귀사의 IP68 등급 방수/방진 태블릿은 실험실 테스트를 통과했습니다. 하지만 이는 물류 창고 환경에서의 안전성과는 완전히 다릅니다. 정적 IEC 60529 침수 테스트와 24시간 연중무휴로 운영되는 콜드체인 유통 센터 환경 사이에는 프로그램 오류를 유발할 수 있는 큰 차이가 존재하며, 대부분의 OEM 엔지니어는 PVT(제품 보안 테스트) 이후에야 이러한 차이를 발견합니다.
방법은 다음과 같습니다. Wonderful PCB 대용량 창고 환경에 적합한 10.1인치 5G 3중 보호 태블릿을 설계하는 과정에서 실제로 어떤 문제가 발생했는지 살펴보겠습니다.
1. 프로젝트 개요
고객사는 대용량 유통 센터와 식품 및 의약품 화물을 처리하는 콜드체인 시설을 포함하는 1급 물류 네트워크를 운영하고 있었습니다. 기존에 사용하던 소비자용 내구성 태블릿이 창고 바닥에 보관된 지 90일 이내에 고장나는 문제가 발생했습니다. 화면이 깨지고, 냉장 트럭 운송 후 밀봉 부분에서 누출이 발생하며, 금속 선반 근처에서 Wi-Fi 연결이 끊기는 등의 문제가 있었습니다.
요구 사항은 구체적이었습니다. 지게차 장착 시 발생하는 진동, 콘크리트 바닥 낙하, 영하 25°C의 냉동 창고에서 영상 55°C의 트레일러 내부까지의 급격한 온도 변화, 그리고 500,000만 평방피트 규모의 철골 구조물 내부에서 밀집된 Wi-Fi 6/프라이빗 LTE 환경을 견딜 수 있는 10인치 5G 안드로이드 태블릿을 제작해야 했습니다. IP68 방수 등급, MIL-STD-810H 낙하 저항, 바코드 스캐너 모듈, NFC, GPS, 그리고 최소 8,000mAh 배터리가 필수적이었습니다. 부품 공급은 5~7년간 보장되어야 했습니다.
그 후 아이디어 구상부터 대량 생산까지 14개월이 걸렸고, 그 과정에서 프로그램이 거의 무산될 뻔한 세 번의 순간이 있었습니다.
2. 고객 요구사항 및 기술 사양
기능적 목표:
- 장갑을 낀 상태에서도 터치가 가능하고 햇빛 아래에서도 잘 보이는 10.1인치 FHD 디스플레이
- 2D 바코드 스캐너 모듈, NFC, GPS 통합
- LTE (선택 사항으로 5G sub-6GHz 지원)
- 키오스크 모드 및 기업용 OTA 업데이트를 지원하는 안드로이드 기기
- 창고 관리 시스템 및 ERP 호환성
환경 목표:
- IP68: IEC 60529 규격에 따라 1.5m 수심에서 30분간 침수 가능
- MIL-STD-810H 낙하 저항성: 콘크리트 바닥에 1.5m 높이에서 다양한 방향으로 떨어뜨려도 견딜 수 있음
- 작동 온도: -20°C ~ 60°C
- 고습도 환경에서의 사이클링, 지게차 장착 프로파일별 진동
공급망 목표:
- 5~7년 부품 수명 주기
- 검증된 Android BSP를 탑재한 산업용 SoC
- 메모리 및 전력 관리 IC에 대한 제2 공급업체 검증
콜드체인 규정 준수는 대부분의 프로그램에서 간과하는 중요한 요소를 추가했습니다. 식품 및 의약품 팔레트에 대한 FSMA 및 HACCP 요구 사항은 수분 유입에 대한 무관용 원칙을 의미합니다. 전체 물탱크에서 누수가 발생하는 경우 모든 제품을 교체해야 합니다. 이러한 비용 부담 요인이 이후 모든 밀봉 결정에 영향을 미쳤습니다.
3. 시스템 아키텍처 및 플랫폼 선정
SoC 평가는 크게 두 가지 경로로 나뉘었습니다. 퀄컴의 산업용 스냅드래곤 플랫폼과 미디어텍의 견고한 태블릿 칩셋 솔루션.
미디어텍 옵션은 납기가 더 짧고 BOM 비용이 더 낮았습니다. 하지만 퀄컴은 이번 구축에 있어 중요한 세 가지 요소, 즉 밀집된 다중 경로 환경에서의 RF 안정성, 장기적인 안드로이드 BSP 지원 약속, 그리고 5~7년의 제품 수명 주기를 위한 안정적인 제2 공급망 확보를 통해 최종 선정되었습니다.
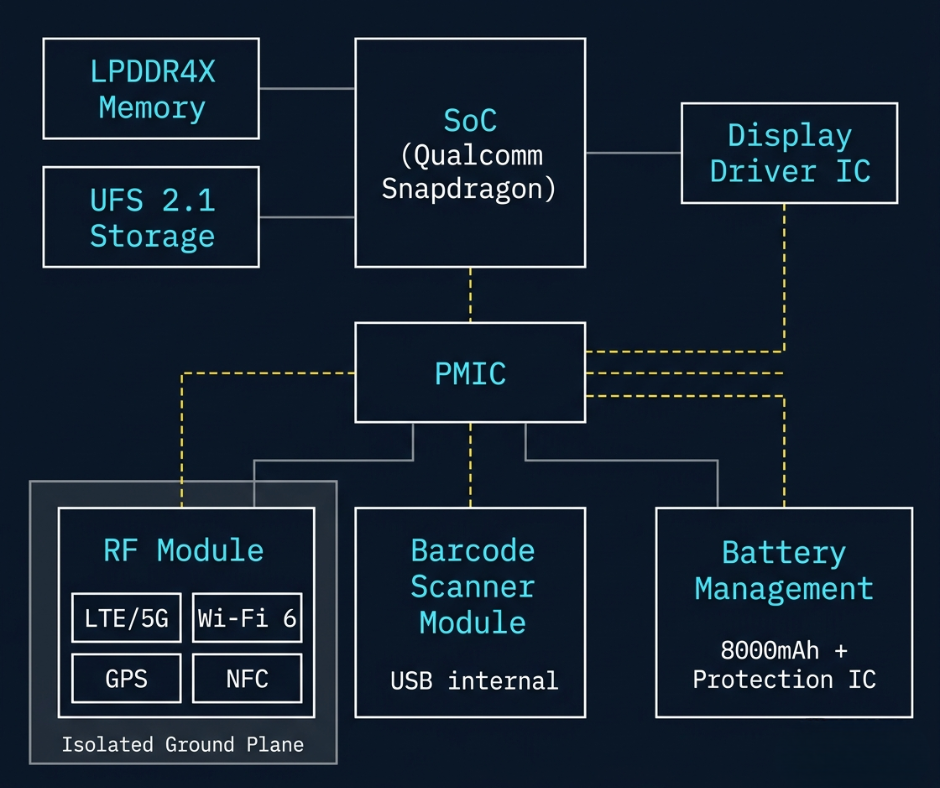
하드웨어 블록 아키텍처 다섯 가지 하위 시스템을 중심으로 구성되었습니다.
SoC는 디스플레이 드라이버, 메모리 스택 및 PMIC를 구동했습니다. RF 모듈은 자체 접지면을 갖춘 별도의 PCB 영역에 위치했습니다. 바코드 스캐너 모듈은 전용 펌웨어 파티션을 통해 내부적으로 USB로 연결되었습니다. 8,000mAh 배터리 스택은 산업용 등급의 보호 IC를 사용하여 영하 20°C까지 저온 시동 전압 안정화 기능을 제공했는데, 이는 냉동실 작동에 필수적인 요소입니다.
8층 HDI PCB는 차동 쌍에 대한 제어 임피던스 라우팅, ±0.1mm 이내의 DDR 길이 매칭, 그리고 RF 및 로직 도메인 간의 완벽한 전력 평면 절연을 구현했습니다. 이 모든 것은 흔한 일입니다.
특이한 점은 전체 조립품을 높은 곳에서 떨어뜨렸을 때 일어난 일이었다.
4. HDI PCB 및 RF 엔지니어링
4.1 데이터시트에 아무도 언급하지 않는 PCB 고장
DVT와 PVT 사이에서 이 프로그램은 어떤 부품 데이터시트에도 나와 있지 않은 어떤 문제 때문에 거의 중단될 뻔했습니다. 낙하 테스트 중 섀시의 휨 현상으로 인해 BGA 솔더 접합부에 균열이 발생했습니다.
마그네슘 강화 하우징이 1.5~2m 높이에서 콘크리트 바닥에 부딪히면 부러지지 않고 약간 휘어집니다. 다이캐스팅된 마그네슘 합금 프레임의 탄성 계수는 약 45GPa입니다. 모서리 충격을 받으면 프레임이 미세하게 변형되면서 전단 응력이 전원 레일, 고속 차동 쌍, 배터리 커넥터 패드와 같은 고응력선을 따라 PCB에 직접 전달됩니다. 영하 20°C에서는 FR-4 라미네이트가 취성을 띠게 됩니다. 이러한 요소들이 결합되면 BGA에 균열이 발생할 가능성이 매우 높아집니다.
연구팀은 DVT 장치의 PCB에 직접 부착된 미세 변형률 게이지를 사용하여 의심되는 부위를 계측했습니다. 콘크리트 모루에 떨어뜨린 후 실시간 미세 변형률을 기록했습니다. 측정된 최대 변형률은 해당 부위에서 800~1,200 µε에 달했는데, 이는 BGA 언더필이 반복적인 충격으로 접착력을 잃기 시작하는 임계값인 500 µε를 훨씬 웃도는 수치입니다.

해결책은 제품 사양서에서 나온 것이 아니었습니다. 이는 가장 높은 하중을 받는 패키지에만 0.2mm 스테인리스 보강재와 모서리 접착 에폭시를 추가하고, 내부 스크류 보스를 재배치하여 섀시 비틀림을 0.3° 미만으로 제한하는 응력 케이지를 만든 결과입니다. 해당 데이터는 내부 공정 기록부에 보관되어 있으며, MIL-STD-810H 테스트 보고서에서는 찾아볼 수 없습니다.
PVT 툴은 하우징 형상을 고정합니다. 중간 단계에서 하우징을 수정해야 하는 경우 새로운 하드웨어 툴링이 필요하며, 이는 6~12주가 소요되고 50,000만 달러에서 150,000만 달러의 비용이 발생합니다. PVT 단계가 아닌 DVT 단계에서 이 문제를 발견한 것이 지연과 프로그램 재시작을 막는 중요한 차이였습니다.
4.2 금속 보강 하우징에서의 RF 안정성
이론적으로는 금속 보강 하우징 내의 RF 신호를 안테나 배치 및 접지면 문제로 다룹니다. 하지만 물류 창고와 같은 환경에서는 이러한 이론이 적용되지 않습니다.
금속 섀시와 마그네슘 프레임은 공진 공동을 형성합니다. 하우징이 팽창함에 따라 온도가 변할 때, 사용자의 손아귀 힘에 따라 접지면이 변할 때, 그리고 지게차나 철제 랙이 움직일 때와 같이 주변 환경이 변화함에 따라 공진 모드가 바뀝니다. 시뮬레이션은 자유 공간에서의 성능을 예측합니다. 하지만 8미터 높이의 철제 랙 사이에 서서 견고한 태블릿을 세로 방향으로 들고 있고, 3미터 거리에서 지게차가 지나가는 상황에서 발생하는 현상은 예측하지 못합니다.
이러한 시나리오에서 Wi-Fi 6 및 4G 대역은 8~15dB의 널 시프트(null shift)를 보입니다. LTE/5G MIMO 처리량은 두 안테나 모두 단일 포트 매칭 네트워크로는 해결할 수 없는 비상관 페이딩에 직면하기 때문에 급격히 감소합니다. 현장에 배치된 장비에서 얻은 데이터는 이러한 현상을 일관되게 보여주었습니다. 무반향실 수치보다 유효 범위가 25~40% 낮습니다.
이 솔루션은 다양한 방향 및 부하 조건에 걸쳐 내부 FPC 안테나 튜닝이 필요했으며, EMI 영향을 줄이기 위해 PMIC를 중심으로 RF 차폐를 설계하고, RF 챔버뿐 아니라 실제 창고 환경에서 접지면 최적화를 검증했습니다. FCC 및 CE 규격 준수 테스트는 현장 조건 튜닝 후에 진행되었으며, 그 전에는 진행되지 않았습니다.
5. 3중 검증 구조 공학
5.1 IP68 방수: 실제 고장 원인
대부분의 OEM 엔지니어들이 IP68에 대해 잘못 이해하는 점은 다음과 같습니다. 가스켓은 현장에서 고장이 발생하는 원인이 아닙니다.
IEC 60529 침수 시험은 정적 시험입니다. 실온에서 압력 변화 없이 30분 동안 진행됩니다. 하지만 창고의 냉장 보관 장치는 완전히 다른 상황에 놓입니다. 견고한 태블릿 형태의 장치는 낮 시간 동안 트레일러 내부에서 적재되는 동안 55~70°C까지 가열됩니다. 내부 공기가 팽창하여 미세한 통로를 통해 배출됩니다. 그런 다음 영하 25°C의 냉동실로 이동합니다. 하우징이 수축하고 내부 공기가 냉각되면서 -5~-15kPa의 진공이 발생합니다. 이 진공은 분해 시 겉보기에는 멀쩡해 보이는 개스킷을 통해 물을 빨아들입니다. 하지만 실제 고장은 개스킷 자체가 아니라 음압 하에서 하우징 벽이 0.1~0.2mm 정도 변형된 데 있습니다.
사후 분해 결과, 가스켓은 흠집 하나 없이 깨끗했지만 하우징 가장 낮은 지점이나 포트 도어 이음새 주변에 물 자국이 나타났습니다. 가스켓은 불량이었지만 하우징은 휘어졌습니다.
대응책: 정밀하게 보정된 Gore 마이크로 브리더 멤브레인은 IP68 등급을 충족하며 0.5~1mL/min의 공기 흐름을 통과시키고, FEA 압력 매핑을 통해 벽면 변형을 0.05mm 미만으로 유지합니다. 브리더가 없으면 최고급 불소실리콘 개스킷조차도 냉장 보관 환경에서 6~18개월 내에 제 기능을 하지 못합니다.

추가 밀봉 구조:
- 모든 외함 연결부에 이중 실리콘 개스킷 적용
- 스피커 및 마이크 포트에 방수 음향 멤브레인이 적용됨
- 보호 덮개가 있는 밀폐형 USB Type-C 포트
- 압력 평형은 보정된 통풍구를 통해서만 이루어집니다.
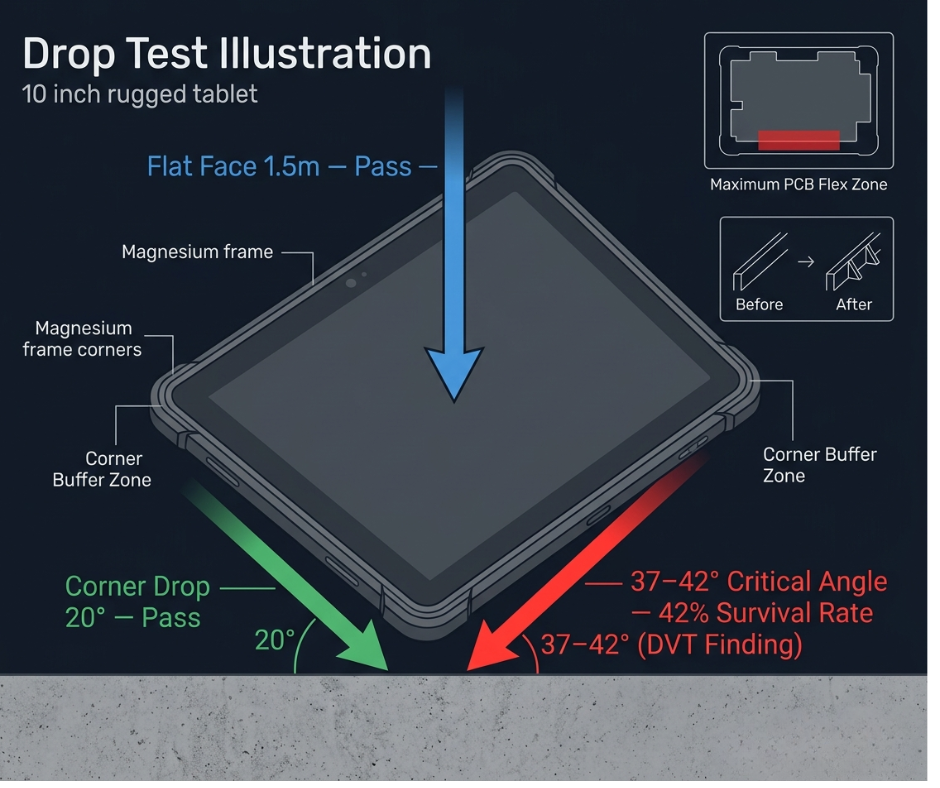
5.2 낙하 저항성: 37~42° 문제
MIL-STD-810H 방법 516.7은 평면 및 무작위 방향 낙하 시험을 규정합니다. 연구팀의 원래 설계 가정은 강화 마그네슘 모서리와 내부 충격 흡수 장치가 충격 하중을 분산시켜 1.5m 높이에서 낙하 시 95% 이상의 생존율을 달성할 수 있다는 것이었습니다.
DVT 고속 카메라 데이터는 다른 이야기를 들려주었습니다. 정확히 37~42°의 충격 각도에서 생존율은 42%로 떨어졌습니다.
해당 각도에서 충격 벡터는 지지되지 않은 가장 긴 PCB 구간과 배터리 셀 스택 이음매에 동시에 맞닿았습니다. 첫 번째 고장은 18번째 낙하에서 발생했으며, 이는 예상 낙하 횟수인 200회 이상보다 훨씬 적은 수치입니다.
MIL-STD-810H 평면 테스트는 응력 테스트를 수행하지 않고 일반적인 유한 요소 해석(FEA)은 동적 PCB 결합을 고려하지 않는 강체 가정을 사용하기 때문에 어떤 시뮬레이션도 해당 특정 각도 범위를 예측하지 못했습니다.
문제를 해결하려면 내부 보강재를 추가하고 마그네슘 합금의 경도를 변경해야 했습니다. 이는 PVT 동결 2주 전에 이루어진 하우징 개정 작업이었습니다. 비용은 많이 들었지만, 어쨌든 버틸 수 있었습니다. 버틸 수 있었던 것은 PVT 이후 현장 고장 보고서 때문이 아니라, DVT 동안 고속 카메라 계측 장비 덕분이었습니다.
최종 설계에는 플로팅 마더보드 마운팅과 코너 완충 장치 보강이 추가되었습니다. PVT 승인 전에 지게차 장착 프로파일에서 진동 시뮬레이션을 다시 실행했습니다.
6. 열 및 동력 공학
밀폐된 견고한 태블릿을 직사광선 아래에서 5G 통신을 지속적으로 작동시키면, 마땅한 배출구가 없어 심각한 열 관리 문제가 발생합니다. 팬도 없고, 통풍구도 없습니다. 열은 어딘가로 전달되어야 합니다.
열 전달 경로는 SoC와 RF 모듈을 가로지르는 흑연 시트 → 구리 확산판 → 마그네슘 서브프레임을 통한 전도 → 외부 하우징 표면을 통한 열 방출입니다. 열 시뮬레이션은 금형 제작 전에 실행되었으며, 최악의 복합 부하 조건(주변 온도 60°C, 지속적인 LTE 데이터 사용, 최대 밝기 화면)에서의 접합부 온도를 측정했습니다.
8,000mAh 배터리에는 저온 시동 안정화 기능을 갖춘 산업용 보호 IC가 필요했습니다. 영하 20°C에서 리튬 셀의 내부 저항은 급격히 증가합니다. 저온 시동 전압 관리가 없으면 장치가 부팅되지 않거나 냉동고에서 시동 시 위험한 펄스 전류를 소모하게 됩니다. 이는 기능이 아니라 저온 유통 환경에서 필수적인 작동 요구 사항이며, 일반적인 소비자용 배터리 관리 IC로는 충족되지 않습니다.
7. 소프트웨어 맞춤화 및 산업 통합
안드로이드 맞춤 설정은 세 가지 기업 요구 사항을 목표로 했습니다. 첫째, 전용 WMS 운영을 위한 키오스크 모드 잠금 기능, 둘째, 전체 시스템에 정책을 적용하기 위한 기업 모바일 장치 관리(MDM) 호환성, 셋째, 물리적 펌웨어 업데이트가 운영상 불가능한 10,000만~50,000만 대 규모의 배포 환경에서 필수적인 OTA 원격 업데이트 기능입니다.
WMS 및 ERP 통합을 위해 바코드 스캐너 모듈은 표준 HID 키보드 웨지 프로파일과 SDK API를 직접 제공하여 기존 WMS 플랫폼과 최신 REST 기반 창고 관리 시스템 모두를 지원해야 했습니다. 사설 LTE 및 Wi-Fi 6E 네트워크 지원은 실험실 액세스 포인트뿐 아니라 고객 물류 센터에서 사용하는 특정 주파수 대역을 기준으로 검증되었습니다.
8. 프로토타입 및 검증
EVT SoC 초기 구동, 베어보드 RF 측정, 전력 서브시스템 검증 및 열 프로파일링에 집중하고 있습니다. 아직 하우징은 없습니다. 목표는 툴링에 투자하기 전에 설계 오류를 찾는 것입니다.
DVT 완성된 장치를 최종 또는 거의 최종 하우징에 넣었습니다. 이때 37~42°C 낙하 시 파손이 발생했습니다. 스트레인 게이지 매핑도 이때 수행되었습니다. 진공 침투 모드는 IEC 정적 테스트가 아닌 온도 및 압력 사이클링을 통해 확인되었습니다. 무반향실에서 RF OTA 측정을 수행한 후 실제 창고 환경에서 측정했습니다. 배터리는 -20°C에서 60°C까지 전체 온도 범위에서 사이클링 테스트를 거쳤습니다.
PVT 설계가 아닌 생산 공정 능력을 검증했습니다. SMT 미세 피치 BGA 배치, 중요 패키지의 기포 발생 여부를 확인하는 X선 검사, 리플로우 프로파일 최적화 등이 포함됩니다. 2단계 토크 시퀀스와 제어 환경 유지 시간을 포함한 방수 조립 공정도 검증했습니다.
신뢰성 테스트에는 다음 사항이 포함되었습니다.
- IP68 방수 등급은 500회 낙하 테스트를 거쳐 극한 조건에서도 밀봉 무결성을 확인하기 위해 재시험되었습니다.
- 온도 사이클링: -20°C ~ 70°C, 200회 사이클, EN 60068-2-14 규격 준수
- 습도 챔버 (온도 85°C/습도 85%)
- 충전 포트 수명: 밀폐형 Type-C 커넥터 기준 10,000회 삽입 주기
- 작동 온도 범위 전반에 걸친 바코드 스캐너 정확도 검증
9. 대량 생산 및 품질 관리
SMT 조립 공정에서는 모든 패널에 대해 X선 검사를 실시하면서 미세 피치 BGA 배치를 진행했습니다. 리플로우 프로파일은 DVT 변형 매핑 과정에서 확인된 BGA 언더필 영역과 표준 패키지가 혼합된 조립 환경에 맞춰 특별히 조정되었습니다.
대부분의 대량 생산 실패는 방수 조립 과정에서 발생합니다.그리고 그 핵심은 도면에는 절대 나타나지 않는 한 단계로 귀결됩니다.
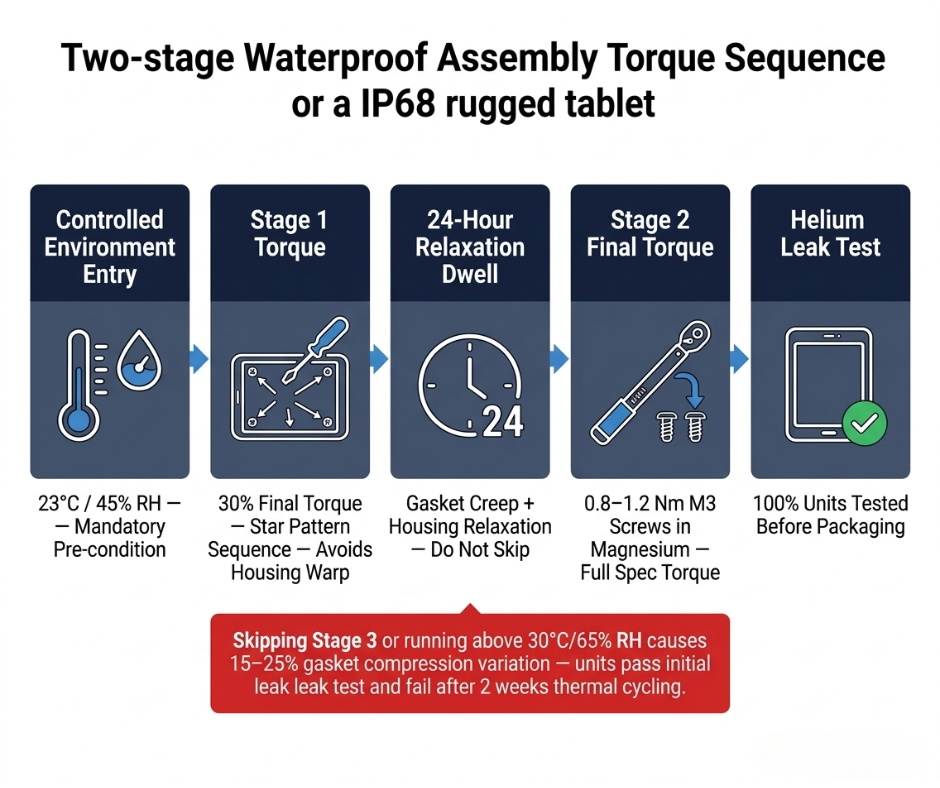
2단계 토크 조절 후 23°C/45% RH에서 24시간 휴식 시간 적용.
기술자들은 먼저 모든 둘레 나사를 최종 규격의 30% 토크로 별 모양 패턴으로 조입니다. 그런 다음 가스켓 엘라스토머와 하우징 재질이 크리프 현상을 거쳐 이완될 때까지 24시간 동안 기다립니다. 이후 최종 토크(마그네슘 재질의 M3 나사의 경우 일반적으로 0.8~1.2Nm)를 적용합니다. 이완 시간을 생략하거나 35°C/70% 상대습도에서 공정을 진행하면 가스켓 압축률에 15~25%의 편차가 발생합니다. 이러한 방식으로 제작된 제품은 헬륨 누출 테스트는 통과하지만 2주간의 열 순환 테스트 후 고장이 발생합니다.
첫 200개 DVT 물량 유출 사건 이후, 해당 절차는 내부 출장 문서에 기록되어 있습니다.
어떤 설계 도면에도 나와 있지 않습니다. 현장 기술자들은 시행착오를 통해 배우거나, 고객 보증 관련 자료가 도착할 때까지 알지 못합니다.
포장 전 누출 테스트. 정밀하게 보정된 공구를 사용한 제어 토크 체결. 디스플레이 테두리 UV 접착으로 접착제 경화 모니터링. 모든 제품에 적용.
10. 공학적 과제 및 해결책
| 과제 | 기술적 위험 | 해법 | 결과 |
| 섀시 굴곡부에서 BGA 균열 발생 | -20°C에서 납땜 접합부 파손 | 스트레인 게이지 굴곡 매핑 + 응력 케이지 리브 재배치 + 모서리 접착 에폭시 | DVT에서 MIL-STD-810H 낙하 테스트를 통과했습니다. |
| 열순환 후 진공 유입 | 현장에서 IP68 씰 파손 발생 | 보정된 고어 브리더 멤브레인 + FEA 벽 변형 매핑 | 500회 주기 통합 환경 테스트에서 진입 실패가 단 한 건도 발생하지 않았습니다. |
| 37~42° 낙하 각도에서 치명적인 파손 발생 | 생존율 42% vs. 예측치 95% | 하우징 보강재 수정 + 마그네슘 경도 변경 + 플로팅 PCB 마운트 | 모든 방향에서 200회 이상 낙하 테스트를 통과했습니다. |
| 금속 창고에서 RF 널 시프트 | 챔버 대비 25~40% 사거리 손실 | FPC 안테나 튜닝 + 전자기장 조건 검증 + 차폐 캔 설계 | 지게차/랙이 가득한 환경에서도 안정적인 LTE/Wi-Fi 6 연결 가능 |
| 조립 과정에서 가스켓 압축 변동 | 열순환 후 씰 파손 | 2단계 토크 + 23°C/45% RH 조건에서 24시간 휴식 | 일관된 압축, PVT에서 누출 없음 |
| -20°C에서 저온 시동 실패 | 냉동실에 있는 장치가 부팅되지 않음 | 산업용 등급 배터리 보호 IC (저온 시동 전압 안정화 기능 포함) | -20°C에서 60°C에 이르는 전 온도 범위에서 안정적인 부팅이 가능합니다. |
11. 프로젝트 결과 및 시장 영향
그 프로그램은 모든 목표를 달성했습니다:
- IEC 60529에 따른 IP68 인증을 획득했으며, 누적 낙하 테스트 500회 후 재검증을 완료했습니다.
- MIL-STD-810H 방법 516.7은 37~42° 범위를 포함한 모든 낙하 방향에서 통과했습니다.
- -20°C에서 60°C까지의 온도 범위(냉동 창고 배치 포함)에서 안정적인 작동이 확인되었습니다.
- 실제 창고 환경에서 철제 랙과 지게차 적재 작업을 통해 Wi-Fi 6 및 개인 LTE 연결성을 검증했습니다.
- 대량 생산에서 목표 수율을 달성했으며, 공정 추적기 업데이트 후 방수 조립 불량은 단 한 건도 발생하지 않았습니다.
Tier-1 3PL 네트워크 전반에 걸쳐 배치되었습니다. 장치의 60~70%는 지게차 거치대에 장착되어 차량에 탑재되었고, 20~30%는 냉동 창고에서 손으로 들고 사용하는 방식입니다. 9개월간의 가동률 데이터 분석 결과, IP68 등급 관련 현장 고장은 발생하지 않았습니다. 이는 식품 및 의약품 팔레트 주변에 물이 전혀 유입되지 않아야 하는 콜드체인 규정 준수에 있어 가장 중요한 지표입니다.
12. 결론
사양표에 IP68 등급이 명시되어 있는 것과 영하 25도의 냉동고에서 500회 낙하 테스트를 거친 후에도 IP68 등급을 유지하는 것은 완전히 다른 두 가지 주장입니다. 그 차이는 변형률 맵핑이 적용된 PCB 설계, 정밀하게 보정된 통기성 멤브레인, 24시간 조립 후 이완 시간, 그리고 단순한 챔버가 아닌 실제 창고에서 이루어지는 RF 튜닝에서 비롯됩니다. 바로 이것이 핵심입니다. Wonderful PCB 산업용 견고한 태블릿 OEM 및 ODM 프로그램에 다음과 같은 가치를 제공합니다: 보증 기간이 지난 후에도 기기를 계속 사용할 수 있도록 하는 심도 있는 엔지니어링 기술.
Wonderful PCB 하드웨어 아키텍처부터 시작하여 견고한 태블릿 OEM 및 ODM 프로그램의 전체 사이클을 운영합니다. HDI PCB 인증된 대량 생산 및 현장 고장 분석을 통해 설계하십시오. 산업용 정제 개발 요구 사항에 대해 엔지니어링 팀과 상담하십시오.