulvoran tipon kaj mikrostrukturon. Sfera pulvoro kun malalta oksido faras pli bonajn juntojn. Adaptu la lutaĵpaston al via plato kaj kusenetograndeco. Pulvoroj de Tipo 3 ĝis Tipo 6 funkcias por malsamaj kusenetograndecoj kaj helpas ĉesigi pontiĝon.
Multaj aferoj en presado per lutaĵpasto povas ŝanĝi la oftecon de difektoj. Jen tabelo, kiu montras kio plej gravas:
nivelo | Faktoro Priskribo |
|---|---|
1 | Ŝablona malfermaĵformo laŭ kiel ĝi estas farita |
2 | Akordigo de lutaĵopasto |
3 | Efikoj de atendtempo |
4 | Elekto de la materialo de la ŝvabrilo |
5 | Agordoj de la presilo |
6 | Agordoj de refluiga lutado |
Vi ankaŭ devas elekti la ĝustan fluaĵon. Kolofon-bazita fluaĵo bezonas specialan purigadon. Akvosolvebla fluaĵo forlaviĝas per akvo. Nepurigata fluaĵo preskaŭ nenion lasas. La ĝusta lutaĵpasto kaj fluaĵo helpas vin atingi fortajn juntojn kaj malpli da difektoj.
Inspektaj Metodoj
Vi devas kontroli vian cirkvitan cirkviton post lutado por frue trovi problemojn. Vi uzas diversajn metodojn por serĉi difektojn. Jen tabelo, kiu montras la plej oftajn metodojn:
Inspekta Metodo | Priskribo |
|---|---|
Inspekto vida | Homoj serĉas difektojn per la okulo. |
Aŭtomatigita Optika Inspektado (AOI) | Fotiloj kaj programaro trovas mankantan lutaĵon kaj difektitajn partojn. |
X-radia Inspektado | Trovas kaŝitajn problemojn kiel malplenojn kaj lutaĵpontojn ene de la cirkvitkarto. |
Funkcia Atesto | Kontrolas ĉu la cirkvitkarto funkcias tuj post la muntado. |
AOI uzas fotilojn por trovi mankantajn partojn kaj difektitajn juntojn. Rentgenradioj rigardas internen de la cirkvitkarto por trovi fendetojn kaj truojn. Funkcia testado kontrolas ĉu la cirkvitkarto funkcias. Vi uzas ĉi tiujn metodojn por kapti problemojn antaŭ ol ili plimalboniĝas.
Kontrolita Atmosfero
Vi povas uzi nitrogenon dum refloda lutado. Nitrogeno helpas vin fari pli bonajn juntojn kaj pli fortajn tabulojn. Jen tabelo kiu montras la avantaĝojn:
profito | Priskribo |
|---|---|
Oksida formado | Nitrogeno malaltigas oksidojn dum lutado. |
Plibonigo de malsekebleco | Lutaĵo fluas pli bone kaj faras pli fortajn juntojn. |
Reduktitaj difektoj | Vi ricevas malpli da problemoj kiel malbona lutaĵo kaj pontado. |
Fleksebleco en fluoselektado | Vi povas uzi pli da flukstipoj ĉar la aero estas kontrolita. |
Postpurigaj postuloj | Vi pasigas malpli da tempo purigante post lutado. |
Plibonigita fidindeco | Lutado en nitrogeno plilongigas la daŭron de via cirkvito. |
Noto: Uzi nitrogenon en reflua lutado helpas vin fari fortajn juntojn kaj malaltigas difekto-oftecojn.
Oftaj Difektoj kaj Solvoj
Vi eble vidos problemojn kiel ŝtonumadon, ponton, kaj malplenojn en via cirkvitkarto. Vi povas solvi ĉi tiujn sekvante bonajn paŝojn. Jen listo de solvoj:
Faru la ŝablonajn malfermaĵojn je 80-90% de la kusenetograndeco kaj kongruu kun la aranĝo de la cirkvitkarto.
Kontrolu la kvanton de lutaĵpasto. Uzu ŝablonan dikecon de 0.1-0.15 mm por malgrandaj partoj por ĉesigi troan kvanton da pasto.
Ŝanĝu la refluan profilon. Uzu malrapidan plirapidiĝon (1-3 °C po sekundo) en antaŭvarmiĝo por ĉesigi rapidan fandadon de la lutaĵo.
Kontrolu la lokigon de la peco. Uzu bonajn pren-kaj-lokigajn maŝinojn por preciza lokigo.
Ekvilibru la refluan profilon. Agordu antaŭvarmigon je 150-180 °C dum 60-90 sekundoj por konservi la varmon egale.
Faru la dezajnon de la kusenetoj sama. Certigu, ke la kusenetoj sub la partoj havas la saman grandecon kaj formon.
Kontrolu la lutaĵpaston sur la kusenetoj. Uzu SPI-ilojn por certigi, ke la pasto estas egala sur ambaŭ kusenetoj.
Plibonigu la lokigon. Kalibru pren-kaj-lokigajn maŝinojn por meti partojn ene de ±0.05 mm.
Vi sekvas ĉi tiujn paŝojn por haltigi oftajn difektojn kaj konservu vian cirkvitan cirkviton funkciantan bone. Bona kontrolo de lutaĵpasto, varmo, kontrolado kaj nitrogeno helpas vin fari fortajn juntojn kaj pli bonajn platojn.
Novigoj en la Reflow Soldering Process
Nova teknologio daŭre ŝanĝas la manieron kiel homoj fabrikas cirkvitajn cirkvitojn. Nun estas grandaj plibonigoj en refloda lutado. Kelkaj novaĵoj estas vakua reflodado, inteligentaj fornoj kaj la plimalgrandigado de partoj. Ĉi tiuj ŝanĝoj helpas vin fari pli bonajn konektojn. Ili ankaŭ igas platojn daŭri pli longe. Pli malgrandaj surfac-muntitaj partoj estas uzataj pli ofte.
Vakua Refluo
Vakua refluigo uzas specialan fornkameron. Ĉi tiu kamero forigas aeron kaj gasojn dum lutado. Ĝi helpas redukti malplenojn en lutaĵjuntoj al nur 1-2%. Kun vakua refluigo, juntoj fariĝas pli fortaj. Varmo moviĝas pli bone tra la plato. Ĉi tio gravas por aŭtoj kaj aviadiloj. Via cirkvitkarto povas daŭri pli longe kaj elteni pli da ŝarĝo. Malpli da malfortaj punktoj signifas pli bonan rendimenton.
Konsilo: Vakua refluo helpas vin akiri fortajn kaj fidindajn konektojn. Ĝi estas bonega por surfacmuntaj aparatoj.
Inteligentaj Fornoj
Inteligentaj fornoj donas al vi pli da kontrolo pri lutado. Ili uzas sensilojn por konstante observi la temperaturon. Problemoj troviĝas frue ĉe ĉi tiuj fornoj. Vi povas vidi kiel inteligentaj fornoj haltigas difektojn en la suba tabelo:
Tipo de misfaro | Efiko sur Kvalito | Antaŭzorgo-Konsiletoj |
|---|---|---|
Hejtila Fiasko | Malbona lutado, difektitaj komponantoj | Kontrolu hejtilojn, uzu realtempajn alarmojn |
Transportila Kalibrada Drifto | Pli da difektoj, kiel pontado | Ofte kalibru, spuru la rapidon de la transportilo |
Problemo pri Termika Disverŝiĝo | Nekonstanta lutado, difekto de la cirkvitkarto | Atentu temperaturzonojn, evitu grandajn temperaturinterspacojn |
Aerfluaj Nekonsekvencoj | Nefidinda lutado, pli da fiaskoj | Purigu filtrilojn, mezuru varmotransigon |
Malsukceso de Malvarmiga Sistemo | Pli da damaĝo, multekosta riparado | Tenu malvarmigon pura, monitoru malvarmigajn zonojn |
Inteligentaj fornoj tenu la temperaturon konstanta ene de ±2 °C. Tio donas al vi bonajn rezultojn kaj malpli da problemoj. Vi ŝparas tempon kaj monon solvante problemojn frue.
Miniaturigo por PCB-Asembleo
Malgrandigi partojn ŝanĝis la muntadon de cirkvitkartoj. Nun oni uzas etajn kusenetojn kaj malgrandajn surfac-muntitajn partojn. Lutaĵaj deponaĵoj ankaŭ estas pli malgrandaj. Iafoje, nur unu lutaĵa greno formiĝas. Tio povas malfortigi la juntojn. Por ripari tion, oni malvarmigas pli rapide, super 2 °C sekunde. Novaj formuloj por lutaĵpasto ankaŭ helpas.
Pli da surfacmuntaj aparatoj taŭgas sur ĉiu cirkvitkarto.
Makuloj de lutaĵpasto estas pli malgrandaj, do kontrolo devas esti preciza.
Prenu kaj loku maŝinojn uzas du lenojn por iri pli rapide.
Funkciaj temperaturoj estas pli altaj, precipe ĉe senplumba lutaĵo.
La kemio de lutaĵpasto ŝanĝiĝis por alta varmo.
Vi povas konstrui pli kompleksajn tabulojn kaj labori pli rapide. Ĉi tiuj ŝanĝoj helpas vin plenumi la bezonojn de novaj elektronikaĵoj. Ĉiu milimetro gravas nun.
Noto: La tutmonda merkato por refluaj fornoj rapide kreskas. Tio montras kiom gravaj estas ĉi tiuj novaj ideoj por la fabrikado de cirkvitaj cirkvitoj.
Oni uzas reflosan lutaĵon por fari fortajn cirkvitajn cirkvitajn cirkvitojn (PCB) por novaj elektronikaĵoj. Ĉi tiu procezo ebligas al vi bone kontroli la varmon. Ĝi helpas vin akiri solidajn lutaĵjuntojn kaj malpli da problemoj.
zorga kontrolo de temperaturo gardas partojn sekuraj kontraŭ difekto.
Bona lutaĵpasto kaj fluaĵo helpas partojn pli bone algluiĝi.
Kontrolado de tabuloj kaj uzado de nitrogeno igas ilin funkcii pli longe.
Inteligentaj fornoj kaj maŝinoj helpas ĉesigi erarojn.
Elektroniko fariĝas pli malgranda kaj pli malfacile konstruebla. Vi devus elekti reflandan lutadon por solvi ĉi tiujn problemojn kaj igi produktojn daŭri.
FAQ
Kio estas la ĉefa celo de reflua lutado?
Vi uzas reflodan lutadon por alkroĉi elektronikajn partojn al plato. Ĉi tiu procezo fandas lutaĵpaston por fari fortaj ligojĜi helpas vin konstrui fidindajn kaj altkvalitajn tabulojn por multaj aparatoj.
Ĉu oni povas uzi refluan lutadon por ambaŭ flankoj de PCB?
Jes, vi povas uzi reflodan lutadon ambaŭflanke. Vi unue lutas unu flankon, poste turnas la platon kaj ripetas la procezon. Ĉi tiu metodo bone funkcias por kompleksaj presitaj cirkvitplatoj.
Kiel oni evitas difektojn dum reflua lutado?
Vi kontrolas la temperaturprofilon kaj uzas la ĝustan lutaĵpaston. Vi ankaŭ kontrolas la platon per inspektiloj. Ĉi tiuj paŝoj helpas vin eviti oftaj problemoj kiel tomboŝtono aŭ pontado.
Kial oni uzas nitrogenon en reflua lutado?
Nitrogeno estas uzata por redukti oksidiĝon dum lutado. Ĉi tiu gaso helpas vin atingi pli purajn juntojn kaj malpli da difektoj. Nitrogeno ankaŭ plibonigas la forton de la lutaĵkonektoj.
Kio estas la diferenco inter refluiga kaj ondlutado?
Vi uzas refludan lutaĵon por surfac-muntitaj partoj. Ondlutado funkcias plej bone por tra-truaj partoj. Refluado uzas varmigitan fornon, dum ondlutado uzas ondon de fandita lutaĵo.